Область техники
Областью изобретения является обработка газов, в особенности оно касается удаления кислых газов из различных видов газообразного сырья с использованием растворителя.
Уровень техники
Удаление кислых газов из различных газовых потоков и в особенности удаление диоксида углерода, диоксида серы и сероводорода из природного газа стало в большей мере важным, так как нормы выброса кислых газов становятся все более и более строгими. В технике известен ряд процессов удаления кислых газов, и часто предпочтительны физические растворители, когда давление газообразного сырья является относительно высоким (т.е. выше 1,4 МПа, или 200 фунтов на кв. дюйм). Физическая абсорбция конкретного кислого газа преимущественно зависит от использования растворителей, имеющих селективную растворимость кислого газа (например, СО2 или H2S), и обычно дополнительно зависит от давления и температуры растворителя и необработанного газа.
Например, в качестве низкокипящего органического физического растворителя, как показано в патенте США №2863527, можно использовать метанол. Однако требования по потребляемой энергии для охлаждения относительно высоки, и процесс обычно характеризуется большей, чем это желательно, абсорбцией метана и этана, таким образом делая необходимым большое потребление энергии для рекомпрессии и регенерации. Альтернативно, при температуре окружающей среды или немного ниже можно использовать физические растворители, включая пропиленкарбонаты, как описано в патенте США №2926751, и такие, в которых используют N-метилпирролидон или простые гликолевые эфиры, как описано в патенте США №3505784. В то время как такие растворители могут выгодным образом снижать требования к охлаждению, по меньшей мере некоторые процессы абсорбции на основе пропиленкарбоната ограничены давлениями абсорбции менее 7 МПа (1000 фунтов на кв. дюйм) (т.е. субкритическим давлением). В других известных способах физические растворители могут также включать простые эфиры, такие как полиэтиленгликольдиметиловые эфиры и особенно диметокситетраэтиленгликоль, как показано в патенте США №2649166, или N-замещенный морфолин, как описано в патенте США №3773896.
В то время как использование физических растворителей устраняет по меньшей мере некоторые из проблем, связанных с альтернативными процессами удаления кислых газов (например, с помощью химических растворителей и/или мембран), остается множество других затруднений. В частности, по мере увеличения содержания воды в растворителе может происходить замерзание в линии растворителя, что приводит к необходимости использования относительно высоких рабочих температур и в связи с этим снижает эффективность абсорбционного процесса. Более того, регенерация физических растворителей во многих случаях требует использования пара или внешнего нагрева для получения обедненного растворителя, подходящего для удаления кислого газа до уровня нескольких миллионных частей (млн ч, ppm). Такая регенерация растворителя теоретически является относительно простой. Обычно обогащенный растворитель последовательно подвергают мгновенному испарению до более низких давлений и во многих случаях его далее обрабатывают в регенераторе, который нагревает растворитель после мгновенного испарения с использованием пара или нагревателя, работающего на топливе. Полученный таким образом обедненный растворитель затем охлаждают (например, используя внешнее охлаждение) и перекачивают в абсорбер.
В таких процессах, когда углекислый газ абсорбируют растворителем, теплота растворения диоксида углерода увеличивает температуру растворителя, что приводит к увеличению профиля температур от верхней до нижней части абсорбера. Следовательно, одним ограничением физической абсорбции является относительно высокая температура нижней части абсорбера, которая ограничивает способность растворителя к абсорбции диоксида углерода. Для решения проблем, связанных с ограниченной абсорбционной способностью, можно увеличить скорость циркуляции растворителя. Однако увеличение скорости циркуляции растворителя значительно увеличивает стоимость охлаждения и потребление энергии для перекачивания растворителя. Хуже того, высокая скорость циркуляции растворителя в известных процессах на основе растворителя приводит к увеличению потерь метана и углеводородов (вследствие совместной абсорбции).
Альтернативно, в качестве регенератора для растворителя можно использовать отпарную колонну (возможно снабженную вакуумным насосом), как представлено в примере установки для извлечения кислых газов, показанной в патенте США 3252269 (Woertz). Несмотря на то что такие системы часто снижают энергию, требуемую для нагрева, при эксплуатации отпарного аппарата потребляется некоторое количество энергии (например, вакуумный насос для вакуумного отпарного аппарата или нагреватель для отпарного аппарата, работающего при атмосферном давлении).
