Изобретение относится к способу и устройству для нанесения клеевых и отверждающих компонентов многокомпонентной клеевой системы на поверхности деревянных деталей. Известны многочисленные способы нанесения клея на поверхности деревянных деталей.
DE 3834027 А1 относится к способу нанесения готового к использованию клея на поверхности деревянных деталей. Готовый к использованию клей, который уже содержит смешанный клеевой и отверждающий компоненты, держат при циркулировании через контейнер для хранения, литьевую головку с направляющим элементом, под которым расположено приспособление для подачи деревянных деталей, и через поддон. Его наносят на поверхность деревянных деталей в виде отлитой пленки.
Кроме того, известно раздельное нанесение клея и отверждающего агента. DE 2416032 C3 описывает способ склеивания деревянных деталей, при котором отверждаемый жидкий пластмассовый клей и жидкий отверждающий агент наносят раздельно один от другого на одну из подлежащих соединению поверхностей и упомянутые поверхности затем сжимают друг с другом. Клей и отверждающий агент наносят в форме относительно толстых параллельных полосок с помощью распределителя полосок и соединяют друг с другом путем сжимания поверхностей, подлежащих соединению друг с другом.
В решении, описанном в DE 2820907 С3, смоляной компонент и отверждающий агент (отвердитель) также применяют раздельно, по меньшей мере, на одной шовной поверхности в форме отдельных жгутов.
Кроме того, в известном уровне техники описывается раздельное нанесение жидкой двухкомпонентной клеевой системы на поверхности деревянных деталей, при котором один из двух компонентов наносят в виде отлитой пленки, а другой - в виде полосок (DE 3834026 А1).
WO 99/67028 относится к раздельному нанесению смоляного и отверждающего компонентов в форме жгутов путем напрыскивания или путем комбинирования двух методов нанесения.
Устройство для нанесения многокомпонентной клеевой системы описано, например, в WO 99/67027. Устройство содержит, по меньшей мере, два полых элемента, по меньшей мере, один элемент на компонент, который имеет ряд отверстий. Соответствующий компонент подают через отверстия в форме жгутов на подложку, которая находится под полым элементом. Отверстия могут быть ориентированы над плоскостью нанесения.
Хотя многочисленные способы и устройства для нанесения многокомпонентных клеевых систем на деревянные поверхности раскрыты в известном уровне техники и пригодны либо для раздельного нанесения компонентов, либо для нанесения клея в виде готовой к употреблению смеси, до настоящего времени отсутствовали способ и устройства, которые позволяют альтернативное применение обоих способов. В особенности из соображений гибкости и затрат существует необходимость в решении, которое обеспечивает возможность быстрого и несложного переоснащения производственной линии со смешанного на раздельное нанесение компонентов и наоборот. Для осуществления способа нанесения смешанного клеевого раствора или отдельных компонентов в каждом случае в известном уровне техники требуется устройство нанесения, приспособленное к условиям нанесения. Обычно на одной и той же производственной линии не могут использоваться два способа. В противном случае было бы необходимым постоянно изменять аппаратуру, эксплуатируемую в производственном процессе, что было бы возможным только со значительными затратами времени и усилий и соответствующими потерями производительности.
Поэтому задачей настоящего изобретения является создание способа и устройства, которые позволяют избежать недостатков технических решений известного уровня техники. Кроме того, задачей является комбинирование многих способов нанесения друг с другом в одном устройстве для нанесения благоприятным способом.
Согласно изобретению эта задача решается способом нанесения клеевого и отверждающего компонентов многокомпонентной клеевой системы на поверхности деревянных деталей с помощью устройства для нанесения, которое выполнено с возможностью альтернативного нанесения клеевого и отверждающего компонентов отдельно или в виде готовой к употреблению смеси. Тот факт, что можно без каких-либо проблем переходить от одного процесса к другому согласно требованиям производственной ситуации является благоприятным.
