Изобретение относится к деревообрабатывающей промышленности и может быть использовано при создании механизмов, предназначенных для механизации сортировки пиломатериалов на лесопильных и деревообрабатывающих предприятиях, при малых и средних объемах производства пиломатериалов.
В настоящее время на крупных лесопильных предприятиях, для сортировки пиломатериалов используются автоматизированные сортировочные линии (ЛСП) отечественного и зарубежного производства с поперечным перемещением досок сортировочными конвейерами. Эти линии имеют высокую производительность (до 40 досок и более в минуту), однако являются громоздкими (вес от 60 тонн и более), и дорогими. При их использовании формирование сушильных штабелей или транспортных пакетов непосредственно в накопителях линии представляет большую проблему, поэтому полученные при сортировке пачки досок приходится сначала извлекать из зоны сортировки, а затем перевозить для последующей перекладки с формированием сушильных штабелей или транспортных пакетов, их описание и характеристики приведены в источниках (Шимкевич Ю.Б. Справочник по лесопилению. Издательство «ПРОФИКС». Санкт-Петербург. 2003 г., 195 с.), (Силаев В.И. Механизация работ на складах пиломатериалов. Москва. Изд. «Лесная промышленность», 1980, 123 с.), (аналог-1).
В лесопильных цехах с малыми и средними объемами производства используются, как правило «сортплощадки» (поперечные цепные транспортеры) с ручной сортировкой досок. Трудозатраты на сортировку с их применением составляют до 30% трудозатрат всего лесопильного цеха. У сортплощадок, как и упомянутых автоматизированных сортировочных линий, практически не возможно формирование сушильных штабелей и транспортных пакетов без разворота и повторной перекладки пиломатериалов, что значительно снижает производительность труда на предприятиях.
В связи с вышеизложенным для предприятий малого и среднего объема производства пиломатериалов существует проблема создания недорогих сортировочных линий с продольным перемещением досок, поскольку на данных линиях сушильные штабеля и транспортные пакеты могут формироваться непосредственно около линии, без повторной перекладки досок, что обеспечивает снижение ручного малопроизводительного труда.
Известна сортировочная линия с продольным перемещением пиломатериалов для малых лесопильных производств (Занегин Л.А. и др. Линии для сортировки пиломатериалов и брусьев «Деревообрабатывающая промышленность»). №4, 2003, 7, 8 с.
Линия включает продольный роликовый транспортер и поперечные цепные транспортеры с толкателями для сброса досок в накопители, расположенные по обе стороны от роликового транспортера. Необходимость установки поперечных транспортеров против каждой пары накопителей усложняет и удорожает сортировочную линию. Производительность линии составляет 5-6 досок в минуту, что недостаточно при средних объемах производства (аналог-2).
Известно также сортировочное устройство (Силаев В.И. Механизация работ на складах пиломатериалов. Москва. Изд. «Лесная промышленность». 1980, 21, 22 с.), выполненная в виде наклонно расположенных в одну линию шиберных заслонок. Управляемые шиберные заслонки образуют скат, по которому доски при открывании заслонок падают на выносные ленточные конвейеры и по ним транспортируются в накопители. Такое распределительное устройство просто по конструкции и надежно, но может обслужить лишь ограниченное число накопителей, обычно до четырех (аналог - 3), выбранный в качестве прототипа.
Известен накопитель толстых досок НД-2 Шимкевич Ю.Б. - Спб.: ПрофиКС, 2003, 162 с. «Справочник по лесопилению», в конструкции которого заложены ролики с винтовой навивкой и установленные под углом упоры (щиты) для сброса пиломатериалов в накопители, данное устройство используется только как накопитель досок (аналог-4).
По мнению заявителя наиболее близким техническим решением по совокупности совпадающих признаков и достигаемому техническому результату, выбранному в качестве прототипа является сортировочное устройство (Силаев В.И. Механизация работ на складах пиломатериалов. Москва. Изд. «Лесная промышленность». 1980, 21, 22 с.) аналог-3.
