Изобретение относится к области машиностроения, в частности к исполнительным устройствам, преобразующим энергию сжатых газов (воздуха) в прямолинейное движение. Пневмоцилиндры широко используются для перемещения рабочих органов в грузоподъемных механизмах, автоматах, поточных линиях, летательных аппаратах и т.п.
Известен пневмоцилиндр, содержащий корпус, торцевые крышки с отверстиями подвода и отвода рабочей среды, поршень с уплотнительными элементами, размещенный в корпусе с образованием рабочих полостей, шток, связанный с поршнем [1].
Также известен пневмоцилиндр, содержащий корпус со ступенчатыми крышками, размещенный в нем поршень с выступами, образующий с крышками в конце хода поршня отсекаемую полость и выхлопную полость, сообщенную каналом в крышке с магистралью подвода (отвода) рабочей среды [2].
Известен пневмоцилиндр, содержащий гильзу, поршень, разделяющий внутренний его объем с образованием штоковой полости, шток, крышку заднюю, крышку переднюю с расточкой с размещенным в ней распорным резиновым кольцом [3].
Недостатком вышеприведенных известных средств является сложность изготовления торцевых крышек, помимо этого в состав каждой из них входит направляющая втулка, требующая дополнительных затрат на изготовление и установку.
По технической сущности наиболее близким к предлагаемому является пневмоцилиндр, содержащий рабочий шток с поршнем, установленные в сборном корпусе, включающем цилиндрическую гильзу и торцевые крышки, каждая из которых имеет отверстие под штуцер для подвода или отвода рабочей среды, внутри одной из торцевых крышек установлена направляющая втулка для перемещения штока [4].
Торцевые крышки известного устройства изготавливают методом точного литья из алюминиевого сплава, после отливки подвергаются галтовке с целью удаления острых заусенцев на границе разъема полуформ. Недостатком данного решения является сложность технологического процесса изготовления требующего высокой точности базовых поверхностей, так как по технологии деталь после отливки не подвергается механической обработке. В передней крышке имеется направляющая втулка, требующая установки. Как правило, использование металла при литье вынуждает после отливки детали проводить несколько операций термообработки для снятия внутренних напряжений. Также существенной проблемой при изготовлении торцевых крышек из алюминиевого сплава является наличие в них микропор и газовых включений после литья, что приводит к необходимости дополнительной пропитки их различными герметизирующими составами для исключения утечек воздуха. Помимо этого, увеличение толщины гильзы, необходимое для осуществления жесткого соединения с торцевой крышкой, увеличивает вес пневмоцилиндра. Все описанные недостатки ведут к усложнению конструкции пневмоцилиндра, повышению его массы, увеличению времени и трудоемкости изготовления, а также сборки-разборки пневмоцилиндра.
Техническим результатом является упрощение конструкции пневмоцилиндра, повышение его надежности, упрощение сборки и разборки, а также улучшение весовых характеристик и других технико-эксплуатационных качеств.
Данный результат достигается тем, что в пневмоцилиндре, содержащем рабочий шток, соединенный с поршнем, установленные в сборном корпусе, включающем цилиндрическую гильзу, глухую и сквозную крышки с отверстиями, в которых установлены штуцеры и демпфирующие дроссельные устройства, согласно изобретению крышки изготавливаются методом литья под давлением из термопластичного полимерного материала со стекловолокнистым наполнителем (например, стеклонаполненный полиамид - термопластичный материал, на 70% состоящий из стекловолоконных нитей). В сквозной крышке имеется внутренний выступ, цилиндрическая поверхность которого служит направляющей для штока, а торцевые поверхности выполнены в виде прямоугольных зубцов. На цилиндрической поверхности внутреннего выступа имеется кольцевая проточка, в которую устанавливается уплотнительное кольцо. Помимо этого, демпфирующее дроссельное устройство, выполненное в виде болта с уменьшенной головкой, имеющего вдоль оси сквозное резьбовое отверстие, а также кольцевую проточку на внешней стороне и отверстие на уровне этой проточки, перпендикулярно оси болта, причем степень дросселирования регулируется глубиной вкручивания установочного винта в сквозное резьбовое отверстие болта. Герметичность при сопряжении и металлических, и деталей из полимерного материала (штуцер-крышка, шток-поршень) обеспечивается наличием на внешних цилиндрических поверхностях металлических деталей кольцевых проточек с расположенными в них уплотнительными кольцами.