Таким образом, несмотря на то, что в технике известны многочисленные процессы извлечения кислых газов с помощью физических растворителей, все или почти все они имеют один или более недостатков. Наиболее значительным является то, что в многочисленных известных системах скорость циркуляции растворителя относительно высока, что среди прочих факторов обусловлено загрузкой растворителя ниже оптимальной величины и менее чем оптимальной десорбцией. Следовательно, все еще существует потребность в улучшении конфигураций и способов удаления кислых газов из газообразного сырья с использованием физического растворителя.
Раскрытие изобретения
В настоящем изобретении предложены устройства и способы удаления кислых газов из различных видов газообразного сырья, в которых используют физические растворители для абсорбции кислых газов и в которых оборотный (рецикловый) газ после мгновенного испарения обогащенного растворителя смешивают с обогащенным растворителем, получаемым в абсорбере, таким образом значительно улучшая нагрузку на растворитель, что, в свою очередь, значительно снижает скорость циркуляции растворителя. Дополнительно или факультативно регенерацию обедненного растворителя можно выполнять в вакуумном отпарном аппарате, в котором часть пара после мгновенного испарения при атмосферном давлении используют для десорбции сероводорода из обогащенного растворителя, в то время как часть нейтрального газа подают отдельно в отпарной аппарат для десорбции диоксида углерода из обогащенного растворителя.
Таким образом, в одном аспекте настоящего изобретения предполагаемые установки для обработки газа включают абсорбер, в котором кислый газ удаляют из газообразного сырья (например, природного газа при давлении от по меньшей мере 14 МПа (2000 фунтов на кв. дюйм) до такого высокого, как 21 МПа (3000 фунтов на кв. дюйм), содержащего диоксид углерода и/или сероводород), используя физический растворитель для получения обогащенного растворителя, при этом обогащенный растворитель приводят в контакт с оборотным газом, который получают из обогащенного растворителя. Оборотный газ в особенно предпочтительных установках получают из газов после мгновенного испарения из множества последовательно соединенных испарительных емкостей, причем оборотный газ сжимают до давления абсорбера, а обогащенный растворитель предпочтительно мгновенно испаряют в испарительной емкости или в ряде испарительных емкостей для получения обогащенного растворителя после мгновенного испарения при атмосферном давлении, который подают в вакуумный отпарной аппарат для получения обедненного растворителя.
В других предпочтительных аспектах предполагаемых установок в вакуумный отпарной аппарат отдельно подают в качестве десорбирующего газа нейтральный газ, производимый абсорбером, и газ после мгновенного испарения при атмосферном давлении из испарительной емкости. В дальнейшем предполагается, что обогащенный растворитель приводят в контакт с оборотным газом в нижней части абсорбера. Альтернативно, обогащенный растворитель приводят в контакт с оборотным газом в статическом смесителе вне абсорбера.
Соответственно, с другой точки зрения, предполагаемые установки для обработки газа могут включать контактную емкость, в которой обогащенный растворитель из абсорбера контактирует с оборотным газом, где оборотный газ получают из обогащенного растворителя и где в абсорбер подают газообразное сырье, из которого извлекают кислый газ, используя физический растворитель, производя таким образом обогащенный растворитель. Контактная емкость в таких установках преимущественно включает статический смеситель, причем контактная емкость может быть также соединена текучей средой с испарительной емкостью. Обогащенный растворитель в таких установках предпочтительно мгновенно испаряют ниже по потоку после контактной емкости во множестве последовательно соединенных испарительных емкостей, где каждая испарительная емкость производит часть оборотного газа.
Дополнительно по меньшей мере в одной из испарительных емкостей можно производить газ после мгновенного испарения при атмосферном давлении и обогащенный растворитель после мгновенного испарения, который подают в регенератор с получением обедненного растворителя для абсорбера. Таким образом, абсорбер в предполагаемых конфигурациях производит нейтральный газ, и при этом по меньшей мере часть нейтрального газа и по меньшей мере часть газа после мгновенного испарения при атмосферном давлении отдельно подают в регенератор в качестве десорбирующих газов. Особенно предпочтительные регенераторы имеют такую компоновку, что диоксид углерода в обогащенном диоксидом углерода газе после мгновенного испарения при атмосферном давлении десорбирует сероводород из обогащенного растворителя после мгновенного испарения и по меньшей мере часть нейтрального газа десорбирует диоксид углерода из обогащенного растворителя после мгновенного испарения.
