Область техники, к которой относится изобретение
Изобретение касается разматывающего устройства для разматывания материала в виде ленты, намотанного вокруг центрального шпинделя, для подачи материала в виде ленты на поточную линию преобразования или обработки.
Изобретение также касается способа разматывания материала в виде ленты с катушек и подачи размотанного материала на поточную линию преобразования или обработки.
Уровень техники
Во многих промышленных приложениях требуется подавать на поточную линию материал в виде ленты, который размотан с катушки или нескольких катушек, расположенных параллельно. Как правило, подача материала в виде ленты требуется в бумажной промышленности. Например, для производства бумажных салфеток, рулонов туалетной бумаги, бумажных полотенец и т.п., предусмотрены поточные линии преобразования, на которых материал в виде ленты подается с катушки большого диаметра и очень большой осевой длины на ряд станций, расположенных дальше по технологической цепочке, в конце которой получается готовое изделие. В случае рулонов туалетной бумаги и аналогичных изделий материал в виде ленты подают с одной или нескольких исходных катушек большого диаметра и наматывают с получением рулонов или бобин, а затем разрезают перпендикулярно их собственной оси для получения готовых рулонов. В некоторых случаях материал в виде ленты, подаваемый посредством катушки или катушек большого диаметра, разрезают продольно для параллельного формирования некоторого количества рулонов меньшей высоты, т.е. меньшей осевой длины.
В случае производства салфеток материал в виде ленты подают с одной или нескольких катушек большого диаметра и, разрезав его при необходимости на продольные полосы, загибают продольно, разрезают и загибают его в поперечном направлении.
Производство рулонов, салфеток или других изделий осуществляют с большой скоростью и непрерывно, что требует периодической замены катушек большого диаметра, когда они заканчиваются. Во многих случаях приходится останавливать поточную линию или, по меньшей мере, значительно снижать ее скорость, чтобы заменить пустые катушки новыми катушками. Эта операция снижает общую производительность линии, приводя к очевидному экономическому ущербу. Поэтому существует потребность в разработке разматывающих устройств, которые позволяют провести быструю и надежную замену пустых катушек новыми катушками. Эти устройства также осуществляют сращивание, то есть соединение материалов в виде лент, поступающих с последовательных катушек. Целью этого является достижение существенной непрерывности при подаче материала в виде ленты на поточную линию, расположенную дальше по технологической цепочке. Участок материала в виде ленты, содержащий место сращивания, обычно выбраковывают. Когда линия осуществляет производство рулонов, участок с местом сращивания будет завершающим на рулоне или бобине, так что этот участок затем выбраковывают и перерабатывают.
В документе WO-A-9534497 описано разматывающее устройство, которое позволяет проводить автоматическое, быстрое и надежное сращивание двух материалов в виде лент, поступающих соответственно с пустой катушки и новой катушки при замене. На этом устройстве предусматривается челнок или каретка, перемещающийся или перемещающаяся между станцией загрузки и станцией разматывания, каждый раз - для переноса катушки со станции загрузки на станцию разматывания и для удаления пустой трубчатой гильзы из зоны разматывания в зону выгрузки. На челноке предусмотрены средства для подготовки и удержания свободного набегающего края материала в виде ленты, намотанного на катушке, загруженной на сам челнок. На станции разматывания предусмотрены отрезной элемент и фиксирующий элемент, которые служат для создания свободного сбегающего края на материале в виде ленты, подаваемом с предыдущей подающей катушки, и для фиксации этого свободного края с целью последующего получения места сращивания со свободным набегающим краем материала в виде ленты на катушке, вводимой челноком на станцию разматывания.
Следовательно, чтобы провести замену пустой катушки новой катушкой, приходится останавливать подачу материала в виде ленты, даже несмотря на то, что операция сращивания, в частности, должна быстро осуществляться предлагаемым устройством, содержащим отрезные и сращивающие средства, описанные в этой публикации.
В документе WO-A-005664 описано еще одно разматывающее устройство, в котором возможно применение механизма того же типа для сращивания двух материалов в виде лент, поступающих с соседних катушек. И в этом случае тоже имеет место замена катушек после остановки подачи материала в виде ленты на поточную линию, расположенную дальше по технологической цепочке. Хотя посредством фестонного накопителя можно обеспечить некоторый запас материала в виде ленты, подаваемого с разматывающего устройства на поточную линию, это не всегда удобно из-за характеристик материала в виде ленты, который, в частности, может оказаться непригодным для приложения тягового усилия, или из-за высокой скорости поточной линии, которая может потребовать исключительно большого накопителя. Кроме того, извилистая траектория, определяемая фестоном, может вызвать отсоединение волокон от материала в виде ленты, особенно - когда он состоит из тонкой (папиросной) бумаги, с последующим образованием пыли и ухудшением характеристик готового изделия.
В документе ЕР-А-1136406 описано разматывающее устройство с челноком, который переносит катушки с одной или другой из двух позиций загрузки на промежуточную позицию разматывания, имеющую привод. Челнок имеет заднюю бабку для разматывания с катушки. Замена пустой катушки новой катушкой требует остановки подачи.
Проведены исследования возможности создания разматывающего устройства, которое позволяет проводить замену катушек автоматически и непрерывно, т.е. без остановки подачи материала в виде ленты на поточную линию преобразования или обработки, расположенную в технологической цепочке после разматывающего устройства. Примеры разматывающих устройств, которые должны работать непрерывно, описаны в документах US-A-5906333, US-A-6030496, ЕР-А-1270470, ЕР-А-0872440 и WO-А-9846509. В этих публикациях описано разматывающее устройство, в которой катушка опирается на пару качательных рычагов в фазе подачи. Когда катушка почти опустошается, рычаги оставляют ее на люльке, образованной двумя валиками, один из которых имеет привод, для продолжения вращения катушки, а значит - и подачи материала в виде ленты. После этого пара качательных рычагов подбирает новую катушку с челнока и начинает разматывать набегающий край с помощью ремня с присосками. Свободному набегающему краю новой катушки дают возможность упасть на верхушку материала в виде ленты, разматываемого на первой катушке, которая в этот момент почти пуста. Контакт между двумя материалами в виде ленты должен вызывать транспортировку свободного края материала в виде ленты, намотанного вокруг второй катушки, и подачу его вместе с первым материалом в виде ленты до тех пор, пока не будет достигнут зазор, образованный между двумя тиснящими или наслаивающими цилиндрами, что должно привести к сращиванию двух лент друг с другом.
Работа этого разматывающего устройства чрезвычайно ненадежна именно в начальной - и наиболее критичной - фазе подачи нового материала в виде ленты, когда его транспортировка основана на простом контакте между двумя чрезвычайно легкими материалами. Нет никакой гарантии, что материал в виде ленты, поступающий с новой катушки, действительно проследует по траектории, определяемой первым материалом в виде ленты, поступающим с катушки, которая заканчивается. Кроме того, поскольку сращивание двух слоев должно происходить, когда они имеют одинаковые скорости подачи, необходимо располагать цилиндры, которые осуществляют сращивание, на значительном расстоянии от зоны разматывания катушки. Фактически, количество материала в виде ленты, разматываемого с новой катушки в фазе ускорения - до тех пор, пока достигнутая скорость не окажется такой же, как скорость материала, поступающего с первой катушки, - оказывается значительным. Расстояние между катушкой и сращивающими цилиндрами должно быть, по меньшей мере, равным длине материала в виде ленты, разматываемого в этой фазе ускорения. Положение цилиндров, которые проводят сращивание двух материалов в виде ленты, должно находиться в том месте, где головная часть второго материала в виде ленты находится в момент сращивания, и не дальше, потому что в противном случае упомянутая головная часть материала в виде ленты останется свободной и будет произвольно обертываться вокруг одного из валиков поточной линии, после чего произойдет затор всей поточной линии.
