Изобретение относится к обработке металлов давлением применительно к повышению стойкости инструментальных сталей и может использоваться в авиастроении, судостроении и других отраслях промышленности.
Известен способ [1] обработки заготовки из инструментальной стали, включающий одновременную осадку с кручением заготовки до накопленной деформации, обеспечивающей наибольшую стойкость стали.
Недостатком данного способа являются ограниченные возможности увеличения стойкости инструментальной стали.
Изобретение направлено на обеспечение более высокой степени увеличения стойкости инструментальной стали наложением деформации осадки на деформацию сдвига в технологическом процессе.
Это достигается тем, что заготовку из инструментальной стали сначала подвергают деформации кручением до деформации сдвига на поверхности заготовки, а затем деформации осадкой до логарифмической деформации сжатия, а накопленную пластическую деформацию определяют по следующей зависимости

где ес - логарифмическая деформация сжатия; γ0 - деформация сдвига на поверхности заготовки.
Сущность предлагаемого способа заключается в следующем. Изготовленные из прутков инструментальной стали заготовки сначала подвергают кручению до деформации сдвига γ0 на поверхности заготовки, затем их осаживают до логарифмической деформации сжатия ес, а накопленную пластическую деформацию определяют по формуле (1).
Деформацию сдвига в точке поперечного сечения заготовки, координата которой определяется радиусом ρ в пределах от 0 до наружного радиуса заготовки r0, определяют по формуле

где ϕ - абсолютный угол поворота концевых сечений, отстоящих друг от друга на расстоянии  . Логарифмическая деформация сжатия определяется по соотношению
. Логарифмическая деформация сжатия определяется по соотношению

где h0, h - исходная и текущая высота заготовки.
Предлагаемое изобретение достаточно эффективно может быть использовано для повышения стойкости инструментов цилиндрической формы типа разверток, концевых и цилиндрических фрез, зенкеров. У этих видов инструментов режущие лезвия находятся на цилиндрической поверхности. В связи с этим для оценки деформации сдвига на поверхности заготовки по формуле (2) необходимо принять ρ=r0, т.е.

где γ0 - деформация сдвига на поверхности заготовки.
Оптимальное значение полной деформации в соответствии с формулой (1) экспериментально для каждого значения сдвига γ0. Определяют значение деформации сжатия ес, при которой устанавливается максимальная стойкость инструментальной стали. Далее деформированные заготовки подвергают термической обработке по соответствующему для каждой инструментальной стали температурному режиму.
Пример реализации предлагаемого способа рассмотрен на низколегированной инструментальной стали 9ХС. Из прутков указанной стали были изготовлены заготовки с головками и рабочим диаметром d0=2r0=15 мм и расчетной длиной  . После чего они перед термообработкой подвергались кручению на испытательной машине КМ-50 до деформации сдвига γ0=0,05; 0,10; 0,15; 0,20; 0,25; 0,30; 0,35; 0,40; 0,45.
. После чего они перед термообработкой подвергались кручению на испытательной машине КМ-50 до деформации сдвига γ0=0,05; 0,10; 0,15; 0,20; 0,25; 0,30; 0,35; 0,40; 0,45.
В таблице 1 представлены значения угла ϕ в рад., на которые закручивались заготовки радиусом r0=7,5 мм, чтобы получить указанные расчетные значения γ0. Угол ϕ определяли по полученной из (4) формуле

Далее из этих заготовок изготавливались короткие образцы высотой h0=25 мм. Осадку их для каждой сдвиговой деформации γ0 производили до деформаций ес=0,10; 0,15; 0,20; 0,25; 0,30; 0,35; 0,40; 0,45; 0,50; 0,55. В таблице 2 представлены значения текущей высоты h, до которых необходимо сжать заготовки. При этом текущая высота рассчитывалась по полученной из (3) формулы

