Предлагаемое изобретение относится к отрасли машиностроения, в частности к обработке металла давлением, и может быть использовано для изготовления вытяжкой отдельных участков кузовных автомобильных деталей сложной конфигурации, при формовке ребер жесткости, выступов, при образовании глубоких зигов в художественной штамповке и т.п.
Первым аналогом предлагаемого способа является метод определения пластичности материала путем растяжения плоского образца на испытательной машине [Е.А.Попов, В.Г.Ковалев, И.Н.Шубин. Технология и автоматизация листовой штамповки. М.: Изд-во МГТУ им. Н.Э.Баумана, 2003, с.28.].
Недостатком является то, что этим способом определяются механические свойства материала при одноосной деформации.
Вторым аналогом оценки пластических свойств материала является способ определения твердости металла по вдавливанию индентора в образец [Н.А.Чиченев, А.Б.Кудрин, П.И.Полухин. Методы исследования процессов обработки металлов давлением. - М.: Металлургия, 1977, с.221-225].
Однако этот способ не дает достаточной требуемой точности по свойствам материала при штамповке пространственных фигур.
За прототип был взят способ оценки штампуемости листового материала, называемый способом испытания на формовку сферической лунки по Эриксену на установке МТЛ-10Г, заключающийся в том, что плоскую заготовку определенных размеров укладывают на матрицу со скругленным цилиндрическим рабочим отверстием, с помощью мощного зажима фиксируют фланец и выдавливают в образце лунку пуансоном со сферическим торцом до образования шейки или локального разрушения [Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки. М.: Машиностроение, 1989, с.25-26, рис.2.2]. Данным способом оценивается способность листового металла к деформированию, происходящему из-за уменьшения толщины заготовки, при схеме, близкой к двухосному растяжению.
Недостатком этого способа является невозможность количественно определить распределение деформаций по поверхности лунки и оценить предельное значение интенсивности деформации в зоне разрыва. Использование этого способа для оценки штампуемости рифленых деталей затруднительно, из-за отсутствия независимого параметра, такого как, например, степень деформации (интенсивность деформации).
Задачей предлагаемого изобретения является повышение точности определения предельной интенсивности деформации материала в условиях двухосного напряженного состояния в пространственных фигурах.
Задача достигается следующим образом.
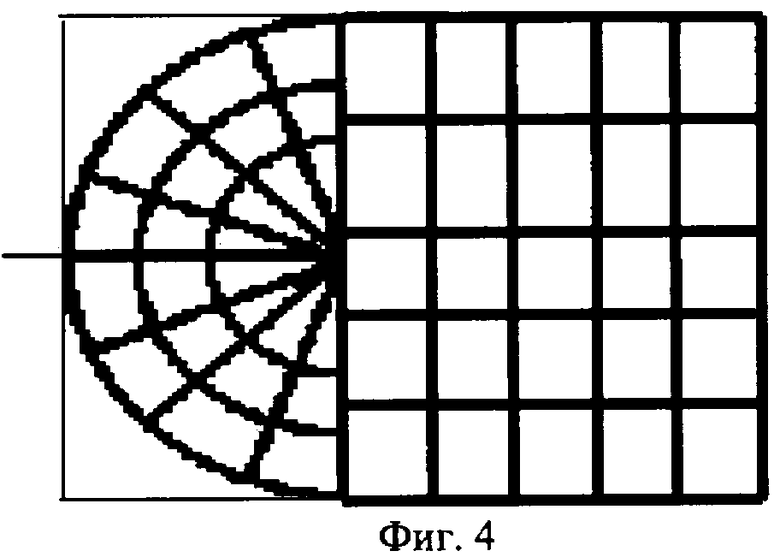
В способе оценки предельной деформации, заключающейся в предварительном зажиме периферийных зон образца и вытяжки сферической лунки до образования шейки или разрушения, перед началом деформирования на заготовку наносят два вида делительной сетки, квадратную и радиальную, при обработке делительных сеток с радиальной определяем направления главных осей тензора деформаций, а квадратной сетки - интенсивность деформаций вблизи образующейся шейки или разрушения, причем размеры ячейки для расчета берут с ее развертки на плоскость, касательной к внешней поверхности сферической лунки в точке пересечения диагоналей рассматриваемой ячейки.
Два вида делительной сетки наносят одновременно на один образец, причем на одну его половину - квадратную, а на вторую - радиальную.
Два вида делительной сетки наносят последовательно на различные образцы.