Техническим результатом заявляемого технического решения является увеличение дробности сортировки (возможность рассортировки по большему количеству типоразмеров пиломатериалов на одной сортировочной линии), упрощение конструкции, повышение надежности линии, с одновременным увеличением производительности устройства для обеспечения потребности лесопильных предприятий с малым и средним объемом производства и формирование сушильных штабелей и транспортных пакетов без разворота и повторной перекладки пиломатериалов, кроме этого изделие, изготовленное с использованием заявленного технического решения, должно быть значительно легче по сравнению с имеющимися аналогами и дешевле.
Заявленный технический результат обеспечивается за счет того, что автоматизированная линия сортировки пиломатериалов содержит пульт управления, сортировочный стол в составе наклонно расположенных управляемых с пульта шиберных заслонок, которые устанавливаются над приводным реверсивным конвейером, разделенным по ширине стенками на коридоры, подающим доски в противоположных направлениях в коридоры выносных конвейеров, являющимися продолжением коридоров сортировочного стола, имеющим в местах сброса досок винтовую навивку на роликах и под углом установленные упоры (щиты) для сброса пиломатериалов в накопители, расположенные с обеих сторон выносных конвейеров.
Проведение анализа уровня техники по патентной и научно-технической литературе заявленного технического решения не выявило средство, которому присущи признаки, идентичные всем признакам, содержащимся в заявленном решении, что позволяет сделать вывод о его соответствии критерию «новизна», предъявляемому к изобретениям.
Сопоставительный анализ заявленного решения по сравнению с прототипом позволяет сделать вывод о соответствии критерию «изобретательский уровень», т.к. из уровня техники не выявлены решения, имеющие признаки, совпадающие с отличительными признаками заявленного решения, приводящие к реализации заявленного технического результата, достижение указанного технического результата обеспечивается за счет использования в одном объекте трех известных в технике как таковых самостоятельных технических решений, а именно: распределительного устройства шиберного типа для досок (аналог-3), реверсивного конвейера (аналог-1, при этом он не оснащен реверсом), устройства для сброса досок роликами с винтовой навивкой и щита, установленного под углом более 90 градусов к продольной оси продольного конвейера (аналог-4).
Использование известных технических решений по отдельности либо в совокупности при обычном проектировании без использования элементов технического творчества не позволяет достигнуть совокупности заявленных технических результатов, а именно:
- увеличить дробность сортировки с 4-х, у аналога, до 12 досок, у заявленного решения, не увеличивая при этом (значительно) габаритов, а следовательно, и веса линии, с 60 тонн у аналога-1, до 7-8 тонн, у заявленного решения;
- повысить надежность линии за счет упрощения ее конструкции;
- увеличить производительность линии, доведя ее до 30 досок, вместо 5-6 досок, у аналога-2;
- обеспечить формирование сушильных штабелей и транспортных пакетов без разворота и повторной перекладки пиломатериалов, данный технический результат может обеспечить, аналог-4, только как самостоятельный агрегат, не в составе сортировочной линии.
Таким образом, можно сделать следующие выводы: каждое из известных технических решений предназначено для выполнения отдельных задач, и ни одно из них по отдельности, либо в совокупности не позволяет получить технический результат, реализуемый заявленным техническим решением, следовательно, можно сделать вывод о неочевидности полученных технических результатов для специалиста, и, следовательно, соответствию заявленного технического решения критерию, предъявляемому к изобретениям - «изобретательский уровень».
Заявляемое техническое решение может быть реализовано в промышленности с помощью стандартного оборудования и известных материалов на любых специализированных машиностроительных предприятиях, изготовлен и испытан опытный образец линии.
Заявляемое техническое решение поясняется чертежами.