Раскрытие изобретения
В соответствии с первым аспектом задача этого изобретения состоит в том, чтобы разработать разматывающее устройство, которое позволяет заменять пустую катушку новой катушкой материала в виде ленты быстро и надежно, без существенного замедления скорости подачи самого материала в виде ленты на поточную линию, расположенную в технологической цепочке после разматывающего устройства, и в любом случае - без остановки подачи.
Эта и другие задачи и преимущества изобретения, которые станут очевидными для специалистов в данной области техники после прочтения нижеследующего текста, в сущности, решаются с помощью разматывающего устройства того типа, которое включает в себя станцию разматывания с разматывающими элементами для разматывания катушек и сращивающее устройство для сращивания друг с другом материалов в виде ленты, поступающих с катушек, последовательно приводимых в движение. Отличие в соответствии с настоящим изобретением заключается в том, что на станции разматывания расположены две опоры для двух соответствующих катушек материала в виде ленты, связанные с разматывающими элементами. Эти опоры выполнены и расположены с возможностью одновременного поддержания двух разматываемых катушек в течение, по меньшей мере, одной фазы разматывания, а каждая из опор выполнена с возможностью перемещения из положения сцепления для новой катушки в положение высвобождения для пустой катушки. Управление и расположение каждой опоры таковы, что обеспечивают возможность приема ею катушки на станции загрузки, поддержания этой катушки в положении разматывания и переноса ее в зону выгрузки, которая отделена от зоны загрузки и в которой происходит удаление упомянутой катушки.
Таким образом, имеется возможность инициировать вращение новой катушки до того, как заканчивающаяся катушка полностью опустошается. Когда окружные скорости загруженных катушек, а значит - и обоих материалов в виде лент, оказываются одинаковыми, оба материала в виде лент сращивают, чтобы добиться непрерывной подачи материала на технологическую линию, расположенную дальше по технологической цепочке. Таким образом, достигается непрерывная эксплуатация с вытекающим отсюда ростом производительности, а также с высоким уровнем эксплуатационной надежности.
Катушки можно выставлять на станции разматывания посредством челнока, который движется параллельно оси катушек от станции загрузки к станции разматывания, причем обе эти станции расположены бок о бок. В отличие от обычных разматывающих устройств устройство в соответствии с изобретением не требует двухпозиционного челнока и двух станций загрузки и разматывания на противоположных сторонах промежуточной станции разматывания. Фактически, сразу после того, как катушка перешла с челнока на соответствующую опору, челнок может покинуть станцию разматывания и подобрать новую катушку, которая затем перейдет на другую из двух опор. В отличие от обычных устройств челнок не оснащен опорами, которые поддерживают катушку во время разматывания. Эта функция передана двум опорам станции разматывания, которые не перемещаются к и от станции загрузки, расположенной у одной стороны станции разматывания. Это позволяет значительно уменьшить пространство, занимаемое поточной линией, в которую вводят разматывающее устройство.
Каждая из опор для катушек может быть образована одним-единственным рычагом или парой рычагов в зависимости от размеров и веса катушек. Рычаги могут быть подвижными, совершая качательное или - что предпочтительно - поперечное движение из положения зацепления в положение высвобождения катушек.
В возможном и преимущественном варианте осуществления управление разматывающими элементами и опорами таково, что когда разматывающие элементы, связанные с первой из двух опор, поддерживают первую катушку во вращении в фазе подачи, вторая катушка входит в зацепление со второй из упомянутых опор и приводится во вращение.
Поскольку новая катушка преимущественно приводится во вращение перед проведением сращивания соответствующего материала в виде ленты с материалом в виде ленты, поступающим с катушки, которая заканчивается, с целью упрощения операций эксплуатации устройства можно предусмотреть, по меньшей мере, один накопительный элемент для накопления материала в виде ленты, подаваемого упомянутой второй катушкой, перед сращиванием его с материалом, поступающим с катушки, которая заканчивается.
Накопительный элемент может ограничиваться приемом материала в виде ленты и удержанием его, отрезая его после проведения сращивания, так что исходное положение материала в виде ленты, имеющегося на каждой катушке, будет затем воссоздано путем отделения его от накопительного элемента. Однако в предпочтительном варианте осуществления накопительный элемент является реверсируемым в том смысле, что материал в виде ленты, временно накапливающийся в течение фазы сращивания двух материалов в виде лент, поступающих с двух катушек, можно подавать после сращивания на поточную линию, с которой его можно выбраковать вместе с участком, содержащим место сращивания.
Накопительный элемент может быть переносимым посредством челнока или может быть расположен в фиксированном положении. В первом случае, для накопительного элемента можно приспособить систему, которая требует, чтобы оператор крепил свободный набегающий край материала в виде ленты. Вот почему эту операцию можно проводить совершенно безопасно, когда челнок находится на станции загрузки. Во втором случае, накопительный элемент может быть, например, всасывающим элементом, который не требует связывания или фиксации свободного набегающего края материала в виде ленты.
В возможном и преимущественном варианте осуществления разматывающего устройства для каждой из опор катушек на станции разматывания имеются связанные с ними разматывающие элементы, включающие в себя - для каждой опоры - центральный разматывающий элемент, который сообщает вращательное движение соответствующей катушке. Центральный разматывающий элемент может быть образован, например, шпинделем или задней бабкой с приводом, причем этот шпиндель или эта задняя бабка находится в зацеплении в отверстии трубчатой гильзы, вокруг которой формируют катушку. В общем случае, термин "центральный разматывающий элемент" предназначен для того, чтобы обозначить разматывающий элемент, который обеспечивает движение разматывания посредством шпинделя катушки.
В альтернативном варианте, для каждой из опор катушек на станции разматывания может быть предусмотрен связанный с ней поверхностный разматывающий элемент, содержащий, например, один или два разматывающих ролика, несомых упомянутыми опорами и поддерживаемых в контакте с соответствующей катушкой. В качестве альтернативы, можно предусмотреть разматывающие элементы, один из которых действует на фронтальную поверхность катушки, или комбинации разматывающих элементов различных типов.
С целью достижения оптимального разматывания даже катушек большого диаметра и/или с умеренной плотностью намотки, то есть мягких катушек, можно предусмотреть - преимущественно на станции разматывания - поверхностный разматывающий элемент, который должен воздействовать на поверхность катушки и устанавливается на одной или другой - это безразлично - из двух опор. При наличии устройства этого типа каждая катушка разматывается на большей части своей длины поверхностным разматывающим элементом, и только по достижении ею некоторого меньшего диаметра разматывание продолжится посредством разматывающего элемента, предпочтительно центрального типа, связанного с соответствующей опорой. Поверхностный разматывающий элемент также можно использовать преимущественно на начальной фазе ускорения катушки перед сращиванием материалов в виде лент.
