Настоящее изобретение относится к способу и устройству для подачи и сращивания материалов в виде листов, смотанных в рулоны. В частности, настоящее изобретение относится к способу и устройству для подачи и сращивания листовых или фольговых материалов, смотанных в рулоны, для изготовления генерирующих аэрозоль изделий, содержащих такой листовой или фольговый материал.
В процессе изготовления или производства, в котором обрабатывается лист материала, смотанного в рулон, может потребоваться размотка материала с рулона с высокой скоростью, так что возможна обработка материала также с соответствующей высокой скоростью.
Однако, если лист материала полностью израсходован и рулон размотан или пуст, процесс изготовления или производства должен быть замедлен или остановлен с целью замены размотанного или пустого рулона на новый рулон.
Кроме того, перед продолжением процесса изготовления или производства должен быть подготовлен новый рулон. Это обусловлено тем фактом, что обычно лист материала, смотанного в рулон, или весь рулон, содержащий указанный лист материала, окружен упаковкой или оснащен наклейкой, этикеткой или биркой, несущей информацию, например, о данном материале. Следовательно, такая информация должна быть считана и проверена, а затем наклейка, этикетка или бирка должна быть удалена вместе с упаковкой перед тем, как станет возможно продолжение соответствующего процесса изготовления или производства.
Обычно все или некоторые из этих операций должны выполняться вручную оператором. Кроме того, эти операции отнимают много времени, подвержены ошибкам и сбоям и оказывают негативное влияние на производительность всего процесса изготовления или производства.
Следовательно, задача настоящего изобретения состоит в создании таких способа и устройства для подачи и сращивания смотанного в рулоны листа материала, которые обеспечивали бы возможность обработки материала с более высокой скоростью, в частности, при замене размотанного или пустого рулона на новый рулон.
Согласно первому аспекту настоящее изобретение относится к способ подачи и сращивания листа материала, намотанного в рулоны, при этом способ включает предоставление вращающегося колеса, имеющего по меньшей мере первый, второй, третий и четвертый держатель катушки, определяющие первую, вторую, третью и четвертая станции; разматывание первого листа материала, намотанного в первом рулоне, выполненном на первой станции; и определение количества первого листа материала, оставшегося в первом рулоне; и вращение указанного первого листа материала, оставшегося в первом рулоне; и вращение указанного первого листа материала; и вращение колеса таким образом, что по существу пустого первого рулона перемещается на четвертая станция; и третий рулон перемещают во вторую станцию; и
Согласно настоящему изобретению, обеспечивается возможность поддержания по существу постоянной скорости процесса производства, поскольку по существу отсутствует необходимость в останове или в существенном снижении скорости процесса производства во время замены первого рулона (производственного рулона) на второй (новый) рулон. На практике возможно одновременное выполнение нескольких этапов способа. Путем сращивания первого материала, разматываемого с первого рулона, с вторым материалом, разматываемым с второго рулона, когда или незадолго до того, как первый рулон по существу израсходован, обеспечивается возможность поддержания высокой скорости обработки материала и, соответственно, высокой производительности всего процесса. Предпочтительно, рулон по существу всегда готов к сращиванию.
В контексте данного документа термин «лист» обозначает плоский элемент, ширина и длина которого существенно превышают его толщину. Ширина листа предпочтительно составляет более чем приблизительно 10 миллиметров, более предпочтительно более чем приблизительно 20 миллиметров или приблизительно 30 миллиметров. Еще более предпочтительно, ширина листа составляет от приблизительно 100 миллиметров до приблизительно 300 миллиметров. В предпочтительном варианте осуществления лист представляет собой лист содержащего алкалоиды материала, например гомогенизированного табачного материала. Также могут использоваться другие содержащие алкалоиды материалы растительного происхождения. Листы полимерного материала также могут быть подвергнуты деформации с образованием стержней.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и литой лист. Способ изготовления листов гомогенизированного табачного материала обычно включает этап, на котором табачную пыль и связующее смешивают с образованием пульпы. Затем эту пульпу используют для создания табачного полотна. Например, путем литья вязкой пульпы на движущуюся металлическую ленту получают так называемый литой лист. В качестве альтернативы, пульпа с низкой вязкостью и высоким содержанием воды может использоваться для получения восстановленного табака в процессе, сходном с производством бумаги.