Следовательно, с другой точки зрения, предлагаемые установки для обработки газа могут включать испарительную емкость, в которой производят газ после мгновенного испарения при атмосферном давлении, включающий первый кислый газ, и обогащенный растворитель после мгновенного испарения, включающий второй кислый газ, а также вакуумный отпарной аппарат, который соединен текучей средой с испарительной емкостью и производит обедненный растворитель из обогащенного растворителя после мгновенного испарения, причем газ после мгновенного испарения при атмосферном давлении и нейтральный газ, производимый абсорбером, подают в вакуумный отпарной аппарат в таком месте, что первый кислый газ (например, диоксид углерода) десорбирует второй кислый газ (например, сероводород) из обогащенного растворителя после мгновенного испарения, а нейтральный газ десорбирует из обогащенного растворителя первый кислый газ.
Испарительная емкость в таких установках может преимущественно получать обогащенный растворитель из абсорбера, при этом обогащенный растворитель приводят в контакт с оборотным газом перед поступлением обогащенного растворителя в испарительную емкость. Оборотный газ предпочтительно получают в другой испарительной емкости, которая выше по потоку соединена текучей средой с испарительной емкостью и ниже по потоку соединена текучей средой с абсорбером (например, путем сочетания газов высокого и среднего давления после мгновенного испарения). Подходящие установки могут дополнительно включать контактную емкость, в которой обогащенный растворитель контактирует с оборотным газом.
Различные цели, особенности, аспекты и преимущества настоящего изобретения станут более очевидными из приведенного ниже подробного описания предпочтительных исполнений изобретения вместе с сопроводительными чертежами, в которых одинаковые цифры обозначают одинаковые компоненты.
Краткое описание чертежа
На чертеже представлена схема типичной установки для извлечения кислых газов согласно предмету изобретения.
Подробное описание
Изобретатели неожиданно обнаружили, что скорость циркуляции растворителя можно значительно уменьшить, если по меньшей мере часть оборотного газа подавать непосредственно в обогащенный растворитель вместо его подачи в поток газообразного сырья или соединения (или смешивания) с ним и/или если по меньшей мере часть газа после мгновенного испарения (предпочтительно) при атмосферном давлении и часть нейтрального газа раздельно подают в вакуумный отпарной аппарат так, что газ после мгновенного испарения используют в качестве десорбирующего газа для десорбции сероводорода из обогащенного растворителя, и так, что нейтральный газ используют в качестве десорбирующего газа для десорбции диоксида углерода из обогащенного растворителя.
Типичная конфигурация установки для обработки газа согласно предмету изобретения изображена на чертеже, где установка 100 включает абсорбер 110, в который подают газообразное сырье 112 и получают нейтральный газ 114. Где это целесообразно, газообразное сырье 112 расширяют до давления абсорбера и охлаждают в теплообменниках 120А, 120В и в холодильнике 120С перед поступлением в абсорбер 110. Обедненный растворитель 130 поступает в абсорбер и абсорбирует противоточным способом кислый газ (или кислые газы), содержащиеся в газообразном сырье 112. Полученный таким образом обогащенный растворитель 116 затем приводят в контакт в нижней части абсорбера 110 с оборотным газом 132D, который охлаждали в холодильнике 120D и теплообменниках 120А и 120В с использованием нейтрального газа 114 и обогащенного растворителя 134D после мгновенного испарения соответственно. Следует особенно отметить, что контакт обогащенного растворителя с оборотным газом в результате приводит к значительно более высокой нагрузке растворителя кислыми газами и таким образом понижает скорость циркуляции растворителя.
