Изобретение относится к обработке металлов давлением и может быть использовано при приготовлении из толстолистовых заготовок рессорных листов переменного профиля для малолистовых рессор.
Известен способ изготовления рессорных листов, включающий нагрев заготовки под прокатку и прокатку заготовки неприводными валками на подвижной оправке (патент РФ N 2039624, кл. B 21 H 8/00).
Недостатком способа является усложнение технологического цикла за счет необходимости разгибки и правки заготовки после прокатки и невозможности получения центрального отверстия перед прокаткой ввиду деформации зоны центрального отверстия.
Известен способ изготовления рессорных листов с центральным отверстием, включающий получение в заготовке центрального отверстия, нагрев заготовки под прокатку и прокатку неприводными валками (патент РФ N 2115503, кл. B 21 H 8/00, B 21 B 1/38).
Недостатком способа является повышенная энергоемкость и сложность технологического цикла изготовления рессорных листов.
Задача изобретения - снижение энергозатрат за счет повышения КПД нагрева и упрощение технологического цикла изготовления рессорных листов. Задача решается тем, что в способе изготовления рессорных листов с центральным отверстием, включающем получение в заготовке центрального отверстия, индукционный нагрев заготовки под прокатку и ее прокатку неприводными валками, нагрев ведут в две стадии, центральное отверстие получают после первой стадии нагрева, которую ведут с нагревом зоны центрального отверстия за счет теплопередачи от зон заготовки, подлежащих прокатке, а после прокатки заготовку базируют по центральному отверстию и производят обработку концов.
Задача решается также тем, что интенсивность теплопередачи обеспечивают снижением индукторов, а обработку концов производят с использованием остаточного после прокатки тепла.
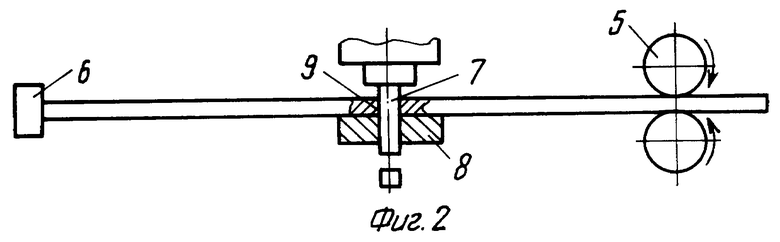
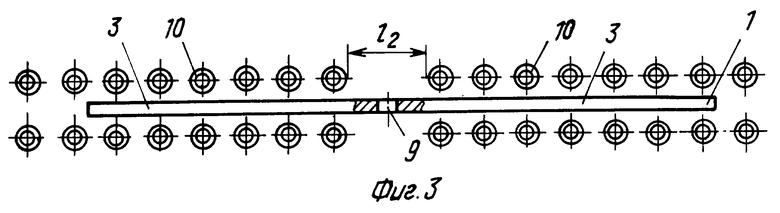
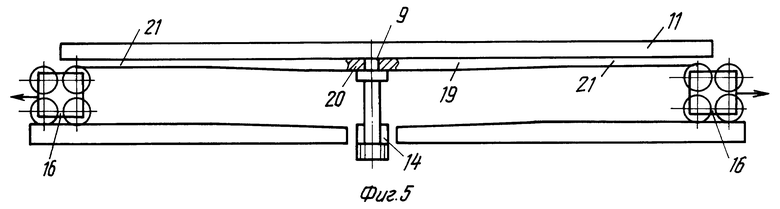
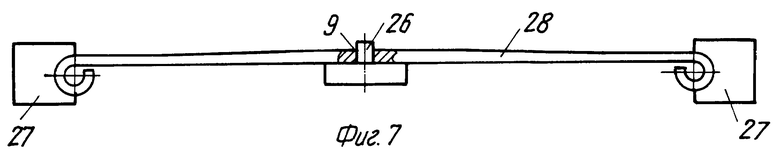
На фиг. 1 показана первая стадия нагрева заготовки под прокатку, на фиг. 2 - получение центрального отверстия, на фиг. 3 - вторая стадия нагрева заготовки под прокатку, на фиг. 4 - базирование заготовки перед прокаткой, на фиг. 5 - прокатка заготовки, на фиг. 6 - базирование заготовки и обработка концов обрубкой и на фиг. 7 - базирование заготовки и обработка концов завивкой.