Сущность изобретения заключается в том, что выполнение новой конструкции пневмоцилиндра позволяет
- ускорить процесс изготовления крышек;
- полностью исключить механическую и термическую обработки изделия, пропитку изделия герметизирующими составами;
- упростить процесс сборки за счет конструкции корпуса сквозной крышки, выполняющего также роль направляющей втулки, т.к. материал, из которого изготовлен корпус, обладает антифрикционными свойствами, а также за счет оригинального неразъемного крепления поршня на штоке;
- облегчить конструкцию за счет оригинальной формы и плотности используемого материала;
- улучшить смазку штока и направляющей за счет наличия специальных зубцов.
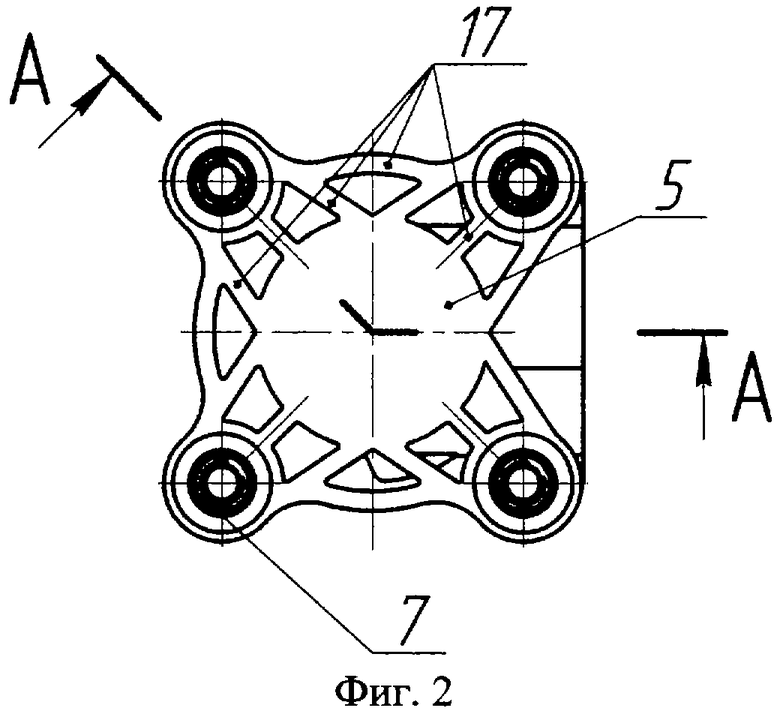
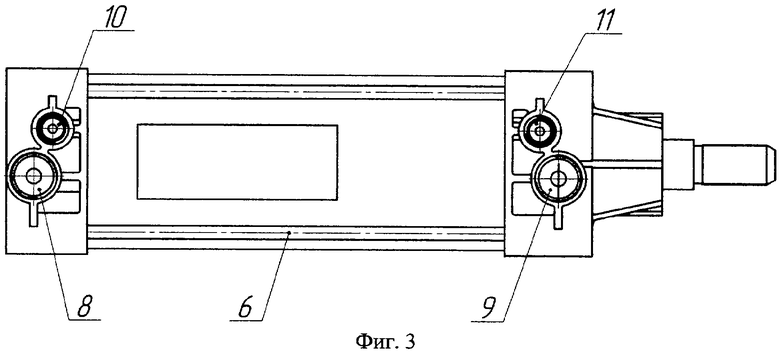
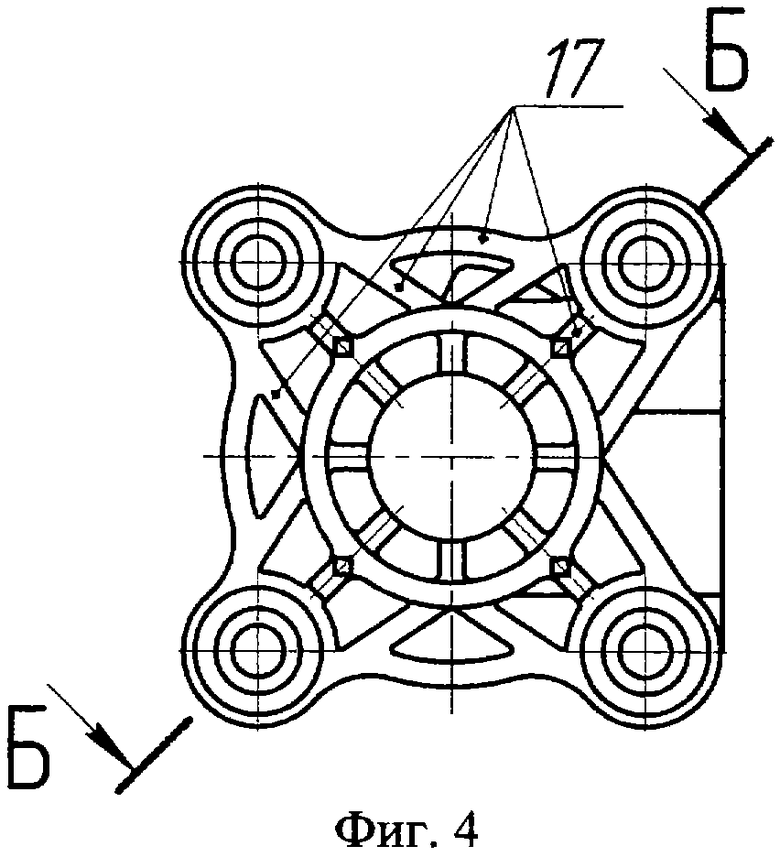
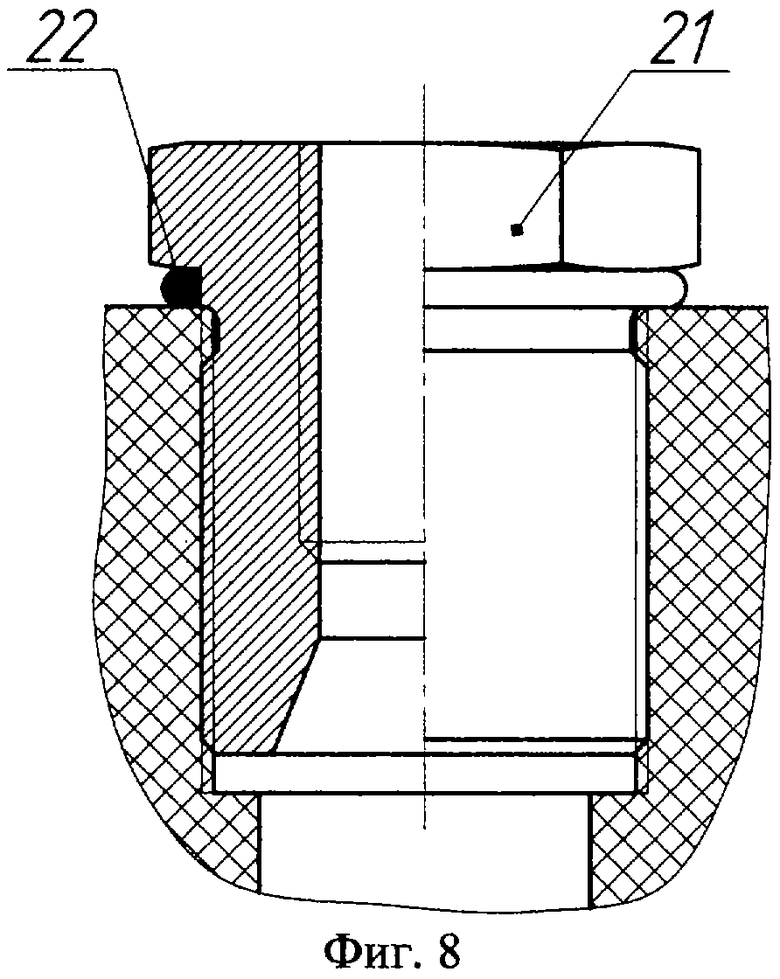
На фиг.1 представлен разрез А-А вида фиг.2; на фиг.2 - вид сбоку со стороны глухой крышки пневмоцилиндра; на фиг.3 - главный вид пневмоцилиндра, на фиг.4 - главный вид сквозной крышки; на фиг.5, фиг.6 и фиг.7 представлены варианты разреза Б-Б вида фиг.4; на фиг.8 - крепление резьбового металлического переходника для установки штуцеров в корпусе крышки при помощи резьбового соединения; на фиг.9 - крепление резьбового металлического переходника для установки штуцеров непосредственно в корпус крышки в качестве арматуры при литье под давлением; на фиг.10 - неразъемное соединение поршня и штока; на фиг.11 - демпфирующее дроссельное устройство.
Пневмоцилиндр (фиг.1) содержит рабочий шток 1, один конец которого соединен с поршнем 2, размещенным в гильзе 3, сквозную 4 и глухую 5 крышки, крепящиеся при помощи стяжных шпилек 6 и гаек 7. Каждая крышка (фиг.3) имеет соответствующие резьбовые металлические переходники 8 и 9 для установки штуцеров для подачи сжатого воздуха и демпфирующие дроссельные устройства 10 и 11. В каждой крышке 4 и 5 (фиг.1) установлены по паре уплотнительных колец 12 и 13. Каждое из уплотнительных колец 13 удерживается при помощи металлического запирающего кольца 14 и четырех саморезов. В сквозной крышке имеется уплотнительная манжета 15, которая также удерживается металлическим кольцом 16 при помощи саморезов.
