Изобретение относится к области машиностроения преимущественно к автоматическим или полуавтоматическим токарным станкам для обработки без снятия колес, устанавливаемых под рельсовыми транспортными средствами.
Известна система программированного профилирования поверхности катания колесной пары рельсового транспортного средства, содержащая связанный с блоком ЧПУ портативный токарный станок, включающий в себя основание, режущий инструмент, закрепленный с возможностью взаимодействия с колесом посредством механизма скольжения монтажного столика с первой скользящей частью вдоль оси Х прямой подачи и второй скользящей частью вдоль оси У – боковой подачи, снабженные соответствующими сервоприводами, выполненными с возможностью управления блоком ЧПУ, средство крепления основания к рельсовым путям и распорка установленная перпендикулярно рельсам между основанием и противолежащим рельсом, при этом блок ЧПУ связан с блоком записи и электронного преобразования исходного профиля поверхности катания, механизм подъема и средство вращения колесной пары (Патент США US8186250, МПК B23B 5/28, НКИ 82/1.11, 29.05.2012г., приоритет 14.01.2010г.).
Данное техническое решение является наиболее близким к изобретению по технической сущности и достигаемому результату, поэтому принято за прототип.
К недостаткам конструкции следует отнести невысокое качество и увеличенная продолжительность обработки поверхности катания колеса.
Технический результат от использования изобретения заключается в повышении качества и уменьшение продолжительности профилирования за счет автоматической адаптации нагрузочных режимов привода вращения с параметрами токарного профилирования поверхности катания колеса.
Ниже приведены общие и частные существенные признаки, характеризующие причинно-следственную связь изобретения с указанным техническим результатом.