Исходную мерную толстолистовую заготовку 1 с постоянным по длине, например, прямоугольным сечением греют индукционно под прокатку. При этом нагрев ведут в две стадии. На первой стадии (фиг. 1) заготовку размещают в индукторах 2, например, соленоидного типа. При этом в индукторах 2 размещают подлежащие прокатке зоны 3 заготовки 1. При этом также за счет теплопередачи от зон заготовки, подлежащих прокатке, осуществляется нагрев зоны 4 центрального отверстия. Интенсивность теплопередачи обеспечивается сближением катушек индукторов 2 на расстояние l1. Далее нагретую после первой стадии нагрева под прокатку заготовку 1 извлекают из индукторов 2 с помощью, например, подающих роликов 5, досылают до базового упора 6 и посредством прошивного пуансона 7 и прошивной матрицы 8 получают центральное отверстие 9 (фиг. 2). Нагрев зоны 4 центрального отверстия обеспечивает прошивку толстолистовой заготовки. Далее заготовку 1 размещают в индукторах 10 (фиг. 3) и осуществляют вторую стадию нагрева, доводя температуру подлежащих прокатке зон 3 до температуры прокатки. При этом расстояние l2 > l1, так как не требуется прогрев зоны центрального отверстия и l2 определяется только требованиями к нагреву зон 3, подлежащих прокатке.
Далее заготовку 1 помещают в устройство 11 для прокатки (фиг. 4), где осуществляют ее продольное базирование ограничителями 12, а также фиксацию относительно опорного элемента 13 посредством прижима 14. При этом заготовка 1 размещается между опорным элементом 13 и неприводными формующими роликами 15 кареток 16, содержащих также транспортные ролики 17, направляющими для которых служат копирные линейки 18. Далее осуществляют прокатку заготовки 1 (фиг. 4, 5) неприводными формующими роликами 15 за счет силового перемещения кареток 16 по копирным линейкам 18 с получением заготовки 19 переменного профиля. При этом прижим 14 обеспечивает сохранение центрального положения отверстия 9 относительно недеформированной 20 и деформированной 21 зон заготовки 19.
После прокатки заготовку 19 с остаточным после прокатки теплом базируют с помощью центрального отверстия 9 на базирующем стержне 22 (фиг. 6) и производят обработку концов заготовки 19, например обрубку, с помощью обрубных пуансонов 23 и матриц 24. Полученную после обрубки заготовку 25 базируют с помощью центрального отверстия 9 на базирующем стержне 26 (фиг. 7) и производят дальнейшую обработку концов, например завивку ушков завивочным пуансоном 27. Полученный рессорный лист 28 с остаточным после прокатки и обработки концов теплом переносят в печь для подогрева до закалочной температуры.
