Настоящее изобретение относится к расширяющейся монтажной втулке, которая может быть забита или установлена в отверстии в стене и может быть расширена для прочной установки ее в отверстии, когда сопрягающийся готовый болт будет ввинчен в нее.
Серийно выпускаемые и имеющиеся на рынке в настоящее время узлы с распорными болтами и соответствующие установочные гайки изготавливают различными способами, такими как литьевое прессование пластиков, литье цинковых, свинцовых или алюминиевых сплавов, токарная обработка прутков для образования болтов и холодная штамповка труб для образования расширяющихся втулок, холодная объемная штамповка прутков для образования болтов и листовая штамповка металлического листа для образования расширяющихся втулок.
Все эти традиционные узлы с распорными болтами и установочные гайки требуют сложного технологического оборудования и множества деталей, а также сравнительно большого количества материала для изготовления их. Кроме того, обычные узлы с распорными болтами или установочные гайки не обеспечивают надлежащего крепления, поскольку их расширяющиеся втулки не расширяются желательным образом, что заставляет болты или установочные гайки оставаться в ненагруженном состоянии, поскольку они оказываются не затянутыми относительно расширяющихся втулок.
Фиг.1 показывает первый обычный расширяющийся узел с установочным винтом, образованный из пластика. Пластиковый расширяющийся узел с установочным винтом обладает такими преимуществами, как низкая стоимость материалов и коррозионная стойкость, но требует больших затрат на пресс-формы, и производительность при его изготовлении является низкой. Пластиковый расширяющийся узел с установочным винтом также имеет низкую жесткость, малое контактное трение относительно стены и соответственно малое сопротивление растяжению и несущую способность. Следовательно, расширяющаяся втулка пластикового расширяющегося узла с установочным винтом имеет тенденцию легко вырываться из стены.
Обычные расширяющиеся установочные гайки, отлитые из сплавов, требуют более продолжительного времени изготовления и предусматривают использование множества инструментов и технологических операций, включая нарезание резьбы метчиком, сборку и т.д. К основным недостаткам расширяющихся установочных гаек из литых сплавов относятся ограниченный диапазон пригодных материалов и более низкая механическая прочность по сравнению с изделиями, изготовленными из холоднокатаного металлического полосового материала.
Фиг.2 показывает обычную полученную токарной обработкой расширяющуюся втулку или установочную гайку для узла с распорным болтом, которая требует более продолжительного времени для изготовления корпуса и образования канавок на корпусе при дополнительной технологической обработке. Много материала уходит в отходы при токарной обработке. Полученная токарной обработкой расширяющаяся втулка должна использоваться с болтом с конической головкой для обеспечения расширения втулки. Другой недостаток заключается в том, что получаемую токарной обработкой расширяющуюся втулку часто изготавливают из быстрорежущей стали, имеющей слишком большое сопротивление, не обеспечивающее успешное расширение втулки, что приводит к ненагруженному состоянию болта или гайки относительно расширяющейся втулки, в результате чего не обеспечивается эффективное крепление. Следовательно, данный тип узла с распорным болтом не пригоден для использования при сборке изделий, осуществлении строительных работ или сборке изделий "сделай сам", т.е. товаров, представляющих собой набор деталей, из которых потребитель сам должен собрать готовый продукт или установить его в своем доме, руководствуясь прилагаемой инструкцией.
Обычный узел с распорным болтом, включающий в себя металлический болт, полученный холодной объемной штамповкой и полученную токарной обработкой металлическую втулку, в настоящее время наиболее широко используют при строительстве гражданских сооружений, реставрации, навешивании, монтаже и установке оборудования и т.д. Болт выполнен с конической головкой, и втулка обработана для образования прорезей в ней. Расширяющийся узел с болтом данного типа также включает в себя плоскую шайбу, расширяющуюся шайбу и гайку и может быть установлен двумя способами. При первом способе сначала гайку перемещают к заднему концу болта, затем забивают расширяющийся узел с болтом в отверстие, предварительно просверленное на поверхности стены, и затем затягивают гайку, так что болт с конической головкой обеспечивает расширение принудительно подаваемой вперед втулки с прорезями. Втулка данного типа, предусмотренная в расширяющемся узле с болтом, часто не расширяется вследствие высокого сопротивления, что приводит к "холостому ходу" (ненагруженному состоянию) при затягивании гайки относительно болта. При втором способе гайку сначала перемещают к заднему концу болта, затем забивают расширяющийся узел с болтом в отверстие, предварительно просверленное на поверхности стены, и затем снимают гайку и расширяющуюся шайбу с болта. После этого используют втулку с размерами, превышающими размеры болта, для принудительного перемещения металлической втулки с прорезями вперед, так что коническая головка болта заставляет металлическую втулку с прорезями расширяться и обеспечивать заданное прочное крепление расширяющегося узла с болтом к стене. Однако поскольку предварительно просверленное отверстие часто имеет неправильную глубину или смещено или в нижней его части материал слишком мягкий, металлическая втулка стремится переместиться слишком далеко вперед или болт имеет тенденцию оставаться в ненагруженном состоянии. Кроме того, узел с распорным болтом данного типа включает в себя множество взаимосвязанных частей и требует хорошей квалификации для обращения с ним так, чтобы избежать сбоев при его установке.
Фиг.3 показывает дополнительный обычный расширяющийся узел с болтом, который представляет собой усовершенствованный вариант расширяющегося узла с болтом описанного выше типа и включает в себя главным образом болт, полученный холодной объемной штамповкой, и расширяющуюся втулку, полученную листовой штамповкой. Получение расширяющейся втулки штамповкой может предпочтительным образом обеспечить уменьшение производственной себестоимости и снижение сопротивления расширению для увеличения контактного трения втулки относительно стены. Штампованную расширяющуюся втулку расширяют посредством вдавливания или ввинчивания болта с конической головкой во втулку. Данный усовершенствованный тип расширяющегося узла с болтом по-прежнему имеет недостатки, заключающиеся в том, что он включает в себя слишком много деталей и требует более продолжительного времени для сборки деталей вместе.
