Изобретение относится к деревообрабатывающей промышленности и может быть использовано при создании механизмов, предназначенных для механизации сортировки пиломатериалов на лесопильных и деревообрабатывающих предприятиях, при малых и средних объемах производства.
В настоящее время на крупных лесопильных предприятиях для сортировки пиломатериалов используются автоматизированные сортировочные линии отечественного и зарубежного производства с поперечным перемещением досок сортировочными конвейерами. Эти линии имеют высокую производительность (до 40 и более досок в минуту), однако являются громоздкими (вес от 60 т и более), и дорогими. При их использовании формирование сушильных штабелей или транспортных пакетов непосредственно в накопителях линии практически невозможно, поэтому полученные при сортировке пачки досок приходится сначала извлекать из зоны сортировки, а затем перевозить для последующей перекладки с формированием сушильных штабелей или транспортных пакетов, их описание и характеристики приведены в источниках (Шимкевич Ю.Б. Справочник по лесопилению. Санкт-Петербург, ПрофиКС, 2003, 195 с., Силаев В.И. Механизация работ на складах пиломатериалов. Москва. «Лесная промышленность». 1980. 123 с.) (аналог 1).
В лесопильных цехах со средними и малыми объемами производства используются, как правило, «сортплощадки» (поперечные 4-5 цепные конвейеры) с ручной сортировкой досок. Трудозатраты на сортировку с их применением составляют от четверти до половины трудозатрат всего лесопильного цеха. У сортплощадок как и упомянутых автоматизированных сортировочных линий невозможно формирование сушильных штабелей и транспортных пакетов без разворота или транспортировки и повторной перекладки пиломатериалов, что значительно снижает производительность труда на предприятиях.
В связи с вышеизложенным возникла проблема создания для предприятий малого и среднего объема производства пиломатерилов недорогих автоматизированных сортировочных линий с продольным перемещением досок, поскольку на таких линиях исключается ручной труд на сортировке, а сушильные штабеля и транспортные пакеты могут формироваться непосредственно около линии, без повторной перекладки досок, что так же обеспечивает снижение ручного малопроизводительного труда.
Известна сортировочная линия с продольным перемещением пиломатериалов для малых лесопильных производств (Занегин Л.А.. и др. Линия для сортировки пиломатериалов и брусьев. Деревообрабатывающая промышленность, 2003, №4, 7, 8).
Линия включает продольный роликовый конвейер с выдвижными упорами и поперечные цепные конвейеры с толкателями для сброса досок в накопители, расположенные по обе стороны от роликового конвейера. Необходимость установки поперечных конвейеров против каждой пары накопителей и выдвижных упоров усложняет и удорожает сортировочную линию. Производительность линии составляет 5-6 досок в минуту, что недостаточно при средних объемах производства (аналог 2).
Известно также сортировочное устройство (Силаев В.И. Механизация работ на складах пиломатериалов. Москва. «Лесная промышленность». 1980, 21, 22), выполненное в виде наклонно расположенных в одну линию шиберных заслонок. Управляемые шиберные заслонки образуют скат, по которому доски при открывании заслонок падают на выносные ленточные конвейеры и по ним транспортируются в накопители. Такое распределительное устройство просто по конструкции и надежно, но может обслужить лишь ограниченное число накопителей, обычно до четырех (аналог 3).
Известен накопитель досок НД-2 (Шимкевич Ю.Б. Справочник по лесопилению. Санкт-Петербург, ПрофиКС, 2003, 195 с.), в конструкции которого заложены ролики с винтовой навивкой и установленные под углом упоры (щиты) для сброса пиломатериалов в накопители, данное устройство используется только как накопитель досок (аналог 4).