Многокомпонентная клеевая система содержит, по меньшей мере, два компонента, один клеевой и один отверждающий компонент и, в случае необходимости, дополнительные компоненты, например добавки к отверждающему агенту, которые действуют как ускорители.
При раздельном нанесении клеевого и отверждающего компонентов смешивание компонентов осуществляют в процессе нанесения на деревянные поверхности или в начале процесса, в котором деревянные детали, подлежащие склеиванию, сжимают друг с другом. Это позволяет избежать того, что устройства для нанесения будут засоряться остатками отвержденного клея и, следовательно, испытывать эксплуатационные неполадки, соответственно, позволяет избежать потребности частой очистки устройства.
В процессе нанесения компонентов, смешанных для непосредственного использования, клей содержит перед применением все компоненты, требуемые для его дальнейшего использования или отверждения, такие как растворитель, катализатор, отвердитель, добавки и вспомогательные средства, наполнители. В случае клея, готового для использования, время подсыхания должно удовлетворять определенным требованиям. С одной стороны, время подсыхания должно быть достаточно продолжительным, чтобы избежать чересчур быстрого подсыхания клея, наносимого на поверхности дерева, и чтобы облегчить обработку склеенных деревянных деталей в течение определенного требуемого периода времени. С другой стороны, желательна очень короткая продолжительность сжатия после того, как пресс закрывают. Следовательно, клей должен быстро отверждаться после того, как деревянные детали, на которые наносят клей, соединяют.
В способе согласно изобретению устройство для нанесения может альтернативно настраиваться для нанесения на поверхности деревянных деталей клеевого и отверждающего компонентов раздельно или смешанных непосредственно для непосредственного использования. Оба способа нанесения осуществляют на одном и том же устройстве для нанесения в зависимости от выбора. Выбор соответствующего способа нанесения зависит, например, от деревянных деталей, которые подлежат склеиванию, в частности от их размера и формы и от используемых клеевых и отверждающих компонентов, в частности от реакционноспособности соответствующей системы. Выбор соответствующего оптимального способа нанесения, а также используемых клеевых и отверждающих компонентов делает пользователь.
Устройством для нанесения предпочтительно является устройство для нанесения клеевых и отверждающих компонентов в виде жгутов или слоев на деревянные поверхности. В предпочтительной форме выполнения настоящего изобретения раздельные клеевые и отверждающие компоненты наносят на поверхности способом литья шнура или пленки или их комбинацией.
В способе литья шнура компоненты в форме параллельных шнуров или жгутов наносят на деревянную поверхность, на которую должен быть нанесен клей. Шнуры и жгуты из компонентов обычно наносят рядом друг с другом. Также возможно наносить жгуты отверждающего компонента, совпадающие с клеевыми жгутами, для того чтобы избежать нежелательного прямого контакта чистого отвердителя и деревянной поверхности. Частичное смешивание наносимых отдельно компонентов происходит вследствие соприкосновения и трения покрытых клеем деревянных пластин в процессе внесения детали в станину пресса. Собственное смешивание и последующее отверждение связующего происходят после приложения давления прессования.
В способе литья пленки получают литую пленку, которая полностью покрывает поверхность, на которую должен наноситься клей. Это обеспечивает получение деревянных деталей, которые имеют равномерный слой клеевого и отверждающего компонентов и могут быть использованы для производства склеенных деревянных элементов. Литая пленка отверждающих компонентов может наноситься на литую пленку клеевых компонентов или наоборот. Если отвердитель содержит компоненты, которые могут повреждать деревянную поверхность, предпочтительно сначала наносят литую пленку клеевых компонентов непосредственно на поверхность деревянных деталей, а затем литую пленку отверждающих компонентов. Возможно также покрывать наносимые пленки клеевого и отверждающего компонентов дополнительным клеевым покрытием, например, для того чтобы избежать риска повреждения дерева кислотами, содержащимися в отвердителе, а также непосредственного контакта кислого отвердителя с деревом.