Система программированного профилирования поверхности катания колесной пары рельсового транспортного средства содержит средство токарной обработки, включающее в себя портативный токарный станок ПТС, снабженный блоком числового программного управления ЧПУ-ПТС и средство вращения колесной пары, снабженное блоком числового программного управления ЧПУ-СВКП. ПТС включает в себя верхний и нижний суппорты, режущий инструмент, закрепленный на резцедержателе с возможностью взаимодействия с обрабатываемым колесом посредством механизма скольжения монтажного столика с первой скользящей частью вдоль оси У прямой подачи и второй скользящей частью вдоль оси Х – боковой подачи, снабженных соответствующими сервоприводами, выполненными с возможностью управления блоком ЧПУ-ПТС. Нижний суппорт закреплен разъемно с возможностью поперечного перемещения на опорной плите, которая снабжена средством крепления к рельсовым путям и распоркой регулируемой длины, установленной перпендикулярно рельсам между опорной плитой и противолежащим рельсом. Система имеет механизм подъема колесной пары. Механизм скольжения монтажного столика связанный с первой скользящей частью вдоль оси У прямой подачи выполнен в виде ШВП, винт которой установлен в стакане, закрепленном на верхнем суппорте и расположен вдоль оси У между параллельными ей двумя направляющим качения, прикрепленными к монтажному столику и подвижно соединенными с четырьмя попарно расположенными на направляющих верхними роликовыми каретками, закрепленными на верхнем суппорте. Механизм скольжения монтажного столика связанный со второй скользящей частью вдоль оси Х боковой подачи выполнен в виде ШВП, винт которой установлен в стаканах, установленных на нижнем суппорте и расположен вдоль оси Х между параллельными ей двумя направляющим качения, прикрепленными к нижнему суппорту и подвижно соединенными с четырьмя попарно расположенными на указанных направляющих качения нижними роликовыми каретками, закрепленными на верхнем суппорте. Механизмы скольжения первой и второй частей связаны с соответствующими сервоприводами через понижающие скорость редукторы и соединительные муфты. Ходовая гайка ШВП прямой подачи верхней каретки вдоль оси У установлена в первой скользящей части, между ходовой гайкой ШВП боковой подачи нижней каретки вдоль оси Х и стаканами опоры винта второй скользящей части установлены телескопические ленточные пружины сжатия. Блок ЧПУ-ПТС