Таким образом, автор изобретения сделал попытку преодолеть недостатки, присущие обычным узлам с распорными болтами, посредством создания независимой расширяющейся монтажной втулки, образованной штамповкой с использованием штампов последовательного действия посредством простых технологических операций и при меньшем их количестве, так что расширяющаяся монтажная втулка имеет преимущества, заключающиеся в том, что для ее изготовления требуется меньше материала, она имеет отверстие с внутренней резьбой для обеспечения прочного ввинчивания сопрягаемого готового болта в нее для расширения втулки без риска "холостого хода" (ненагруженного состояния), имеет множество выступающих наружу зацепляющихся зубцов разных размеров и форм для гарантирования прочного и фрикционного контакта расширенной втулки со стеной без риска ослабления расшатывания втулки или вырывания ее и обеспечивает значительное уменьшение количества оборудования и оснастки и затрат для ее изготовления.
Целью настоящего изобретения является создание расширяющейся монтажной втулки, которая может быть быстро изготовлена посредством использования разнообразных материалов при уменьшенном количестве материала с помощью простых технологических операций и может быть удобным образом использована вместе с готовым болтом, имеющим соответствующие длину, диаметр и витки винтовой резьбы, так что устройство и инструменты, необходимые для изготовления расширяющейся монтажной втулки, могут быть значительно упрощены, с которой легко может обращаться человек с обычными навыками для успешного завершения работ по креплению за сокращенный период времени и которая может быть эффективно забита в стену или установлена в стене без риска расшатывания.