В некоторых ситуациях может оказаться полезным воздействие поверхностного разматывающего элемента в сочетании и при соблюдении координации с разматывающим элементом, связанным с соответствующей опорой. В частности, это приемлемо, когда разматываемая катушка имеет малую плотность намотки, потому что в этом случае существует риск, что крутящий момент разматывания, прикладываемый исключительно через посредство поверхностного разматывающего элемента, может вызывать взаимное скольжение витков материала, намотанных на катушке. Чтобы избежать этого случая, было бы полезно предусмотреть приложение крутящего момента разматывания за счет комбинированного воздействия поверхностного разматывающего элемента и центрального разматывающего элемента, связанного с опорой катушки.
Термин "поверхностный разматывающий элемент" означает систему любого типа, которая обеспечивает приложение крутящего момента вращения к катушке посредством силы трения, прикладываемой к его внешней цилиндрической поверхности. Упомянутый элемент может состоять из одного или нескольких валиков с приводом или, что предпочтительно, из одного или нескольких ремней, удерживаемых в контакте с цилиндрической поверхностью катушки. Поверхностные разматывающие элементы этого типа известны специалистам в данной области техники.
В принципе, можно также предусмотреть два поверхностных разматывающих элемента, связанных с двумя опорами для катушек, но в соответствии с предпочтительным вариантом осуществления изобретения предусмотрен один-единственный поверхностный разматывающий элемент, что обусловлено причинами стоимости, занимаемого места, а также простоты конструкции и эксплуатации.
Чтобы упростить перенос катушек со станции или станций загрузки на станцию разматывания, выгодно гарантировать, что обе опоры для катушек всегда приводятся в одно и то же положение зацепления. Таким образом, каждую катушку всегда следует переносить с челнока в одно и то же положение внутри станции разматывания, независимо от того, которая из двух опор должна быть введена в зацепление. С этой целью, опоры преимущественно имеют изменяемую геометрию во избежание столкновения между опорами, когда они меняют положение в фазе замены пустой катушки новой катушкой. Геометрическая конфигурация изменяется, когда опора переходит из положения высвобождения пустой катушки в положение зацепления новой катушки.
Каждая из опор может включать в себя один или несколько рычагов, включающих в себя основное тело и конец, который выполнен с возможностью перемещения относительно основного тела и несет захватное устройство для катушки. Подвижность конца, несущего захватное устройство, дает возможность изменения геометрической конфигурации опоры. Например, концу, несущему захватное устройство, можно сообщить поступательное движение или можно выполнить его телескопически выдвигаемым. В предпочтительном и, в частности, простом варианте осуществления, это движение является качательным движением относительно оси, составляющей единое целое с телом соответствующего рычага. Захватное устройство может состоять из шпинделя или задней бабки, вводимого или вводимой в осевое отверстие намоточной гильзы, или из патрона, который захватывает осевой вал катушки снаружи. Не исключается и возможность захватного устройства, имеющего другую конфигурацию, например, оно может состоять из захвата, который захватывает незанятую опору, заходящую в вал или шпиндель катушки.
Когда захватные устройства состоят из шпинделей или задних бабок, то выгодно сообщать им осевое движение вставления в катушку и извлечения из нее.
Чтобы упростить операции введения новых катушек материала в виде ленты на станции разматывания, когда предыдущая катушка еще находится в фазе подачи, можно предусмотреть отклоняющий элемент, преимущественно на упомянутой станции разматывания, который отклоняет траекторию материала в виде ленты, подаваемого катушкой, которая почти пуста, для обеспечения беспрепятственного введения новой катушки на станции разматывания.
Чтобы подготовить свободный набегающий конец новой катушки, когда челнок, по меньшей мере, частично находится снаружи станции разматывания, упомянутый челнок может включать в себя, по меньшей мере, один фиксирующий элемент для свободного набегающего края материала в виде ленты той катушки, которая находится на упомянутом челноке. В преимущественном варианте, на станции разматывания можно предусмотреть направляющий валик для материала в виде ленты, действующий в фазе подачи. Чтобы это не помешало введению новых катушек, несомых челноком, последний можно снабдить элементами, которые определяют траекторию для свободного набегающего края материала в виде ленты, проходящую от фиксирующего элемента до катушки и проходящую через положение оси упомянутого направляющего валика.
В соответствии со вторым аспектом задача этого изобретения состоит в том, чтобы разработать способ подачи материала в виде ленты на поточную линию, расположенную дальше по технологической цепочке, позволяющий проводить быструю и надежную замену пустых катушек новыми катушками материала в виде ленты с тем, чтобы гарантировать, по существу, непрерывное производство на линии, расположенной в технологической цепочке после разматывающего устройства.
Эта задача решается с помощью способа, включающего в себя следующие фазы, на которых:
располагают первую катушку на станции разматывания,
вводят первую катушку в зацепление на первой опоре, связанной с первыми разматывающими элементами,
подают первый материал в виде ленты с первой катушки на поточную линию,
размещают вторую катушку со вторым материалом в виде ленты на упомянутой станции разматывания,
вводят вторую катушку в зацепление на второй опоре, связанной со вторыми разматывающими элементами,
приводят вторую катушку во вращение, разматывая с нее начальный участок второго материала в виде ленты,
сращивают первый и второй материалы в виде лент друг с другом, когда скорости этих двух материалов в виде лент оказываются, по существу, одинаковыми.
Дополнительные преимущественные характеристики и варианты осуществления способа и устройства в соответствии с изобретением указаны в прилагаемой формуле изобретения и будут описаны ниже со ссылками на конкретный пример осуществления.
