Текст описания приведен в факсимильном виде.
































































Изобретение относится к устройствам и способам автоматического программирования. Техническим результатом является обеспечение эффективных операций программирования за счет выполнения простой операции расположения модели продукта на рабочую модель. Способ автоматического программирования включает первую обработку, включающую определение поверхности токарной обработки, имеющей наибольший диаметр в модели продукта, и определение центральной оси вращения определенной поверхности токарной обработки в качестве оси вращения модели продукта; вторую обработку, включающую сдвиг или поворот модели продукта так, чтобы определяемая ось вращения модели продукта соответствовала оси вращения рабочей модели; и третью обработку, включающую сдвиг модели продукта так, чтобы торцевая поверхность модели продукта, сдвинутая при второй обработке, соответствовала исходной точке программы, заданной в рабочей модели для автоматического расположения модели продукта для наложения модели продукта на рабочую модель. Устройство содержит первый блок определения поверхности токарной обработки, второй и третий блоки для сдвига или поворота модели продукта, четвертый блок для переворота направления модели продукта. 2 н. и 2 з.п. ф-лы, 66 ил.
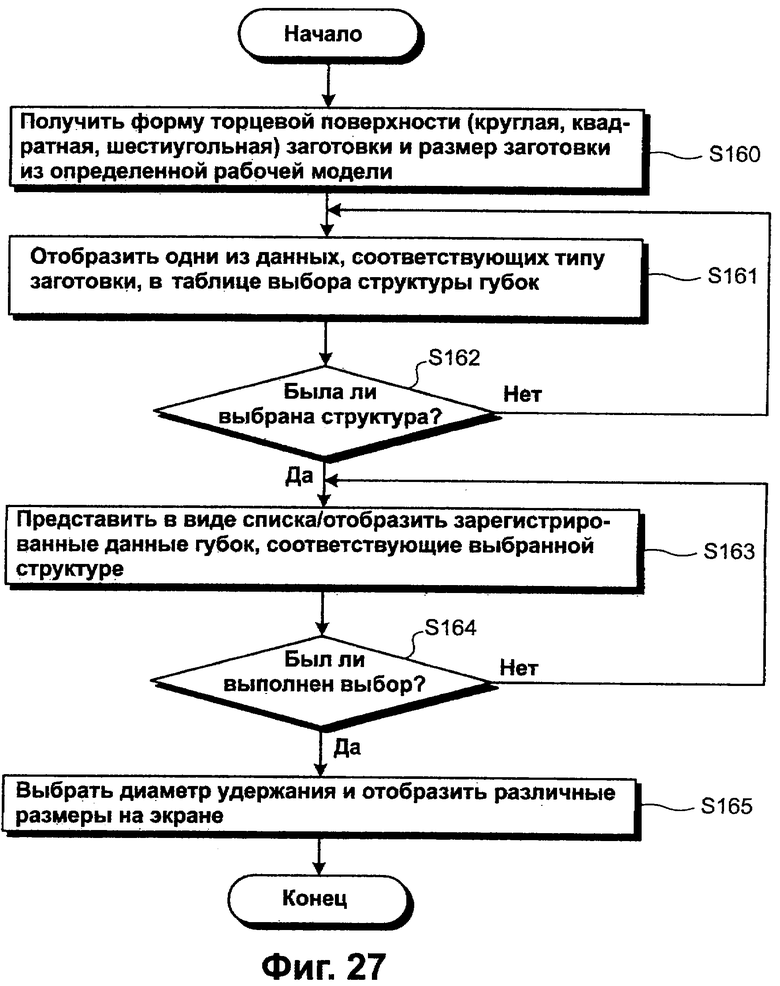
отображение изображения модели продукта и изображения рабочей модели на экране дисплея; и
первую обработку, включающую
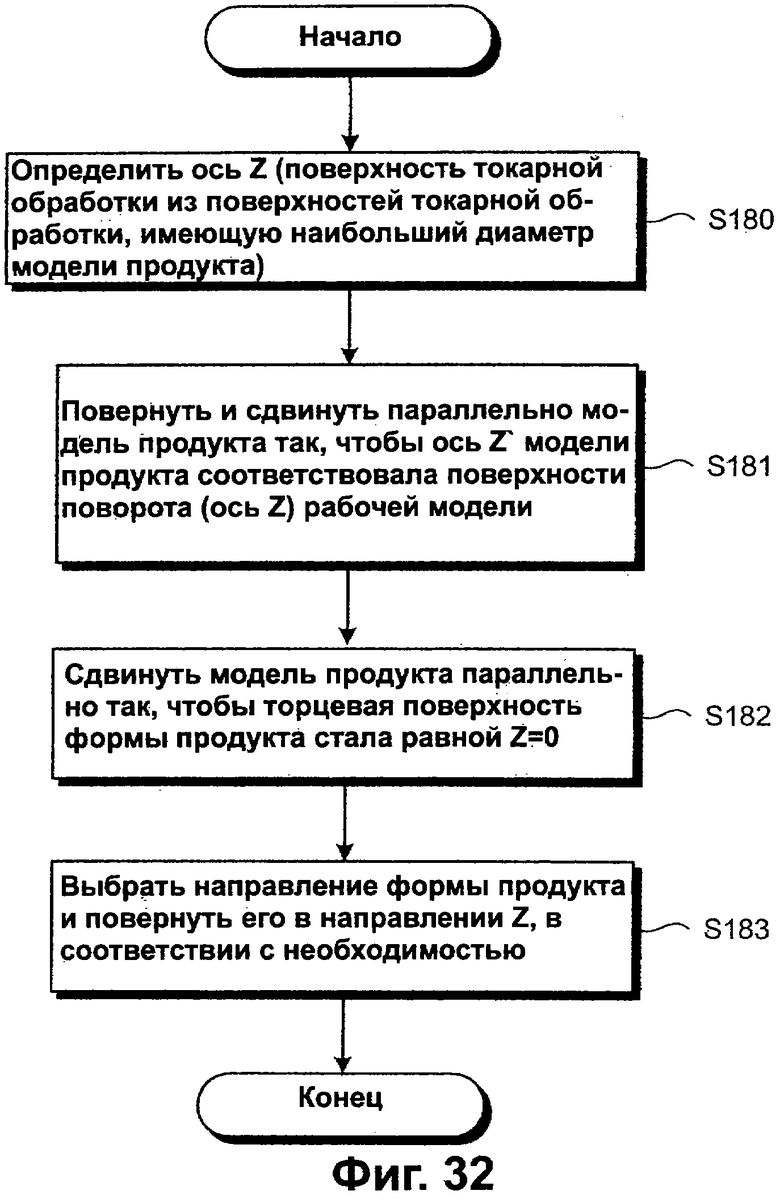
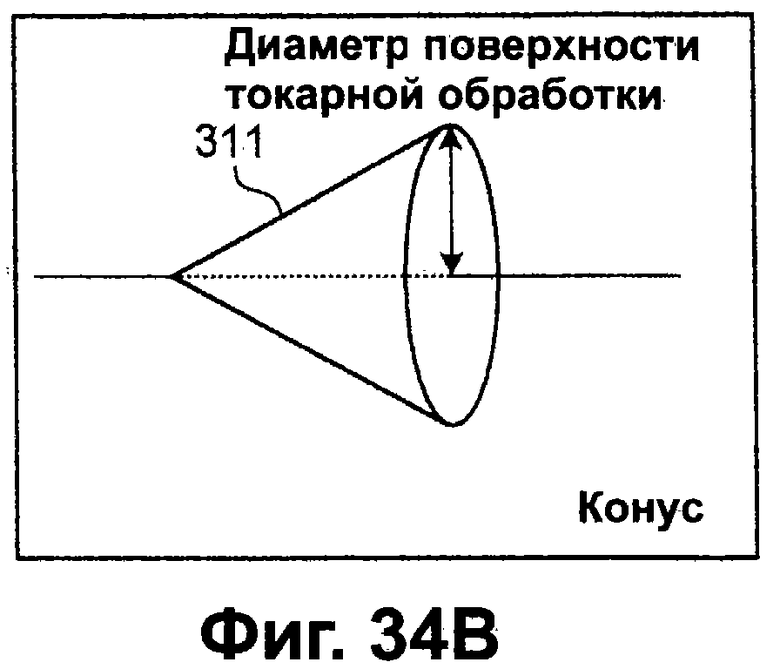
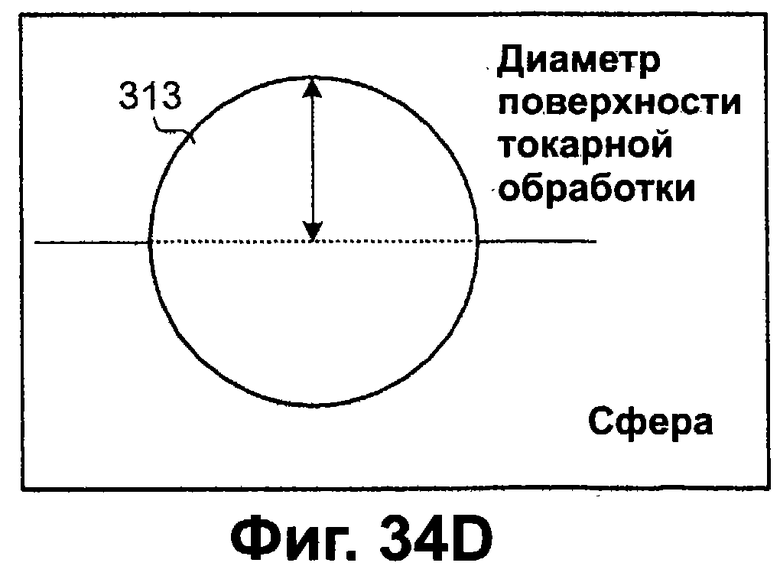
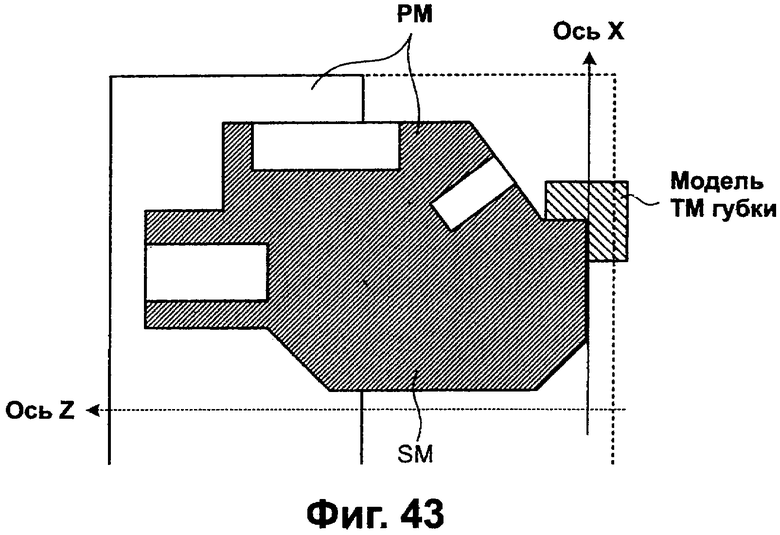
определение поверхности токарной обработки, имеющей наибольший диаметр в модели продукта; и
определение центральной оси вращения поверхности токарной обработки, определенной в качестве оси токарной обработки модели продукта;
вторую обработку, включающую сдвиг или поворот модели продукта так, чтобы определенная ось токарной обработки модели продукта соответствовала оси токарной обработки рабочей модели; и
третью обработку, включающую сдвиг модели продукта так, чтобы торцевая поверхность модели продукта, сдвинутой при второй обработке, соответствовала исходным заранее заданным программным установкам в рабочей модели,
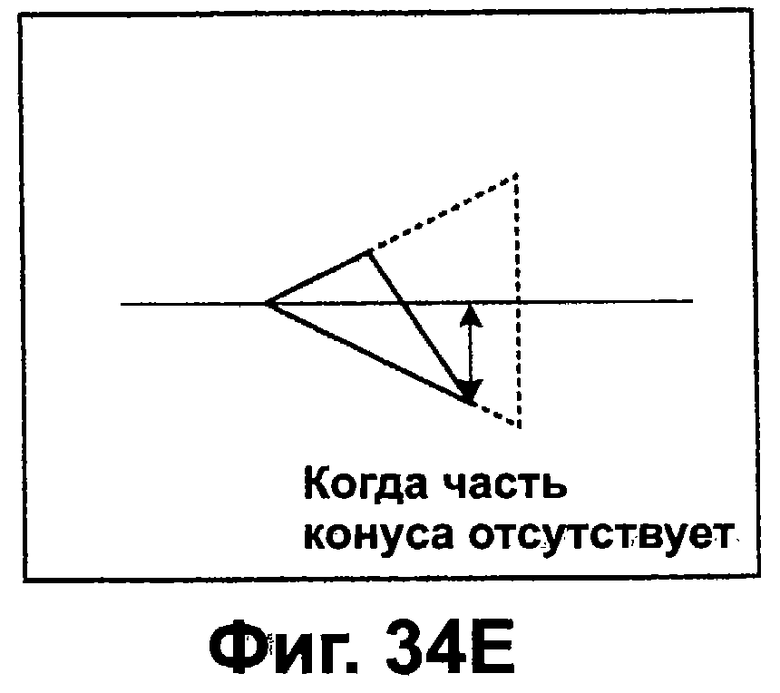