Обе крышки (фиг.2 и фиг.4) имеют ребра жесткости 17, благодаря которым обеспечивается прочность (запас прочности 10 раз) и легкость детали (в пять раз легче по сравнению с алюминиевой). Конструкция сквозной крышки (фиг.5) предусматривает внутренний выступ, цилиндрическая поверхность 18 которого, служит направляющей для штока 1 (фиг.1). Торцевые поверхности внутреннего выступа (фиг.5) выполнены в виде прямоугольных зубцов 19, благодаря которым обеспечивается равномерность сжатия (усадки) при остывании детали после отливки. При работе пневмоцилиндра смазочный материал, заправленный при сборке, удерживается между зубцами 19, что обеспечивает лучшую смазку штока 1 со сквозной крышкой 4 (фиг.1) и увеличивает срок службы всего изделия в целом.
Предусматривается еще два варианта изготовления внутреннего выступа на сквозной крышке. На цилиндрической поверхности (фиг.5) внутреннего выступа 18 сквозной крышки 4 (фиг.1) выполняется кольцевая проточка, в которую устанавливается уплотнительное кольцо 20 (фиг.6), которое повышает надежность работы изделия. Также роль направляющей для штока могут выполнять только прямоугольные зубцы 19 без поверхности 18 (фиг.7).
Тот или иной вариант изготовления выбирается в зависимости от размеров изготовляемого пневмоцилиндра, испытываемых нагрузок и природно-климатической зоны, где будет эксплуатироваться изделие.
Недостатком применения деталей из полимерного материала является недолговечность резьбовых соединений. Для устранения данного недостатка глухая и сквозная крышки выполняются с резьбовыми металлическими переходниками для установки штуцеров. Возможно два варианта установки резьбовых металлических переходников.
Первый вариант (фиг.8) заключается в изготовлении глухой и сквозной крышек с резьбовым отверстием, в которое вворачивается резьбовой металлический переходник 21 для установки штуцеров. Резьбовой металлический переходник имеет наружную резьбовую поверхность, герметичность резьбового соединения обеспечивается уплотнительным кольцом 22. Резьбовой металлический переходник изготавливается из металла, например сплава алюминия, и может иметь различную внутреннюю резьбу в зависимости от применяемых штуцеров.
В процессе эксплуатации (монтаже-демонтаже) основная нагрузка придется на резьбовое соединение штуцер-резьбовой металлический переходник (металл-металл) и незначительная на соединение резьбовой металлический переходник-корпус глухой или сквозной крышки (металл-полимерный материал), вследствие этого повысится надежность резьбовых соединений, что увеличит срок службы пневмоцилиндра в целом.
Второй вариант (фиг.9) предусматривает установку резьбового металлического переходника 24 для установки штуцеров в глухую и сквозную крышки в качестве арматуры при литье под давлением. В процессе литья резьбовой металлический переходник для установки штуцеров при нагревании имеет большую степень расширения, чем полимерный материал, из которого изготавливается глухая и сквозная крышки, а при совместном остывании образуется зазор между резьбовым металлическим переходником для установки штуцеров и глухой и сквозной крышками. Поэтому сопрягаемые цилиндрические поверхности резьбового металлического переходника для установки штуцеров 24 и крышек выполнены с кольцевыми проточками, в которых перед отливкой размещают резиновые уплотнительные кольца 23, обеспечивающие герметичность соединения и устойчивость резьбового металлического переходника в корпусе крышки.
По предлагаемой конструкции (фиг.10) поршень 2 отливается непосредственно на шток 1, причем шток в месте соединения с поршнем выполнен с цилиндрической проточкой, образующей ступенчатую поверхность для неразъемного соединения с поршнем при литье под давлением, за счет которой поршень удерживается на штоке. Герметичность сопряжения обеспечивается тем, что на поверхности цилиндрической проточки штока в месте соединения с поршнем выполнены кольцевые проточки, в которые перед заливкой штока устанавливаются резиновые уплотнительные кольца 25. Данное решение позволит уменьшить время сборки и облегчить конструкцию за счет отсутствия крепежных элементов.