При комбинировании способов литья шнура и пленки, например, сначала на подлежащие склеиванию деревянные детали наносят литую пленку клеевых компонентов, а затем жгуты из отверждающих компонентов или наоборот.
В предпочтительном варианте выполнения настоящего изобретения клеевой и отверждающий компоненты в готовой к употреблению смеси наносят на деревянные поверхности в виде клеевого раствора с помощью способов, использующих литьевые шнуры или пленки. Таким образом, на поверхность деревянной детали наносят либо жгуты, либо равномерные слои смеси клей/отверждающий компонент.
Способы согласно изобретению позволяют использовать различные типы жидких клеев. Возможная двухкомпонентная клеевая система, наносимая с помощью способа согласно изобретению, известна из DE 19603988 А1.
Наносимая многокомпонентная клеевая система предпочтительно содержит, по меньшей мере, один из следующих клеевых компонентов: мочевино-формальдегидная смола (UF), меламин-мочевино-формальдегидная смола (MUF), меламин-мочевино-фенол-формальдегидная смола (MUPF), фенол-резорцин-формальдегидная смола (PRF), резорцин-формальдегидная смола (RF), фенол-формальдегидная смола (PF), поливинилацетат (PVAc) или иной клеевой компонент, обычно используемый при обработке дерева.
Далее объектом настоящего изобретения является устройство для нанесения для осуществления способа согласно изобретению, которое содержит, по меньшей мере, два узла для нанесения, по меньшей мере, первый узел для нанесения, который может быть отключен от работы, служащий для нанесения отверждающих компонентов, и, по меньшей мере, второй узел для нанесения, служащий для нанесения либо клеевых компонентов, либо смешанных отверждающих и клеевых компонентов.
При раздельном нанесении клеевого и отверждающего компонентов, по меньшей мере, первый узел для нанесения служит для нанесения отверждающих агентов и, по меньшей мере, второй узел для нанесения служит для нанесения клеевых компонентов. В этом случае, по меньшей мере, первый узел для нанесения не отключен от работы. По меньшей мере, один узел для нанесения отверждающих компонентов отключен от работы, если должны наноситься клеевой и отверждающий компоненты в виде готовой к употреблению смеси (клеевой массы). Эту смесь затем наносят на деревянные поверхности с помощью, по крайней мере, одного узла для нанесения, который используют для нанесения либо чистых клеевых компонентов, либо смеси.
Установка для раздельного нанесения клеевого и отверждающего компонентов известного уровня техники может быть модифицирована в новое устройство для нанесения таким образом, чтобы узел для нанесения отверждающего агента мог быть отключен от работы. Это может быть осуществлено с помощью системы управления. Затем альтернативно работают со смешанной клеевой массой с помощью узла для нанесения клеевых компонентов. С помощью соответствующего управления производственной ситуацией (минимизацией предшествующих остаточных количеств клея в узле для нанесения клея устройства) можно избежать промежуточной очистки, которая при других обстоятельствах требуется, и, таким образом, сохранять преимущества минимизированных остаточных количеств клея в способе раздельного нанесения. С этой целью узел для нанесения устройства для нанесения клеевого компонента останавливают перед переключением на другой продукт (клеевые компоненты (сырая смола) или клеевой раствор (готовый к использованию клей)) и к по возможности минимальным количествам предыдущего продукта вводят новый продукт без промежуточной очистки. Перед тем как прекратить работу устройства на длительное время (например, на ночь), процесс склеивания предпочтительно завершают с клеевыми компонентами (сырая смола) в узле для нанесения клеевого компонента и упомянутые клеевые компоненты подвергают достаточному циркулированию путем перекачивания в течение времени, когда устройство не эксплуатируется, для того чтобы не было необходимости в очистке устройства. При использовании клеевого раствора (готового к использованию клея) перед тем, как установка будет остановлена на длительное время, она должна быть очищена, поскольку остатки отверждаются и могут впоследствии удаляться только механически. Кроме того, освобождение от таких остатков уменьшает расходы, поскольку нет необходимости в их устранении.