включает в себя: центральный контроллер управления, со связанными с ним: блоком параметров исходного профиля (записи и электронного преобразования исходного профиля поверхности катания); средой программирования; блоком удаленного доступа и сервисной диагностики с возможностью выхода в глобальную сеть Internet для получения и передачи данных. К среде программирования через блок считывания записи имеет доступ мобильное средство связи с возможностью автоматического чтения–записи данных на внутренний сервер с базой данных предприятия. Соединенная с центральным контроллером управления операторская панель выбора типа профиля связана через процессор с блоком управления сервоприводом первой скользящей части вдоль оси У прямой подач. Центральный контроллер управления связан через процессор с блоком управления сервоприводом второй скользящей части вдоль оси Х боковой подачи. Блок управления сервоприводом первой скользящей части синхронизирован с блоком управления сервоприводом второй скользящей част. Средство крепления опорной плиты нижнего суппорта к рельсовым путям выполнено в виде нивелировочного устройства, включающего в себя регулируемые захваты за рельс и, по меньшей мере, четыре опорных винтовых стойки регулируемой длины, верхняя подвижная часть которых соединена с плитой, а нижняя неподвижная часть установлена на опорной поверхности. В качестве средства вращения колесной пары может быть использован штатный привод колесной пары транспортного средства. В качестве средства вращения колесной пары может быть использован автономный привод вращения, который включает в себя основание, снабженное средством крепления к рельсу и, размещенный на устройстве сервопривод вращения ведущего ролика, выполненный в виде электродвигателя, корпус которого закреплен на одной боковине С-образной цапфы, а его ротор соединен с валом, установленным на подшипниках и, несущим жестко прикрепленный к нему ведущий ролик. Свободные концы боковин цапфы шарнирно прикреплены посредством осей к опорам, установленным на основании. К средней части цапфы прикреплена вилка, шарнирно соединенная с ходовой гайкой ШВП, винт которой