Краткое описание чертежей
Изобретение можно будет лучше понять из нижеследующего описания и прилагаемых чертежей, где иллюстрируется неограничительный пример практического осуществления изобретения. В частности, на чертежах:
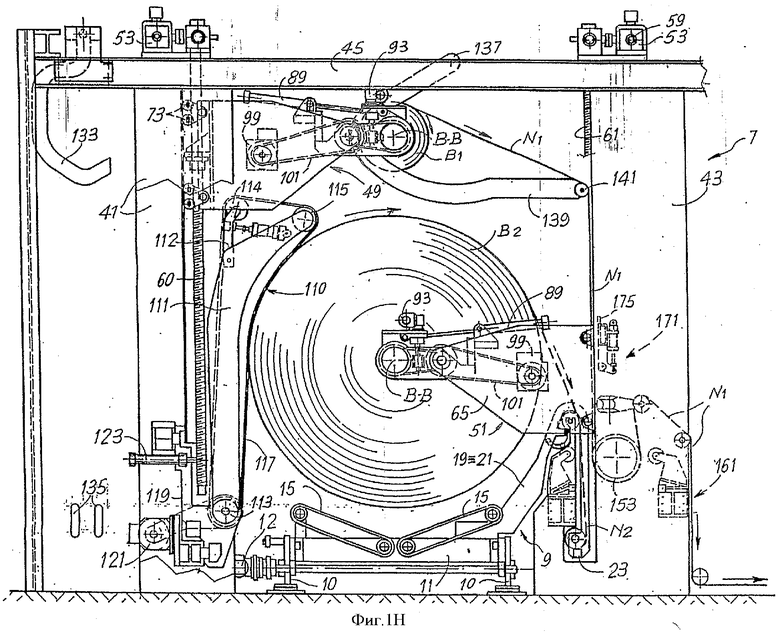
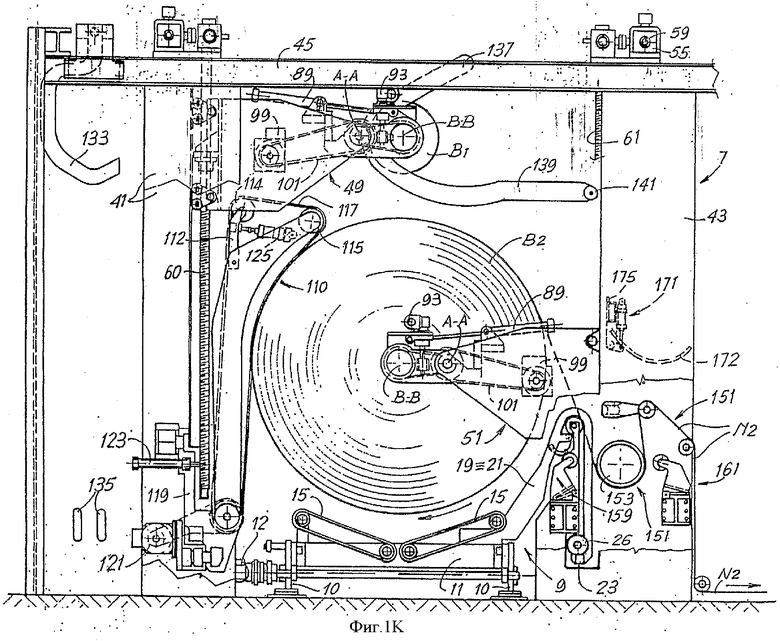
на фиг.1А-1K показаны виды сбоку станции разматывания в ряде последовательных положений во время замены катушки;
на фиг.2 показан вид в плане в частичном сечении вдоль линии II-II, представленной на фиг.1А, причем некоторые детали не изображены;
на фиг.3 показан вид сбоку в частичном сечении вдоль линии III-III, представленной на фиг.4, челнока отдельно от станции разматывания;
на фиг.4 показан вид в плане вдоль линии IV-IV, представленной на фиг.3;
на фиг.5А и 5В показан вид сбоку одного из средств создания опоры для катушек в двух разных положениях;
на фиг.6 показано сечение вдоль линии VI-VI, представленной на фиг.5В, одного из средств создания опоры для катушки;
на фиг.7А и 7В показан в увеличенном масштабе схематический вид сбоку сращивающего устройства и накопительного элемента в двух разных положениях во время сращивания двух материалов в виде лент, поступающих с двух катушек; и
на фиг.8А и 8В показан в увеличенном масштабе схематический вид сбоку модифицированного варианта осуществления накопительного элемента в двух разных состояниях.
Осуществление изобретения
Разматывающее устройство в соответствии с изобретением, обозначенное как единое целое позицией 1, в иллюстрируемом примере включает в себя станцию 3 загрузки, расположенную у стороны станции 7 разматывания. Челноку или каретке 9 (см., в частности, фиг.2) сообщается возвратно-поступательное движение в направлениях двойной стрелки f9 для перемещения между станцией 3 загрузки и станцией 7 разматывания. Обращаясь, в частности, к виду в плане на фиг.2, отмечаем, что за счет перемещения челнока 9 вправо он может переносить катушку В2 на станцию 7 разматывания.
Как можно увидеть, в частности, на фиг.3 и 4, где челнок 9 показан отдельно от других элементов разматывающего устройства, этот челнок имеет конструкцию или раму 11, снабженную колесами 10 с приводом от электродвигателя 12, который сообщает движения в направлениях двойной стрелки f9. На раме 11 предусмотрены опорные ремни 15 в V-образной компоновке для создания опорной люльки для катушек. Каждая катушка, расположенная на челноке 9, ориентирована так, что ее собственная продольная ось проходит параллельно направлению движения самого челнока 9. С опорной люлькой связан фиксирующий элемент для фиксации свободного набегающего края каждой катушки каждый раз, когда она оказывается на челноке; этот элемент обозначен как единое целое позицией 17 на фиг.4. Фиксирующий элемент 17 имеет пару сторон, жестко прикрепленных к конструкции или раме 11 каретки или челнока 9, имеющих форму, похожую на перевернутую букву V и обозначенных позициями 19 и 21. Как можно увидеть, в частности, в увеличенном масштабе на фиг.7А и 7В, между сторонами 19 и 21 параллельно направлению движения челнока 9 проходит штанга 23, которая имеет край, выполненный с возможностью облегчения прямолинейного отрезания набегающего края материала в виде ленты, намотанного на каждой катушке, находящейся "на борту" каретки или челнока 9.
Штанга 23 установлена близко к нижним конца соответствующих, по существу, вертикальных рычагов сторон 19 и 21. Эти, по существу, вертикальные рычаги соединены наверху с наклонным рычагом, выполненным как единое целое с люлькой 11 челнока 9. В зоне схождения, соответствующей вершине перевернутой буквы V, обе стороны ограничивают пустое пространство - в целях, которые вскоре станут ясны. Несколько ниже зоны схождения двух рычагов 19 и 21 проходит ось 25 поворота, вокруг которой обеспечивается поворот пары полукруговых элементов 27 и 29, связанных с каждой стороной 19 и 21. К каждой паре полукруговых элементов 27 и 29 пары прикреплены ролики или стержни 31 и 33, связанные со сторонами 19 и 21, для управления качательным движением полукруговых элементов 25 и 27 в целях, которые станут ясными из нижеследующего описания.
Вертикальные рычаги сторон 19 и 21, несущие штангу 23, также поддерживают всасывающий валик 24 с приводом от электродвигателя 26, назначение которого будет пояснено ниже в связи с принципом работы разматывающего устройства.
Станция 7 разматывания (см., в частности, фиг.1А) включает в себя пару вертикальных стоек 41 и 43, соединенных горизонтальной анкерной балкой 45. Внутри этой порталообразной конструкции 41, 43 и 45 ограничено пространство, через которое проходит челнок 9 в своем движении, перенося катушки со станций загрузки 3 и 5 на станцию 7 выгрузки. Фактически, каждая стойка 41 и 43 является сдвоенной, как можно увидеть, в частности, на фиг.2. Два рычага, обозначенных как единое целое позицией 49, скользят вертикально по сдвоенной стойке 41, ограничивая первую опору для первой катушки на позиции разматывания внутри стации 7. Оба рычага 49 показаны по отдельности в увеличенном масштабе на фиг.6 и будут подробнее описаны позже. Аналогичная пара рычагов 51 выполнена перемещающейся по сдвоенной стойке 43 и ограничивает вторую опору для второй катушки внутри станции 7 разматывания. Привод для движения подъема и опускания каждой пары рычагов 49 и 51 осуществляется соответствующими электродвигателями 53 и 55 через посредство валов 57 и 59. Валы 57 и 59 передают движение через посредство передач под углом и вспомогательных валов, каждый - к паре вертикальных резьбовых стержней 60 для рычагов 49 и стержней 61 - для рычагов 51 (см., в частности, фиг.2).