По сравнению с обычно применяемой переработкой смешанного клеевого раствора использование обоих способов в одной установке обуславливает преимущества в отношении экономии времени очистки, остаточного продукта и затрат. В зависимости от требований производственной ситуации один способ может быть без проблем переключен на другой. Клеевой раствор используют, если отдельные компоненты, имеющие более высокую реакционную способность, не позволяют проводить сушку изготавливаемых деревянных деталей в течение достаточно длительного времени. В настоящем изобретении никакой очистки не требуется после завершения производственного процесса со смешанным клеевым раствором, поскольку сырая смола предпочтительно в дальнейшем перерабатывается в том же самом узле для нанесения, и узел для нанесения, таким образом, "промывается" сырой смолой.
Настоящее изобретение, кроме того, касается применения способа изготовления деревянных деталей, которые содержат, по меньшей мере, две отдельные части, склеенные клеем, и состоят из дерева или материалов на основе дерева (например, древесностружечных плит, MDF, OSB и т.д.), например, для производства массивной клееной древесины. Массивная клееная древесина, изготовленная из склеенных деревянных тонких пластин, в целом известна. Массивную клееную древесину используют, например, в качестве материала для несущих нагрузку деталей в промышленных, жилых или общественных строениях. Она имеет очень высокую прочность и жесткость в сочетании с низким весом, высокой формоустойчивостью и точностью размеров и высококачественную поверхность. Она может изготавливаться любой желаемой длины, формы и профиля. В процессе производства тонкие деревянные пластины покрывают клеем, укладывают одну поверх другой и затем спрессовывают вместе. После отверждения клея массивная клееная древесина может обрабатываться таким же образом, как и массивное дерево.
Устройство для нанесения согласно изобретению предпочтительно используется, когда для изготовления стандартных деталей из массивной клееной древесины применяют способ раздельного нанесения, при этом, по меньшей мере, один узел для нанесения служит для нанесения отверждающих компонентов, и, по меньшей мере, другой узел для нанесения служит для раздельного нанесения клеевых компонентов. Благодаря короткому времени пребывания на воздухе процессы с раздельным нанесением компонентов в основном пригодны для изготовления стандартных деталей ограниченных размеров из массивной клееной древесины. Стандартные детали изготавливают в обычных количествах для ассортиментных и индивидуальных заказов.
Кроме того, устройство для нанесения согласно изобретению предпочтительно используется для изготовления (необязательно изогнутых) деталей из массивной клееной древесины способом смешанного нанесения, причем, по меньшей мере, один узел для нанесения, служащий для нанесения отверждающих компонентов, отключен от работы и, по меньшей мере, другой узел для нанесения служит для нанесения смешанных отверждающих и клеевых компонентов. Смешанный способ наиболее пригоден для связанных в определенном порядке деталей, возможно имеющих более сложную форму (строительные элементы). Ограничивающим фактором является время сушки, достигаемое при раздельном использовании компонентов, и, следовательно, количество линейных метров деревянных листов, которые необходимо покрыть клеем до достижения времени просушки, которое является самим поздним временем, после которого пресс должен быть закрыт. Со смешанными клеевыми отверждающими компонентами может быть достигнуто более продолжительное время сушки.
Примерами таких строительных деталей являются балки для двускатных крыш или рыбообразные фермы. При этом процесс сборки после нанесения клея требует времени, которое может превышать время сушки отдельно наносимой клеевой/отверждающей системы. При этом необходимо использовать более длительное время процесса смешивания. Крупные строительные конструкции могут достигать в размерах до нескольких 1000 метров длины деревянных листов, на которые должен быть нанесен клей.
Пример 1
Предлагаемое устройство эксплуатируется в режиме раздельного нанесения клеевых и отверждающих компонентов многокомпонентной клеевой системы (см. чертеж). При этом подается клеевой компонент из первого резервуара (3) на узел для нанесения (1), служащий для нанесения клеевых компонентов. Клеевой компонент через узел наносится на поверхность деревянной детали. В качестве многокомпонентной клеевой системы используют меламин-мочевино-формальдегидная смолу (MUF), например, типа Kauramin 683, вместе с соответствующим жидким отвердителем, например, типа Kauramin 688.