снабжен средством его вращения, управляемого блоком управления сервоприводом поджатия ведущего ролика. Блок управления сервоприводом поджатия ведущего ролика и блок управления сервоприводом вращения ролика синхронизированы с параметрами профилирования колеса на токарном станке с возможностью обеспечения постоянного усилия поджатия посредством взаимодействия блока ЧПУ–СВКП привода ролика с блоком ЧПУ-ПТС токарного станка. Блок ЧПУ-СВКП включает в себя блок управления сервоприводом поджатия ролика, связанный с библиотекой рабочих параметров (базой данных безопасности, синхронизации осей и контроля поломок), и блок управления сервоприводом вращения ролика, причем последний блок управления синхронизирован с блоком управления сервоприводом поджатия ведущего ролика. Блок управления сервоприводом вращения соединен с блоком входов/выходов цифровых и аналоговых сигналов. Сервопривод прижатия ролика может быть выполнен в виде электродвигателя или в виде гидропривода. Беговая дорожка ролика может быть выполнена из резины или из сжатого полиуретана. Беговая дорожка ролика может быть выполнена с равномерно распределенными по ее поверхности наклонными насечками в сторону реборды обрабатываемого колеса. Ролик может быть выполнен металлическим.
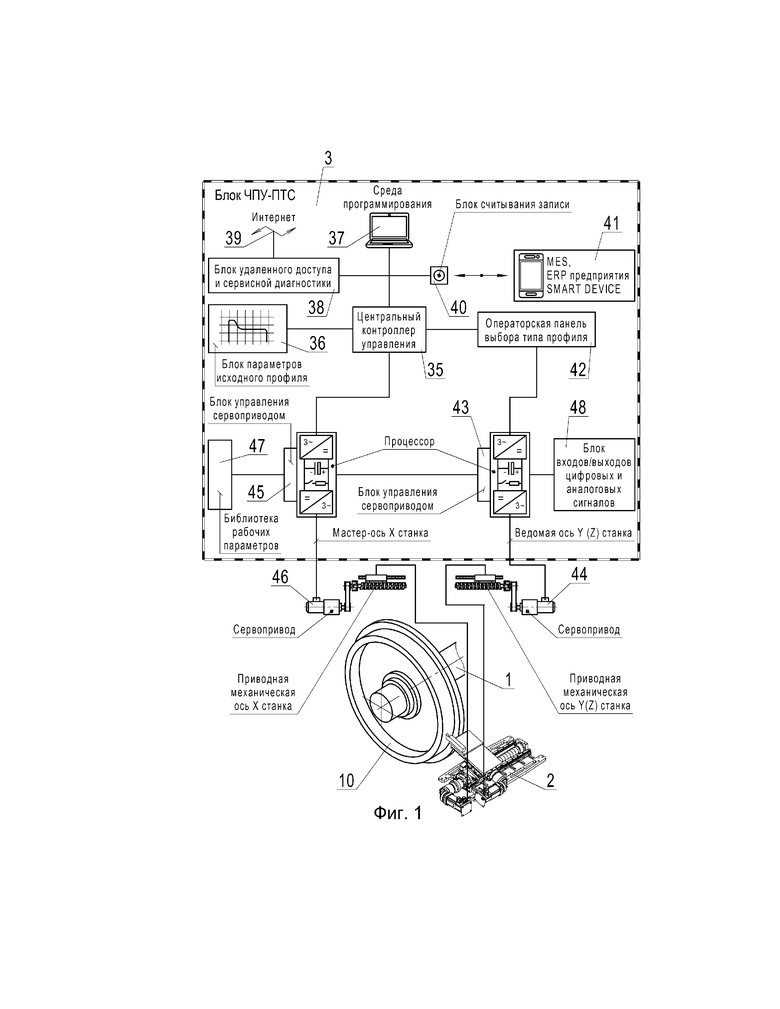
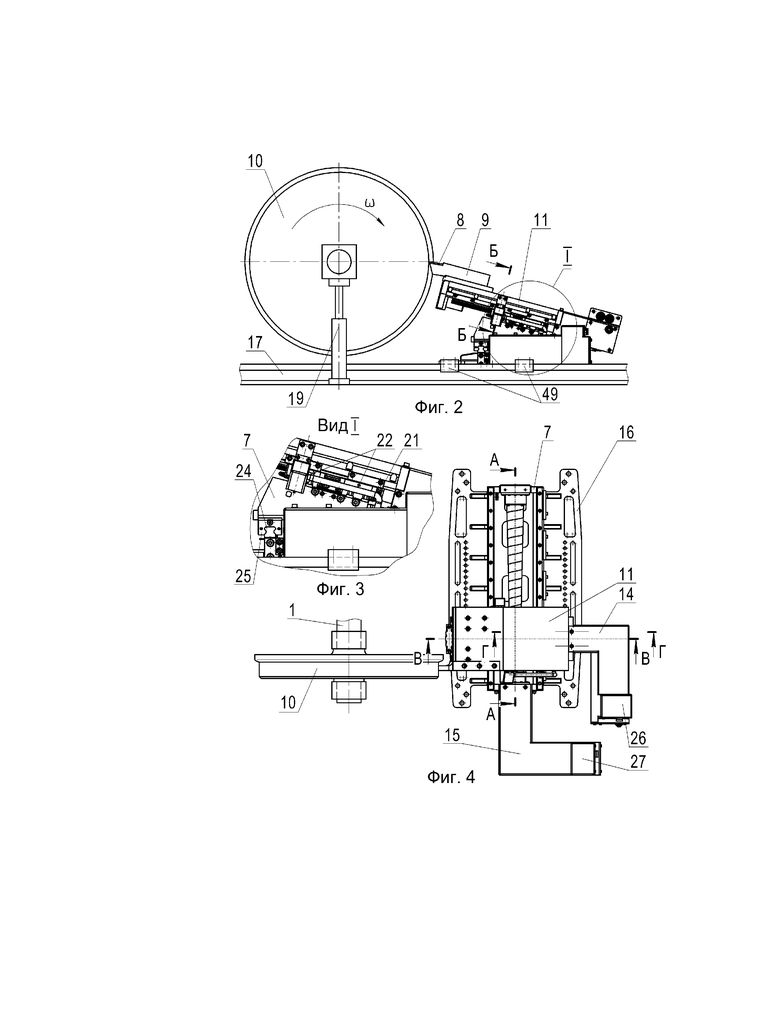
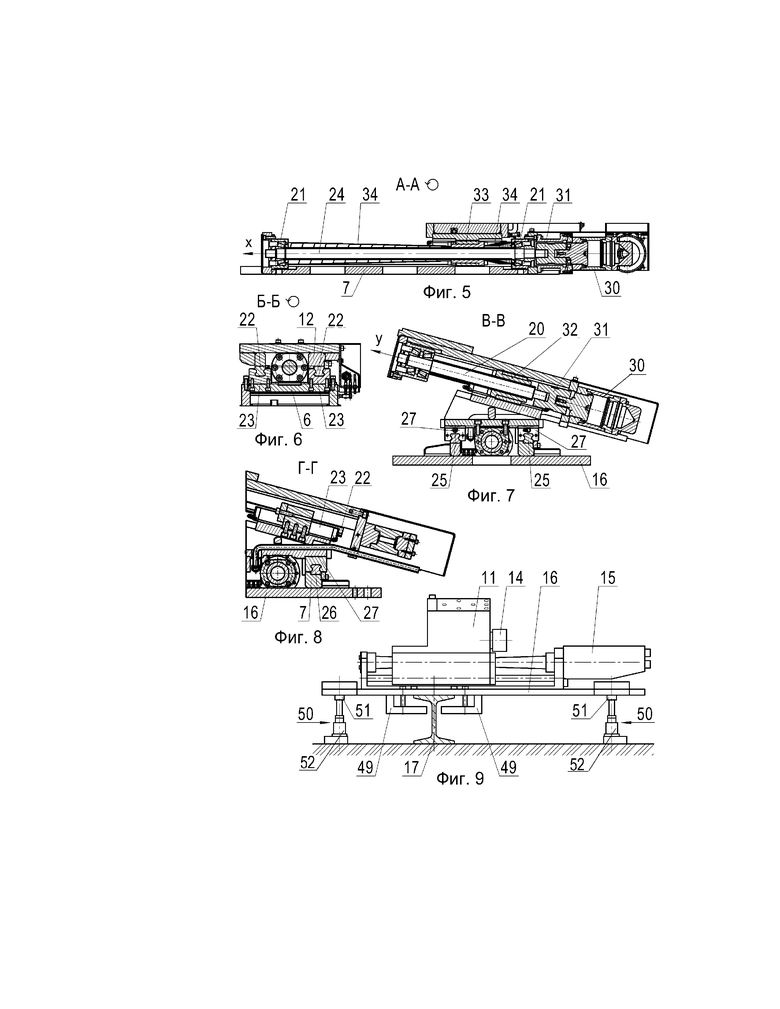
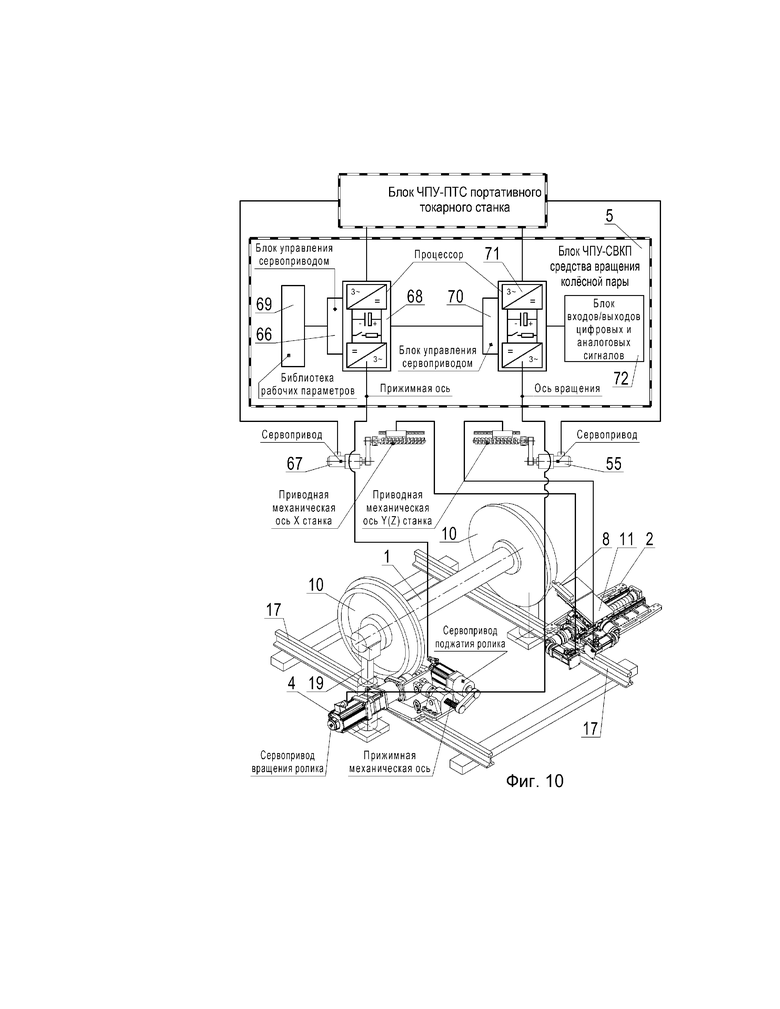
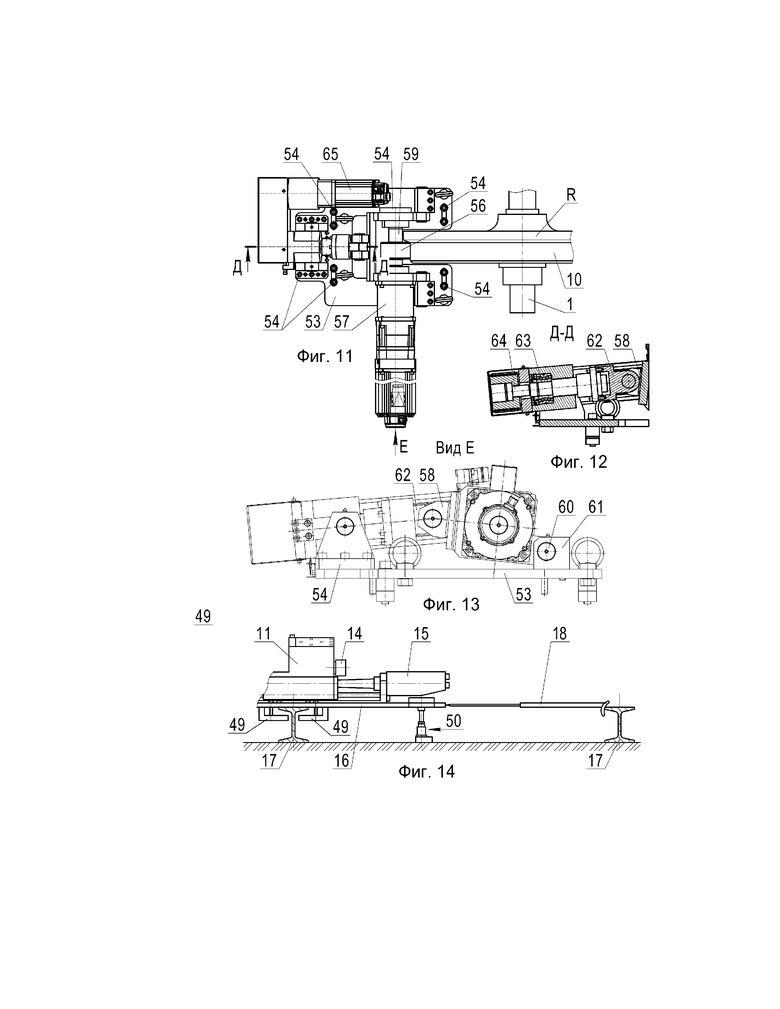
Устройство иллюстрируется чертежами, где: на фиг.1 представлена схема ЧПУ портативного токарного станка ПТС; на фиг.2 – портативный токарный станок, вид сбоку; на фиг.3 – вид I на фиг.2; на фиг.4 - портативный токарный станок, вид сверху; на фиг.5 –разрез А-А на фиг.4; на фиг.6 – разрез Б-Б на фиг.2; на фиг.7 – разрез В-В на фиг.4; на фиг.8 – разрез Г-Г на фиг.4; на фиг.9 - средство крепления ПТС к рельсовым путям, вид сбоку; на фиг.10 – объединенная схема систем управления токарного ЧПУ-ПТС и приводного ЧПУ-СВКП станков; на фиг.11 – приводной станок, вид сверху; на фиг.12 – разрез Д-Д на фиг.11; на фиг.13 – вид Е на фиг.11; на фиг.14 – фиксация ПСТ на рельсах.