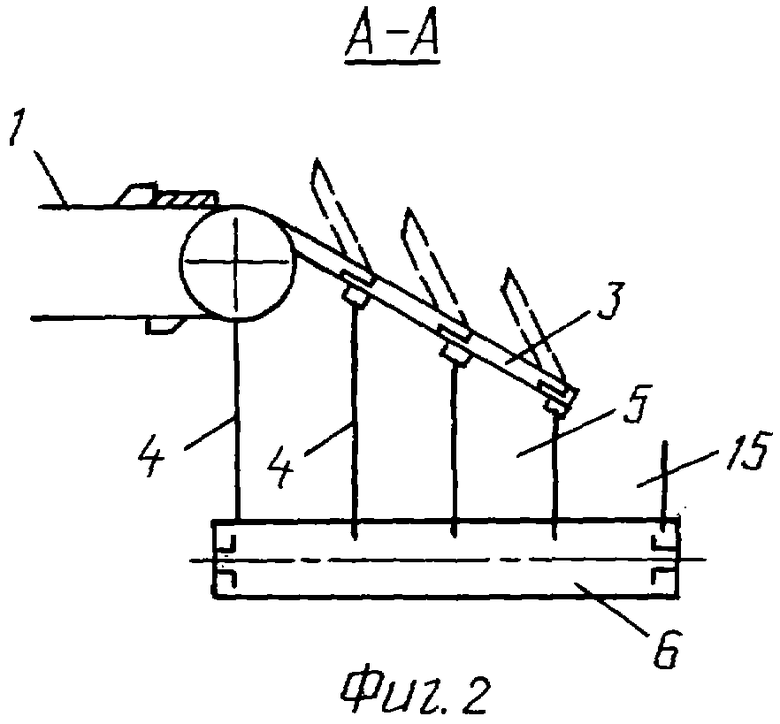
На фиг.1, 2, 3 показаны принципиальная схема сортировочного стола и узла сброса пиломатериалов в накопители, а именно: на фиг.1 - общий вид линии сверху, на фиг.2 - вид сбоку по А-А, на фиг.3 - вид сбоку по Б-Б и сечение Б-Б по В-В.
Линия содержит сортировочный стол, приводные сортировочные конвейеры (преимущественно роликовые), накопители для досок, пульт управления. Доски на линию подаются поперечным конвейером.
Автоматизированная линия состоит из поперечного подающего конвейера 1, пульта управления 13, сортировочного стола в составе распределительного устройства 2 с шиберными заслонками 3, разделительных стенок 4, образующих коридоры 5, приводного реверсивного, например, роликового конвейера 6 и выносных сортировочных приводных конвейеров 7, разделенных вдоль по ширине стенками 8, образующими коридоры 9 для направления досок к месту сброса в накопители 12. В конце каждого коридора 9 имеются щиты 10, установленные под углом более 90 градусов к продольной оси конвейера (предпочтительно в диапазоне 95-110 градусов, при угле установки щитов менее 95 градусов затрудняется сброс досок, при углах установки щитов более 110 градусов увеличивается их длина и вес), при этом на роликах приводных конвейеров 7, расположенных в местах сброса досок 14 в накопители 12 выполнена винтовая навивка 11.
В крайний сортировочный коридор 15 доски 14 попадают при закрытых шиберах 3.
Автоматизированная линия работает следующим образом.
Оператор включает поперечный конвейер 1, правый и левый сортировочные конвейеры 7. На подающем конвейере 1 доски 14 располагаются у толкателей и через одинаковые промежутки времени подаются им на сортировочную линию, при этом скорости перемещения цепей подающего 1 и сортировочных конвейеров 6, 7 должны быть синхронизированы.
Оператор визуально оценивает доску (ее размеры, качество, сорт, породу дерева), нажимает соответствующую кнопку на пульте управления 13, при этом на распределительном устройстве поднимается соответствующий шибер 3 и реверсивный конвейер 6 включается в нужном направлении. Доска через окно поднятого шибера 3 попадает в соответствующий сортировочный коридор 5 и перемещается роликами до конца коридора 7, где упирается в установленный под углом щит 10 и посредством винтовой навивки 11, выполненной на роликах 7, сбрасывается в накопитель 12.
