Изобретение относится к способу изготовления сверхпроводящего кабеля.
Из журнала Elektrotechnische Zeitung ETZ-b, Bd. 26 (1974), стр. 215 и далее известен сверхпроводящий, гибкий, рассчитанный на большую мощность кабель постоянного тока, который содержит ленточный сверхпроводник из стабилизированного Nb3Sn, окруженного так называемой "криогенной оболочкой" ("Cryogenic envelope").
Проводник полый, и при работе через него протекает жидкий гелий. Между "криогенной оболочкой" и проводником находится канал, по которому также протекает жидкий или газообразный гелий в качестве обратного проводника.
"Криогенная оболочка" состоит из нескольких расположенных на расстоянии друг от друга гофрированных металлических труб, между которыми имеются вакуум и так называемая "суперизоляция".
Такой кабель может непрерывно изготавливаться с длинами до 200 м. Максимальная передаваемая мощность системы, состоящей из двух подобных одножильных кабелей, составляет 5 ГВт.
Из журнала "Epri Journal", весна 1999 г., известен сверхпроводящий кабель, у которого опорная труба с протекающим по ней жидким азотом обмотана множеством лент, состоящих из так называемого сверхпроводящего материала 2-го поколения. Эти современные сверхпроводники состоят из гибкой металлической ленты, на которую нанесено соединение на основе иттрия, бария и оксида меди.
Над сверхпроводящими лентами находится гофрированная металлическая труба. На гофрированную металлическую трубу намотано несколько слоев термоизоляции. Термоизоляция окружена второй гофрированной металлической трубой, причем на термоизоляции расположена еще распорка из тефлона. Над второй гофрированной металлической трубой находятся прочный диэлектрик, а также внешний электрический экран.
Общим для обоих типов кабелей является то, что сверхпроводник, а также окружающие его кабельные элементы в рабочем состоянии, т.е. при температуре жидкого гелия или жидкого азота, укорачиваются относительно имеющих температуру окружающей среды внешних кабельных элементов. Во избежание такого укорочения предусматривали арматуру на обоих концах кабеля, которая соединяла между собой с силовым замыканием отдельные кабельные элементы и тем самым предотвращала укорочение внутренних кабельных элементов относительно внешних кабельных элементов.
Исходя из этого уровня техники задача настоящего изобретения состоит в создании способа изготовления сверхпроводящего кабеля, уже при изготовлении которого можно было бы предотвратить "усадку" кабельного сердечника вследствие понижения температуры относительно имеющих температуру окружающей среды внешних кабельных элементов.
Эта задача решается посредством способа, характеризуемого признаками пункта 1 формулы.
Поскольку кабельный сердечник из-за своей конструкции обладает существенно более высокой жесткостью, чем гофрированная труба, он прилегает к лежащей снаружи внутренней стенке гофрированной трубы, т.е. кабельный сердечник при изгибе стремится принять максимально возможный диаметр. Поскольку внутренний диаметр гофрированной трубы согласно изобретению больше наружного диаметра кабельного сердечника, то длина находящегося в гофрированной трубе кабельного сердечника по отношению к соответствующей средней оси больше длины гофрированной трубы. При соединении концов кабельного сердечника с концами гофрированной трубы в то время, как сверхпроводящий кабель находится на кабельном барабане, возникает избыточная длина кабельного сердечника в гофрированной трубе. При разматывании сверхпроводящего кабеля с барабана гофрированная труба растягивается на длину, соответствующую избыточной длине, или кабельный сердечник волнообразно прилегает в расположенных с промежутками местах к внутренней стенке гофрированной трубы. При работе сверхпроводящего кабеля, т.е. при температуре жидкого азота, растяжение гофрированной трубы или волнообразная форма кабельного сердечника устраняется.
Изобретение более подробно поясняется с помощью примера выполнения, схематично изображенного на чертежах.
На фиг. 1 изображен боковой разрез сверхпроводящего кабеля, изготовленного согласно изобретению. Кабель содержит сердечник 1, который состоит из внутренней опорной трубы (не показана), одного или нескольких слоев высокотемпературного сверхпроводящего материала, намотанных на опорную трубу, и диэлектрика, нанесенного на указанные слои высокотемпературного сверхпроводящего материала. Диэлектрик должен быть холодостойким, и поэтому он состоит, например, из стеклоткани, микалента или политетрафторэтилена.
Кабельный сердечник 1 находится в так называемой "криогенной оболочке", которая выполнена из внутренней гофрированной трубы 2 и внешней гофрированной трубы 3, расположенной на некотором расстоянии от внутренней гофрированной трубы 2.
На внутреннюю гофрированную трубу 2 намотана пленка 4, состоящая из полимерной пленки с напыленным с обеих сторон алюминием. На слой 4 намотана распорка 5, состоящая предпочтительным образом из нескольких, сплетенных между собой в виде косы жгутов из пластика, стекловолокна или керамического материала.