Указанная цель достигается способом образования расширяющейся монтажной втулки штамповкой с использованием штампов последовательного действия, включающим подготовку материала с размерами, необходимыми для образования расширяющейся монтажной втулки, образование, по меньшей мере, двух сужающихся зон на материале и определение зон для образования резьбы на материале, штамповку материала для образования по меньшей мере одной прорези в зонах для образования резьбы, штамповку материала для образования, по меньшей мере, одной зазубрины и зацепляющегося зубца в каждой сужающейся зоне, штамповку материала для образования витков винтовой резьбы заданного размера в зонах для образования резьбы, штамповку материала для образования в сужающихся зонах изгиба, составляющего, по меньшей мере, один градус, штамповку зон для образования резьбы с образованием профиля U-образного сечением, дополнительное загибание зон для образования резьбы с образованием поперечного сечения, по форме приближающегося к кругу, обрезку излишней временной соединительной ленты из материала для завершения изготовления одной расширяющейся монтажной втулки.
Способ может включать образование указанных прорезей в зонах для образования резьбы параллельно оси материала.
Согласно изобретению создана расширяющаяся монтажная втулка, содержащая цилиндрический корпус, образующий отверстие с внутренней резьбой, сужающийся совместно с отверстием от его заднего конца по направлению к переднему концу и содержащий, по меньшей мере, один зацепляющийся зубец, выступающий от наружной поверхности суженной части цилиндрического корпуса, и стопорные зубчатые зоны, образованные в заранее заданных местах на наружной поверхности корпуса.