С использованием заявляемого решения могут изготавливаться сортировочные линии с дробностью сортировки (типоразмеров пиломатериалов) от 8 до 16, технический результат достигается за счет:
- использования реверсивного конвейера;
- увеличения количества шиберов и сортировочных коридоров.
При этом производительность сортировочной линии конвейера может быть доведена до 30 досок в минуту, в зависимости от потребностей заказчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ ШИБЕРНО-РОЛИКОВОГО ТИПА С ДОПОЛНИТЕЛЬНЫМИ СЕКЦИЯМИ ДВУХСТОРОННЕЙ СБРОСКИ | 2007 |
|
RU2341436C1 |
| СОРТИРОВОЧНЫЙ СТОЛ ДЛЯ ЛИНИИ АВТОМАТИЗИРОВАННОЙ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2352408C2 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Сортировочно-пакетирующая линия длинномерных изделий | 1986 |
|
SU1493325A1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2012 |
|
RU2523286C2 |
| УСТРОЙСТВО для СОРТИРОВКИ ПИЛОЛ\АТЕРИАЛОВ | 1973 |
|
SU397444A1 |
| Линия сортировки деревянных заготовок | 2016 |
|
RU2661851C2 |
| СПОСОБ СОРТИРОВКИ и ПАКЕТИРОВАНИЯ ПИЛОМАТЕРИАЛОВ | 1971 |
|
SU315680A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ПИЛОМАТЕРИАЛОВ | 1973 |
|
SU394282A1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2000 |
|
RU2201334C2 |

Изобретение предназначено для автоматизированной сортировки пиломатериалов. Линия содержит пульт управления, шиберные заслонки, выносные сортировочные конвейеры, разделенные по ширине перегородками на коридоры, сбрасывающие устройства. Наклонно расположенные шиберные заслонки в сочетании с приводным реверсивным конвейером, разделенным перегородками на коридоры, образуют сортировочный стол, обеспечивающий по команде с пульта управления подачу досок в одном или противоположных направлениях на расположенные по обе стороны от сортировочного стола выносные сортировочные конвейеры. Коридоры выносных сортировочных конвейеров являются продолжением коридоров сортировочного стола. Изобретение повышает производительность сортировочной линии. 3 ил.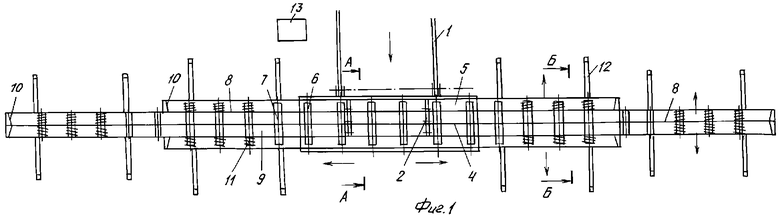
Линия автоматизированная для сортировки пиломатериалов, содержащая пульт управления, шиберные заслонки, выносные сортировочные конвейеры, разделенные по ширине перегородками на коридоры, сбрасывающие устройства, отличающаяся тем, что наклонно расположенные шиберные заслонки в сочетании с приводным реверсивным конвейером, разделенным перегородками на коридоры, образуют сортировочный стол, обеспечивающий по команде с пульта управления подачу досок в одном или противоположных направлениях на расположенные по обе стороны от сортировочного стола выносные сортировочные конвейеры, при этом коридоры выносных сортировочных конвейеров являются продолжением коридоров сортировочного стола.
| Установка для сортировки пиломатериалов | 1990 |
|
SU1744012A1 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Установка для обработки сухихпилОМАТЕРиАлОВ | 1979 |
|
SU839948A1 |
| Устройство для сортировки досок и др. пиломатериалов | 1957 |
|
SU113645A1 |
| Устройство для распределения потока штучных грузов | 1968 |
|
SU461869A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРА ПЕРВЫХ СТРУЕК МОЛОКА | 0 |
|
SU357939A1 |