На распорке 5 находится слой 6 так называемой суперизоляции, состоящий из чередующихся слоев металлической фольги или покрытых металлом полимерных пленок и пленок из полимерного холста или холста на основе стекловолокна или керамических материалов.
Конструкция "криогенной оболочки" является объектом патента ЕР 0326923 В1.
Перед эксплуатацией сверхпроводящего кабеля кольцевое пространство 7 между гофрированными трубами 2 и 3 вакуумируют.
Для охлаждения сверхпроводящего кабеля через опорную трубу кабельного сердечника 1 и внутреннее пространство гофрированной трубы 2 направляют жидкий азот.
На фиг. 2 при виде сбоку изображена производственная установка, с помощью которой может быть изготовлен такой сверхпроводящий кабель.
С бобины 10 непрерывно разматывают металлическую ленту 11, которую при необходимости очищают в лентоочищающей установке 12 и постепенно формуют в формующем устройстве 13 в так называемую "шлицевую трубу", т.е. трубную заготовку под сварку с продольным швом.
Кабельный сердечник 14 также непрерывно разматывают с барабана 15 и вводят в еще открытую трубную заготовку.
Продольный шов трубной заготовки затем заваривают на сварочном посту 16 и заваренную трубу с кабельным сердечником 14 внутри нее подают посредством вытягивающего устройства 17 к гофрирующему устройству 18.
В гофрирующем устройстве 18 трубу с заваренным продольным швом гофрируют и в заключение наматывают на кабельный барабан 19. Так называемый "танцор", т.е. натяжной ролик 20, регулирует намоточную скорость кабельного барабана 19.
Когда нужная технологическая длина сверхпроводящего кабеля достигнута или когда кабельный барабан 19 полон, оба конца кабельного сердечника 14 соединяют с силовым замыканием с концами гофрированной трубы 2.
Поскольку кабельный сердечник 14 является существенно более жестким, чем гофрированная труба, он прилегает к ней, а именно к большему радиусу намотанной гофрированной трубы. Находящийся в гофрированной трубе кабельный сердечник 14 имеет тем самым бульшую длину, чем гофрированная труба.
За последующую операцию в той же производственной установке на гофрированной трубе располагают изображенные на фиг. 1 элементы - металлическую фольгу 4, распорку 5, суперизоляцию 6 и внешнюю гофрированную трубу 3.
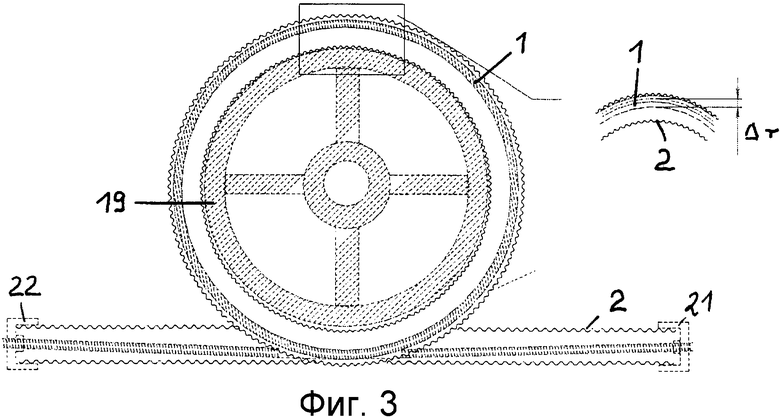
На фиг. 3 изображен разрез, проходящий через корпус кабельного барабана 19, на который намотана гофрированная металлическая труба (внутренняя гофрированная труба 2 на фиг. 1) с находящимся в гофрированной трубе 2 кабельным сердечником 1 или 14 (фиг. 2). Хорошо видно, что жесткий на изгиб кабельный сердечник 1 прилегает к направленной наружу внутренней поверхности гофрированной трубы 2 и тем самым имеет в гофрированной трубе 2 бульшую по сравнению с ней длину.
Разность Δl длин (= избыточной длине) вычисляется по формуле
Δl = Δr × π × 2 × a,
где Δr представляет собой разность радиусов, вычисленную исходя из внутреннего диаметра гофрированной трубы 2 и наружного диаметра находящегося на барабане сверхпроводящего кабеля; и а представляет собой число находящихся на кабельном барабане витков.
В случае гофрированной трубы с внутренним диаметром 60 мм (R=30 мм), кабельного сердечника с наружным диаметром 50 мм (r=25 мм) и диаметром корпуса барабана 3000 мм на каждый виток возникает избыточная длина 3 см. Общая длина витка трубы составляет 9,4 м. Таким образом, избыточная длина составляет 0,3%. Тем самым, укорочение кабельного сердечника немного менее 0,3%, возникающее при его охлаждении до температуры жидкого азота, легко компенсируется.