Листовой материал из табака может именоваться восстановленным листовым материалом, и он может быть получен с использованием сыпучего табака (например, восстановленного табака) или табачной сыпучей смеси, увлажнителя и водного растворителя с образованием табачной композиции. Затем эту табачную композицию подвергают литью, экструзии, раскатке или прессованию с получением листового материала из табачной композиции. Лист из табака может быть получен с использованием: влажного процесса, в котором мелкодисперсные табачные частицы используют для изготовления бумагообразного материала; или процесса литья листа, в котором мелкодисперсные табачные частицы смешивают со связующим материалом и осуществляют литье на движущуюся ленту с образованием листа.
Лист гомогенизированного табачного материала может быть смотан в рулоны, которые разматываются с целью дальнейшей обработки для того, чтобы этот материал стал частью, например, генерирующего аэрозоль изделия, т.е. был включен в образующий аэрозоль субстрат генерирующего аэрозоль изделия. «Нагреваемое без сжигания» генерирующее аэрозоль изделие представляет собой курительное изделие, в котором образующий аэрозоль субстрат нагревают до сравнительно низкой температуры с тем, чтобы происходило образование аэрозоля, но при этом предотвращалось горение табачного материала. Кроме того, табак, присутствующий в гомогенизированном табачном листе, обычно представляет собой исключительно табак или содержит главным образом табак, присутствующий в гомогенизированном табачном материале указанного «нагреваемого без сжигания» генерирующего аэрозоль изделия. Это означает, что состав аэрозоля, который генерируется указанным «нагреваемым без сжигания» генерирующим аэрозоль изделием, по существу обусловлен лишь гомогенизированным табачным материалом.
В контексте данного документа термин «образующий аэрозоль материал» обозначает материал, который способен при нагреве выделять летучие соединения для генерирования аэрозоля. Табак может быть классифицирован как образующий аэрозоль материал, в частности, как лист гомогенизированного табака, содержащий вещество для образования аэрозоля. Образующий аэрозоль субстрат может содержать образующий аэрозоль материал или состоять из него.
Гомогенизированный табачный лист в целом содержит, в дополнение к табаку, связующее и вещество для образования аэрозоля. Полученный из этой композиции лист может быть «липким», то есть он приклеивается к смежным объектам, и в то же самое время он является довольно хрупким, имея сравнительно низкую прочность при растяжении.
Указанный лист может включать лист из полимерного материала. Он может включать лист из полимолочной кислоты.
В зависимости от вида материала, под рулоном (или катушкой) следует понимать носитель, на который намотан лист материала, или сам материал, смотанный в виде рулона или катушки (это означает, что он является самоподдерживающим). Форма рулона может быть любой. Предпочтительно, рулон имеет цилиндрическую форму.
Способ согласно настоящему изобретению предусматривает наличие по меньшей мере трех рулонов.
Обычно материал, образующий листы, является одинаковым на всех рулонах. Тем не менее, могут использоваться также рулоны с материалами разных видов.
Способ согласно настоящему изобретению предусматривает использование вращающегося колеса, содержащего четыре разных станции. Также может быть обеспечено большее количество станций. Каждая станция может обрабатывать отдельный рулон, установленный на держателе рулона.
В целом, согласно настоящему изобретению, обработку рулона осуществляют за четыре этапа, причем каждый этап соответствует одной из четырех возможных станций. Предпочтительно, происходит циклическое достижение указанных станций в результате надлежащего вращения колеса, на или в котором обеспечены четыре держателя рулона. Следовательно, станция (которая представляет собой заданное местоположение в пространстве) может быть достигнута конкретным рулоном при вращении колеса; предпочтительно, в случае четырех разных станций колесо вращают на 90° каждый раз при необходимости перемещения рулона на другую станцию. Также могут быть предусмотрены другие углы в случае, если количество станций отлично от четырех.