Такой дополнительно обогащенный растворитель 116' затем мгновенно испаряют в три последовательные стадии, причем пары 132А, 132В и 132С после мгновенного испарения объединяют (используя подходящее сжатие и охлаждение) для получения оборотного газа 132D, в то время как дополнительно обогащенный растворитель 116' после мгновенного испарения далее мгновенно испаряют до приблизительно атмосферного давления и (после экстракции из него хладосодержания) разделяют в испарительном барабане 140 на пар 142 после мгновенного испарения при атмосферном давлении и обогащенный растворитель 144 после мгновенного испарения при атмосферном давлении.
Регенератор 150 работает как вакуумный отпарной аппарат, в который подают обогащенный растворитель 144 после мгновенного испарения при атмосферном давлении и получают обедненный растворитель 130. Кислые газы 152 выходят из регенератора 150, и их сжимают и охлаждают для дальнейшего использования. В особенно предпочтительных конфигурациях отпарной аппарат 150 компонуют так, что пар 142 после мгновенного испарения при атмосферном давлении поступает в отпарной аппарат в качестве десорбирующего газа отдельно от нейтрального газа 114 и в месте по потоку выше этого газа, который также используют в качестве десорбирующего газа. Следует особенно принимать во внимание, что в таких конфигурациях диоксид углерода в паре 142 после мгновенного испарения при атмосферном давлении десорбирует сероводород из обогащенного растворителя, в то время как нейтральный газ 114 десорбирует диоксид углерода из обогащенного растворителя. Показано, что такие конфигурации значительно снижают скорость циркуляции растворителя (см. ниже).
В целом предполагается, что конфигурации и способы, представленные здесь, не обязательно ограничены установкой переработки природного газа, и следует понимать, что многочисленные альтернативные установки могут включать один или более изображенных и описанных здесь признаков изобретения. Например, предполагаемые схемы использования и регенерации растворителя можно применять в многочисленных установках, в которых удаляют диоксид углерода и/или сероводород из обработанного или необработанного природного газа или различных нефтезаводских газов. Более того, предполагаемые конфигурации можно также применять там, где из газа высокого давления удаляют иные растворенные вещества, чем диоксид углерода и/или сероводород (но не обязательно исключая их), с использованием физического растворителя или растворителя, включающего физический растворитель.
Соответственно, источник, состав и/или давление подходящих видов газообразного сырья могут существенно изменяться. Однако обычно предполагается, что подходящие виды газообразного сырья включают по меньшей мере один кислый газ (например, диоксид углерода, сероводород и т.д.) и имеют давление по меньшей мере 0,35 МПа (50 фунтов на кв. дюйм), более предпочтительно по меньшей мере 0,7 МПа (100 фунтов на кв. дюйм), еще более предпочтительно по меньшей мере 3,5 МПа (500 фунтов на кв. дюйм) и наиболее предпочтительно по меньшей мере 14 МПа (2000 фунтов на кв. дюйм). Более того, в зависимости от конкретного источника газообразного сырья тип и концентрация кислого газа могут существенно изменяться.
Например, когда источником газообразного сырья является природный газ из пласта, диоксид углерода может присутствовать в концентрации до 15% (и даже выше, если используют «вторичный метод добычи нефти», EOR), а сероводород может присутствовать в концентрации до 100 частей на миллион по объему (ppmv) (или более). Другими преобладающими компонентами обычно являются углеводороды, а также инертные соединения, включая N2, He и т.д. или O2. Следовательно, типичные виды газообразного сырья включают обработанный (например, дегидратированный или обедненный С5+) и необработанный природный газ, нефтезаводские газы, газы для криогенного разделения и т.д., которые обычно можно перерабатывать при скорости потока от нескольких тысяч стандартных м3 в сутки (нескольких сотен тысяч стандартных кубических футов в сутки, SCFD) до нескольких десятков миллионов стандартных м3 в сутки (нескольких триллионов станд. куб. футов в сутки). Более того, предполагается, что газообразное сырье можно подвергать предварительной обработке, и предполагаемая предварительная обработка включает по меньшей мере частичное удаление компонента, который иначе мешал бы процессу абсорбции и/или регенерации (например, компоненты, которые могли бы конденсироваться, замерзать или реагировать с растворителем), или по меньшей мере частичное удаление нежелательного компонента, который иначе удаляли бы после процесса обработки газа в предполагаемых конфигурациях.