Известна (патент на полезную модель №56358 с приоритетом от 26.01.2006, статья Реутова Ю.М. Решение проблемы сортировки пиломатериалов на средних и малых лесопильных предприятиях. «Деревообрабатывающая промышленность», 5/2006, стр.8-11) линия автоматизированная для сортировки пиломатериалов, содержащая пульт управления, шиберные заслонки, выносные сортировочные конвейеры, разделенные по ширине перегородками на коридоры, сбрасывающие устройства, отличающаяся тем, что наклонно расположенные шиберные заслонки в сочетании с приводным реверсивным конвейером, разделенным перегородками на коридоры образуют сортировочный стол, обеспечивающий по команде с пульта управления подачу досок на расположенные по обе стороны от сортировочного стола выносные сортировочные конвейеры, при этом коридоры выносных сортировочных конвейеров являются продолжением коридоров сортировочного стола (аналог 5), выбранный в качестве прототипа. По мнению заявителя, наиболее близким техническим решением по совокупности совпадающих признаков и достигаемому техническому результату, является линия автоматизированная для сортирорки пиломатериалов, патент на полезную модель №56358 (аналог 5), который и выбран в качестве прототипа. Недостатком данного (прототип) технического решения является то, что каждый коридор сортировочного стола обеспечивает сортировку пиломатериалов на два накопителя. Например, четыре коридора - 8 накопителей (дробность сортировки 8). Предлагается техническое решение линии для сортировки пиломатериалов, обеспечивающие увеличение дробности сортировки за счет одного дополнительного сортировочного коридора не на 2, а на 4 единицы.
Например, дополнив четырехкоридорную линию еще одним, пятым, коридором, с использованием предлагаемого технического решения, получим сортировочную линию с дробностью сортировки 12, а не 10, как было бы у прототипа.
Достигается это тем, что линия автоматизированная для сортировки пиломатериалов, содержащая пульт управления, сортировочный стол с шиберным распределительным механизмом и реверсивным конвейером, разделенным по ширине перегородками на коридоры, выносные сортировочные конвейеры с коридорами, являющимися продолжением коридоров сортировочного стола, сбрасывающие устройства, содержащие установленные под углом упоры и ролики с винтовой навивкой, а так же ступенчато расположенные в плане накопители пиломатериалов снабжена секциями дополнительных конвейеров, которые установлены по концам центральных коридоров выносных сортировочных конвейеров с возможностью их наклона в одну и другую стороны для сброса с них пиломатериалов.
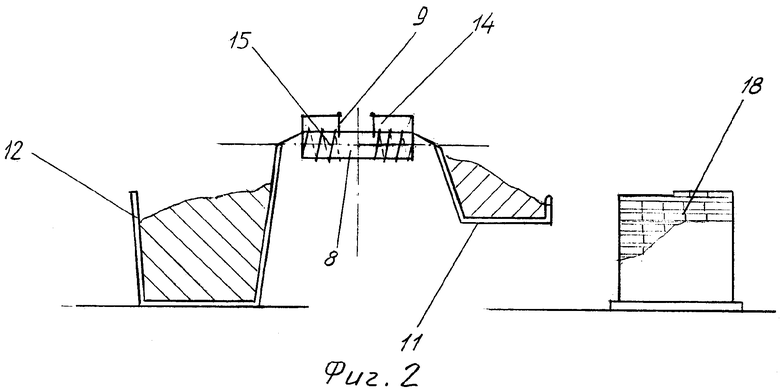
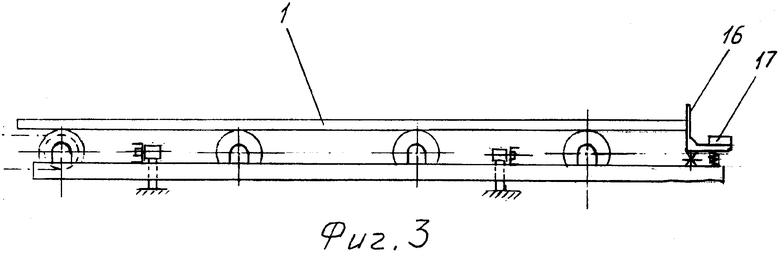
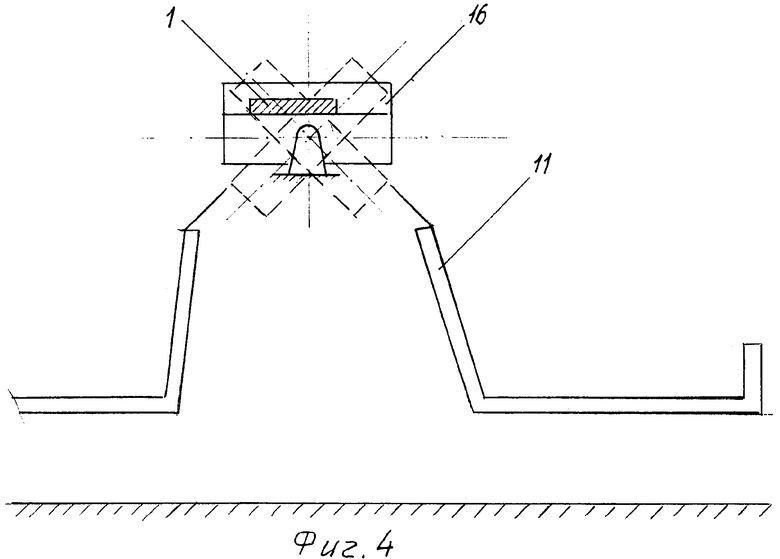
Заявляемое техническое решение поясняется чертежами: на фиг.1 - принципиальная схема сортировочной линии, на фиг.2 - поперечный разрез линии по АА, на фиг.3 - вид сбоку на секцию дополнительного приводного конвейера и на фиг.4 - поперечный разрез секции по Б-Б.