Система программированного профилирования поверхности катания колесной пары 1 рельсового транспортного средства, содержащая средство токарной обработки, включающее в себя портативный токарный станок ПТС 2, снабженный блоком числового программного управления ЧПУ-ПТС 3 и средство вращения 4 колесной пары 1, снабженное блоком числового программного управления ЧПУ-СВКП 5 (числового программного управления средством вращения колесной пары) .
ПТС 2 включает в себя верхний 6 и нижний 7 суппорты, режущий инструмент 8, закрепленный на резцедержателе 9 с возможностью взаимодействия с обрабатываемым колесом 10 посредством механизма скольжения монтажного столика 11 с первой скользящей частью 12 вдоль оси У прямой подачи и второй скользящей частью 13 вдоль оси Х – боковой подачи, снабженных соответствующими сервоприводами 14 и 15, выполненными с возможностью управления блоком ЧПУ-ПТС 3.
Нижний суппорт 7 закреплен разъемно с возможностью поперечного перемещения на опорной плите 16, которая снабжена средством крепления к рельсовым путям 17 (рельсам) и распоркой регулируемой длины 18, установленной перпендикулярно рельсам 17 между опорной плитой 16 и противолежащим рельсом 17.
Система имеет механизм подъема 19 колесной пары 1 до отрывы колес 10 от рельсов 17, например, в виде гидравлических домкратов.
Механизм скольжения монтажного столика 11 связанный с первой скользящей частью 12 вдоль оси У прямой подачи выполнен в виде ШВП, винт 20 которой установлен в стакане 21, закрепленном на верхнем суппорте 6 и расположен вдоль оси У между параллельными ей двумя направляющим качения 22, прикрепленными к монтажному столику 11 и подвижно соединенными с четырьмя попарно расположенными на направляющих 22 верхними роликовыми каретками 23, закрепленными на верхнем суппорте 6.
Механизм скольжения монтажного столика 11 связанный со второй скользящей частью 13 вдоль оси Х боковой подачи выполнен в виде ШВП.
Винт 24 ШВП установлен в стаканах 21, закрепленных на нижнем суппорте 7 и расположен вдоль оси Х между параллельными ей двумя направляющими качения 26, прикрепленными к нижнему суппорту 7 и подвижно соединенными с четырьмя попарно расположенными на указанных направляющих качения 26 нижними роликовыми каретками 27, закрепленными на верхнем суппорте 6.
Механизмы скольжения первой 12 и второй 13 частей связаны с соответствующими сервоприводами 28 и 29 через понижающие скорость редукторы 30 и соединительные муфты 31.
Ходовая гайка 32 ШВП прямой подачи верхней каретки 23 вдоль оси У установлена в первой скользящей части 12, а между ходовой гайкой 33 ШВП боковой подачи нижней каретки 27 вдоль оси Х и стаканами 21 опоры винта 24 установлены телескопические ленточные пружины сжатия 34.
Блок ЧПУ-ПТС 3 включает в себя: центральный контроллер управления 35, со связанными с ним: блоком параметров исходного профиля 36 (записи и электронного преобразования исходного профиля поверхности катания); средой программирования 37; блоком удаленного доступа и сервисной диагностики 38 с возможностью выхода в глобальную сеть Internet 39 для получения и передачи данных.
К среде программирования 37 через блок считывания записи 40 имеет доступ мобильное средство связи 41 с возможностью автоматического чтения–записи данных на внутренний сервер с базой данных предприятия.
Соединенная с центральным контроллером управления 35 операторская панель выбора типа профиля 42 связана через процессор с блоком управления 43 сервоприводом 44 первой скользящей части 12 вдоль оси У прямой подачи.
Центральный контроллер управления 35 связан через процессор с блоком управления 45 сервоприводом 46 второй скользящей части 13 вдоль оси Х – боковой подачи, соединенным с библиотекой рабочих параметров 47.
Блок управления 45 сервоприводом 46 второй скользящей части 13 соединен с блоком входов/выходов цифровых и аналоговых сигналов 48.
Блок управления 43 сервоприводом 44 первой скользящей части 12 синхронизирован с блоком управления 45 сервоприводом 46 второй скользящей части 13.
Средство крепления опорной плиты 16 нижнего суппорта 7 к рельсовым путям 17 выполнено в виде нивелировочного устройства, включающего в себя регулируемые захваты 49 за рельс 17 и, по меньшей мере, четыре опорных винтовых стойки 50 регулируемой длины, верхняя подвижная часть 51 которых соединена с плитой 16, а нижняя неподвижная часть 52 установлена на опорной поверхности.
В качестве средства вращения 4 колесной пары 1 может быть использован штатный привод колесной пары транспортного средства (не показан).
В качестве средства вращения 4 колесной пары 1 может быть использован автономный привод вращения, который включает в себя основание 53, снабженное средством крепления 54 к рельсу 17 и, размещенный на устройстве сервопривод вращения 55 ведущего ролика 56, выполненный в виде электродвигателя 57, корпус которого закреплен на одной боковине С-образной цапфы 58, а его ротор соединен с валом 59, установленным на подшипниках и, несущим жестко прикрепленный к нему ведущий ролик 56.
Свободные концы боковин цапфы 58 шарнирно прикреплены посредством осей 60 к опорам 61, установленным на основании 53.