Цилиндрический корпус может иметь вблизи заднего конца фиксирующую конструкцию, состоящую из выступающей вперед части в виде ушка и противоположной части в виде выемки, предназначенной для приема части в виде ушка и сцепления с ней для удерживания заднего конца цилиндрического корпуса в виде цилиндра.
Далее настоящее изобретение описано более подробно со ссылкой на сопровождающие чертежи, на которых изображено следующее:
фиг.1 представляет собой вид в перспективе обычного расширяющегося узла с установочным винтом;
фиг.2 представляет собой вид в перспективе втулки другого обычного узла с распорным болтом;
фиг.3 представляет собой вид в перспективе еще одного обычного узла с распорным болтом;
фиг.4 представляет собой вид в перспективе расширяющейся монтажной втулки в соответствии с предпочтительными вариантом осуществления настоящего изобретения;
фиг.5 представляет собой вид в перспективе расширяющейся монтажной втулки по фиг.4 с болтом, ввинченным в нее;
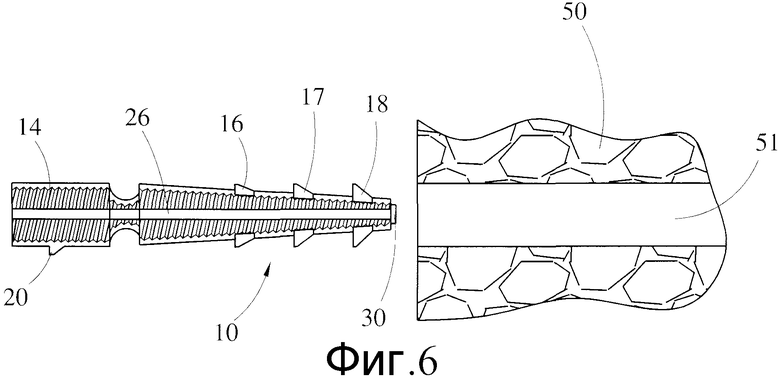
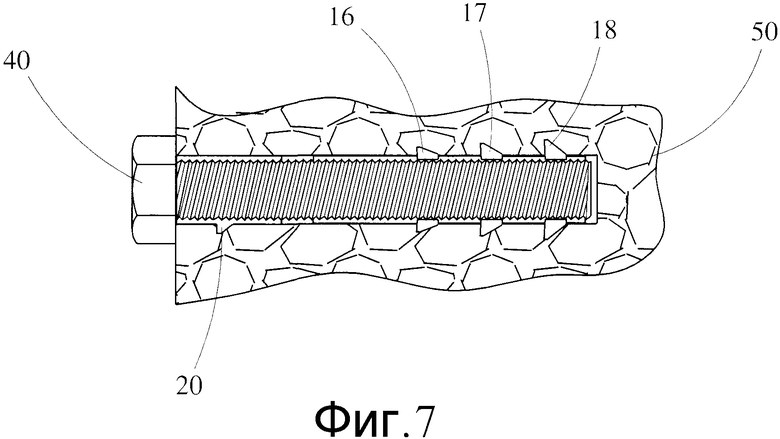
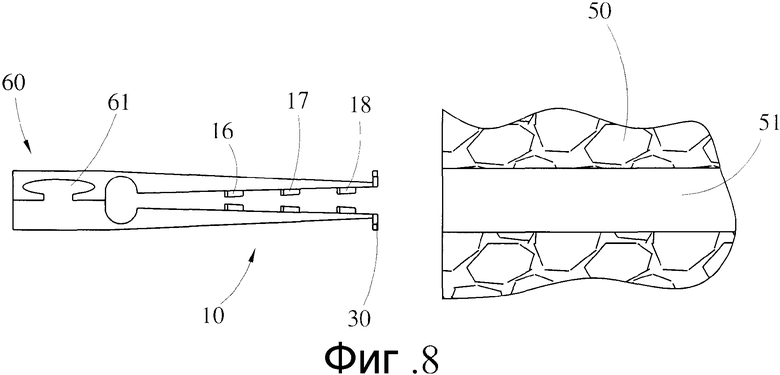
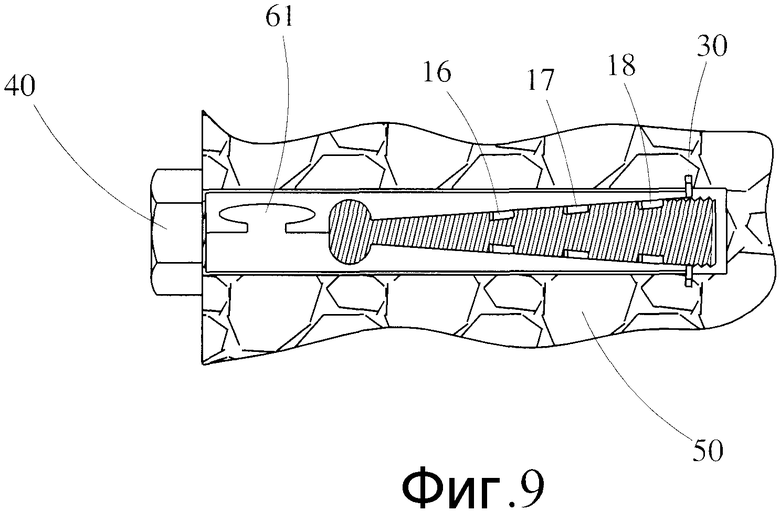
фиг.6-9 показывают способ ввинчивания болта в поверхность стены через расширяющуюся монтажную втулку по настоящему изобретению;
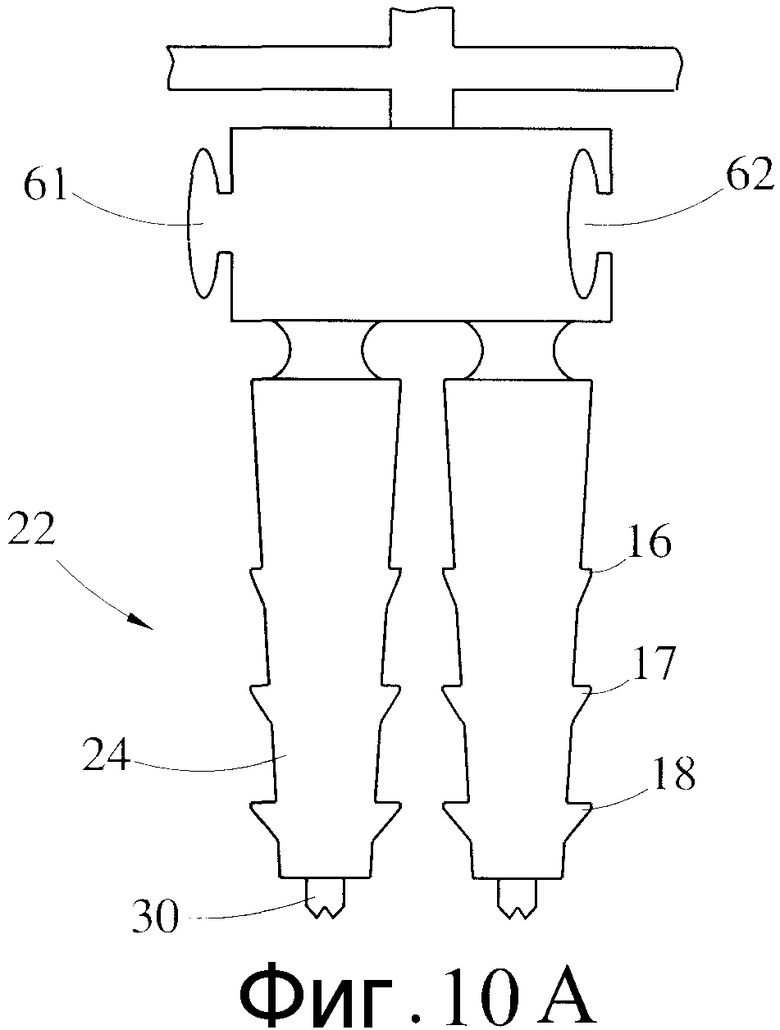
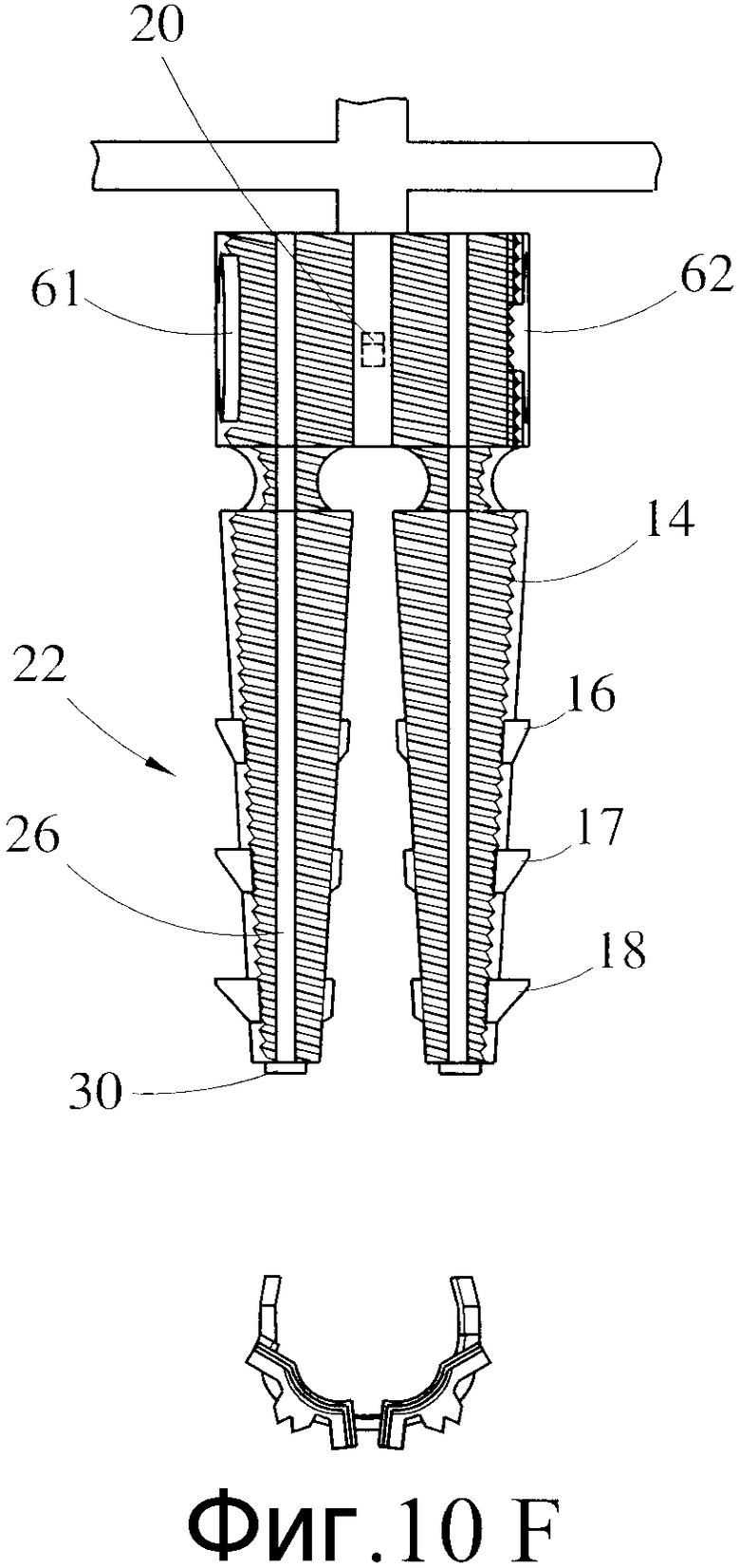
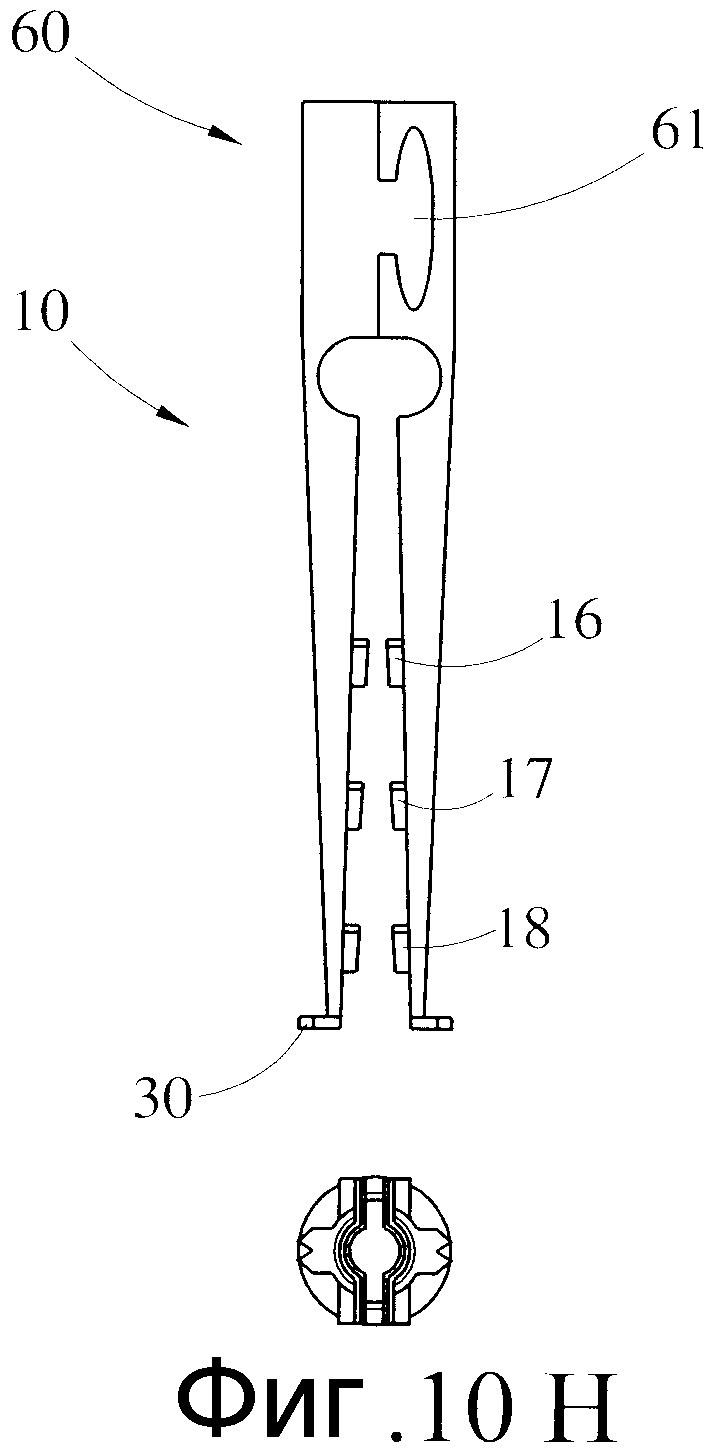
фиг.10А-10Н показывают операции способа образования расширяющейся монтажной втулки согласно настоящему изобретению.