Рычаги 49, по существу, идентичны рычагам 51, и поэтому со ссылками на фиг.6 будут описаны только рычаги 49. Каждый из упомянутых рычагов имеет пару боковин 65, скрепленных поперечиной 67, которая несет винт 69 с мелкой резьбой, введенный в зацепление на соответствующем резьбовом стержне 60. Боковины 65 выполнены как единое целое с опорными пластинами 71 (см. фиг.5А и фиг.5В), несущими направляющие ролики 73 и проходящими вдоль стоек 41. Как можно увидеть, в частности, на фиг.6, на концах боковин 65, противоположных тем, у которых находятся ролики 73, предусмотрены валы 77 для каждого рычага 49, имеющие горизонтальные оси А-А, относительно которых совершают качание группы 79, каждая из которых несет соответствующий шпиндель или заднюю бабку 81, 83. Можно допустить для групп 79 шпинделя-носителя или задней бабки-носителя возможность двух положений, показанных на фиг.5А и 5В. В положении, показанном на фиг.5А, ось задних бабок 81 и 83, обозначенная буквами В-В и параллельная оси А-А качания групп 79 задних бабок-носителей, расположена выше оси А-А качания. В отличие от этого, на фиг.5В оси В-В и А-А выровнены в горизонтальной плоскости. Это положение определяется неподвижным упором 85, выполненным как единое целое с боковинами 65, и подвижным упором 87, выполненным как единое целое с соответствующей группой 79 задней бабки-носителя. Качательным движением групп 79 задних бабок-носителей управляет соответствующий цилиндропоршневой исполнительный механизм 89, несомый каждый рычагом 49 (фиг.5А и 5В).
Как можно увидеть в сечении согласно фиг.6, задняя бабка 81 установлена свободно в стакане 91, скользящем внутри группы 79 задней бабки-носителя, а привод его поступательного движения вдоль оси В-В самой задней бабки осуществляет электродвигатель 93 через посредство реечно-шестеренной передачи 95 и 97. Аналогичное приспособление, обозначенное теми же позициями, предусмотрено для привода поступательного движения стакана 92 задней бабки 83 вдоль ее собственной оси. Однако в отличие от задней бабки 81 задняя бабка 83 не свободна, а приводится во вращение вокруг своей собственной оси электродвигателем 99 и передачей, включающей в себя первый ремень 101, шкив 103 на оси А-А, второй шкив 105, второй ремень 107 и шкив 109, посаженный на оси задней бабки 83.
Между двумя элементами, образующими сдвоенную стойку 41, расположен поверхностный разматывающий элемент, обозначенный как единое целое позицией 110, с целью (как будет подробнее описано позже) разматывания катушек материала в виде ленты, возможно - вместе с центральными разматывающими элементами, связанными с двумя опорными рычагами катушек. Поверхностный разматывающий элемент 110 включает в себя качательные рычаги 111, шарнирно закрепленные относительно горизонтальной оси 113, параллельной направлению поступательного движения челнока 9. Поверхностный разматывающий элемент 110 не представлен на виде, показанном на фиг.2, в сущности, для ясности изображения, но проиллюстрирован на фиг.1А-1K. Пара качательных рычагов 111 несет три ролика 114, 115 и 116 с параллельными осями, которые также параллельны оси 113 качания рычагов 111, вокруг которой движутся ремни 117, образуя средство передачи движения разматывания катушкам. Направляющий ролик 116, соосный с осью 113 качания рычагов 111, приводится во вращение ремнем 119, который приводится в движение электродвигателем 121. Качательное движение рычагов 111 инициируется цилиндропоршневым исполнительным механизмом 123, а натяжением ремней 117 управляет цилиндропоршневой механизм 125, несомый рычагами 111, шарнирно закрепленный на одном конце упомянутых рычагов 111 и прикрепленный на другом конце к вспомогательным рычагам 112, несущим передаточный ролик 114 и шарнирно закрепленным относительно оси 112А качания, несомой рычагами 111. Натяжением ремней 117 и движением рычагов 111 управляют известными способами, поэтому такое управление здесь не описано.
Собирающее устройство 131 для пустых катушек может перемещаться вдоль анкерной балки 45 в направлениях, указанных двойной стрелкой f131. Собирающее устройство 131 имеет перемещаемую в вертикальном направлении люльку 133, которая может двигаться в направлениях, указанных двойной стрелкой f133, между двумя концевыми положениями, показанными на фиг.1А и 1В, для выброса пустых катушек на транспортер 135 или другое удаляющее устройство. Собирающее устройство 131 и соответствующая люлька 133 также имеют возможностью горизонтального перемещения в положение, показанное на фиг.1K.
На анкерной балке 45 шарнирно закреплена относительно оси 137, параллельной направлению поступательного движения челнока 9, пара криволинейных качательных рычагов 139. Концы рычагов 139, противоположные тем, которые шарнирно закреплены на анкерной балке 45, служат опорой валику 141 (возможно - снабженному приводом), предназначенному для вступления в контакт с материалом в виде ленты для отклонения его траектории в течение фаз замены катушки, которая почти закончилась, полной катушкой, что будет подробнее пояснено позже. Криволинейные рычаги 139 образуют петлю, окружая ось катушки заканчивающейся катушки.
На стороне станции 7 разматывания, из которой выдается материал в виде ленты, имеется направляющий валик 143 (см. фиг.7А и 7В), на который переносится материал в виде ленты, разматываемый с катушки. Валик 143 может быть без привода или с приводом. Вдоль траектории материала в виде ленты, подаваемого со станции разматывания, предусмотрено сращивающее устройство, расположенное в технологической цепочке после направляющего валика 143 и обозначенное как единое целое позицией 151, функция которого состоит в том, чтобы сращивать материал в виде ленты, поступающий с почти пустой катушки, с материалом в виде ленты, поступающим с новой катушки, ожидающей своей очереди и предназначенной для замены той, которая заканчивается. Сращивающее устройство 151 включает в себя валик 153 противодавления, с которым взаимодействуют валики 155 и 157 двух соответствующих групп 159 и 161 скрепления слоев. Валики 155 совершают качания относительно оси 163, параллельной оси валика 153 противодавления, и прижимаются к последнему под воздействием толкающего элемента, который в этом примере состоит из прижимного сильфона 165. Валики 157 совершают качания относительно оси 167 под воздействием силы прижимного сильфона 169 или другого толкающего элемента. Группы 159 и 161 скрепления слоев сами по себе известны и работают известным образом, вследствие чего их дополнительное описание в этом контексте не требуется.
Над сращивающим устройством 151 расположен прерывающий элемент 171 для отрезания материала в виде ленты, поступающего с катушки, которая заканчивается, после сращивания с материалом в виде ленты, поступающим с новой, полной катушки. В иллюстрируемом примере прерывающее устройство 171 состоит из штанги 173, несущей зазубренное лезвие 175 и ограниченной парой качательных рычагов 177. Качанием рычагов 177 относительно оси 179 качания управляет цилиндропоршневой механизм 181.
Теперь работа разматывающего устройства, которое было описано до этого момента, будет проиллюстрирована со ссылками конкретно на фиг.1А-1K. На фиг.1А показано, что опора, образованная двумя параллельными рычагами 51, находится на сдвоенной стойке 43 в поднятом положении, которое будет именоваться положением высвобождения. Группы 79 задних бабок-носителей, связанные с обоими рычагами 51, ориентированы так, что оси В-В задних бабок размещены выше оси А-А качания самих групп задних бабок-носителей. Пара рычагов 49, образующих другую опору катушки, находится в опущенном положении на сдвоенной стойке 41.