К средней части цапфы 58 прикреплена вилка 62, шарнирно соединенная с ходовой гайкой 63 ШВП, винт 64 которой снабжен средством его вращения 65, управляемого блоком ЧПУ-СВКП 5.
Блок ЧПУ-СВКП 5 включает в себя блок управления 66 сервоприводом поджатия 67 с процессором 68 ведущего ролика 56, связанный с библиотекой рабочих параметров 69 (базой данных безопасности, синхронизации осей и контроля поломок), и блок управления 70 сервоприводом вращения 55 с процессором 71 ведущего ролика 56, причем последний блок управления 70 синхронизирован с блоком управления 66 сервоприводом поджатия 67 ведущего ролика 56.
Блок управления 66 связан через процессор с сервоприводом поджатия 67 ведущего ролика 56 и блок управления 70 сервоприводом вращения 55 ведущего ролика 56 синхронизированы с параметрами профилирования колеса 10 на портативном токарном станке ПТС 2 с возможностью обеспечения постоянного усилия поджатия посредством взаимодействия блока ЧПУ–СВКП 5 привода ролика 56 с блоком ЧПУ-ПТС 3 ПТС 2.
Блок управления 70 сервоприводом вращения 55 соединен с блоком входов/выходов цифровых и аналоговых сигналов 72.
Сервопривод поджатия 67 ведущего ролика 56 может быть выполнен в виде электродвигателя или в виде гидропривода.
Беговая дорожка ведущего ролика 56 может быть выполнена из резины или из сжатого полиуретана.
Беговая дорожка ведущего ролика 56 может быть выполнена с равномерно распределенными по ее поверхности наклонными насечками в сторону реборды R обрабатываемого колеса 10.
Ведущий ролик 10 может быть выполнен металлическим.
Сравнение заявленного технического решения с уровнем техники известным из научно-технической и патентной документации на дату приоритета в основной и смежной рубриках не выявило средство, которому присущи признаки, идентичные всем признакам, содержащимся в предложенной заявителем формуле изобретения, включая характеристику назначения.
Т.е., совокупность существенных признаков заявленного решения ранее не была известна и не тождественна каким-либо известным техническим решениям, следовательно, оно соответствует условию патентоспособности "новизна".
Данное техническое решение промышленно применимо, поскольку в описании к заявке и названии изобретения указано его назначение, оно может быть осуществлено промышленным способом патент, осуществимо и воспроизводимо, а отличительные признаки, приведённые в формуле изобретения позволяют получить новый технический результат, т.е. являются существенными.
Изобретение в том виде, как оно охарактеризовано в формуле, может быть осуществлено с помощью средств и методов, описанных в прототипе US8186250, ставшим общедоступным до даты приоритета изобретения.
Следовательно, заявленное техническое решение соответствует условию патентоспособности "промышленная применимость".
Анализ известных технических решений в данной области техники показал, что предложенное техническое решение не следует для специалиста явным образом из уровня техники, поскольку не выявлены решения, имеющие признаки, совпадающие с его отличительными признаками, а в выявленных таких решениях не подтверждена известность влияния отличительных признаков на указанный в материалах заявки технический результат.
Т.е. заявленное решение имеет признаки, которые отсутствуют в известных технических решениях, а использование этих признаков в заявленной совокупности существенных признаков дает возможность получить новый технический результат: повышение надёжности срабатывания обратного клапана.
Следовательно, предложенное техническое решение может быть получено только путём творческого подхода и неочевидно для среднего специалиста в этой области, т.е. имеет изобретательский уровень по сравнению с существующим уровнем техники.
Система работает следующим образом.
В начале работ по обточке оператор производит измерения геометрических параметров колесных пар 1.
Данные измерения далее загружаются в центральный контроллер управления 35.
Оператор на панели выбирает тот тип профиля колеса 10, который необходимо получить по окончании обточки.
Далее оператор вывешивает обтачиваемую колесную пару 1 при помощи гидравлического подъёмного механизма (домкратов) 19 и приводит во вращение колесную пару 1.
Центральный контроллер управления 35 в автоматическом режиме производит анализ и сравнение измеренного реального профиля с выбранным оператором на операторской панели и производит расчет толщины припусков снимаемого металла в различных зонах профиля поверхности колеса 10.
Тем самым реализуется система адаптивной обработки профиля 36 колеса 10 в зависимости от реального профиля, что дает эффект экономии времени на один проход и значительно экономит общее время на обточку.
Система управления передает управляющие и диагностические сигналы на серводвигатели мобильного привода. Запускается средство вращения 4 колесной пары 1, снабженное блоком числового программного управления ЧПУ-СВКП 5 и начинается профилирование колеса.
В процессе обточки система управления в автоматическом режиме управляет процессом обточки, происходит анализ нагрузки на ось X и ось Y и в случае превышения заданного значения, станок изменит скорость подачи самостоятельно, идет в непрерывном режиме мониторинг технического состояния оборудования, а так же обмен данным с операторской панелью и мобильными устройствами вывода информации.
Ходовые гайки 32 и 33 на ходовых винтах 20 и 24 ШВП приводят в линейное перемещение монтажный столик 11, который соединен с ШВП с помощью кареток 23 и 27 и роликовых направляющих 22 и 26.
Использование изобретения позволяет повысить качество и снизить время профилирования поверхности катания за счет автоматической адаптации нагрузочных режимов мобильного привода с параметрами токарного профилирования поверхности катания колеса.