Первая станция предпочтительно представляет собой станцию производства или размотки. Разматывают рулон, расположенный на этой первой станции («первый рулон» или «производственный рулон») и подают размотанный материал, например, в производственную машину для надлежащей дальнейшей обработки материала.
Вторая станция представляет собой станцию ожидания и сращивания. Рулон, расположенный на этой второй станции («второй рулон»), готов к тому, чтобы стать первым рулоном, как только будет обнаружено, что текущий первый рулон по существу или полностью размотан (это означает, что первый материал, т.е. материал первого рулона или на первом рулоне, по существу или полностью израсходован). Затем первый материал, размотанный с первого рулона, сращивают с вторым материалом, размотанным с второго рулона, находящегося на второй станции.
Третья станция представляет собой станцию подготовки, на которой рулон, расположенный на этой третьей станции («третий рулон»), подготавливают перед тем, как он будет перемещен на вторую станцию путем надлежащего вращения колеса. В зависимости от типа материала третьего листа, смотанного в третий рулон, указанная подготовка может представлять собой любую операцию, осуществление которой является необходимым или предпочтительным перед предстоящим сращиванием материала на второй станции после вращения колеса.
На этой станции считывают информацию о третьем рулоне, содержащуюся на наклейке, этикетке или бирке. Рулоны часто содержат наклейку, этикетку или бирку, на которых содержится некоторое количество информации. Эта информация является значимой для остальной части процесса. В частности, при наличии неправильной информации может быть подана команда на останов процесса. Кроме того, на данной станции осуществляют удаление наклейки, этикетки или бирки, содержащей вышеупомянутую информацию, с третьего рулона. Наклейка больше не нужна, и ее присутствие может стать помехой на следующем этапе обработки при осуществлении способа согласно настоящему изобретению.
Предпочтительно, указанные этапы выполняют в этом порядке, т.е. сначала проводят считывание, а затем удаляют наклейку, этикетку или бирку.
Более предпочтительно, после этапа удаления наклейки следует дополнительный этап, на котором отделяют концевой участок третьего рулона.
В результате указанного вращения колеса по существу пустой первый рулон перемещается на четвертую станцию, второй рулон перемещается на первую станцию, и третий рулон перемещается на вторую станцию.
Предпочтительно, четвертая станция представляет собой станцию загрузки и выгрузки, так что на этой станции пустой или по существу пустой рулон, который в результате вращения колеса поступил с первой станции, может быть заменен на новый рулон. Затем в результате следующего вращения колеса новый рулон перемещается на третью станцию.
Кроме того, термин «размотка» используется по всему настоящему описанию для обозначения либо размотки в направлении, перпендикулярном оси рулона, либо размотки в направлении, параллельном оси рулона. Первый вариант обычно предпочтителен, если материал представляет собой листовой или фольговый материал. Если материал имеет форму проволоки, кабеля, нити или пряжи, то могут быть выбраны оба направления.
При использовании данного способа отсутствуют потери времени на обработку рулона перед сращиванием. Лист материала готов к сращиванию, как только используемый рулон, разматываемый в настоящий момент, будет близок к израсходованию.
Предпочтительно, способ включает этап, на котором заменяют первый по существу пустой рулон на четвертой станции на новый рулон. Отсутствует необходимость в блокировке устройства для смены рулона. Израсходованный рулон находится на станции, а другой рулон находится на другой станции, и осуществляется его размотка.
Предпочтительно, подготовка к сращиванию третьего рулона может включать по меньшей мере одну из следующих операций: считывание дополнительной информации, размещенной на третьем рулоне; удаление упаковки с третьего рулона; проверку типа и контроль качества третьего материала, смотанного в третий рулон или намотанного на третий рулон; и отделение концевого участка третьего материала от третьего рулона. Следовательно, подготовка к сращиванию может включать любую операцию, которую необходимо осуществить перед предстоящим сращиванием материала на второй станции после вращения колеса. Выбранная операция зависит от типа рулона и от материала. Данный многозадачный подход способствует сокращению времени производства и минимизации взаимодействия человека с оборудованием, вследствие чего повышается безопасность. Информация о третьем рулоне может быть размещена не только на наклейке, но также и на другом участке самого третьего рулона.