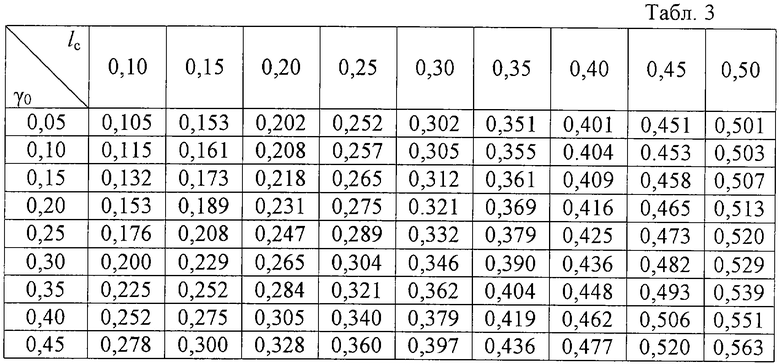
В таблице 3 представлены значения накопленной пластической деформации е, рассчитанные по формуле (1).
Для установления эффекта повышения стойкости стали были проведены испытания изготовленных из деформированных заготовок резцов с соответствующей термообработкой (закалка и последующий отпуск).
Испытания резцов показали, что стойкость стали зависит от накопленной пластической деформации е. Увеличение стойкости происходит до некоторого оптимального значения еопт, после чего стойкость начинает уменьшаться.
При этом для каждого представленного в табл.1 значения сдвига γ0 определяют экспериментально деформацию сжатия  , при которой стойкость стали становится наибольшей -
, при которой стойкость стали становится наибольшей -  , и соответственно рассчитывают по формуле (1) накопленную деформацию е. Оптимальную накопленную деформацию еопт, соответствующую максимальной стойкости Tmax из всех наибольших стойкостей
, и соответственно рассчитывают по формуле (1) накопленную деформацию е. Оптимальную накопленную деформацию еопт, соответствующую максимальной стойкости Tmax из всех наибольших стойкостей  , устанавливают статистической обработкой опытных данных. В результате установлено, что для исследованной стали еопт=0,394 (ес=0,31; у0=0,42).
, устанавливают статистической обработкой опытных данных. В результате установлено, что для исследованной стали еопт=0,394 (ес=0,31; у0=0,42).
Увеличение стойкости стали относительно стойкости по способу-прототипу составило 1,17 раза (на 17%), что достаточно существенно для режущих инструментов. Температурные режимы термической обработки в сопоставляемых способах были одинаковы.
Применение предлагаемого изобретения в промышленности позволит достаточно эффективно повышать стойкость инструментов (режущих и мерительных).
Источники информации
1. Патент РФ № 2252269, C21D 8/00, 7/00, 20.05.05, Бюл. № 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛУЧШЕНИЯ СВОЙСТВ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2252269C1 |
| СПОСОБ УПРОЧНЕНИЯ МАТЕРИАЛОВ | 2004 |
|
RU2252971C1 |
| Способ упрочнения материалов | 2024 |
|
RU2830083C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИКИ МАТЕРИАЛА | 2005 |
|
RU2296973C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ | 2003 |
|
RU2240358C1 |
| СПОСОБ УПРОЧНЕНИЯ МАТЕРИАЛОВ | 2011 |
|
RU2537414C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИКИ МАТЕРИАЛА | 2006 |
|
RU2309393C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПЛАСТИЧЕСКОЕ СЖАТИЕ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 2005 |
|
RU2294530C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОЙ ОСАДКИ СО СДВИГОМ ПЛОСКОЙ ЗАГОТОВКИ | 2004 |
|
RU2252102C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПЛАСТИЧЕСКОЕ СЖАТИЕ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 2003 |
|
RU2247355C1 |
Изобретение относится к обработке металлов давлением для повышения стойкости инструментальных сталей и может применяться в авиастроении, судостроении и других отраслях промышленности. Для повышения стойкости инструментов заготовки подвергают пластической деформации сначала кручением до деформации сдвига на поверхности заготовки, затем осадкой до логарифмической деформации сжатия, определяют накопленную пластическую деформацию по следующей зависимости:  , где: ес - логарифмическая деформация сжатия; γ0 - деформация сдвига на поверхности заготовки, и подвергают термической обработке. 3 табл.
, где: ес - логарифмическая деформация сжатия; γ0 - деформация сдвига на поверхности заготовки, и подвергают термической обработке. 3 табл.
Способ обработки заготовки из инструментальной стали, включающий деформацию заготовки до необходимой накопленной деформации и термическую обработку, отличающийся тем, что для обеспечения максимального увеличения стойкости заготовку сначала подвергают деформации кручением до деформации сдвига на поверхности заготовки, а затем деформации осадкой до логарифмической деформации сжатия, а накопленную пластическую деформацию определяют по следующей зависимости:
 ,
,
где ес - логарифмическая деформация сжатия;
γ0 - деформация сдвига на поверхности заготовки.
| СПОСОБ УЛУЧШЕНИЯ СВОЙСТВ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2252269C1 |
| СПОСОБ УЛУЧШЕНИЯ СВОЙСТВ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2001 |
|
RU2215795C2 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ | 2003 |
|
RU2240358C1 |