На фиг. 3 изображена также длина кабеля, намотанного на кабельный барабан 19. Здесь хорошо видно, что кабельный сердечник 1 за счет своей жесткости прилегает к направленной наружу стенке гофрированной трубы 2.
В намотанном состоянии кабельный сердечник 1 и гофрированную трубу 2 соединяют между собой на обоих концах с силовым замыканием, как это схематично обозначено поз. 21 и 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬНЫЙ ПРОВОД (ВАРИАНТЫ) | 1994 |
|
RU2099806C1 |
| Способ изготовления трубообразных металлических проводников со сверхпроводящим слоем на поверхности | 1981 |
|
SU1166670A3 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ СВЕРХПРОВОДНИК И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1990 |
|
RU2080673C1 |
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬ | 2005 |
|
RU2367044C2 |
| СВЕРХПРОВОДЯЩАЯ МНОГОФАЗНАЯ КАБЕЛЬНАЯ СИСТЕМА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2387036C2 |
| СВЕРХПРОВОДЯЩАЯ МНОГОФАЗНАЯ КАБЕЛЬНАЯ СИСТЕМА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2009 |
|
RU2521461C2 |
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬ | 2005 |
|
RU2340970C1 |
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬ | 2006 |
|
RU2379777C2 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД ТИПА "КАБЕЛЬ В ОБОЛОЧКЕ" (КАБЕЛЬ-КОНДУИТ) | 2008 |
|
RU2413319C2 |
| Система коаксиальных трубопроводов для криогенных сред | 1973 |
|
SU631091A3 |

Изобретение относится к области электротехники, к сверхпроводящим кабелям с криогенной оболочкой, в частности к способу изготовления сверхпроводящего кабеля, состоящего из кабельного сердечника, содержащего, по меньшей мере, один удлиненный сверхпроводящий элемент, и охватывающей кабельный сердечник гибкой трубы, включающий в себя следующие этапы: а) непрерывную размотку кабельного сердечника с источника кабеля; б) непрерывную размотку металлической ленты с источника ленты; в) непрерывное формование металлической ленты вокруг кабельного сердечника в трубную заготовку, заварку продольного шва и последующее гофрирование заваренной трубы, причем внутренний диаметр гофрированной трубы больше наружного диаметра кабельного сердечника; г) намотку состоящего из кабельного сердечника и гофрированной трубы сверхпроводящего кабеля на кабельный барабан или укладку сверхпроводящего кабеля в, по меньшей мере, один виток; д) завершающее механическое соединение концов кабельного сердечника с концами гофрированной трубы в то время, как кабель находится на кабельном барабане или в виде, по меньшей мере, одного витка. Техническим результатом изобретения является предотвращение «усадки» кабельного сердечника вследствие понижения температуры. 3 з.п. ф-лы, 3 ил.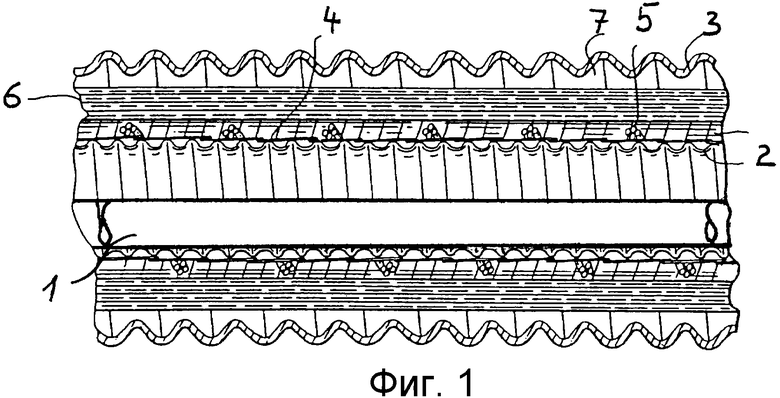
а) непрерывную размотку кабельного сердечника с источника кабеля;
б) непрерывную размотку металлической ленты с источника ленты;
в) непрерывное формование металлической ленты вокруг кабельного сердечника в трубную заготовку, заварку продольного шва и последующее гофрирование заваренной трубы, причем внутренний диаметр гофрированной трубы больше наружного диаметра кабельного сердечника;
г) намотку состоящего из кабельного сердечника и гофрированной трубы сверхпроводящего кабеля на кабельный барабан или укладку сверхпроводящего кабеля в по меньшей мере один виток; и
д) завершающее механическое соединение концов кабельного сердечника с концами гофрированной трубы в то время, как кабель находится на кабельном барабане или в виде по меньшей мере одного витка.
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬНЫЙ ПРОВОД (ВАРИАНТЫ) | 1994 |
|
RU2099806C1 |
| Коаксиальная система теплоизолированных труб | 1972 |
|
SU550999A3 |
| Сверхпроводящий кабель | 1969 |
|
SU553946A3 |
| DE 19724618 A, 17.12.1998 | |||
| US 2002153162 A, 24.10.2002. | |||