Предпочтительно, считывание информации о третьем рулоне, содержащейся на наклейке, включает выдачу сигнала ошибки, если считанная информация не совпадает с ожидаемой информацией. Информация указывает, например, по меньшей мере одно из типа и качества третьего материала и количество третьего материала, смотанного в третий рулон или намотанного на третий рулон. В случае, если во время подготовки считана информация, размещенная на третьем рулоне или содержащаяся на наклейке, этикетке или бирке, предпочтительно выдают сигнал ошибки при несовпадении считанной информации с ожидаемой информацией. Таким образом обеспечивается возможность быстрой обратной связи.
Предпочтительно сращивание первого листа материала, намотанного на первый рулон, вторым листом материала, намотанного во второй рулон включает: удерживание конечной части второго материала, намотанного во второй рулон, путем всасывания. Лист материала, смотанного в рулоны, предпочтительно подвергают «аккуратной» обработке во избежание его разрыва. С целью обеспечения быстрого и надежного сращивания, предпочтительно захватывают концевой участок второго материала, смотанного во второй рулон, посредством захватного механизма, например присасывающего устройства, которое предпочтительно обеспечено в или на второй станции.
Предпочтительно, сращивание материалов включает по меньшей мере одно из следующего: сварка, горячая сварка, ультразвуковая сварка, увлажнение и прессование, слипание, адгезия, склеивание. Тип сращивания выбирают в соответствии с типом материала, который используется для образования листа, смотанного в рулоны. Сращивание может быть выполнено путем сварки, например путем горячей сварки или ультразвуковой сварки, или путем слипания, адгезии или склеивания, или путем прессования обоих материалов друг к другу, предпочтительно, с предварительным увлажнением.
Предпочтительно, сращивание первого листа материала, смотанного в первый рулон, с вторым листом материала, смотанного во второй рулон, включает отрезание первого листа материала, разматываемого с первого рулона, в месте, расположенном раньше по ходу потока относительно места сращивания.
Предпочтительно, после сращивания первый лист материала, разматываемый с первого рулона, отрезают в месте, расположенном раньше по ходу потока относительно места сращивания, после чего разматывают второй рулон, который становится новым производственным рулоном. Более предпочтительно, во время или после сращивания вращают колесо с целью перемещения нового производственного рулона на первую станцию, так что новый производственный рулон становится первым рулоном. Наиболее предпочтительно, второй материал, смотанный во второй рулон, уже разматывают во время вращения колеса.
Если зависящая, например, от вида материала нормальная (полная) скорость, с которой разматывают материал с производственного рулона, составляет приблизительно 300 метров в минуту, то скорость во время сращивания может поддерживаться на уровне приблизительно 25 метров в минуту.
Предпочтительно, способ включает этапы, на которых: обеспечивают буферный блок дальше по ходу потока относительно колеса; и обеспечивают поступление листов материала, хранящихся в буферном блоке, дальше по ходу потока относительно буферного блока во время сращивания первого листа материала, разматываемого первого рулона, с вторым листом материала, разматываемого с второго рулона. С целью дополнительного повышения этой скорости, предпочтительно помещают на хранение или буферизируют лист материала, разматываемого с производственного рулона, дальше по ходу потока относительно вращающегося колеса посредством буферного блока. Таким образом обеспечивается возможность поступления буферизованного материала дальше по ходу потока относительно буферного блока для дополнительной обработки, особенно во время замены рулона и, в частности, во время операции сращивания. В результате обеспечивается преимущество, состоящее в том, что если операция замены рулона и/или сращивания требует замедления или останова размотки материала с производственного рулона, то обеспечивается либо возможность поддержания скорости материала, который подается на дополнительную обработку дальше по ходу потока относительно буферного блока (в зависимости от емкости буферного блока) на уровне нормальной (полной) скорости, либо возможность ее поддержания по меньшей на более высоком уровне, чем скорость, с которой материал разматывают с производственного рулона во время замены рулона или сращивания. Это положительно влияет на общую производительность.
Предпочтительно, способ включает этап, на котором разматывают второй лист материала, смотанного во второй рулон, во время вращения колеса.