На фиг.4 показана расширяющаяся монтажная втулка 10 согласно предпочтительному варианту осуществления настоящего изобретения. Болт 40, имеющий соответствующую длину, диаметр и витки винтовой резьбы для ввинчивания в расширяющуюся монтажную втулку 10, также показан на фиг.1. На фиг.5 показана расширяющаяся монтажная втулка 10 с болтом 40, ввинченным в нее. Втулка 10 включает в себя по существу прямолинейный цилиндрический корпус, образованный посредством загибания металлического материала. Фиксирующее средство 60 образовано в месте соединения двух кромок загнутого металлического материала вблизи заднего конца цилиндрического корпуса втулки 10 посредством штамповки. Фиксирующее средство 60 включает в себя часть 61 в виде ушка, выступающую от одной из двух соединяющихся кромок, и часть 62 в виде выемки, образованную на другой соединяющейся кромке напротив выступающей части 61 для сцепления с последней и тем самым фиксации двух соединяющихся кромок вместе (также см. фиг.10А). Цилиндрический корпус втулки 10 образует отверстие 12 с множеством витков 14 винтовой резьбы. Цилиндрический корпус и отверстие 12 втулки 10 сужены по направлению к переднему концу втулки 10, и, по меньшей мере, один зацепляющийся зубец 16 выступает от наружной поверхности втулки 10. В проиллюстрированном варианте осуществления множество зацепляющихся зубцов 16, 17, 18, имеющих разную длину и формы, выступают от наружной поверхности втулки 10. Кроме того, одна или несколько стопорных зубчатых зон 20 (фиг.6) образованы на цилиндрическом корпусе втулки 10.
Фиг.6-9 представляют собой сечения и виды с местным разрезом, показывающие способ крепления болта в отверстии 51 на стене 50 посредством расширяющейся монтажной втулки 10 и состояние, в котором расширяющаяся монтажная втулка 10 прочно прижата к внутренней поверхности отверстия 51. Как показано, в стене 50 предварительно просверлено отверстие 51 для плотной вставки расширяющейся монтажной втулки 10 в данное отверстие. После этого болт 40, имеющий длину, диаметр и витки винтовой резьбы, соответствующие