Пример осуществления способа
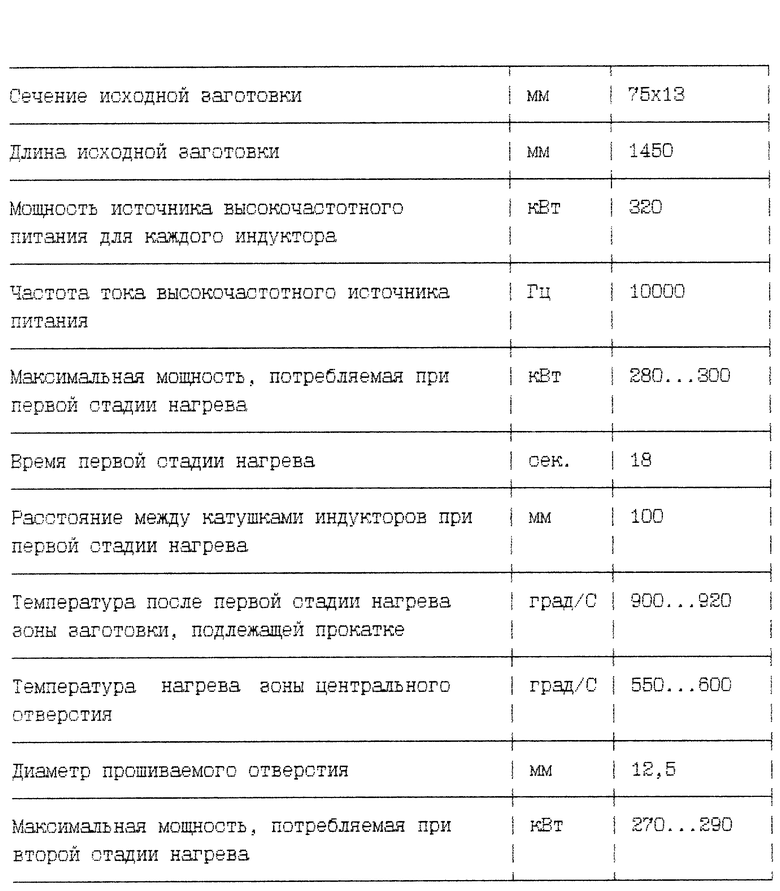
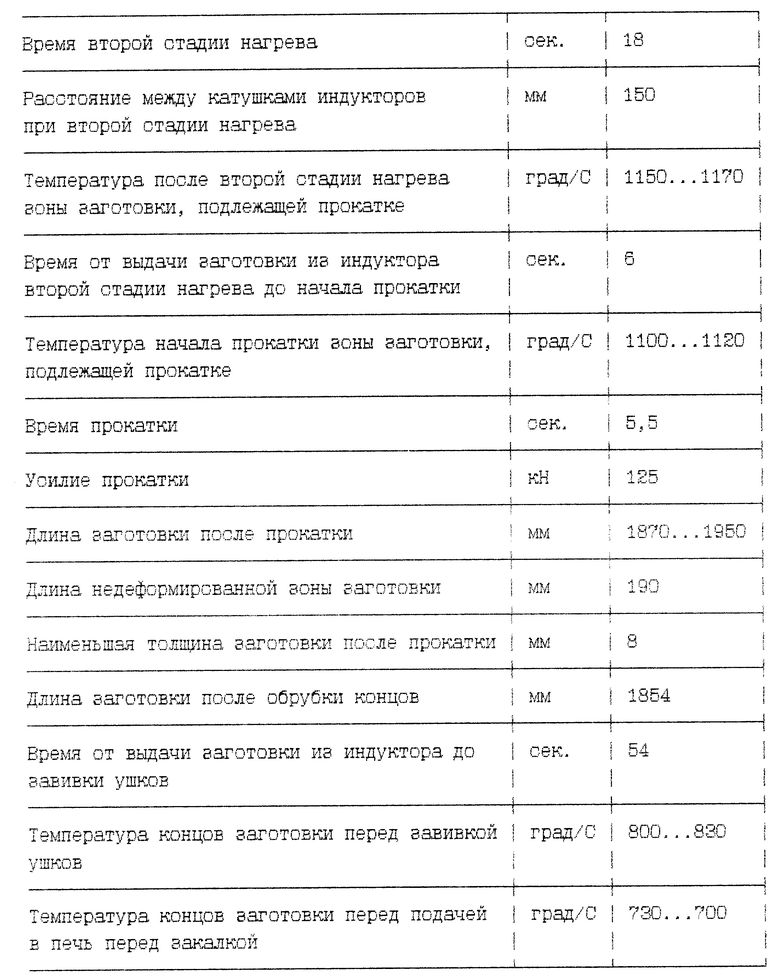
Изготавливался первый лист передней рессоры грузового автомобиля. Основные параметры процесса изготовления приводятся в таблице.