Что касается абсорбера, в общем предполагается, что можно применять все известные типы абсорберов в сочетании с представленными здесь рекомендациями, и следует понимать, что конкретный тип абсорбера по меньшей мере частично зависит от конкретного состава, скорости потока, давления и/или температуры газообразного сырья. Однако обычно предпочтительно, чтобы абсорбер был тарельчатым абсорбером с по меньшей мере восемью и более предпочтительно десятью (или более) равновесными ступенями. Типичные рабочие давления составляют по меньшей мере 0,7 МПа (100 фунтов на кв. дюйм), более предпочтительно по меньшей мере 3,5 МПа (500 фунтов на кв. дюйм), еще более предпочтительно по меньшей мере 7 МПа (1000 фунтов на кв. дюйм) и наиболее предпочтительно по меньшей мере 14 МПа (2000 фунтов на кв. дюйм), со скоростями потока газообразного сырья от примерно нескольких тысяч стандартных м3 в сутки (нескольких сотен тысяч стандартных кубических футов в сутки) до нескольких десятков миллионов стандартных м3 в год (нескольких триллионов стандартных кубических футов в сутки).
Когда оборотный газ смешивают с обогащенным растворителем в нижней части абсорбера, обычно предпочитают, чтобы точка подачи оборотного газа в абсорбер располагалась в месте, которое отделено по меньшей мере одной равновесной ступенью и находится ниже того места, где в абсорбер поступает охлажденное газообразное сырье. Поскольку объем оборотного газа относительно небольшой (по сравнению с объемом охлажденного газообразного сырья), обычно предпочтительно, чтобы оборотный газ барботировал непосредственно в обогащенный растворитель, чтобы гарантировать правильный массоперенос. Однако все другие известные устройства для подачи газа, которые будут гарантировать достаточный массоперенос, также рассматриваются здесь как подходящие. Например, оборотный газ может контактировать в колонне с обогащенным растворителем прямоточным или противоточным образом, и его можно барботировать в обогащенный растворитель, или этому контакту может содействовать центробежный насос или другое устройство для смешивания.
Конечно, следует понимать, что контакт оборотного газа с обогащенным растворителем не обязательно должен быть ограничен контактом обогащенного растворителя с оборотным газом внутри абсорбера (обычно в нижней части). Следовательно, альтернативно или дополнительно, предусматривается возможность использования одного или более стационарных смесителей или других устройств для смешивания, отдельных от абсорбера, для обеспечения контакта обогащенного растворителя с оборотным газом, и там, где это желательно, такие конфигурации могут включать стадию мгновенного испарения. Более того, хотя это и не предпочтительно, также предусматривается, что по меньшей мере часть оборотного газа можно подавать к обогащенному растворителю в месте, расположенном ниже по потоку от первой испарительной емкости (например, внутрь потока обогащенного растворителя после мгновенного испарения).
Обычно предпочтительно, чтобы оборотный газ был обеспечен парообразным продуктом по меньшей мере одного и более предпочтительно всех испарительных барабанов, которые используют для мгновенного испарения обогащенного растворителя, причем испарительные барабаны последовательно получают обогащенный растворитель из абсорбера или находящейся выше по потоку испарительной емкости. Однако в менее предпочтительном аспекте также предусматривается, что по меньшей мере некоторые из паров, полученных мгновенным испарением, можно также по меньшей мере временно подмешивать к газообразному сырью (например, там, где газообразное сырье имеет относительно высокую концентрацию кислого газа). В зависимости от количества кислого газа в оборотном газе, обычно предпочтительно, чтобы перед контактом с обогащенным растворителем оборотный газ был охлажден в одну или более стадий. В то время как предусматривается возможность использования всех известных способов охлаждения оборотного газа, обычно предпочтительно, чтобы оборотный газ был охлажден с использованием холодильника, причем хладосодержание предпочтительно обеспечивают из источника внутри установки для обработки газа (например, холодный нейтральный газ или холодный обогащенный растворитель после мгновенного испарения до атмосферного давления). Особенно предпочтительные охладительные конфигурации включают такие, в которых многочисленные потоки оборотного газа объединяют в один поток оборотного газа, имеющий давление, существенно такое же (например, ±10%), как давление в абсорбере, и где каждый из многочисленных потоков оборотного газа отдельно охлаждают в ряде теплообменников, и/или в которых одиночный (объединенный) поток оборотного газа охлаждают в одном теплообменнике. Альтернативно или дополнительно охлаждение обогащенного растворителя после контакта с оборотным газом можно также обеспечивать с использованием холодильника или теплообменника.