Доски 1 на линию подаются поперечным конвейером 2. Автоматизированная линия для сортировки пиломатериалов содержит пульт управления 3, сортировочный стол с шиберным распределительным механизмом 4 с шиберными заслонками и реверсивным конвейером 5, разделенным по ширине стенками 6 на коридоры 7, и выносные приводные конвейеры 8, разделенные вдоль по ширине стенками 9, образующими коридоры 10 для направления досок к месту сброса в накопители 11 (12) и секции 13 дополнительных конвейеров с двухсторонним сбросом пиломатериалов. Причем коридоры 10 конвейеров 8 являются продолжением коридоров 7 сортировочного стола.
В конце каждого коридора 10 имеются щиты 14, установленные под углом более 90° к продольной оси конвейера, при этом на роликах 15 выносных конвейеров 8, расположенных в местах сброса досок 1 в накопители 11, 12, выполнена винтовая навивка. На секциях 13 имеются расположенные под прямым углом к продольной оси секций подпружиненные упоры 16 с микропереключателями 17. Сброска пиломатериалов с дополнительных секций выполняется посредством принудительного наклона секции в ту и другую сторону (гравитационный сброс), как изображено на фиг.4, или любым другим способом.
Привод конвейеров секций 13 предпочтителен от выносных конвейеров 8 через какую-либо передачу, не исключен и автономный их привод.
Накопители для досок могут быть в виде шаблонов 12 или приемных столов 11. В первом случае формирование сушильных штабелей или транспортных пакетов предполагается в специальном автоматизированном пакетирующем (штабелирующем) устройстве (в комплект линии не входит), - во втором 18 непосредственно у линии.
Автоматизированная линия работает следующим образом.
Оператор включает поперечный конвейер 2, правый, левый выносные конвейеры 8 и секции 13. На подающем конвейере 2 доски 1 располагаются у толкателей и через одинаковые промежутки времени подаются им на сортировочную линию, при этом скорости перемещения подающего 2 и сортировочных конвейеров 5, 8 должны быть синхронизированы.
Оператор визуально оценивает доску (ее размеры, качество, сорт, породу дерева), нажимает соответствующую кнопку на пульте управления 3, при этом на распределительном устройстве поднимается соответствующий шибер и реверсивный конвейер 5 включается в нужном направлении. Доски через окно поднятых шиберов попадают в соответствующий коридор сортировочного стола 5 и перемещаются роликами до конца коридора 8, где упираются в установленный под углом щит 14, и посредством винтовой навивки, выполненной на роликах 15, сбрасываются в накопитель 12 или на приемный стол 11.
Для адресации пиломатериалов в накопители у дополнительных секций требуется более сложная система адресации. Одним из возможных вариантов может быть «предварительный заказ» с пульта управления с срабатыванием сбрасывающих устройств от конечного переключателя 17 при ударе торца доски об упор 16.
Далее при значительных объемах производства пиломатериалов (30-40 тыс. м3 в год) и наличии в комплекте лесопильного цеха автоматизированного устройства для формирования сушильных штабелей (транспортных пакетов), пачка пиломатериалов из шаблона (накопителя 12) автопогрузчиком отвозится к этому устройству для получения сушильного штабеля, а при отсутствии такого пакетирующего устройства сушильные штабеля 18 и транспортные пакеты формируются двумя рабочими непосредственно около сортировочной линии.
Техническим результатом заявляемого технического решения является упрощение конструкции, снижение металлоемкости и стоимости изготовления сортировочной линии в перерасчете на одно сортировочное место (накопитель).