Символ В1 обозначает первую катушку, с которой разматывают первый материал N1 в виде ленты, для подачи его на поточную линию, расположенную дальше по технологической цепочке и в общем и целом обозначенную символом L. Положение рычагов 49 таково, что разматываемая катушка В1 несколько приподнята с челнока 9, который введен в пространство, ограниченное стойками 41 и 43, для перевода катушки В1 в правильное положение для захвата и подъема рычагами 49 и задними бабками, которые те несут. Поверхностный разматывающий элемент 110 удерживается своими собственными ремнями 117 в прижимном контакте с внешней поверхностью катушки В1, а электродвигатель 121, приводящий ремни 117 во вращение, вызывает это вращение и тем самым - разматывание катушки В1 для подачи материал N1 в виде ленты. Это вращение может также управляться в сочетании с центральным разматывающим элементом, связанным с рычагами 49, например, через посредство электродвигателя 99. Это, в частности, выгодно, когда катушка имеет малую плотность.
Собирающее устройство 131 находится в крайнем левом положении (на чертеже) анкерной балки 45, т.е. с другой стороны от той, где материал в виде ленты подается на поточную линию L. Люлька 133 собирающего устройства 131 находится в своем опущенном положении для высвобождения пустой катушки, обозначенной символом В0, на транспортер 135. Последний может быть образован, например, рядом резиновых колес и или аналогичными средствами.
На фиг.1В ось катушки В1 в фазе подачи по-прежнему находится в том же положении, что и на фиг.1А, т.е. в положении, ограниченном осью В-В задних бабок 81 и 83 опоры, образованной рычагами 49. Поверхностный разматывающий элемент 110 повернут в направлении по часовой стрелке относительно предыдущего чертежа, чтобы остаться в контакте с катушкой и продолжить сообщение крутящего момента, необходимого для ее разматывания. Криволинейные рычаги 139 повернуты относительно предыдущего чертежа в направлении против часовой стрелки, а люлька 133 собирающего устройства оставлена в поднятом положении - непосредственно под анкерной балкой 45.
В фазе разматывания, иллюстрируемой на фиг.1А и 1В, крутящий момент для поддержания вращения катушки В1 можно прикладывать только с помощью поверхностного разматывающего элемента, или также совместно с центральным разматывающим элементом, образованным задней бабкой 83 с приводом. Например, можно прикладывать крутящий момент известным образом через посредство поверхностной разматывающей системы, а также через посредство центральной разматывающей системы, действия которых координированы для оптимизации условий разматывания. В частности, для малых и/или, в частности, для компактных катушек можно также представить непосредственное и исключительное использование центральной разматывающей системы через посредство задней бабки 83, что позволяет исключить поверхностный разматывающий элемент 110.
Уже в этой фазе челнок 9, который доставил катушку В1 на станцию 7 разматывания, можно перевести на станцию 3 загрузки для приема новой катушки, которая будет введена на станции разматывания в следующем цикле. Таким образом, следует понять, что челнок не обязательно должен быть сдвоенным, как в обычных машинах, хотя эта возможность не исключается. На последующих чертежах челнок 9 будет показан всегда в том же положении, но должно быть ясно, что он может быть отведен со станции разматывания.
На фиг.1С показано начало фазы замены катушки В1, которая заканчивается, новой катушкой В2, которая должна быть введена с помощью челнока 9. Введение осуществляется с помощью поступательного движения челнока 9 в направлении, перпендикулярном плоскости чертежа. Поверхностный разматывающий элемент 110 выполнен с возможностью качания в направлении против часовой стрелки, чтобы его можно было отвести от катушки В1. В этой фазе вращение катушки В1 поддерживается только задней бабкой 83 с приводом для продолжения, по существу, непрерывной подачи материала N1 в виде ленты на лоточную линию, расположенную дальше по технологической цепочке. Пара рычагов 49 начала двигаться вверх к балке 45.
На следующей фиг.1D пара рычагов 49 показана достигшей положения максимального подъема, также называемого положением высвобождения, потому что в этом положении (после того, как материал в виде ленты, намотанный на катушке В1, закончился) задние бабки 81 и 83 будут отодвинуты от центральной оси пустой катушки, чтобы выпустить ее в собирающее устройство 131. Пара криволинейных рычагов 139 повернута в угловое положение, показанное на фиг.1А. Расстояние между двумя криволинейными рычагами 139 больше, чем ширина материала в виде ленты, намотанного на катушку, так что их можно подвести близко к оси самой катушки. В этом положении все пространство между стойками 41 и 43 свободно и челнок 9 можно переместить, обеспечивая введение в это пространство новой катушки, предназначенной для замены катушки В1, когда та заканчивается. Фактически, траектория материала N1 в виде ленты, ведущая от катушки В1 к поточной линии преобразования, отклонена под воздействием качательных криволинейных рычагов 139, функция которых заключается именно в уводе подаваемого материала в виде ленты из пространства, в которое надо ввести новую катушку.
Как можно увидеть на фиг.1D, благодаря тому, что задние бабки 81 и 83 пары рычагов 51 выполнены с возможностью качания в направлении по часовой стрелке относительно оси А-А для обеспечения вертикального выравнивания их осей В-В над осью А-А, движение подъема рычагов 49 не приводит к столкновению между задними бабками двух пар рычагов 49 и 51. Катушка В1 не сталкивается с задними бабками рычагов 51, потому что последние находятся в осевом отведенном положении, т.е. на максимальном расстоянии возвратно-поступательного перемещения. В этом положении расстояние между задними бабками больше, чем высота - т.е. осевая длина - катушек, которыми манипулирует разматывающее устройство.
На фиг.1Е устройство показано в том же состоянии, что и на предыдущем чертеже, но после совершения поступательного движения челноком 9, который поместил между стойками 41 и 43 новую катушку, обозначенную символом В2, на которой намотан второй материал в виде ленты, обозначенный символом N2. Свободный набегающий край материала N2 в виде ленты отрезан и подготовлен, когда катушка находилась на станции 5 или 3 загрузки. Как упоминалось выше, для отрезания материала в виде ленты предусмотрена штанга 23, которая представляет собой направляющую для режущего лезвия или другого режущего инструмента, используемого оператором для создания ровного края на материале в виде ленты. Этот край затем крепят к валику 24. Как уже упоминалось, это может быть всасывающий валик для удержания свободного края материала в виде ленты. Полукруговые элементы 27 и 29 находятся в положении, показанном на фиг.1Е, для предоставления опоры начальному участку материала в виде ленты поверх направляющего валика 143 с неподвижной осью. Это позволяет челноку 9 перемещаться из положения загрузки в положение разматывания без материала в виде ленты, подготовленного на нем и мешающего направляющему валику 143. Сразу же после того, как катушка В2 достигла положения, показанного на фиг.1Е, полукрутовые элементы 27 и 29 можно вернуть в отведенное положение, показанное на фиг.7А, так что материал N2 в виде ленты остается на направляющем валике 143.