виткам 14 внутренней резьбы, ввинчивают в отверстие 12 втулки 10. Когда болт 40 перемещают вперед вдоль витков 14 винтовой резьбы, он также вдавливается в сужающееся по направлению вперед отверстие 12 и, тем самым, заставляет сужающийся по направлению вперед цилиндрический корпус втулки 10 расширяться наружу. В этот момент изменяющаяся конусность втулки 10 обеспечивает смещение зацепляющихся зубцов 17, 18, 19 наружу подобно натянутому зонту и, следовательно, плотное сцепление их со стенкой отверстия 51 и удерживание втулки 10 на месте в отверстии 51.
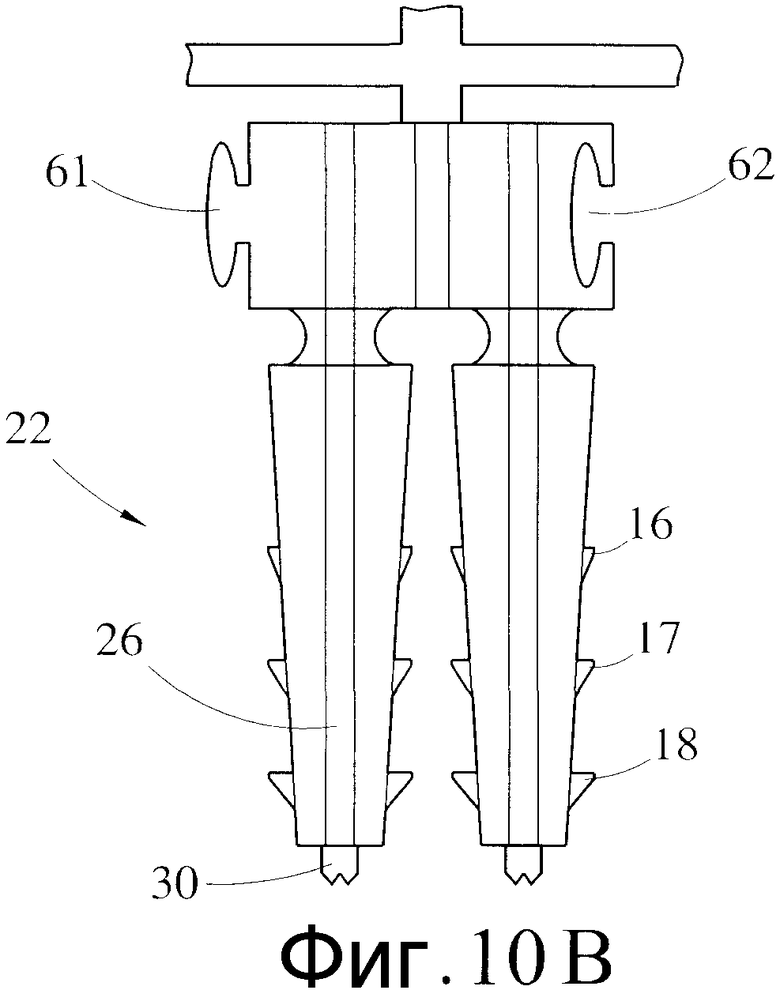
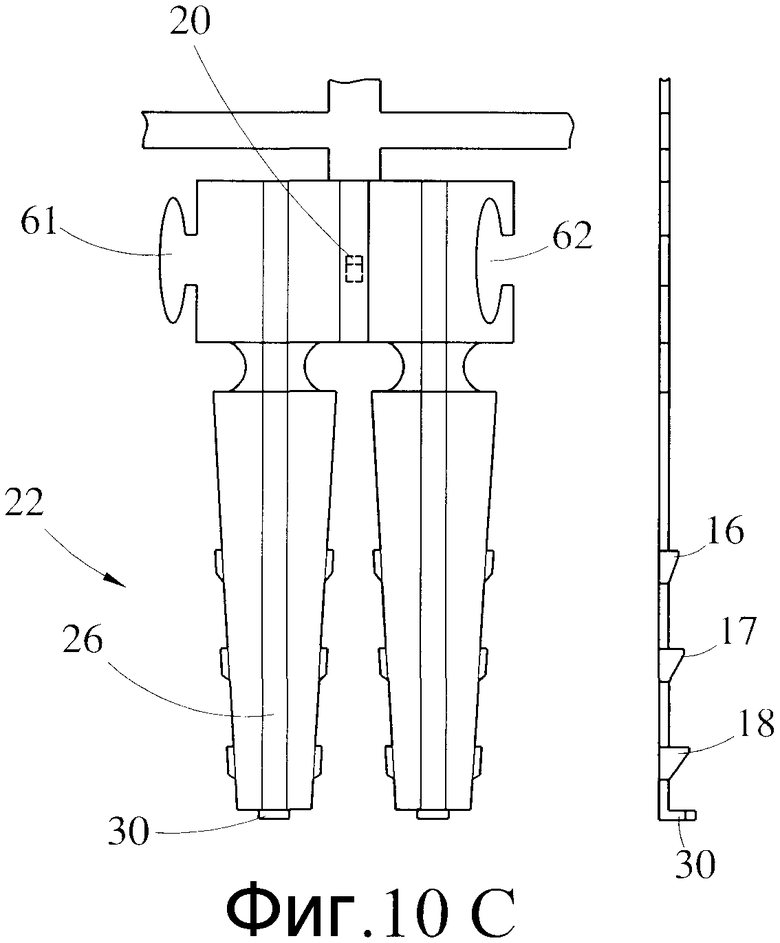
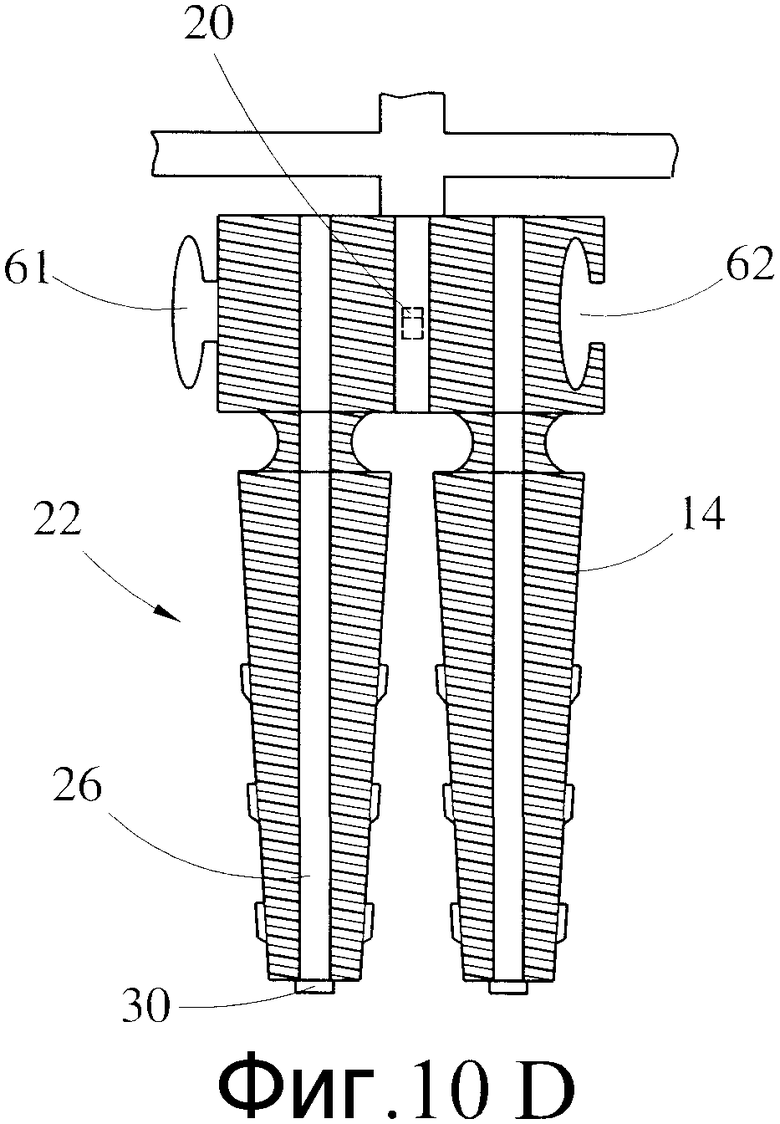
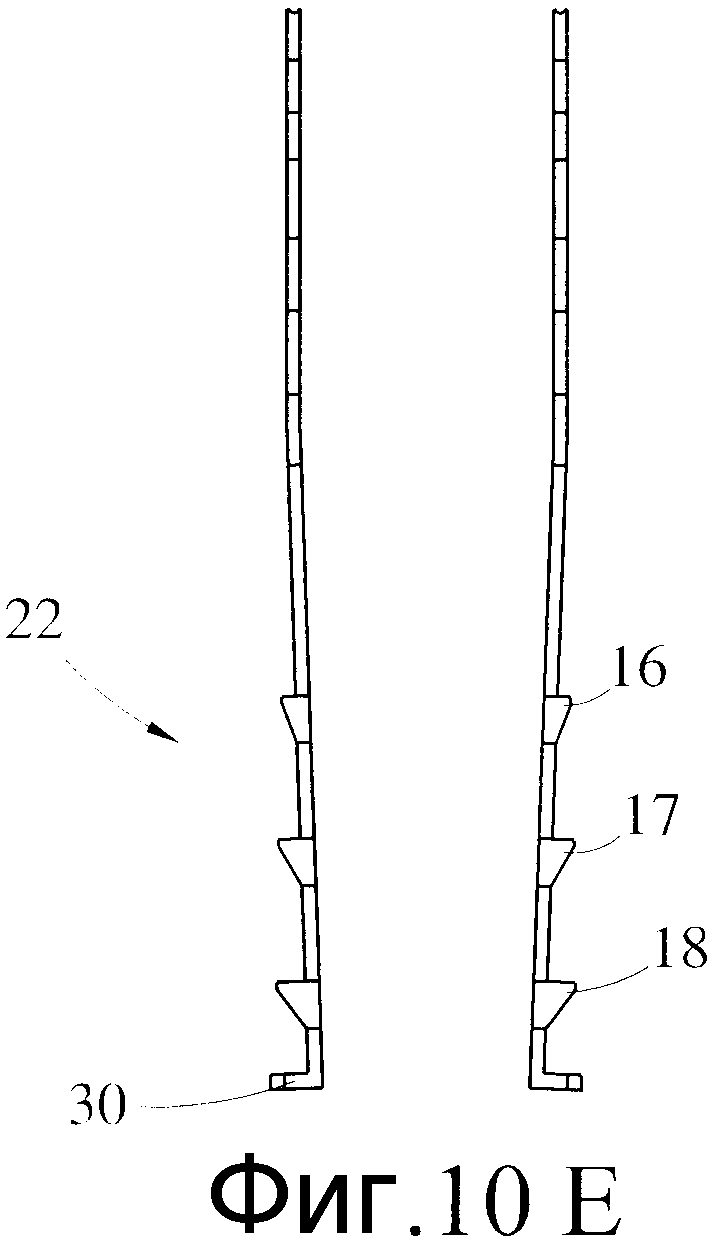
Расширяющуюся монтажную втулку 10 по настоящему изобретению образуют посредством штамповки с использованием штампов последовательного действия. Фиг.10А-10Н детально показывают операции образования расширяющейся монтажной втулки 10. Сначала подготавливают материал, имеющий размеры, требуемые для изготовления расширяющейся монтажной втулки 10, и затем образуют две или более сужающихся зон 22 на материале, как показано на фиг.10А. Затем материал подвергают штамповке в заранее определенных зонах 24 для образования резьбы с целью образования одной или нескольких прорезей 26, параллельных оси материала, как показано на фиг.10В. Затем материал снова подвергают штамповке для образования зазубрины 30 и/или нескольких зацепляющихся зубцов 16, 17, 18 в сужающихся зонах 22. Следует отметить, что зацепляющиеся зубцы 16, 17, 18 имеют разную высоту, которая увеличивается по направлению к переднему концу сужающихся зон. Затем зацепляющиеся зубцы 16, 17, 18 загибают по направлению к наружной стороне материала, как показано на фиг.10С. После этого материал подвергают штамповке в зонах 24 для образования резьбы с витками 14, имеющими требуемый размер, как показано на фиг.10D. Далее материал штампуют в сужающихся зонах 22 для образования изгиба, составляющего, по меньшей мере, один градус, как показано на фиг.10Е.