четвертую обработку, включающую переворот направления модели продукта на 180° относительно центрального положения модели продукта в направлении центральной оси вращения, при этом когда часть поверхности токарной обработки отсутствует, первая обработка дополнительно включает установку расстояния от центральной оси вращения до самой дальней точки диаметра поверхности токарной обработки, в котором
формируют программу цифрового управления, основываясь на автоматическом наложении модели продукта на рабочую модель, при котором ось токарной обработки модели продукта автоматически совмещают с осью токарной обработки рабочей модели при второй обработке, и торцевую поверхность модели продукта устанавливают в соответствии с исходными заранее заданным программными установками в рабочей модели при третьей обработке.
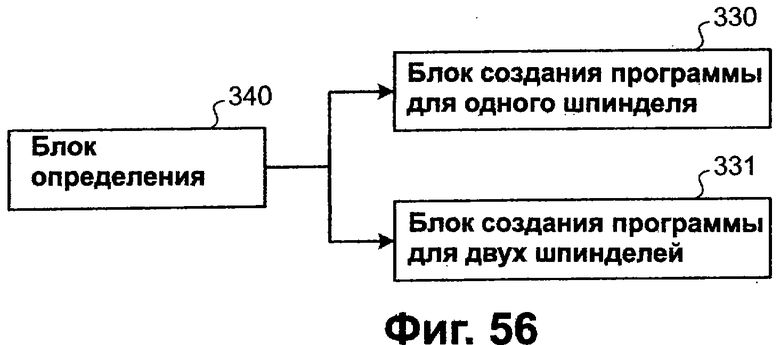
первый блок, для определения поверхности токарной обработки, имеющей наибольший диаметр в модели продукта, и определения центральной оси вращения определенной поверхности токарной обработки, в качестве оси токарной обработки модели продукта;
второй блок, для сдвига или поворота модели продукта так, чтобы определенная ось токарной обработки модели продукта соответствовала оси токарной обработки рабочей модели; и
третий блок, для сдвига модели продукта так, чтобы торцевая поверхность модели продукта, сдвинутой вторым блоком, соответствовала исходным заранее заданным программным установкам рабочей модели,
четвертый блок, для переворота направления модели продукта на 180° относительно центрального положения модели продукта в направлении центральной оси вращения, при этом, когда часть поверхности токарной обработки отсутствует, первый блок устанавливает расстояние от центральной оси вращения до самой дальней точки в качестве диаметра поверхности токарной обработки, а
устройство выполнено с возможностью формирования программы цифрового управления, основываясь на автоматическом наложении модели продукта на рабочую модель, при котором ось токарной обработки модели продукта автоматически совмещают с осью токарной обработки рабочей модели во втором блоке, и торцевую поверхность модели продукта устанавливают в соответствии с исходными заранее заданным программными установками в рабочей модели в третьем блоке.
| Центровальный станок | 1985 |
|
SU1301644A1 |
| US 4633409 A, 20.12.1986 | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| JP 7051989 A, 28.02.1995 | |||
| US 5136903 A, 11.08.1992 | |||
| DE 4326988 A, 23.02.1995. | |||

