Изобретение относится к забиваемому анкеру, состоящему из металлической втулки, имеющей прорези на части своей длины, и забиваемого в металлическую втулку распорного элемента согласно ограничительной части пункта 1 формулы изобретения.
Известные забиваемые анкеры вышеуказанного типа, [3, 2], как правило, изготовлены из сплошного материала, в котором выполнена центральная резьба, центрально проходящее отверстие которой конусно сужается к переднему концу. В это центрально проходящее отверстие вставляется распорный элемент, забиваемый ударным инструментом для разжимания распорного элемента в сужающееся отверстие. В зоне сужающегося отверстия забиваемый анкер имеет продольные прорези для образования распорных плеч.
Известные забиваемые анкеры выполнены обычно из сплошного материала, причем отверстие изготавливается с внутренней резьбой, а прорези - обработкой резанием со снятием стружки.
Делались также попытки выполнить забиваемый анкер таким образом, чтобы его можно было изготавливать способом штамповки с гибкой.
Такой забиваемый анкер, например, известен из [1]. В этом забиваемом анкере внутреннее сужающееся отверстие образовано выштампованными элементами таким образом, что на внутренней поверхности распорной оболочки, получаемой за счет продольных прорезей, получаются поперечные ребра, расположенные на расстоянии друг от друга, высота которых увеличивается ко входному концу от ребра к ребру. При высоких распирающих усилиях элементы, полученные штамповкой, деформируются, вследствие чего распирающие силы, прикладываемые к распорному элементу, не преобразуются в соответствующие силы закрепления забиваемого анкера. Поэтому известный забиваемый анкер не подходит для закрепления в таких высокопрочных материалах, как, например, бетон.
В основу изобретения положена задача выполнить забиваемый анкер согласно ограничительной части таким образом, что он может изготавливаться с небольшими затратами обработкой без снятия стружки, но имеет, тем не менее, все преимущества забиваемого анкера, изготовленного из сплошного материала.
Решение этой задачи осуществляется признаками, приведенными в пункте 1 формулы изобретения.
Для изготовления забиваемого анкера сначала выштамповывают из полосового железа с помощью гибочно-штамповочного инструмента контур оболочки металлической втулки, причем участки, образующие оба распорных плеча, накладываются сначала друг на друга в осевом направлении. Затем в гибочном инструменте выполняются витки резьбы, а второй участок распорного плеча отгибается на первый участок. Для того, чтобы соединить оба участка без возможности перемещения, можно, например, с внешней поверхности второго участка выполнить точечное зачеканивание, при котором осуществляется вдавливание во внешнюю поверхность первого участка. Листовая заготовка закатывается затем в виде гильзы или втулки и соединяется в случае необходимости в месте шва штыковым соединением. За счет калибровки разжимаемых плеч, имеющих двойную толщину стенки до диаметра, постоянного по всей длине, получается принудительное загибание первого участка разжимного плеча, благодаря чему получается сужающееся внутреннее отверстие. В это сужающееся внутреннее отверстие теперь может забиваться распорный элемент для разжимания забиваемого анкера. Утолщения разжимаемых плеч, образованные обоими участками, лежащими друг на друге, создают величину распирания, которая соответствует удвоенной толщине стенки втулки.
Для преобразования величины распирания в усилие раздвигания согласно изобретению необходимо жестко, без возможности перемещения, соединить между собой оба участка, лежащих друг на друге. Без такого соединения загнутый второй участок отжимаемого плеча мог бы срезаться в месте гибки от первого участка уже при незначительном усилии растяжения, которое могло бы быть достигнуто само по себе за счет разжимания через двойную стенку разжимаемого плеча. За счет жесткого соединения обоих участков, например, точечным зачеканиванием, точечной сваркой или с помощью зубчатого зацепления, образованного поперечными ребрами, снижаются срезающие усилия, действующие в месте гибки. Благодаря этому может значительно повыситься усилие разжимания, вплоть до срезания, и благодаря этому сила закрепления дюбеля. Согласно изобретению с помощью забиваемого анкера можно получить ту же характеристику крепления, как и у забиваемых анкеров, изготовленных из сплошного материала, но затраты на изготовление в гибочно-штампующем инструменте, без обработки резанием, значительно меньше.