В следующих предусматриваемых аспектах предмета изобретения оборотный газ может включать (или его может даже полностью замещать) дополнительный поток газа, который включает значительные количества кислого газа (например, больше, чем в газообразном сырье, и обычно по меньшей мере 2%), причем этот дополнительный поток газа может быть любым потоком газа, отличным от газообразного сырья (например, сжатые дымовые газы или другие потоки газа, содержащие диоксид углерода, включая газы из регенератора катализатора).
Подходящие растворители включают все физические растворители и содержащие их смеси, причем растворитель может дополнительно проявлять селективность по отношению к конкретным кислым газам. Следовательно, особенно предпочтительными являются физические растворители, включающие пропиленкарбонат, метилцианоацетат, диметиловый эфир полиэтиленгликоля, N-метил-2-пирролидон и метанол. После мгновенного испарения обогащенного растворителя для удаления из обогащенного растворителя по меньшей мере части паров некислых газов обычно предпочтительно подвергать обогащенный растворитель мгновенному испарению до атмосферного давления с получением таким образом газа после мгновенного испарения до атмосферного давления, обогащенного кислым газом, и обогащенного растворителя после мгновенного испарения до атмосферного давления. Термин «газ после мгновенного испарения до атмосферного давления», используемый здесь, относится к газу, который получают из обогащенного растворителя путем мгновенного испарения обогащенного растворителя дс абсолютного давления примерно от 0,08 до 0,11 МПа (примерно от 12 до 17 абс. фунтов на кв. дюйм). Аналогично, термин «обогащенный растворитель после мгновенного испарения до атмосферного давления», используемый здесь, относится к растворителю, который получают из обогащенного растворителя путем мгновенного испарения обогащенного растворителя до абсолютного давления примерно от 0,08 до 0,11 МПа (примерно от 12 до 17 абс. фунтов на кв. дюйм).
В большинстве случаев и также в зависимости от конкретного давления, газ после мгновенного испарения до атмосферного давления относительно обогащен диоксидом углерода. Следовательно, обычно предпочтительно, чтобы по меньшей мере одну часть газа после мгновенного испарения до атмосферного давления подавали в регенератор в качестве десорбирующего газа для сероводорода, в то время как другая часть может быть предназначена для дальнейшего использования кислого газа (например, повторное сжатие и изоляция в формации пласта, сжижение диоксида углерода и/или подача в процесс Клауса, и т.д.). Следует особо отметить, что газ после мгновенного испарения до атмосферного давления предпочтительно не объединяют с нейтральным газом для образования десорбирующего газа в вакуумном отпарном аппарате, а подают в отпарной аппарат по меньшей мере на одну, более предпочтительно на две или более равновесные ступени выше положения, где нейтральный газ поступает в регенератор. Следовательно, нужно понимать, что диоксид углерода в газе после мгновенного испарения до атмосферного давления действует в качестве десорбирующего газа для сероводорода.
Соответственно, предпочтительные регенераторы обычно работают как вакуумные отпарные аппараты, и подразумевается, что все известные конфигурации вакуумных отпарных аппаратов подходят для использования здесь, если по меньшей мере часть газа после мгновенного испарения до атмосферного давления и нейтральный газ раздельно подают в отпарной аппарат (см. выше). Там, где это желательно, с отпарным аппаратом может находиться в тепловой связи дополнительный нагреватель для содействия десорбции. Более того, следует понимать, что по меньшей мере часть нейтрального газа можно заменить любым другим подходящим десорбирующим газом, особенно такими, которые доступны в установке для обработки газа (например, азот, воздух или другие подходящие газы). Разделенные таким образом газы из отпарного аппарата можно затем использовать для дальнейшего разделения или надлежащей утилизации.