Предпочтительно, по меньшей мере один из первого, второго и третьего листов материала включает полимерный материал или содержащий алкалоиды материал. Более предпочтительно, лист затем используют для производства компонента генерирующего аэрозоль изделия.
Согласно второму аспекту, настоящее изобретение относится к к устройству для подачи и сращивания материалов, смотанных в рулоны, причем устройство содержит: вращающееся колесо, имеющее по меньшей мере первый, второй, третий и четвертый держатели рулонов, образующие первую, вторую, третью и четвертую станции; размоточное устройство, выполненное с возможностью размотки первого листа материала, смотанного в первый рулон, на первой станции; чувствительное устройство, выполненное с возможностью определения количества первого листа материала, остающегося на первом рулоне на первой станции; блок сращивания, выполненный с возможностью сращивания первого листа материала, разматываемого с первого рулона, с вторым листом материала, разматываемого с второго рулона, находящегося на второй станции; блок подготовки, выполненный с возможностью подготовки к сращиванию третьего рулона, находящегося на третьей станции, причем блок подготовки содержит: считывающее устройство для считывания информации о третьем рулоне, содержащейся на наклейке, этикетке или бирке, и первое устройство для удаления наклейки, этикетки или бирки с третьего рулона; и исполнительный элемент, выполненный с возможностью вращения колеса, если определяемое количество первого листа материала, остающегося на первом рулоне, стало меньше заданного минимального значения, таким образом, чтобы первый рулон переместился на четвертую станцию, а третий рулон переместился на вторую станцию.
Таким образом, обеспечено устройство, которое обеспечивает возможность замены первого рулона (производственного рулона) на второй (новый) рулон без останова устройства. Благодаря сращиванию первого листа материала на первом рулоне с вторым листом материала на втором рулоне, во время или незадолго до размотки первого рулона, обеспечивается возможность реализации высокой скорости обработки материала и, соответственно, высокой производительности устройства даже во время сращивания.
Еще одно преимущество этого устройства состоит в том, что ручная выгрузка пустого рулона на четвертой станции и ручная загрузка нового рулона нового рулона на четвертой станции возможны без останова устройства. В результате дополнительно повышается скорость обработки материала.
Предпочтительно, первый, второй, третий и четвертый держатели рулона выполнены с возможностью вращения вокруг параллельных осей.
Предпочтительно, первый, второй, третий и четвертый держатели рулона расположены через равные угловые промежутки. Таким образом, в результате вращения колеса каждый рулон достигает другой станции. В этом случае указанное колесо вращают каждый раз на 90° с целью перемещения каждого держателя рулона от одной станции до следующей станции.
Предпочтительно, исполнительный элемент, который выполнен с возможностью вращения колеса, содержит первый двигатель для приведения в действие колеса. Более предпочтительно, размоточное устройство содержит второй двигатель для приведения в действие каждого держателя рулона при его размещении на первой станции с целью размотки первого рулона на первой станции. Предпочтительно, указанный второй двигатель расположен неподвижно относительно вращения колеса и, более предпочтительно, он расположен ниже или в стороне от колеса, так что каждый держатель рулона, который переместился на первую станцию, взаимодействует с приводным валом второго двигателя для вращения соответствующего держателя рулона.
Наиболее предпочтительно, размоточное устройство содержит второй двигатель для каждого держателя рулона, причем вторые двигатели расположены навращающемся колесе. Иначе говоря, каждый из держателей рулона с первого по четвертый оснащен собственным двигателем, который предпочтительно установлен на вращающемся колесе и активируется при его перемещении на первую станцию.
Приведение в действие каждого держателя рулона при его размещении на первой станции обеспечивает преимущество, если материал разматывается в направлении, перпендикулярном оси рулона. В качестве альтернативы, в случае размотки материала параллельно оси рулона обеспечивается возможность стягивания материала с соответствующего рулона.
Кроме того, предпочтительно, чувствительное устройство, выполненное с возможностью определения количества первого материала, остающегося на первом рулоне, содержит валик, прокатывающийся по внешней поверхности первого рулона, и датчик расстояния или датчик близости для измерения величины перемещения валика в направлении центра первого держателя рулона. Путем оценки указанного расстояния возможно определение количества остающегося первого материала.