Для получения равномерно сужающегося внутреннего отверстия является целесообразным снабдить внутреннюю поверхность второго участка, накладываемого на первый участок, срезом, соответствующим углу забивания первого участка.
Другие целесообразные формы выполнения следуют из зависимых пунктов и описания.
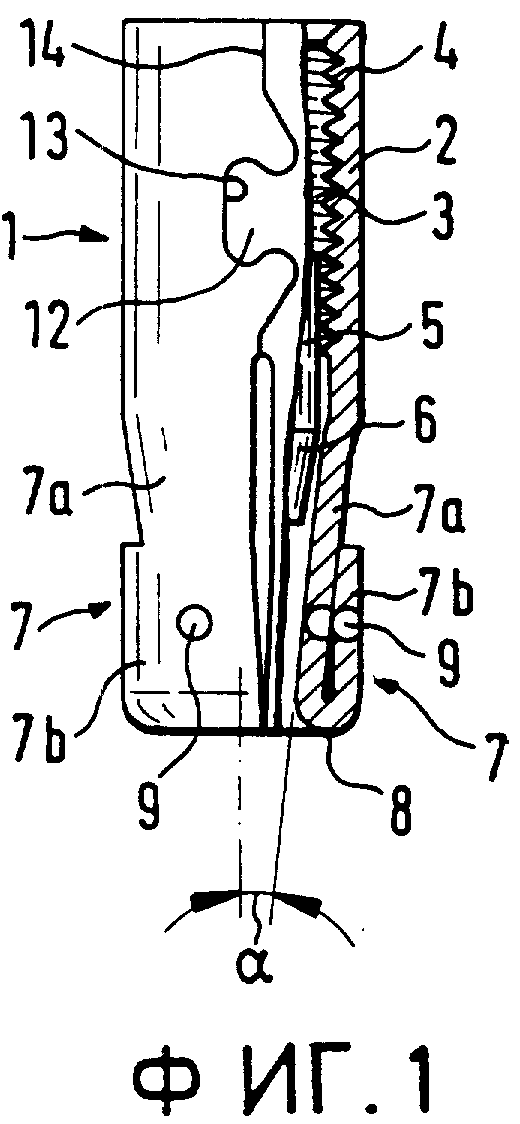
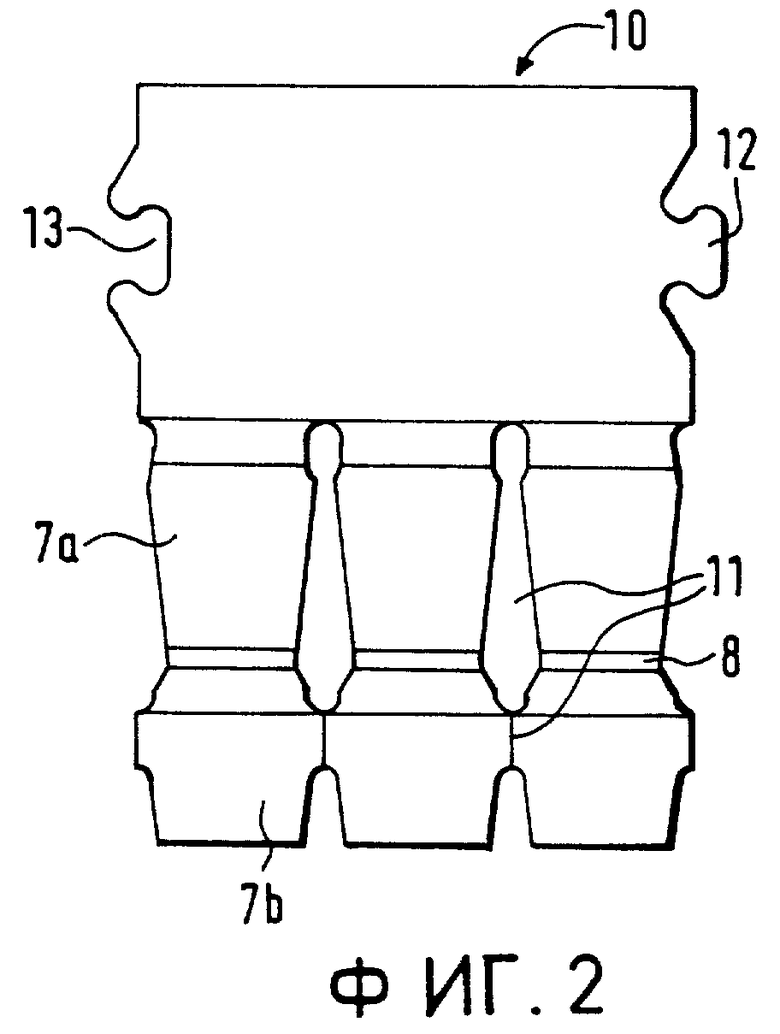
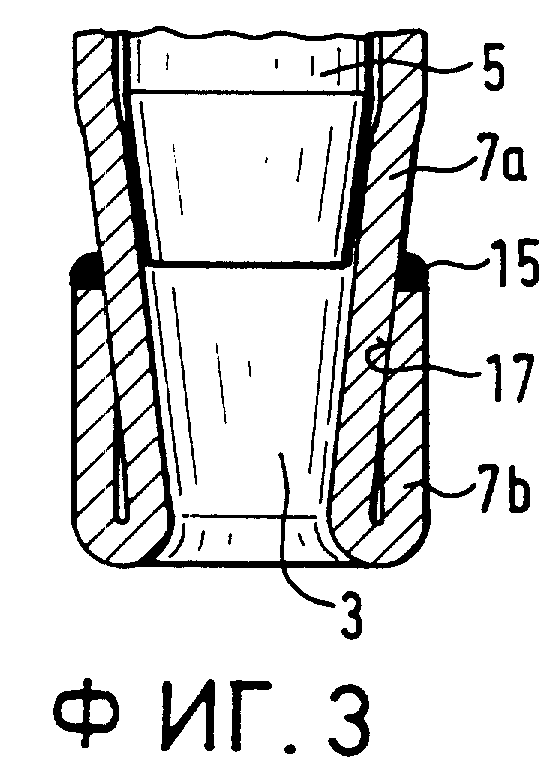
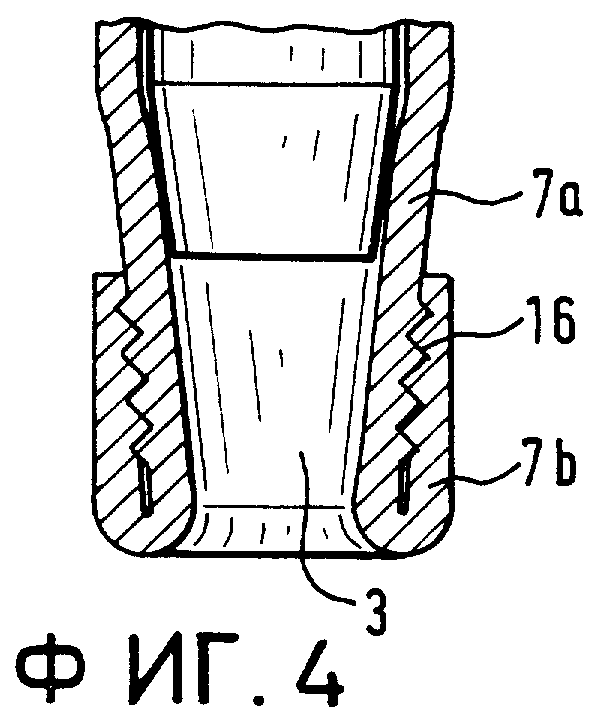
На фиг. 1 показан забиваемый анкер со вставленным распорным штифтом: фиг. 2 - контур распорного элемента; фиг. 3 - соединение обоих участков отжимаемых плеч в точке сварки; фиг. 4 - соединение обоих участков отжимаемых плеч с помощью зубчатого зацепления, образованного поперечными ребрами.
Забиваемый анкер 1, показанный на фиг. 1, состоит из металлической втулки 2 со сквозным, сначала цилиндрическим, а затем конически сужающимся в зоне части, предназначенной для разжимания, отверстием 3. В задней части отверстия 3 выполнена внутренняя резьба 4. В отверстие 3 вставлен распорный элемент 5, имеющий цилиндрический участок и примыкающий к нему усеченный конус 6, сужающийся к переднему концу.