Изобретение относится к области металлообработки и может быть использовано при обработке колес рельсовых транспортных средств. Система содержит механизм подъема колесной пары, средство токарной обработки, выполненное в виде портативного токарного станка (ПТС) с блоком числового программного управления (ЧПУ-ПТС), и средство вращения колесной пары с блоком числового программного управления (ЧПУ-СВКП). Станок включает в себя режущий инструмент, закрепленный на резцедержателе монтажного столика с возможностью перемещения посредством механизма перемещения монтажного столика в виде верхнего и нижнего суппортов, снабженных соответствующими сервоприводами с возможностью управления блоком ЧПУ-ПТС. Механизм перемещения содержит шарико-винтовые передачи и роликовые каретки, установленные на направляющих качения. Использование изобретения позволяет повысить качество обработки и уменьшить продолжительности профилирования колеса. 8 з.п. ф-лы, 14 ил. 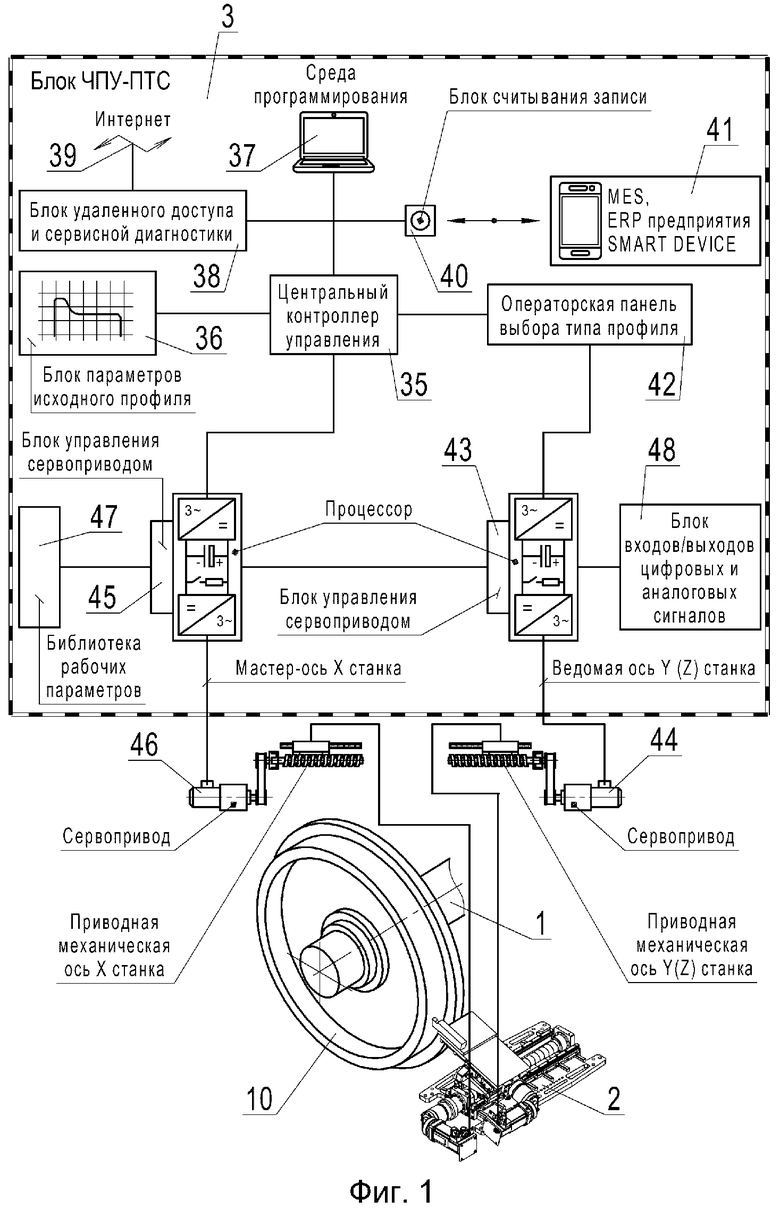
1. Система для программированного профилирования поверхности катания колесной пары рельсового транспортного средства, содержащая механизм подъема колесной пары, средство токарной обработки, выполненное в виде портативного токарного станка (ПТС) с блоком числового программного управления (ЧПУ-ПТС), и средство вращения колесной пары с блоком числового программного управления (ЧПУ-СВКП), при этом ПТС включает в себя верхний и нижний суппорты и имеющий возможность взаимодействия с обрабатываемым колесом режущий инструмент, закрепленный на резцедержателе монтажного столика с возможностью перемещения посредством механизма скольжения монтажного столика, имеющего первую скользящую часть вдоль оси У прямой подачи и вторую скользящую часть вдоль оси Х боковой подачи, снабженные соответствующими сервоприводами, выполненными с возможностью управления блоком ЧПУ-ПТС, причем нижний суппорт закреплен разъемно с возможностью поперечного перемещения на опорной плите, которая снабжена средством крепления к рельсу и распоркой регулируемой длины, выполненной с возможностью установки перпендикулярно рельсам между опорной плитой и противолежащим рельсом, отличающаяся тем, что механизм скольжения монтажного столика, связанный с первой скользящей частью вдоль оси У прямой подачи, выполнен в виде шарико-винтовой передачи (ШВП), винт которой установлен в стакане, закрепленном на верхнем суппорте, и расположен вдоль оси У между параллельными ей двумя направляющим качения, прикрепленными к монтажному столику, на которых с возможностью перемещения установлены четыре попарно расположенные на направляющих верхние роликовые каретки, закрепленные на верхнем суппорте, при этом механизм скольжения монтажного столика, связанный со второй скользящей частью вдоль оси Х боковой подачи, выполнен в виде ШВП, винт которой установлен в стаканах, установленных на нижнем суппорте, и расположен вдоль оси Х между параллельными ей двумя направляющим качения, прикрепленными к нижнему суппорту, на которых с возможностью перемещения установлены четыре попарно расположенные на указанных направляющих качения нижние роликовые каретки, закрепленные на верхнем суппорте, а механизмы скольжения первой и второй частей связаны с соответствующими сервоприводами через понижающие редукторы и соединительные муфты, причем ходовая гайка ШВП прямой подачи верхней каретки вдоль оси У установлена в первой скользящей части, а между ходовой гайкой ШВП боковой подачи нижней каретки вдоль оси Х и стаканами опоры винта второй скользящей части установлены телескопические ленточные пружины сжатия, при этом блок ЧПУ-ПТС включает в себя центральный контроллер управления со связанными с ним блоком параметров исходного профиля, средой программирования, блоком удаленного доступа и сервисной диагностики с возможностью