Чувствительное устройство может содержать датчик крутящего момента для измерения крутящего момента, который должен создаваться вторым двигателем, приводящим в действие первый держатель рулона на первой станции для размотки первого рулона. Поскольку указанный крутящий момент уменьшается с уменьшением количества первого материала в или на рулоне, количество остающегося первого материала в или на рулоне может быть определено путем оценки крутящего момента, который должен создаваться вторым двигателем.
Блок подготовки, выполненный с возможностью подготовки к сращиванию третьего рулона, находящегося на третьей станции, может содержать по меньшей мере одно из следующих устройств: дополнительное считывающее устройство для считывания информации, размещенной на третьем рулоне; второе устройство для удаления упаковки с третьего рулона; третье устройство для проверки типа и/или для контроля качества третьего листа материала, смотанного в третий рулон или намотанного на третий рулон; и отделяющее устройство для отделения концевого участка третьего листа материала от третьего рулона с целью его предоставления для сращивания.
Предпочтительно, предусмотрен нож для отрезания первого материала, разматываемого с первого рулона, в месте, расположенном раньше по ходу потока относительно места сращивания.
Предпочтительно, предусмотрен буферный блок, расположенный дальше по ходу потока относительно вращающегося колеса. Такой буферный блок может содержать, например, по меньшей мере два буферных валика, которые имеют возможность перемещения относительно друг друга таким образом, чтобы они находились рядом друг с другом и на удалении друг от друга. Кроме того, подачу материала осуществляют, например, по U-образной траектории или по траектории с одним или более изгибами вокруг валиков таким образом, чтобы при перемещении буферных валиков ближе друг к другу происходило высвобождение дополнительной длины материала из буферного блока и ее размещение дальше по ходу потока относительно буферного блока.
Предпочтительно, указанное перемещение буферных валиков для высвобождения дополнительной длины материала инициируют во время замены рулона и, наиболее предпочтительно, во время сращивания первого материала, разматываемого с первого рулона, со вторым материалом, разматываемым с второго рулона. Это дает преимущество, состоящее либо в обеспечении возможности поддержания скорости материала, подаваемого для дальнейшей обработки дальше по ходу потока относительно буферного блока, на уровне нормальной (полной) скорости, либо в обеспечении возможности ее поддержания по меньшей мере на более высоком уровне по сравнению со скоростью, с которой материал разматывается с производственного рулона во время замены рулона или сращивания.
После завершения операции замены рулона и/или сращивания, валики буфера перемещают обратно к их расположению на исходном расстоянии друг от друга, так что буферный блок принимает дополнительную длину материала с производственного рулона.
Такой буферный блок предпочтительно объединен с детектором неполадок для обнаружения, например, разрыва первого материала во время размотки с первого рулона. Если обнаружена указанная неполадка или другая неполадка, и устройство остановлено для устранения неполадки, то материал, хранящийся в буферном блоке, доставляется для дальнейшей обработки во время останова устройства.
Таким образом обеспечивается возможность поддержания высокой скорости доставки материала для дальнейшей обработки даже в случае неполадки устройства.
Другие преимущества настоящего изобретения станут понятны из его подробного описания с неограничивающими ссылками на сопроводительные чертежи.
