Изобретение относится к области металлообработки, в частности к холодной обработке металлов.
Известен способ ремонта протяженного трубопровода с локальными дефектами [Патент RU №2094691], заключающийся во вскрытии трубопровода и очистке его от изоляции. Недостатками указанного способа является энергозатратность при очистке от изоляции ввиду использования реостатов, электрического кабеля и расхода воды.
Известен способ разделения заготовок круглого сечения [Патент RU №2010688] на отрезки для последующей обработки за счет одновременного воздействия трех силовых участков. Недостатками известного способа является разделение заготовок на отрезки, без учета отделения дефектных участков.
Известен способ разделения труб на кольцевые заготовки [Патент RU №2056227], заключающийся в обработке металлов давлением при разделении труб на кольца под последующую раскатку путем создания при разделении заготовки сложного напряженного состояния за счет одновременного воздействия трех силовых участков. Недостатком способа является его трудоемкость, заключающаяся в необходимости использования роликов и выдерживания их перемещения в определенном соотношении.
Известен способ изготовления изделия [Патент RU №2195382], включающий изготовление заготовки в виде пластины, для осуществления которого заготовки обжимают вальцами. Недостатком способа является необходимость размещения пластин при раскатывании в продольном направлении параллельно осям вращения вальцов.
Известен способ получения листового проката [Патент RU №2093288] из бывших в употреблении стальных труб, заключающийся в том, что трубы очищают от изоляции механическим способом, разрезают на трубные заготовки, затем заготовку сплющивают и после этого для получения листового проката производят обрезку округлений и торцов. Недостатком данного способа является необходимость предварительного нагрева трубы для последующего удаления изоляции и снятия напряжения в металле, причем, в зависимости от свойств трубной стали, нагрев необходимо производить при температуре, строго индивидуальной для каждого вида стали, и определяемой путем отдельных исследований, что достаточно трудоемко. Сам же процесс нагрева требует использования печей для нагрева и выжига изоляциии. Следовательно, способ весьма затратен, т.к. требует большого расхода электрической энергии, газа и трудоемких предварительных исследований по определению оптимальных температур нагрева.
Наиболее близким к предлагаемому изобретению (прототипом), является способ получения стальной толстолистовой заготовки из труб газо- и водопроводов, демонтированных при реновации [Патент RU №2237534], включающий их механическую очистку от изоляции, резку на части, разгибание, обрубку по периметру. После разрезания часть трубы расшивают по шву и разрезают на корыта. Затем корыта разгибают, причем по-первому варианту разгибают при помощью вальцов, а по-второму - при помощи пресса, потом выдерживают во времени 6-24 ч, после чего полученную заготовку правят и обрубают по периметру. Недостатком данного способа является необходимость в затратах времени на снятие остаточного напряжения в стальных заготовках.
Технической задачей изобретения является получение более широкого стального листа из трубопроводов, демонтированных в процессе реновации, а также упрощение, удешевление, и ускорение процесса получения стальных толстолистовых заготовок из трубопроводов, при помощи холодной обработки металлов, соответствующих ГОСТу 26877-91, установленному для заводского проката черных металлов.
Техническим результатом осуществления способа является двойное увеличение площади получаемого стального листа, экономия электроэнергии, отсутствие расхода или незначительный расход газа, а также устранение затрат времени для снятия остаточного напряжения в стальных листах.
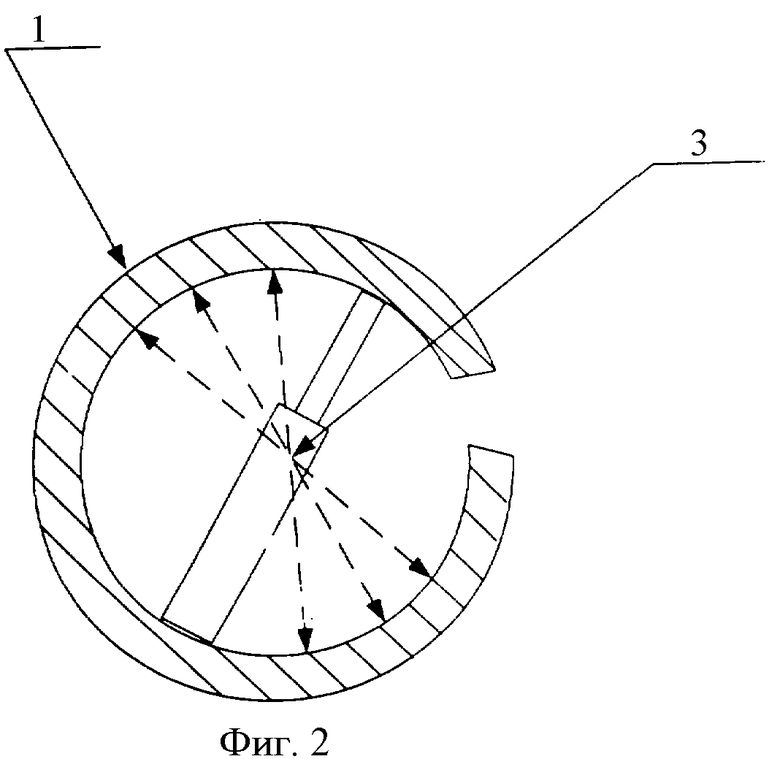
Поставленная задача решается с помощью способа получения стальной толстолистовой заготовки из трубопроводов, демонтированных при реновации, включающего механическую очистку труб от изоляции, резку их на части, расшивку каждой части труб продольно и только по одному шву. Затем полученные стальные заготовки разжимают механически, применяя разжимающее усилие рычажных ножниц и/или гидроцилиндра и осуществляют разгибку стальных заготовок при помощи пресса и/или вальцев с получением листов. После этого осуществляют снятие остаточных напряжений в металле путем обратного изгиба листов, затем осуществляют обрубку стальных листов по периметру, потом стальные листы пакетируют стягиванием упаковочной лентой. Для пояснения использования рычажных ножниц и/или гидроцилиндра при осуществлении способа на фиг.1 схематически изображен способ применения рычажных ножниц, а на фиг.2 схематически изображен способ применения гидроцилиндра.