На следующей фиг.1F пара рычагов 51, образующая вторую опору для катушек в разматывающем устройстве, переведена в нижнее положение на стойках 43. Это положение также называют положением зацепления, потому что это то положение, в котором катушка вводится в зацепление с задними бабками. Группы 79 задних бабок-носителей выполнены с возможностью качания в направлении против часовой стрелки для перевода осей задних бабок 81 и 83, связанных с рычагами 51, в положение, горизонтально выровненное с осью А-А качания групп 79 задних бабок-носителей. В этом состоянии ось В-В двух задних бабок 81 и 83, несомых рычагами 51, находится в том же положении, в котором оси задних бабок 81 и 83, несомых рычагами 49, находились в предыдущей фазе снятия катушки В1 с челнока 9. Это обеспечивает сообщение челноку 9 именно поступательного движения в направлении диагонали к плоскости чертежа. В альтернативном варианте, если изменение геометрической конфигурации задних бабок относительно рычагов 49 и 51, которые их несут, не предусматривается, оказывается возможным расположить эти рычаги на расстоянии возвратно-поступательного перемещения, достаточном для того, чтобы избежать столкновений, и сообщить дополнительное поступательное движение системе введения катушек, например, оснащая челнок 9 ползуном, обеспечивающим движение перпендикулярно направлению введения и извлечения челнока 9 относительно станции 7 разматывания.
На фиг.1G показано, что пары рычагов 51 немного приподняты для перевода оси катушки В2 в то же положение, которое занимает на фиг.1А ось катушки В1. Таким образом, когда катушка В2 утратила контакт с опорными ремнями 15, предусмотренными на челноке 9, можно начинать вращение катушки В2.
Как можно увидеть на фиг.1Н, в этот момент поверхностному разматывающему элементу 110 сообщается качание в направлении против часовой стрелки для введения лент 117 в контакт с внешней цилиндрической поверхностью катушки В2, чтобы начать разматывание самой катушки. Электродвигатель 121 запускается подходящим линейно изменяющимся сигналом ускорения и начинает вращать катушку В2. Угловое ускорение длится до тех пор, пока скорость материала N2 в виде ленты (а значит - и окружной скорости катушки) не достигнет скорости подачи материала N1 в виде ленты, поступающего с катушки В1. Скорость подачи материала N1 в виде ленты можно временно уменьшить, если это уместно.
Время, необходимое для доведения окружной скорости второй катушки В2 до окружной скорости первой катушки В1, является относительно малым. Материал N2 в виде ленты, который подается катушкой В2, в этой фазе собирается вокруг валика 24 с приводом, к которому заранее прикреплен набегающий конец материала в виде ленты. С этой целью используют электродвигатель 26, скоростью которого управляют в соответствии с окружной скоростью катушки В2. Перед проведением сращивания материала N2 в виде ленты с материалом N1 в виде ленты оба упомянутых материала пропускаются через валики 155 группы 159 скрепления слоев и валик 153 противодавления, который также служит направляющим валиком без привода и предназначен для материала в виде ленты, подаваемого на поточную линию, расположенную дальше по технологической цепочке, перед тем, как эти два элемента оказываются прижатыми друг к другу.
На следующей фиг.11 показана фаза сращивания материала N1 в виде ленты, поступающего с почти пустой катушки В1, с материалом N2 в виде ленты, поступающего с катушки В2. С этой целью группы 159 и 161 скрепления слоев приводятся в действие для прижима соответствующих валиков 155 и 157 к валику 153 противодавления. Положение, занимаемое этими элементами в данной фазе, иллюстрируется на фиг.7А. Два ряда валиков 155 и 157 скрепления слоев сращивают под давлением два материала в виде лент, которые подаются параллельно и с одинаковой скоростью.
Когда часть материала N2 в виде ленты намотана вокруг валика 24 в течение фазы ускорения катушки В2, для автоматической выборки этой части материала в виде ленты можно сразу же после начала вышеописанной операции сращивания посредством смыкания групп скрепления слоев сразу же замедлить эту часть, а затем повернуть в направлении вращения электродвигателя 26 и валика 24 для выдачи головной части материала N2 в виде ленты на поточную линию L преобразования вместе с материалом N1 в виде ленты, еще находящимся в фазе подачи с катушки В1, и материалом N2 в виде ленты, разматываемым с катушки В2. Эта ситуация подробно показана на фиг.7В.
В подходящий момент в этой фазе работы материал N1 в виде ленты, поступающий с первой катушки В1, разрезают посредством прерывающего элемента 171. Фаза разрезания или прерывания материала в виде ленты, поступающего с почти пустой катушки В1, показана на фиг.1J. После начала операции сращивания и до прохождения хвостовой части материала N1 в виде ленты и головной части материала N2 через сращивающее устройство 151, со сращивающего устройства 151 подается материал, образованный из трех слоев, т.е. слоя материала N1 в виде ленты и двух слоев материала N2 в виде ленты. После прохождения головной части материала N2 в виде ленты, который отделяется от валика 24, и хвостовой части материала N1 в виде ленты через зазор, образованный валиком 153 противодавления и валиками 157 скрепления слоев, на выходе сращивающего устройства снова появится материал, состоящий лишь из одного слоя, т.е. материал N2 в виде ленты, что соответствует началу регулярной подачи на поточную линию преобразования, расположенную дальше по технологической цепочке. Участок, на котором образовалось место сращивания, будет отбракован дальше по технологической цепочке с помощью известных систем и переработан.
На следующей фиг.1K показано, как собирающее устройство 131 осуществляет выборку пустой катушки В1, которая высвобождается задними бабками 81 и 83 на люльке 133. Затем собирающее устройство перемещается в положение, аналогичное тому, которое показано на фиг.1А, а люлька 133 находится в нижнем положении для выпуска остатка материала катушки В1.
Как можно заметить, сравнивая фиг.1А и 1K, подача материала N2 в виде ленты продолжается разматывающим устройством в конфигурации, по существу, симметричной той, которая показана на фиг.1А. Когда катушка В2 закончится, устройство проведет цикл замены, по существу, симметричный тому, который уже описан, причем рычаги 49 и 51 с соответствующими элементами, которые они несут, будут осуществлять операции, частично обращенные по отношению к тем, которые описаны выше.
Из вышеизложенного следует уяснить, что вышеописанное разматывающее устройство способно проводить замену почти пустой катушки новой катушкой и сращивать материал в виде ленты, поступающий с почти пустой катушки, с материалом в виде ленты, поступающим с новой катушки, без остановки подачи на поточную линию, расположенную дальше по технологической цепочке, а также выборку всего материала в виде ленты, размотанного с новой катушки во время фазы сращивания, для упрощения операций повторения цикла. Остатки материала в виде ленты на челноке 9 не остаются. Участок материала N1 в виде ленты, частично размотанного с опустошенной катушки В1 (между ней и прерывающим устройством 171), восстанавливают вокруг трубчатой гильзы В1 путем изменения на обратное направления вращения задней бабки 83 соответствующей пары рычагов 51, так что это не может помешать операциям разгрузки.
Поскольку катушка В1, которая заканчивается, должна замедлять свое вращение до тех пор, пока она не остановится, после того, как материал N1 в виде ленты разрезан, эта катушка продолжает разматываться на некоторую длину до тех пор, пока направление вращения катушки В1 не изменится на противоположное, обеспечивая ее выборку. Чтобы избежать помех другим элементам машины, в частности - элементам сращивающего устройства, со стороны этого остаточного участка материала N1 в виде ленты, предусматривается собирающий элемент в форме криволинейной поверхности 172 или другая система сдерживания.