выхода в глобальную сеть Internet для получения и передачи данных, причем к среде программирования через блок считывания записи имеет доступ мобильное средство связи с возможностью автоматического чтения-записи данных на внутренний сервер с базой данных предприятия, а соединенная с центральным контроллером управления операторская панель выбора типа профиля связана через процессор с блоком управления сервоприводом первой скользящей части вдоль оси У прямой подачи, при этом центральный контроллер управления связан через процессор с блоком управления сервоприводом второй скользящей части вдоль оси Х боковой подачи, а блок управления сервоприводом первой скользящей части синхронизирован с блоком управления сервоприводом второй скользящей части, причем средство крепления опорной плиты к рельсу выполнено в виде нивелировочного устройства, включающего в себя регулируемые захваты за рельс и по меньшей мере четыре опорных винтовых стойки регулируемой длины, верхняя подвижная часть которых соединена с плитой, а нижняя неподвижная часть установлена на опорной поверхности.
2. Система по п. 1, отличающаяся тем, что в качестве средства вращения колесной пары использован штатный привод колесной пары транспортного средства.
3. Система по п. 1, отличающаяся тем, что средство вращения колесной пары выполнено в виде автономного привода вращения колесной пары, содержащего основание со средством крепления к рельсу и ведущий ролик с сервоприводом вращения, связанным с блоком управления вращения ролика, входящим в состав блока ЧПУ-СВКП, причем сервопривод вращения выполнен в виде электродвигателя, корпус которого закреплен на одной боковине С-образной цапфы, а ротор соединен с валом, установленным в подшипниках, при этом ведущий ролик жестко прикреплен к валу, свободные концы боковин цапфы шарнирно прикреплены посредством осей к опорам, установленным на основании, а к средней части цапфы прикреплена вилка, шарнирно соединенная с ходовой гайкой ШВП, винт которой снабжен средством его вращения, управляемого блоком управления сервоприводом поджатия ведущего ролика, входящим в состав блока ЧПУ-СВКП, причем блок управления сервоприводом поджатия ведущего ролика и блок управления сервоприводом вращения ролика синхронизированы с параметрами профилирования колеса на токарном станке с возможностью обеспечения постоянного усилия поджатия посредством взаимодействия блока ЧПУ-СВКП привода ведущего ролика с блоком ЧПУ-ПТС токарного станка, при этом блок управления сервоприводом поджатия ролика связан с базой данных безопасности, синхронизации осей и контроля поломок, а блок управления сервоприводом вращения ролика соединен с блоком входов/выходов цифровых и аналоговых сигналов и синхронизирован с блоком управления сервоприводом поджатия ведущего ролика.
4. Система по п. 3, отличающаяся тем, что сервопривод поджатия ролика выполнен в виде электродвигателя.
5. Система по п. 3, отличающаяся тем, что сервопривод поджатия ролика выполнен в виде гидропривода.
6. Система по п. 3, отличающаяся тем, что беговая дорожка ролика выполнена из резины.
7. Система по п. 3, отличающаяся тем, что беговая дорожка ролика выполнена из сжатого полиуретана.
8. Система по п. 3, отличающаяся тем, что беговая дорожка ролика выполнена с равномерно распределенными по ее поверхности наклонными насечками в сторону реборды обрабатываемого колеса.
9. Система по п. 3, отличающаяся тем, что ролик выполнен металлическим.
| WO 2012154660 A1, 15.11.2012 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФОСФОРСОДЕРЖАЩИХ ПОЛИАРИЛАТОВ | 0 |
|
SU180336A1 |
| Способ выбора пределов измерения в электрическом мосте переменного тока | 1955 |
|
SU128534A1 |
| Водяной калориметр | 1955 |
|
SU105603A1 |
| US 2010005935 A1, 14.01.2010 | |||
| US 2013042731 A1, 21.02.2013. | |||