После завершения вышеуказанных операций материал подвергают дополнительной штамповке, так что зоны 24 для образования резьбы штампуют с образованием профиля с U-образным сечением, как показано на фиг.10Г. После этого зоны 24 для образования резьбы дополнительно загибают так, чтобы весь материал имел поперечное сечение, по форме приближающееся к кругу, как показано на фиг.10G.
Когда зоны 24 для образования резьбы будут полностью загнуты с образованием цилиндрического корпуса, имеющего круглое поперечное сечение, фиксирующую конструкцию 60, которая состоит из части 61 в виде ушка и части 62 в виде выемки, соответственно образованных на двух противоположных кромках материала вблизи его заднего конца, фиксируют для удерживания загнутого материала в виде образованного цилиндрического корпуса, как показано на фиг.10Н. В завершение обрезают временную соединительную ленту из материала для получения готового изделия, представляющего собой расширяющуюся монтажную втулку 10.
Из вышеописанных операций ясно, что расширяющуюся монтажную втулку 10 по настоящему изобретению образуют как одно целое посредством использования существующих хорошо освоенных технологий штамповки и прессования и проектирования высокоточных штампов последовательного действия и применения очень доступных материалов. Расширяющаяся монтажная втулка 10 имеет следующие преимущества.
1. Фиксирующая конструкция 60 эффективно предотвращает задний конец цилиндрического корпуса втулки 10 от расширения и ослабления (разъединения), когда болт 40 ввинчивают в винтовую резьбу 14 от заднего конца втулки 10.
2. Одна или несколько стопорных зубчатых зон 20 эффективно предотвращают поворот втулки 10, установленной в отверстии 51, при исходном ввинчивании болта 40 в нее.
3. Поскольку отверстие 12 втулки 10 выполнено с внутренней резьбой и отверстие 12 и цилиндрический корпус втулки 10 сужаются по направлению вперед, болт 40 надлежащего размера, ввинченный во втулку 10 вдоль витков 14 резьбы, в конечном итоге вызовет расширение передней части втулки 10 до полностью прямолинейной цилиндрической формы и обеспечит смещение зацепляющихся зубцов 16, 17, 18 наружу подобно натянутому зонту для их плотного сцепления со стеной 50 в отверстии 51 и, тем самым, обеспечения прочного удержания втулки 10 на месте в отверстии 51.
4. Втулку 10 образуют как одно целое штамповкой посредством простых и быстрых технологических операций. Множество разных пригодных материалов может быть выбрано для изготовления втулки 10, при этом отсутствуют излишние отходы материала. Соответствующий болт 40 может представлять собой легкодоступный готовый болт с тем, чтобы способствовать выполнению операции крепления со 100%-ным успехом посредством использования болта 40 и расширяющейся монтажной втулки 10 в течение сокращенного периода времени при уменьшенной стоимости операции и затратах труда.
5. Расширяющаяся монтажная втулка 10 может быть изготовлена как одно целое посредством штамповки холоднокатаной металлической полосы с использованием высокоточных штампов последовательного действия с высокой производительностью.
6. Материал для расширяющейся монтажной втулки 10 может быть выбран в соответствии с различными применениями. Среди прочего, может быть целесообразно использован доступный в широких пределах металлический материал.
7. Расширяющуюся монтажную втулку 10 образуют как одно целое посредством штамповки холоднокатаной металлической полосы для упрощения технологических операций и обеспечения значительной экономии материала по сравнению с различными видами узлов с металлическими распорными болтами или монтажными гайками, изготовленными с использованием традиционных технологических процессов, таких как точение, холодная объемная штамповка и т.д. Например, в случае полученного токарной обработкой узла с распорным болтом круглый пруток должен быть подвергнут токарной обработке и затем подвергнут дополнительной обработке для нарезания канавок с тем, чтобы образовать расширяющуюся втулку, и болт с конической головкой получают холодной объемной штамповкой для использования его вместе с втулкой, в случае узла с распорным болтом, полученным холодной объемной штамповкой, круглый пруток должен быть подвергнут холодной объемной штамповке для образования болта с конической головкой, который затем используют вместе с другими деталями, и в случае полученной токарной обработкой монтажной гайки круглый пруток должен быть подвергнут токарной обработке.
8. Расширяющаяся монтажная втулка 10 выполнена таким образом, что ее можно использовать вместе с готовыми болтами и винтами. Все болты или винты, имеющие длину, диаметр и винтовую резьбу, соответствующие отверстию 12 втулки 10, выполненному с внутренней резьбой, могут быть выбраны для использования. Таким образом, втулка 10 по настоящему изобретению превосходит обычные узлы с распорными болтами с точки зрения совместимости втулки с болтом.
9. Очень легко использовать расширяющуюся монтажную втулку 10 по настоящему изобретению для крепления болта или винта к стене. Для выполнения этого просто забивают втулку 10 в отверстие 51, предварительно просверленное в стене 50, и выбирают соответствующий болт или винт 40 для ввинчивания во втулку 10. Человек с обычными навыками может манипулировать втулкой 10 и болтом 40 для завершения выполнения операции крепления в течение короткого времени.