Заявленный технический результат достигается установкой по концам центральных коридоров выносных сортировочных конвейеров секций дополнительных конвейеров с двухсторонним сбросом с них пиломатериалов в накопители.
С использованием заявляемого технического решения могут изготавливаться сортировочные линии с дробностью сортировки от 8 до 20.
Заявляемое техническое решение может быть реализовано в промышленности с использованием стандартного оборудования, недефицитных материалов и комплектующих изделий на любых отечественных предприятиях лесопромышленного машиностроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЗИРОВАННАЯ ДЛЯ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2328370C2 |
| СОРТИРОВОЧНЫЙ СТОЛ ДЛЯ ЛИНИИ АВТОМАТИЗИРОВАННОЙ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2352408C2 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Сортировочно-пакетирующая линия длинномерных изделий | 1986 |
|
SU1493325A1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2000 |
|
RU2201334C2 |
| УСТРОЙСТВО для СОРТИРОВКИ ПИЛОЛ\АТЕРИАЛОВ | 1973 |
|
SU397444A1 |
| СПОСОБ СОРТИРОВКИ и ПАКЕТИРОВАНИЯ ПИЛОМАТЕРИАЛОВ | 1971 |
|
SU315680A1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2012 |
|
RU2523286C2 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛА | 2013 |
|
RU2550994C1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ПИЛОМАТЕРИАЛОВ | 1973 |
|
SU394282A1 |
Изобретение может быть использовано для автоматизированной сортировки пиломатериалов на предприятиях с малым и средним объемами производства. Линия автоматизированная для сортировки пиломатериалов содержит пульт управления, сортировочный стол с шиберным распределительным механизмом и реверсивным конвейером, разделенным по ширине перегородками на коридоры, выносные сортировочные конвейеры с коридорами, являющимися продолжением коридоров сортировочного стола, сбрасывающие пиломатериалы устройства в конце коридоров выносных конвейеров и в плане ступенчато расположенные накопители. Согласно изобретению линия снабжена секциями дополнительных конвейеров, обеспечивающих двухстороннее сбрасывание пиломатериалов в накопители. Упомянутые секции установлены по концам центральных коридоров выносных сортировочных конвейеров. Изобретение обеспечивает упрощение конструкции линии при увеличении дробности сортировки на одном сортировочном месте. 4 ил.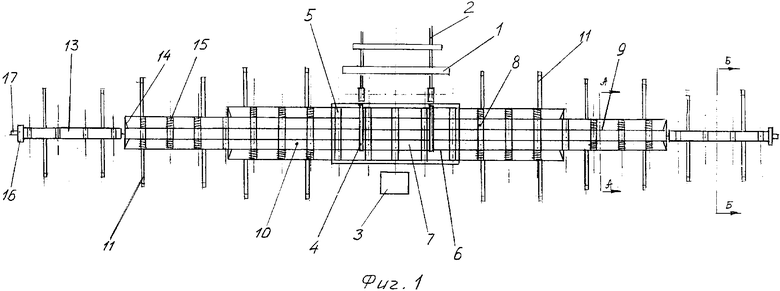
Линия автоматизированная для сортировки пиломатериалов, содержащая пульт управления, сортировочный стол с шиберным распределительным механизмом и реверсивным конвейером, разделенным по ширине перегородками на коридоры, выносные сортировочные конвейеры с коридорами, являющимися продолжением коридоров сортировочного стола, сбрасывающие устройства, содержащие установленные под углом упоры и ролики с винтовой навивкой, а также ступенчато расположенные в плане накопители пиломатериалов, отличающаяся тем, что линия снабжена секциями дополнительных конвейеров, которые установлены по концам центральных коридоров выносных сортировочных конвейеров с возможностью их наклона в одну и другую стороны для сброса с них пиломатериалов.
| Устройство для передачи обязательных для выслушивания сообщений | 1936 |
|
SU56358A1 |
| Устройство для сортировки пиломатериалов | 1984 |
|
SU1222334A1 |
| Устройство для сортировки пиломатериалов | 1986 |
|
SU1493324A1 |
| УСТАНОВКА ДЛЯ БРАКОВКИ И ТОРЦОВКИ ОБРЕЗНЫХ ДОСОК | 0 |
|
SU220841A1 |