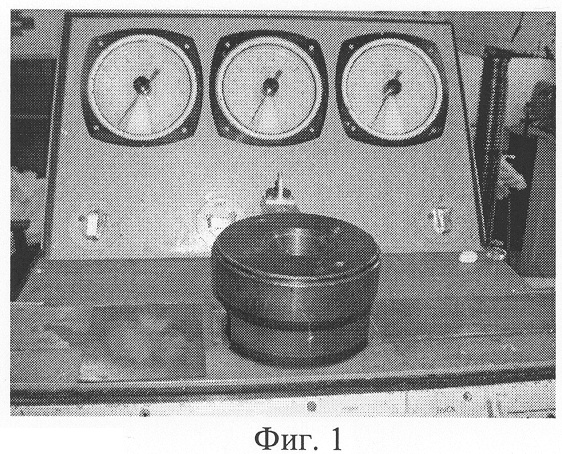
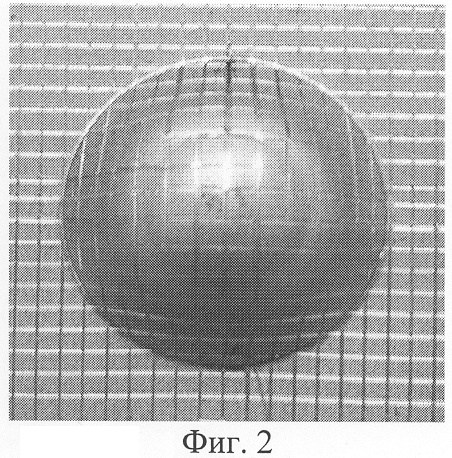
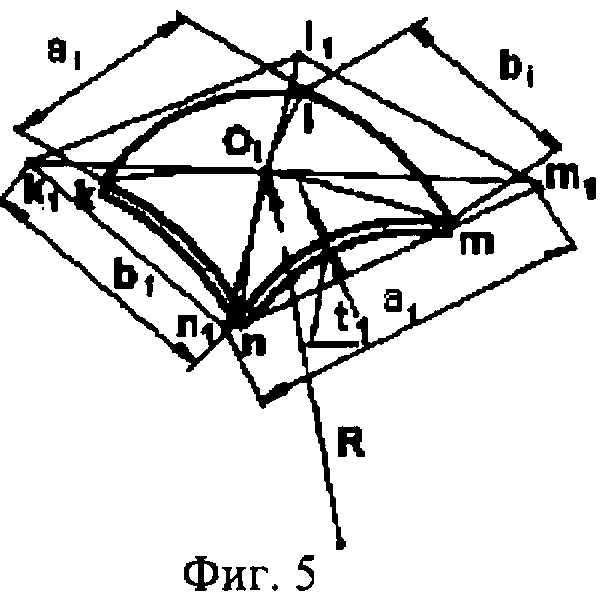
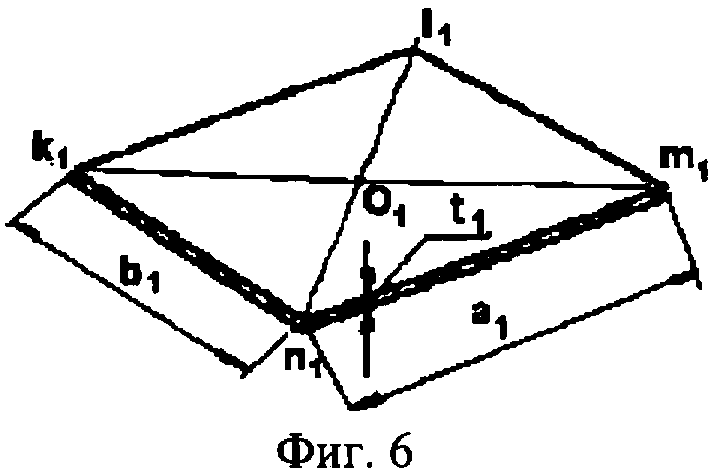
Для пояснения описываемых объектов на фигурах приведены: установка МТЛ-10Г для испытания образцов (фиг.1), фотография образца с нанесенной квадратной делительной сеткой (фиг.2), фотография образца с нанесенной радиальной делительной сеткой (фиг.3), схема образца с двумя видами делительной сетки (фиг.4), ячейка искаженной делительной сетки с проставленными размерами (фиг.5), развертка искаженной ячейки (фиг.6).
Пример реализации.
Все испытания образцов на штампуемость проводим на установке МТЛ-10Г (фиг.1). Для расчета интенсивности деформации определяем главные оси деформирования. Для этого нам приходится использовать различные виды делительных сеток, подстраиваясь под геометрию деформируемой фигуры. В частности, для анализа предельных деформаций по Эриксену наиболее подходящими системам оказались координатная (фиг.2) и радиальная (фиг.3) делительные сетки (доказываем, что процесс протекает монотонно). По деформируемой радиальной сетке получаем, что одна из осей перпендикулярна формуемому листу, вторая совпадает с образующей формуемого купола, а третья перпендикулярна образующей и лежит вдоль касательной к параллели купола, проходящей через центр рассматриваемой искаженной ячейки. Можно два вида сетки наносить на один образец (фиг.4). Изложенный способ оценки предельной деформации можно конкретизировать для оценки предельной деформации с помощью искаженной ячейки координатной делительной сетки, расположенной на куполе вблизи образующейся «шейки» в процессе испытания по Эриксену. В этом случае рассчитанная деформация будет предельной для данного материала.
В качестве примера рассмотрим одну из ячеек, расположенную на сферической части деформированного образца. Для определения одной из диагоналей развертки этой ячейки на касательную плоскость измеряем линейное расстояние между точками k, m (фиг.5) при помощи инструментального микроскопа УИМ-23 ( =4,8 мм).