Для глухой и сквозной крышек пневмоцилиндра, изготовленных из полимерного материала, предлагается следующая конструкция демпфирующего дроссельного устройства (фиг.11), крепящаяся с использованием резьбового соединения. Она представляет собой болт 26 с уменьшенной головкой, имеющий вдоль оси сквозное резьбовое отверстие, а также кольцевую проточку на внешней стороне и отверстие 27 на уровне этой проточки перпендикулярно оси болта, причем степень дросселирования регулируется глубиной вкручивания установочного винта 28 в сквозное резьбовое отверстие болта. Поверхность кольцевой проточки образует с внутренней поверхностью отверстия крышки полость 29. Работает демпфирующее дроссельное устройство следующим образом. При движении поршня к крышке в определенный момент рабочая полость отсекается поршнем от выхлопной полости, и воздух постепенно стравливается через демпфирующее дроссельное устройство, чем достигается плавное торможение хода пневмоцилиндра. Воздух из рабочей полости через отверстие в крышке 30 поступает в полость 29, далее через отверстие 27 воздух поступает в пространство между резьбовыми поверхностями болта 26 и установочного винта 28, после чего стравливается через отверстие 31 в выхлопную полость пневмоцилиндра. Скорость торможения регулируется глубиной вкручивания установочного винта 28, чем глубже, тем больше демпфирование. Герметичность резьбового соединения демпфирующего дроссельного устройства и крышки обеспечивается уплотнительными резиновыми кольцами 32.
Герметичность между болтом 26 с уменьшенной головкой и установочным винтом 28 обеспечивается уплотнительным резиновым кольцом 33, при этом предотвращается возможность утечки воздуха в атмосферу, минуя выхлопную полость цилиндра.
Таким образом, предложенное изобретение позволит упростить конструкцию пневмоцилиндра, повысить его надежность, уменьшить трудоемкость сборки и разборки, а также улучшить весовые характеристики и другие технико-эксплуатационные качества.
Источники информации
1. SU 1546733 А1, кл. F15В 15/14, от 15.02.1988.
2. RU 2006684 С1, кл. F15В 15/22, от 17.06.1991.
3. RU 2208717 C2, кл. F15В 15/14, от 04.09.2001.
4. RU 2209351 C1, кл. F15 В 15/14, от 04.03.2002.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| ПНЕВМОЦИЛИНДР | 2002 |
|
RU2209351C1 |
| УСТРОЙСТВО РАЗДЕЛЕНИЯ ПЛАВУЧЕГО ПРИБОРА НА ГЕРМЕТИЧНЫЕ ОТСЕКИ | 2019 |
|
RU2705722C1 |
| ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ МОДУЛЬ ДЛЯ ПРИВОДА ОТКРЫВАНИЯ ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2249662C1 |
| КЛАПАН ШАРОВОЙ ЗАПОРНЫЙ | 2016 |
|
RU2619520C1 |
| Распределительно-демпфирующий агрегат управления | 1991 |
|
SU1810230A1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ УСИЛИТЕЛЬ | 2023 |
|
RU2814322C1 |
| ПНЕВМАТИЧЕСКАЯ РЕССОРА РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2266443C1 |
| ПЛАНЕТАРНЫЙ МОТОР-КОМПРЕССОР | 1993 |
|
RU2095578C1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ АККУМУЛЯТОР МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2330190C1 |



Пневмоцилиндр предназначен для перемещения рабочих органов. Пневмоцилиндр содержит рабочий шток с поршнем, установленные в сборном корпусе, включающем цилиндрическую гильзу, сквозную и глухую крышки с отверстиями, в которых установлены штуцеры для подачи сжатого воздуха и демпфирующие дроссельные устройства, крышки пневмоцилиндра и поршень изготавливаются методом литья под давлением из термопластичного полимерного материала со стекловолокнистым наполнителем. Шток, штуцеры и демпфирующие дроссельные устройства имеют специальные проточки, в которых устанавливаются уплотнительные кольца. Дроссельное устройство выполнено в виде болта с уменьшенной головкой, имеющее вдоль оси сквозное резьбовое отверстие, а также кольцевую проточку на внешней резьбе и отверстие на уровне этой проточки перпендикулярно оси болта. Технический результат - упрощение конструкции пневмоцилиндра, повышение его надежности и уменьшение весовых характеристик, улучшение сборки и разборки, а также других технико-эксплуатационных качеств. 5 з.п. ф-лы, 11 ил.
| ПНЕВМОЦИЛИНДР | 2002 |
|
RU2209351C1 |
| ПНЕВМОЦИЛИНДР | 2001 |
|
RU2208717C2 |
| US 4532856 А, 06.08.1985 | |||
| ТУРБОКОМПРЕССОР С СИСТЕМОЙ РЕГУЛИРОВАНИЯ НАДДУВА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ А.Ф.МЕЩЕРЯКОВА | 1991 |
|
RU2053413C1 |
| DE 3328257 A1, 21.02.1985. | |||