10. Расширяющаяся монтажная втулка 10 прочно установлена в отверстии 51 в стене 50, когда болт 40 ввинчивают в резьбовое отверстие 12 втулки 10 для расширения суженной передней части втулки 10, что, в свою очередь, вызывает смещение зацепляющихся зубцов 16, 17, 18 наружу и плотное сцепление их со стеной 50 для удерживания втулки 10 на месте в отверстии 51. Совершенно предотвращается "холостой ход" (ненагруженное состояние) втулки 10, установленной в отверстии 51 таким образом, или ослабление (разбалтывание)] ее в отверстии 51.
11. Поскольку втулка 10 выполнена в виде охватывающего элемента, сопрягающийся болт 40 в виде охватываемого элемента не выступает из заднего конца втулки 10, когда операция крепления завершена, что придает стене приятную на вид поверхность и обеспечивает прочное крепление расширяющейся монтажной втулки 10 и болта 40 к стене 50.
Расширяющаяся монтажная втулка 10 по настоящему изобретению может быть изготовлена штамповкой в виде одного целого посредством простых и быстрых технологических операций. Кроме того, множество разных пригодных материалов может быть выбрано для изготовления втулки 10. Болт 40, предназначенный для использования вместе с втулкой 10, может быть легкодоступным благодаря возможности выбора его из готовых изделий. Кроме того, втулка 10 может быть эффективно забита в стену или установлена в стене без риска отсоединения ее от стены.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОСВЕРЛЯЩЕЕ РАСШИРИТЕЛЬНОЕ КРЕПЕЖНОЕ СРЕДСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2563412C2 |
| ДЮБЕЛЬ С ВТУЛКОЙ, ИМЕЮЩЕЙ ВЫСТУПЫ | 1996 |
|
RU2153604C2 |
| СОЕДИНИТЕЛЬНАЯ КОРОБКА ДЛЯ НАСТЕННОГО МОНТАЖА С УДЛИНИТЕЛЕМ ВТУЛКИ | 2021 |
|
RU2770833C1 |
| ШПРИЦ С ИЗМЕНЯЕМОЙ ДЛИНОЙ ИГЛЫ | 2007 |
|
RU2468830C2 |
| ЗАБИВАЕМЫЙ АНКЕР | 1996 |
|
RU2112892C1 |
| Распорный анкер с неосесимметричным углублением | 2019 |
|
RU2790050C2 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 2010 |
|
RU2550489C2 |
| УЗЕЛ ВТУЛКИ ДЛЯ ФИТИНГА ТРУБОПРОВОДА | 2013 |
|
RU2643890C2 |
| Инструмент для демонтажа и установки сальников и демонтажа опорного подшипника первичного вала автоматической коробки передач | 2023 |
|
RU2824680C1 |
| КОМПЕНСИРУЮЩЕЕ ДОПУСКИ МОНТАЖНОЕ УСТРОЙСТВО | 2003 |
|
RU2291326C2 |


Изобретение может быть использовано для изготовления штамповкой расширяющейся монтажной втулки. Из материала с необходимыми размерами получают, по меньшей мере, две сужающихся зоны, определяют зоны для образования резьбы на материале. Далее осуществляют штамповку материала для образования, по меньшей мере, одной прорези в зонах для образования резьбы, штамповку материала для образования, по меньшей мере, одной зазубрины и зацепляющегося зубца в каждой сужающейся зоне, штамповку материала для образования витков винтовой резьбы заданного размера в зонах для образования резьбы, штамповку материала для образования в сужающихся зонах изгиба, составляющего, по меньшей мере, один градус, штамповку зон для образования резьбы с образованием профиля U-образного сечения, дополнительное загибание зон для образования резьбы с образованием поперечного сечения, по форме приближающегося к кругу, обрезку излишней временной соединительной ленты из материала для завершения изготовления одной расширяющейся монтажной втулки. Расширяющаяся монтажная втулка содержит цилиндрический корпус, образующий отверстие с внутренней резьбой, сужающийся совместно с отверстием от его заднего конца по направлению к переднему концу и содержащий, по меньшей мере, один зацепляющийся зубец, выступающий от наружной поверхности суженной части цилиндрического корпуса, и стопорные зубчатые зоны, расположенные в заранее заданных местах на наружной поверхности корпуса. Уменьшаются производственные затраты и повышается качество втулок. 2 н. и 4 з.п. ф-лы, 10 ил.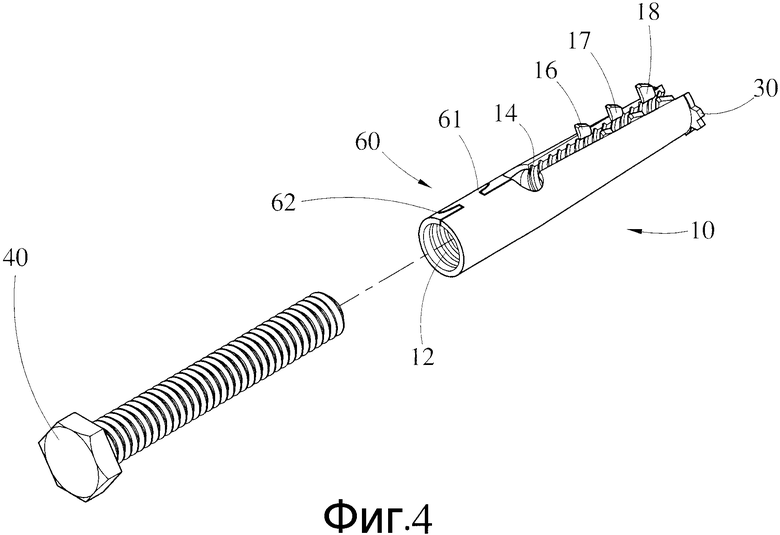
| ДЮБЕЛЬ | 0 |
|
SU381238A1 |
| Дюбель | 1978 |
|
SU679161A3 |
| РАСПОРНЫЙ ДЮБЕЛЬ | 1991 |
|
RU2018729C1 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ОБРАЗЦОВ КОНСТРУКЦИОННЫХ МЕТАЛЛОВ | 2009 |
|
RU2420604C1 |