Преимущества способа следующие: нагрев заготовки в две стадии снижает энергозатраты за счет повышения КПД нагрева, так как дает возможность осуществления индивидуальных параметров индукционного нагрева на различных температурных интервалах (до 900 - 920oC и после 900 - 920oC).
Нагрев зоны центрального отверстия за счет теплопередачи от зон заготовки, подлежащих прокатке, упрощает технологический цикл за счет исключения отдельной операции подогрева зоны центрального отверстия под прошивку. При этом также сокращаются энергозатраты за счет повышения КПД нагрева, так как при отдельной операции подогрева зоны центрального отверстия часть тепла отсасывается соседними участками заготовки.
Получение центрального отверстия после первой стадии нагрева упрощает технологический цикл за счет совмещения манипуляций, связанных с прошивкой центрального отверстия и транспортировкой заготовки между первой и второй стадиями нагрева. При этом также обеспечивается возможность прокатки заготовки непосредственно после нагрева до температуры прокатки, что способствует сохранению тепла в заготовке и его использованию для дальнейших после прокатки операций.
Базирование заготовки по центральному отверстию при обработке концов исключает влияние неравномерного удлинения концов заготовки при прокатке на сохранение центрального положения отверстия в окончательно полученном рессорном листе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОНЦОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ИХ ПОДАЧИ К ТЕХНОЛОГИЧЕСКИМ ПОЗИЦИЯМ | 1999 |
|
RU2150517C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕССОРНЫХ ЛИСТОВ | 2007 |
|
RU2346782C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288802C1 |
| СПОСОБ ЗАКАЛКИ КОЛЕНЧАТЫХ ВАЛОВ | 1995 |
|
RU2071505C1 |
| СПОСОБ ИНДУКЦИОННОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С ГАЛТЕЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2071504C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| РЕССОРНЫЙ ЛИСТ ВЫСОКОЙ ПРОЧНОСТИ И ДОЛГОВЕЧНОСТИ | 1999 |
|
RU2158314C1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1996 |
|
RU2110586C1 |


Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении из толстолистовых заготовок рессорных листов переменного профиля для малолистовых рессор. Способ включает индукционный нагрев заготовок под прокатку и собственно прокатку с помощью неприводных валков, причем нагрев ведут в две стадии. Центральное отверстие получают после первой стадии нагрева, которую ведут с нагревом зоны центрального отверстия за счет теплопередачи от зон заготовки, подлежащих прокатке. Интенсивность теплопередачи обеспечивают сближением индукторов. При второй стадии нагрева доводят температуру подлежащих прокатке зон заготовки до температуры прокатки. После прокатки заготовку с остаточным после прокатки теплом базируют с помощью центрального отверстия на базирующем стержне и производят обработку ее концов. Сокращаются энергозатраты и упрощается технологический цикл. 2 з.п. ф-лы, 7 ил., 1 табл.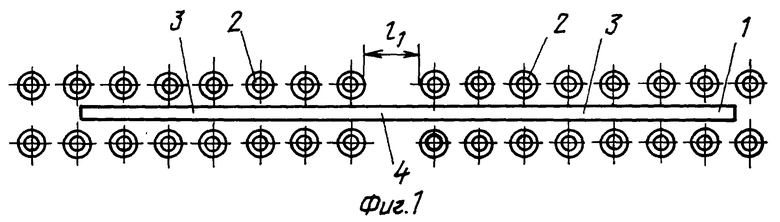
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК МАЛОЛИСТОВЫХ РЕССОР | 1991 |
|
RU2039624C1 |
| Способ прокатки изделий переменного профиля и устройство для его осуществления | 1986 |
|
SU1761362A1 |
| US 3793868 А, 14.06.1994 | |||
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕЙ КРОМКИ НА ПЛОСКИХ ИЗДЕЛИЯХ | 1989 |
|
RU2050222C1 |
| БРЮХАНОВ А.Н | |||
| Ковка и объемная штамповка | |||
| - М.: Машгиз, 1960, с.325. | |||