Отверждающий компонент многокомпонентной клеевой системы, находящийся во втором резервуаре (5), через узел для нанесения (7), служащий для нанесения отверждающих компонентов, наносится на поверхность деревянной детали.
Для постоянной подачи достаточного количества клеевого компонента в резервуар (3) и отверждающего компонента в резервуар (5) к указанному резервуару (3) может быть подключен бункер (9) для клея, а к резервуару (5) - бункер (11) для отвердителя.
Для переключения режима работы устройства на нанесение готовой к употреблению смеси выгружают резервуар (3) до минимального остаточного количества клея. Затем переключают первый трехходовой клапан (13), причем клей из бункера (9) подается в смеситель (15). В результате переключения второго трехходового клапана (17) отвердитель, находящийся в резервуаре (5), также подается в смеситель (15). Клеевой и отверждающий компоненты смешивают в смесителе (15) и полученную смесь подают в резервуар (3). Путем перекачивания осуществляют перемешивание полученной в смесителе смеси и остаточного количества клея, находящегося в резервуаре (3). Полученная таким образом смесь наносится через узел для нанесения (1) на поверхность деревянной детали.
Пример 2
Предлагаемое устройство эксплуатируется в режиме нанесения готовой к употреблению смеси многокомпонентной клеевой системы. При этом смесь из первого резервуара (3) наносится через узел для нанесения (1) на поверхность деревянной детали.
Для переключения работы устройства на режим раздельного нанесения клеевых и отверждающих компонентов многокомпонентной клеевой системы выгружают резервуар (3) до минимального остаточного количества смеси. Затем переключают первый трехходовой клапан (13), причем клей из бункера (9) подается в резервуар (3), а затем на узел для нанесения (1). Кроме того, переключается второй трехходовой клапан (17) таким образом, что отвердитель, находящийся в резервуаре (5), подается на узел для нанесения (7). Путем перекачивания осуществляют перемешивание клея, подаваемого из резервуара (3), и остаточного количества готовой к употреблению смеси, находящегося в резервуаре (3). Полученная таким образом в резервуаре (3) смесь с небольшим количеством остаточного количества отвердителя из готовой к употреблению смеси наносится через узел для нанесения (1) на поверхность деревянной детали. При этом вследствие постоянного добавления чистого клеевого компонента указанное небольшое количество отвердителя быстро уменьшается в работающем режиме.
Отверждающий компонент многокомпонентной клеевой системы, находящийся во втором резервуаре (5), перекачивается и через узел для нанесения (7), служащий для нанесения отверждающих компонентов, наносится на поверхность деревянной детали.
С целью предотвращения забивания смесителя (15) и трубопроводов от смесителя (15) до резервуара (3) осуществляется очистка данных элементов. Данная очистка может проводиться при работе предлагаемого устройства в режиме раздельного нанесения клеевых и отверждающих компонентов многокомпонентной клеевой системы.