Использование вышеописанных двух групп 159 и 161 скрепления слоев гарантирует, что на участке материала, где произведено сращивание между материалами N1 и N2 в виде лент, нет свободных краев, которые могут помешать подаче самого материала. Фактически, когда первая группа 159 скрепления слоев смыкается, образуя место сращивания, между двумя материалами N1 и N2 в виде лент начинает создаваться зона, сращенная путем скрепления слоев. Без второй группы 161 скрепления слоев участок материала в виде ленты, временно накапливаемый на валике 24, просто волочился бы материалом, поступающим после сращивания, оставаясь свободным с риском сбиться с пути. Наличие второй группы скрепления слоев дает гарантию, что этот участок материала N2 в виде ленты прилипнет за счет скрепления слоев к материалу, продвигаемому управляемым, а не свободным образом на поточную линию L преобразования, расположенную дальше по технологической цепочке. Вторая группа скрепления слоев также гарантирует более надежное сращивание слоев, прикладывая достаточное тяговое усилие на участке материала, временно наматываемого и накапливаемого на валике 24, для облегчения выборки.
Конкретное расположение валика 24 для временного накопления материала N2 в виде ленты, поступающего с катушки В2, размещенной в технологической цепочке за положением первой группы 159 скрепления слоев, т.е. зоны, в которой происходит сращивание материалов N1 и N2 скрепления слоев, обеспечивает значительное ускорение второй катушки В2 перед проведением сращивания, вследствие этого, по существу, не вызывает излишнее уменьшение скорости подачи материала в виде ленты. В то же время, в отличие от известных устройств, необязательно иметь большое расстояние между сращивающими элементами и положением разматываемых катушек. Как можно заметить на чертежах, сращивание происходит в положении, очень близком к катушкам, а это позволяет лучше управлять материалом в виде ленты и обеспечивает повышенную компактность поточной линии.
Из вышеизложенного также ясно, что преимущества устройства согласно этому варианту осуществления представлены возможностью выборки, осуществляемой без ручного вмешательства, головной части материала в виде ленты с новой катушки, которая заменит пустую катушку. Это требует использования валика 26 с приводом.
Вместе с тем, при реализации накопительного элемента для начального участка материала в виде ленты, поступающего с новой катушки, возможны и другие конфигурации. Альтернативная конфигурация изображена на фиг.8А и 8В. Детали, являющиеся такими же, как на предыдущих чертежах (в частности, на фиг.7А и 7В), или эквивалентными, обозначены теми же позициями. В этом случае валик 24 и соответствующий электродвигатель 26 отсутствуют, а штанга 23 является полой и снабжена всасывающими щелями или отверстиями, которые удерживают головную часть материала N2 в виде ленты в фазе подготовки до тех пор, пока соответствующая катушки В2 не окажется введенной внутрь станции 7 разматывания.
В течение фазы ускорения катушки В2 начальный участок материала N2 в виде ленты всасывается внутрь камеры 200, предусмотренной на станции 7 разматывания. Благодаря всасывающей трубе 202 давление внутри камеры 200 немного меньше, чем атмосферное. Всасывание через полую штангу 23 прерывается. Таким образом, материал в виде ленты, который в предыдущем примере наматывался вокруг валика 24, накапливается в камере 200. Чтобы избежать помех всасыванию со стороны материала в виде ленты, который накапливается во всасывающей камере 200, внутри этой камеры помещена корзина 204 для поддержания материала в виде ленты.
Сразу же после того, как завершается сращивание двух материалов в виде ленты, всасывание внутри камеры 200 можно прервать, а весь материал, который накопился, выбрать, как показано на фиг.8В, аналогично тому, как это описано ранее для материала, временно намотанного вокруг валика 24.
При такой компоновке или при компоновке, в которой используется валик 24, реализуется временное накопление материала в виде ленты, который впоследствии будет подан на поточную линию и который окажется на рулоне, содержащем место сращивания между слоями. Этот рулон в любом случае предназначен для переработки. Таким образом, исключается потребность в удалении материала в виде ленты, спадающего со станции 7 разматывания или челнока 9, рукой или с помощью других систем.
Понятно, что чертежи демонстрируют лишь возможные варианты осуществления изобретения, форму и компоновку которых можно изменять в рамках замысла, заложенного в основу изобретения. Все позиции в прилагаемой формуле изобретения приведены только для того, чтобы облегчить прочтение формулы изобретения с обращением к вышеизложенному описанию и прилагаемым чертежам, а не для того, чтобы ограничить объем защиты, обуславливаемый формулой изобретения.


















Разматывающее устройство включает станцию разматывания с элементами для разматывания катушек и сращивающее устройство для сращивания друг с другом материалов в виде лент, поступающих с первой катушки и со второй катушки. На станции разматывания расположены, по меньшей мере, две опоры для соответствующих катушек материала в виде ленты, причем каждая опора связана с соответствующими разматывающими элементами. Эти опоры выполнены и расположены с возможностью одновременного поддержания двух разматываемых катушек в течение, по меньшей мере, одной фазы разматывания, а каждая из опор расположена и выполнена с возможностью загрузки новой катушки в положении зацепления, поддержания ее во время разматывания и выброса ее в положении высвобождения. Устройство по изобретению позволяет заменить пустую катушку на новую катушку с материалом быстро и надежно, без существенного снижения скорости подачи материала в поточную линию технологической цепочки. 2 н. и 71 з.п. ф-лы, 8 ил.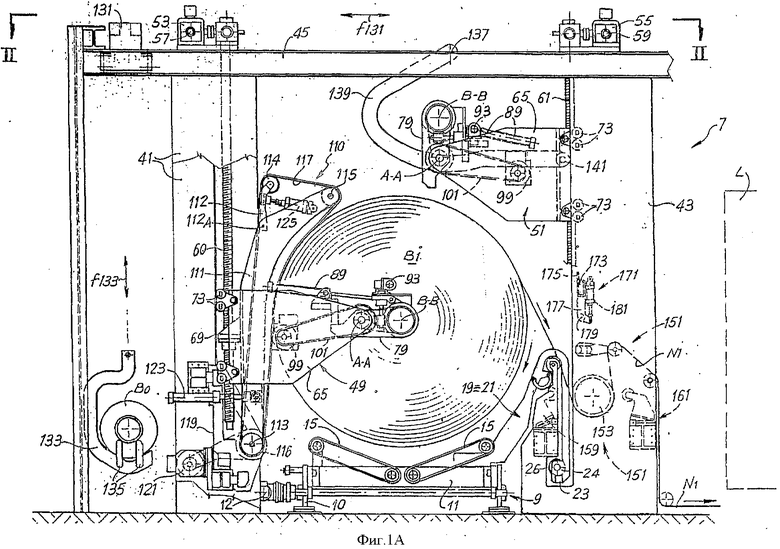
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ РУЛОНОВ ЛЕНТОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2128618C1 |
| EP 1162164 B1, 12.12.2001 | |||
| EP 1136406 A2, 26.09.2001 | |||
| US 5762283 A, 09.06.1998 | |||
| US 4544109 A, 01.10.1985 | |||
| DE 4334582 A, 13.04.1995 | |||
| GB 1389651 A, 03.04.1975. | |||