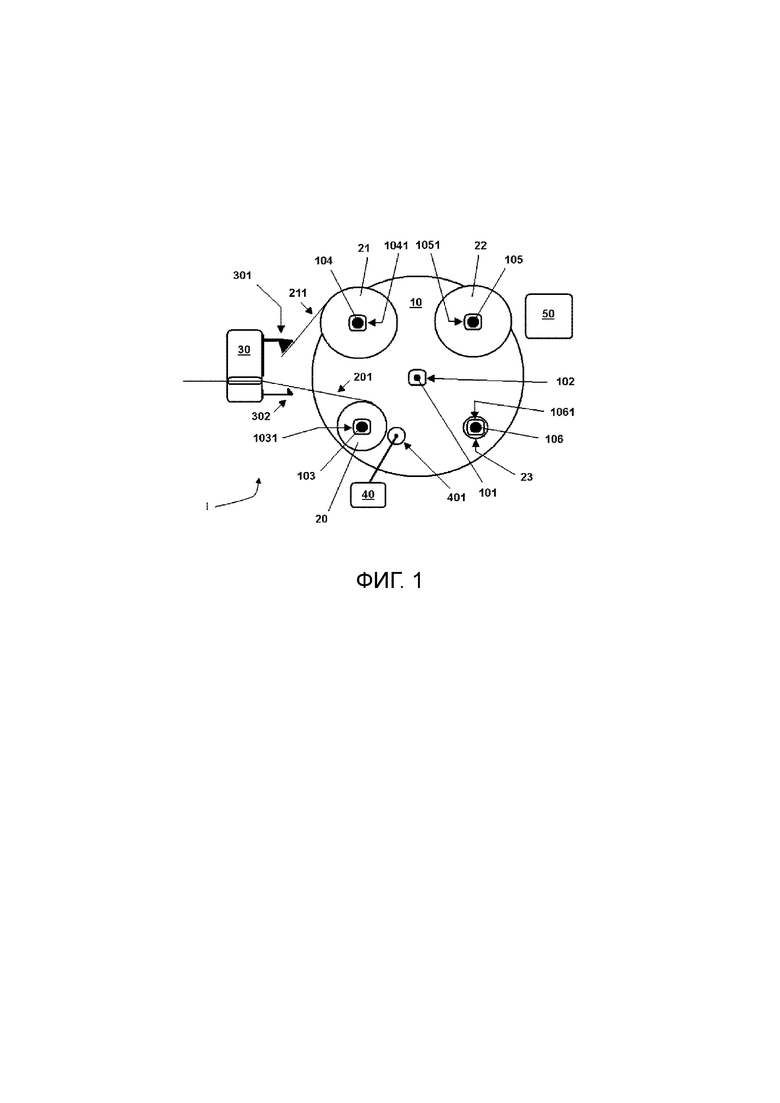
На фиг. 1 показан собой схематичный вид устройства для подачи и сращивания листа материала, смотанного в рулон, согласно настоящему изобретению.
На единственной фигуре (фиг. 1) обозначено 1 устройство для подачи и сращивания листа материала, намотанного в рулон согласно настоящему изобретению.
Устройство 1 содержит диск или колесо 10, установленное с возможностью вращения вокруг центральной оси 101. Колесо 10 может приводиться во вращение посредством исполнительного элемента, который содержит первый двигатель 102 для вращения колеса в направлении против часовой стрелки.
Колесо 10 содержит первый держатель 103 рулона, второй держатель 104 рулона, третий держатель 105 рулона и четвертый держатель 106 рулона. Предпочтительно, держатели рулона расположены вдоль окружного направления колеса 10 через равные промежутки.
Каждый держатель 103-106 рулона в результате вращения колеса 10 размещается на одной из первой, второй, третьей и четвертой станции. На фиг. 1 первый держатель 103 рулона расположен на первой станции, второй держатель 104 рулона расположен на второй станции, третий держатель 105 рулона расположен на третьей станции, и четвертый держатель 106 рулона расположен на четвертой станции.
При этом первый держатель 103 рулона удерживает первый рулон 20, второй держатель 104 рулона удерживает второй рулон 21, третий держатель 105 рулона удерживает третий рулон 22, и четвертый держатель 106 рулона удерживает четвертый рулон 23.
Держатели 103-105 рулона установлены на колесе 10 таким образом, что они имеют возможность вращения вокруг оси, перпендикулярной плоскости колеса 10.
Кроме того, четыре вторых двигателя 1031, 1041, 1051, 1061 расположены на колесе 10 для приведения в действие каждого из четырех держателей 103-105 рулона для размотки материала на четырех соответствующих рулонах 20-23.