В результате лабораторных и производственных опытов было обнаружено, что переключение режимов работы предлагаемого устройства проводится без проблем. В частности, было обнаружено, что остаточное количество отвердителя из готовой к употреблению смеси не имеет отрицательного влияния на обработку клеевого компонента, добавленного в резервуар (3).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| Водно-дисперсионная клеевая система | 2020 |
|
RU2764438C1 |
| СПОСОБ СКЛЕИВАНИЯ И КЛЕИЛЬНОЕ УСТРОЙСТВО | 2001 |
|
RU2268091C2 |
| АДГЕЗИВНАЯ СИСТЕМА | 2012 |
|
RU2605089C2 |
| НЕ СОДЕРЖАЩИЕ ФОРМАЛЬДЕГИДА КЛЕИ И ЛИГНОЦЕЛЛЮЛОЗНЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ЭТИХ КЛЕЕВ | 2005 |
|
RU2325419C1 |
| СПОСОБ СОЕДИНЕНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2272060C2 |
| АДГЕЗИВНАЯ СИСТЕМА | 2012 |
|
RU2605134C2 |
| АДГЕЗИВНАЯ СИСТЕМА С НИЗКИМ ВЫДЕЛЕНИЕМ ФОРМАЛЬДЕГИДА | 2009 |
|
RU2520443C2 |
| СПОСОБ СКЛЕИВАНИЯ МАТЕРИАЛОВ НА ОСНОВЕ ДРЕВЕСИНЫ | 2002 |
|
RU2270222C2 |
| СПОСОБ СОЕДИНЕНИЯ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2294950C2 |
Изобретение относится к способу и устройству для нанесения клеевых и отверждающих компонентов многокомпонентной клеевой системы на поверхности деревянных деталей. Задачей изобретения является достижение возможности избежать недостатков технических решений известного уровня техники. Поставленная задача решается за счет того, что способ заключается в возможности нанесения раздельно компонентов клеевой смеси или в виде готовой к употреблению клеевой смеси посредством устройства для нанесения, которое выполнено с возможностью осуществления указанных альтернативных режимов, причем упомянутое устройство содержит, по меньшей мере, два узла для нанесения, по меньшей мере, один узел для нанесения, который может быть отключен от работы, служащий для нанесения отверждающих компонентов, и, по меньшей мере, другой узел для нанесения, служащий для нанесения либо клеевых компонентов, либо смешанных отверждающих и клеевых компонентов, а наносимая многокомпонентная клеевая система содержит, по меньшей мере, один из следующих клеевых компонентов: мочевино-формальдегидная смола (UF), меламин-мочевино-формальдегидная смола (MUF), меламин-мочевино-фенол-формальдегидная смола (MUPF), фенол-резорцин-формальдегидная смола (PRF), резорцин-формальдегидная смола (RF), фенол-формальдегидная смола (PF), поливинилацетат (PVAc). 6 н. и 2 з.п. ф-лы, 1 ил.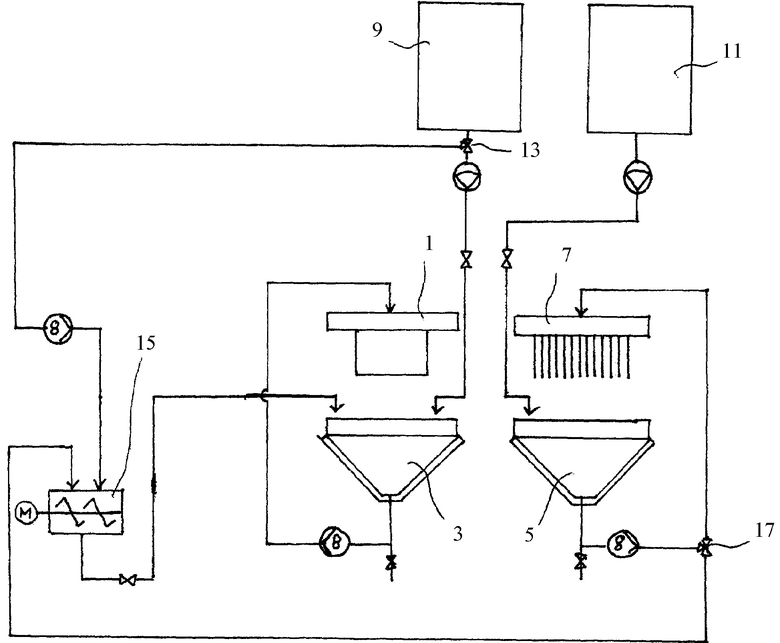
| РОТОРНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2009 |
|
RU2416032C2 |
| DE 3834027 A1, 12.04.1990 | |||
| Автоматическая установка для нанесения клея | 1974 |
|
SU512061A1 |
| DE 3712347, 20.10.1988. | |||