=4,8 мм).
Радиус кривизны рассматриваемого участка сферы равен 10,7 мм. Дуга km опирается на угол сферы α=2arcsin(2,4/10,7)=25,92°. Следовательно, истинная длина криволинейной диагонали km, а отсюда и длина диагонали развертки k1m1, может быть определена как дуга  =πRα/180=π·10,7·25,92/180=4,84 мм (фиг.4). Угол γ между рассматриваемой диагональю и направлением главной оси e1 определяем замером на том же микроскопе, γ=5°.
=πRα/180=π·10,7·25,92/180=4,84 мм (фиг.4). Угол γ между рассматриваемой диагональю и направлением главной оси e1 определяем замером на том же микроскопе, γ=5°.
Расстояние между двумя сторонами искаженной ячейки, через которые проходит главная ось, равно bi=2,2 мм, а на развертке параллелограмма оно соответственно равно b1=2,206 мм. Угол между диагональю и высотой параллелограмма развертки β=arccos2,206/4,84=62,88°. Угол между высотой и главным направлением β1=62,88-5=57,88. Длина материального волокна, расположенного вдоль главного направления, равно  1=2,206/cos57,88°=4,15 мм.
1=2,206/cos57,88°=4,15 мм.
Исходная ячейка делительной сетки имела размеры 2×2 мм. Длина диагонали данной ячейки равна 2,8 мм. Учитывая допущение о том, что угол между диагональю и первым главным направлением в искаженной ячейке должен быть равен углу между диагональю и главным направлением в исходной ячейке, определим длину материального волокна в исходной ячейке, расположенном под углом γ=5° относительно диагонали, а относительно одной из сторон квадрата - 40°. Тогда она будет равна:  =2/соs40°=2,61 мм.
=2/соs40°=2,61 мм.
Из приведенных вычислений следует, что первая главная деформация будет равна е1=ln4,15/2,61=0,464. Третья главная деформация, определяемая изменением толщины материала, будет равна e3=ln0,7/0,96=-0,316. Вторую главную деформацию определяем из условия несжимаемости: е1+е2+e3=0, получив, что вторая главная деформация является сжатием материального волокна е2=0,316-0,464=-0,148. Локальная интенсивность деформации сдвига будет равна: 
 .
.
Таким образом, равномерная предельная степень деформации материала вблизи «шейки» в сферической зоне купола будет соответствовать еi=Г/ =0,474, что соответствует практически 50% деформации.
=0,474, что соответствует практически 50% деформации.
Для рассматриваемого материала сталь 10 (аналогично и для биметалла мельхиор - сталь 10) предельное значение линейной деформации в отожженном состоянии равно δп=35%. В нашем случае для первой главной деформации δ=(4,15-2,61)/2,61·100=58%. Таким образом, при испытании по Эриксену пластичность металла по сравнению с линейным растяжением увеличивается на 66%. Это связано с добавочным напряжением сжатия при изгибе листового материала на сферическом пуансоне в момент формирования купола.
, мм , мм
, мм , мм
, мм , мм
, мм
Таким образом, при испытании по Эриксену пластичность металла по сравнению с линейным растяжением по интенсивности деформации увеличивается на 66%. Это связано с добавочным напряжением сжатия при изгибе листового материала на сферическом пуансоне в момент формирования купола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2591294C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| Способ испытания листовых материалов | 2015 |
|
RU2620781C1 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
| Способ испытания листовых материалов (варианты) | 2015 |
|
RU2613495C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШТАМПУЕМОСТИ ТОНКОЛИСТОВОГО ХОЛОДНОКАТАНОГО ПРОКАТА МЕТАЛЛА ДЛЯ ТРУДНОШТАМПУЕМЫХ ДЕТАЛЕЙ | 1997 |
|
RU2133461C1 |
| Устройство для испытания листовых материалов (варианты) | 2015 |
|
RU2677839C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2426979C2 |
Изобретение относится к отрасли машиностроения. Сущность: предварительно зажимают периферийные зоны образца и вытягивают сферическую лунку до образования шейки или разрушения. Перед началом деформирования на заготовку наносят два вида делительной сетки, квадратную и радиальную. При обработке делительных сеток с радиальной определяют направления главных осей тензора деформаций, а квадратной сетки - интенсивность деформаций вблизи образующейся шейки или разрушения. Размеры ячейки для расчета берут с ее развертки на плоскость, касательной к внешней поверхности сферической лунки в точке пересечения диагоналей рассматриваемой ячейки. Технический результат: повышение точности определения предельной интенсивности деформации материала. 2 з.п. ф-лы, 1 табл., 6 ил.
| Устройство для испытания материалов на предельную деформацию при изгибе | 1979 |
|
SU781677A1 |
| RU 94015808 A1, 10.02.1996 | |||
| СПОСОБ ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО МЕТАЛЛА | 1992 |
|
RU2039965C1 |
| DE 4426208 A1, 25.01.1996. | |||