Сужение отверстия 3, примыкающее ко внутренней резьбе 4, достигается за счет того, что отжимаемые плечи 7 отогнуты внутрь, причем внутренние поверхности отжимаемых плеч образуют с центральной осью забиваемого анкера угол отгиба α, , равный приблизительно 5-7o. Второй участок 7b таким образом отогнут ко внешней поверхности первого участка 7a отжимаемых плеч 7, что внешняя поверхность второго участка 7b имеет после отгиба приблизительно такой же наружный диаметр, как забиваемый анкер в зоне внутренней резьбы. За счет отгиба образуется зона распирания, соответствующая удвоенной толщине стенки втулки 2. Для предотвращения среза обоих участков 7a, 7b в месте сгиба 8 при высоких усилиях раздвигания оба участка жестко соединены без возможности смещения зачеканиванием в точке 9 друг с другом.
Изготовление металлической втулки 2 осуществляется гибочно- штампующим инструментом, в котором сначала штампуют контур 10, показанный на фиг. 2. Затем участок 7b накладывается с образованием отжимного плеча 7 в месте сгиба 8 на наружную поверхность участка 7a. Участки 7a, 7b отделены друг от друга прорезью 11. Одновременно участок 7a получает немного конусный контур для обеспечения при окончательном закатывании заготовки во втулку 2 отгиба участка 7a в соответствии с углом α. . Втулка 2 при закатывании соединяется с помощью своего выступа 12, расположенного на продольной кромке, и выемки 13 на другой продольной стороне с образованием шва 14. С помощью обеих прорезей 11 и шва 14 в представленном примере выполнения при закатывании получается три отжимных плеча.
Внутренняя резьба 4 после закатывания может либо нарезаться, либо выдавливаться гибочно-штамповочным инструментом. Точка 9 соединения зачеканиванием может наноситься либо после закатывания втулки, либо после отгиба обеих участков 7a, 7b.
На фиг. 3 показано выполнение, при котором жесткое соединение без перемещения получается между участками 7a и 7b с помощью сварки в точке 15. На фиг. 4 жесткое соединение без перемещения осуществляется с помощью зубчатого зацепления, которое образовано поперечными ребрами 16 на внешней стороне участка 7a и на отогнутой внутренней поверхности участка 7b, зацепляющимися друг с другом. Для обеспечения равномерного сужения отверстия 3 в зоне отжимаемых плеч, внутренняя поверхность участка 7b имеет срез 17, соответствующий углу сгиба α.о
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПОРНЫЙ ДЮБЕЛЬ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2083885C1 |
| УДАРНЫЙ РАСПОРНЫЙ ДЮБЕЛЬ ДЛЯ АНКЕРОВКИ В ЦИЛИНДРИЧЕСКОМ ГЛУХОМ ОТВЕРСТИИ БЕТОННОЙ ДЕТАЛИ ИЛИ ПОДОБНОЙ КЛАДКЕ | 1993 |
|
RU2079011C1 |
| Крепежный элемент для закрепления в отверстии бетонной детали | 1991 |
|
SU1830116A3 |
| РАСПОРНЫЙ ДЮБЕЛЬ | 1996 |
|
RU2110703C1 |
| Распорный дюбель и способ его закрепления | 1990 |
|
SU1830115A3 |
| Распорный дюбель | 1990 |
|
SU1809879A3 |
| РАСПОРНЫЙ ДЮБЕЛЬ | 1994 |
|
RU2113640C1 |
| Дюбель | 1988 |
|
SU1664120A3 |
| Монтажный узел с распорным анкером и монтажным инструментом для закрепления распорного анкера в отверстии с вырезом | 1990 |
|
SU1828424A3 |
| КРЕПЕЖНАЯ ДЕТАЛЬ С РАСПОРНЫМ ЭЛЕМЕНТОМ | 1995 |
|
RU2106545C1 |
Забиваемый анкер предназначен для закрепления в высокопрочных материалах. Забиваемый анкер состоит из металлической втулки с внутренней резьбой для ввинчивания винта с отверстием, проходящим насквозь и сужающимся к переднему концу. В это отверстие забивается распорный элемент для разжимания забиваемого анкера. Металлическая втулка имеет частично прорези для образования отжимаемых плеч. Отжимаемые плечи имеют участок, отогнутый вовнутрь, и отогнутый к наружной поверхности упомянутого участка другой участок. Оба участка соединены друг с другом. Благодаря этому значительно повышается усилие разжима и сила закрепления дюбеля. 5 з.п.ф-лы, 4 ил.