Рассмотрим пример реализации способа.
Демонтированный отрезок старогодней трубы 1 механически очищают от оставшейся изоляции, помещают на роликовую или шариковую эстакаду (на чертеже не показано), визуально определяют дефектные участки, исключая их в ходе разрезания трубы 1 на части. После этого трубу 1 расшивают продольно газорезом или плазморезом только по одному шву. Полученные заготовки разжимают механически, применяя разжимающее усилие рычажных ножниц 2 (фиг.1) и/или гидроцилиндра 3 (фиг.2), затем с помощью пресса и/или вальцев разгибают. После чего с помощью вальцев осуществляется обратный изгиб листов для снятия остаточного напряжения. После этого плоскость стальных листов обрубают гильотиной по периметру и получают стальную толстолистовую заготовку, соответствующую ГОСТу 26877-91. Потом стальные листы пакетируют стягиванием упаковочной лентой.
Таким образом, вышеописанный способ позволяет упростить, удешевить и ускорить получение товарной стальной толстолистовой заготовки из старогодних трубпроводов. Использование способа снижает расход электроэнергии и либо совсем не требует использования газа при резке труб плазморезом, либо, если резка выполняется с помощью газореза требует небольшого его расхода, а также позволяет снимать напряжение в металле без затрат времени и, самое главное, предложенный способ обеспечивает двойное увеличение площади получаемого стального листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ ИЗ ТРУБ ГАЗО- И ВОДОПРОВОДОВ, ДЕМОНТИРОВАННЫХ ПРИ РЕНОВАЦИИ | 2004 |
|
RU2281175C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ ИЗ ТРУБ ГАЗО- И ВОДОПРОВОДОВ, ДЕМОНТИРОВАННЫХ ПРИ РЕНОВАЦИИ (ВАРИАНТЫ) | 2002 |
|
RU2237534C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ СПЛАВА НА МЕДНОЙ ОСНОВЕ | 2011 |
|
RU2471583C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕССОРНЫХ ЛИСТОВ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1999 |
|
RU2167735C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 1996 |
|
RU2093288C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393239C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2010 |
|
RU2445379C1 |
Изобретение относится к области обработки металлов давлением. Осуществляют механическую очистку труб от изоляции, резку их на части, расшивку каждой части труб по шву, разгибку полученных заготовок при помощи пресса и/или вальцев с получением стальных листов, обрубку стальных листов по периметру. При этом расшивку каждой части труб осуществляют продольно только по одному шву. Затем полученные заготовки разжимают механически и осуществляют разгибку. Снятие остаточных напряжений в металле осуществляют путем обратного изгиба листов. Готовые стальные листы пакетируют стягиванием упаковочной лентой. Обеспечивают упрощение и удешевление процесса. 2 ил.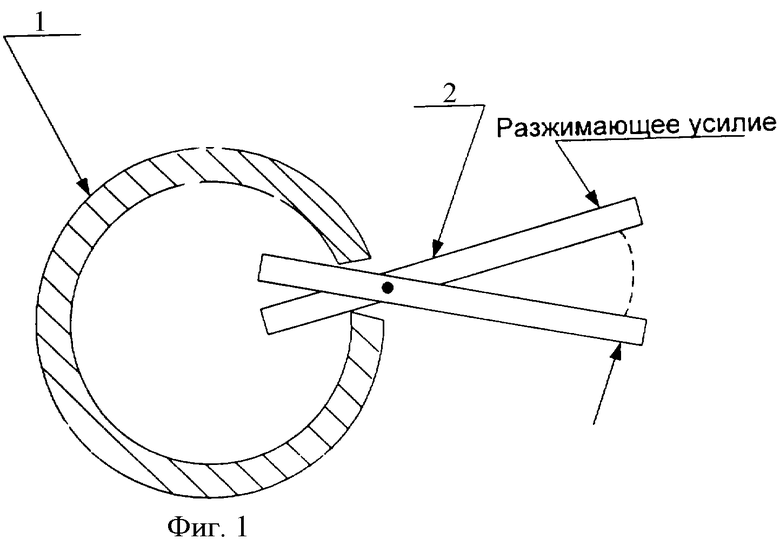
Способ получения стальной толстолистовой заготовки из изготовленных из сварных труб трубопроводов, демонтированных при реновации, включающий механическую очистку труб от изоляции, резку их на части, расшивку каждой части труб по шву, разгибку полученных заготовок при помощи пресса и/или вальцев с получением стальных листов, снятие остаточных напряжений металла, обрубку стальных листов по периметру, отличающийся тем, что расшивку каждой части труб осуществляют продольно только по одному шву, после чего полученные заготовки разжимают механически и осуществляют разгибку, снятие остаточных напряжений в металле осуществляют путем обратного изгиба листов, потом стальные листы пакетируют стягиванием упаковочной лентой.
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ ИЗ ТРУБ ГАЗО- И ВОДОПРОВОДОВ, ДЕМОНТИРОВАННЫХ ПРИ РЕНОВАЦИИ (ВАРИАНТЫ) | 2002 |
|
RU2237534C2 |
| Способ получения плоских изделий из полой цилиндрической заготовки | 1989 |
|
SU1696035A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 1996 |
|
RU2093288C1 |
| US 2005014015 A1, 20.01.2005. | |||