Что касается системы трубопроводов, клапанов, испарительных емкостей, теплообменников, холодильников, компрессоров, расширителей и другого оборудования, не упомянутого выше, следует понимать, что предполагаемые конфигурации в общем можно конструировать, используя традиционные материалы и компоненты, хорошо известные специалистам.
Таким образом, авторы изобретения предполагают установку, в которой кислый газ извлекают из газообразного сырья в абсорбере, используя физический растворитель, для получения обогащенного растворителя, причем обогащенный растворитель приводят в контакт с оборотным газом, который получают из обогащенного растворителя. В одном предпочтительном аспекте подходящие установки для обработки газа могут, следовательно, содержать контактную емкость, в которой обогащенный растворитель из абсорбера контактирует с оборотным газом, причем оборотный газ получают из обогащенного растворителя, и в абсорбер подают газообразное сырье, из которого удаляют кислый газ с использованием физического растворителя, получая таким образом обогащенный растворитель.
Таким образом, предполагаемые установки для обработки газа включают испарительную емкость, которая производит газ после мгновенного испарения до атмосферного давления, включающий первый кислый газ, и обогащенный растворитель после мгновенного испаренияя, включающий второй кислый газ, и вакуумный отпарной аппарат, соединенный текучей средой с испарительной емкостью и производящий обедненный растворитель из обогащенного растворителя после мгновенного испарения, причем газ после мгновенного испарения до атмосферного давления и нейтральный газ подают в отпарной аппарат в таком положении, что (а) первый кислый газ десорбирует второй кислый газ из обогащенного растворителя после мгновенного испарения, и (б) нейтральный газ десорбирует первый кислый газ из обогащенного растворителя.
Примеры
Было выполнено компьютерное моделирование на показательной установке для обработки газа, имеющей конфигурацию, по существу, изображенную на чертеже. В «базовом» варианте газообразным сырьем являлся природный газ высокого давления, и его обрабатывали в абсорбере с давлением приблизительно 17,2 МПа (2500 избыт, фунтов на кв. дюйм), причем абсорбер имел десять равновесных ступеней. Отпарной аппарат имел шесть равновесных ступеней. Установку для обработки газа компоновали так, чтобы удалять диоксид углерода примерно от 12 мол.% до примерно 1,5 мол.% и сероводород примерно от 90 частей на миллион по объему (ppmv) до менее чем примерно 4 частей на миллион по объему, при скорости газообразного сырья 0,0453 триллиона стандартных м3 в сутки (1,6 триллионов станд. куб. футов в сутки) с использованием в качестве физического растворителя примерно 6436 л/мин (1700 галл./мин) обедненного пропиленкарбоната.
Одна модификация конфигурации этого способа показана в таблице, приведенной ниже, как «вариант 1», который идентичен «базовому» варианту, за исключением того, что вакуумный отпарной аппарат имеет четыре равновесные ступени плюс одну ступень ниже места подачи десорбирующего газа, обогащенного диоксидом углерода (т.е. пара после мгновенного испарения до атмосферного давления), причем часть нейтрального газа из абсорбера подают в вакуумный отпарной аппарат в нижней части регенератора (т.е. ниже места подачи пара после мгновенного испарения до атмосферного давления). Скорость потока газа, обогащенного диоксидом углерода, и нейтрального газа такая же, как в «базовом» варианте. Такая конфигурация давала снижение циркуляции растворителя примерно на 3%.
Другой модификацией «базового» варианта является конфигурация процесса, обозначенная в приведенной ниже таблице как «вариант 2», который идентичен «базовому» варианту, за исключением того, что в абсорбер добавляют одну дополнительную ступень, которая расположена ниже подачи охлажденного газообразного сырья, и оборотный газ подавали в нижнюю часть абсорбера. В такой конфигурации снижение циркуляции растворителя составляет примерно 2,7%.
Следующей модификацией «базового» варианта является конфигурация процесса, которая приведена в таблице в качестве «варианта З», которая является аналогичной варианту 1, за исключением того, что в абсорбер добавляют одну дополнительную ступень, которая расположена ниже подачи охлажденного газообразного сырья, и оборотный газ подавали в нижнюю часть абсорбера. В такой конфигурации снижение циркуляции растворителя составляет примерно 5,3%.
Еще одной модификацией «базового» варианта является конфигурация процесса, показанная в таблице, приведенной ниже, как «вариант 4», который является аналогичным варианту 3, за исключением того, что вакуумный отпарной аппарат имеет четыре равновесные ступени плюс две ступени ниже места подачи обогащенного диоксидом углерода десорбирующего газа (т.е. пара после мгновенного испарения до атмосферного давления), причем часть нейтрального газа из абсорбера подают в вакуумный отпарной аппарат в нижней части регенератора (например, ниже места подачи пара после мгновенного испарения до атмосферного давления). В такой конфигурации снижение циркуляции растворителя составляет примерно 7,1%. Общим для всех примеров 1-4, кроме снижения циркуляции растворителя, является умеренное улучшение извлечения компонентов С3 и C4 из газообразного сырья и дополнительное уменьшение содержания сероводорода в нейтральном газе. Дальнейшие подробности процесса приведены в таблице ниже.
Таким образом, были раскрыты конкретные выполнения и применения улучшенных конфигураций для использования растворителя и регенерации. Однако для специалистов должно быть очевидным, что возможны многие дополнительные модификации, кроме уже описанных, которые не выходят за границы замысла представленного здесь изобретения. Следовательно, предмет изобретения не должен ограничиваться ничем, кроме приложенных пунктов формулы изобретения. Более того, при интерпретировании как описания, так и пунктов формулы изобретения все термины следует понимать наиболее широким образом в соответствии с контекстом. В частности, термины «включает» и «включающий» следует понимать как относящиеся к элементам, компонентам или стадиям неисключающим образом, указывая на то, что цитируемые элементы, компоненты или стадии могут присутствовать, или использоваться, или сочетаться с другими элементами, компонентами или стадиями, не указанными особо.
Изобретение относится к методам удаления кислых газов из газообразного сырья с использованием растворителя и может быть использовано в химической, нефтегазоперерабатывающей и других отраслях промышленности. Исходное газообразное сырье 113 подают в абсорбер 110 установки 100 для получения нейтрального газа 114. Полученный обогащенный растворитель 116 приводят в контакт с оборотным газом 132D в нижней части абсорбера 110 с получением дополнительно обогащенного растворителя 116'. Дополнительно обогащенный растворитель 116' подвергают мгновенному испарению для получения обогащенного растворителя после мгновенного испарения 134D и оборотного газа 132D. Изобретение позволяет увеличить нагрузку на растворитель и обеспечить оптимальные условия десорбции. 3 н. и 17 з.п. ф-лы, 1 ил.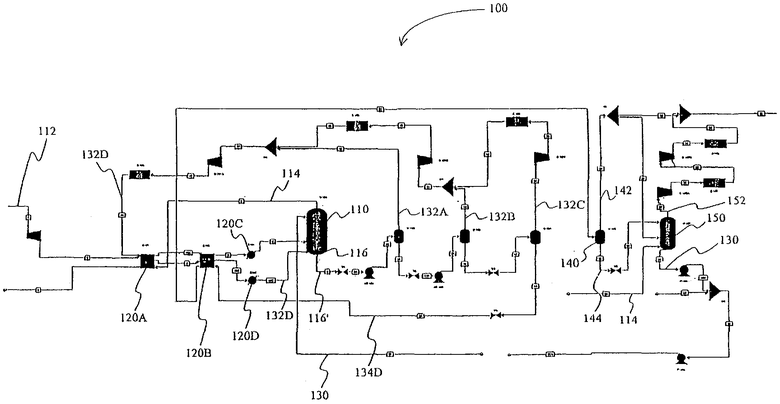
| US 4971607 А, 20.11.1990 | |||
| US 6203599 B1, 20.03.2001 | |||
| US 3594985 A, 27.07.1971 | |||
| СПОСОБ СЕЛЕКТИВНОГО ОТДЕЛЕНИЯ СЕРОВОДОРОДА И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2119375C1 |
| US 3590555 A, 06.07.1971 | |||
| ОЧИЩАЮЩЕЕ УСТРОЙСТВО ДЫМОВОЙ ТРУБЫ | 1996 |
|
RU2111414C1 |