Кроме того, на фиг. 1 показано чувствительное устройство 40, которое выполнено с возможностью определения количества первого материала 201, остающегося на первом рулоне 20. Более конкретно, чувствительное устройство 40 предпочтительно содержит валик 401, прокатывающийся по внешней поверхности первого рулона 20, и предпочтительно содержит датчик расстояния или датчик близости для измерения величины перемещения валика 401 в направлении центра первого держателя 103 рулона. На основе указанного расстояния определяют количество первого материала 201, остающегося на первом рулоне 20.
Кроме того, устройство согласно настоящему изобретению содержит блок 30 сращивания. Указанный блок 30 сращивания расположен неподвижно относительно вращения колеса 10, предпочтительно с боковой стороны колеса 10 по существу между первой и второй станциями. Указанный блок 30 сращивания выполнен с возможностью сращивания первого материала 201, разматываемого с первого рулона 20, с вторым материалом 211, разматываемым с второго рулона 21. Тип сращивания выбирают в соответствии с типом материала таким образом, чтобы была обеспечена возможность надежного соединения обоих материалов 201, 211 друг с другом.
Как схематично показано на фиг. 1, блок 30 сращивания предпочтительно содержит захватный механизм 301 для захвата и удержания концевого участка второго материала 211 второго рулона 21. Указанный захватный механизм 301 может быть выполнен в виде присасывающего или вакуумного захвата, который выполнен с возможностью перемещения таким образом, что захваченный концевой участок второго материала 211 второго рулона 21 направляется в положение внутри блока 30 сращивания, в котором его сращивают с первым материалом 201 первого рулона 20.
Кроме того, блок 30 сращивания предпочтительно оснащен ножом 302 для отрезания первого материала 201, разматываемого с первого рулона 20, в месте, расположенном раньше по ходу потока относительно места сращивания, после завершения операции сращивания.
Наконец, устройство согласно настоящему изобретению содержит блок 50 подготовки.
Указанный блок 50 подготовки расположен неподвижно относительно вращения колеса 10, предпочтительно с боковой стороны колеса 10 вблизи третьей станции. Блок 50 подготовки выполнен с возможностью подготовки к сращиванию третьего рулона 22, находящегося на третьей станции. Такой блок 50 подготовки может содержать по меньшей мере одно из следующего: первое устройство для удаления наклейки, этикетки или бирки с третьего рулона 22; считывающее устройство для считывания информации, размещенной на третьем рулоне 22 или содержащейся на наклейке, этикетке или бирке; второе устройство для удаления упаковки с третьего рулона 22; третье устройство для проверки типа и/или для контроля качества третьего материала, смотанного в третий рулон или намотанного на третий рулон 22; и отделяющее устройство для отделения концевого участка третьего материала от третьего рулона 22 с целью его предоставления для сращивания и/или для захвата захватным механизмом 211.
Устройство работает следующим образом.
Во время размотки первого материала 201, смотанного в первый рулон 20, который находится на первой станции, чувствительное устройство 40 отслеживает количество первого материала 201, остающегося на первом рулоне 20.
При обнаружении чувствительным устройством 40 того факта, что количество первого материала 201, остающегося на первом рулоне 20, стало меньше заданного минимального значения, захватный механизм 301 активируется и захватывает концевой участок второго материала 211 с второго рулона 21, находящегося на второй станции.
Захватный механизм 301 направляет концевой участок в место, находящееся внутри блока 30 сращивания, путем стягивания второго материала 211 на соответствующую длину с второго рулона 20 или путем приведения в действие второго держателя 104 рулона путем активации второго двигателя 1041 для размотки второго материала на соответствующую длину.
Затем этот концевой участок сращивается с первым материалом 201 первого рулона 20 во время размотки первого материала 201 с первого рулона 20.
Если из-за типа материала сращивание не может быть осуществлено во время размотки материала 201 с первого рулона 20 при нормальной или полной скорости, то соответствующий второй двигатель 1031, приводящий в действие первый держатель 103 рулона, надлежащим образом замедляют или останавливают во время операции сращивания.
После завершения операции сращивания активируют нож 302 для отрезания первого материала 201 в месте, расположенном раньше по ходу потока относительно места сращивания. Таким образом, второй рулон 21 теперь становится производственным рулоном и разматывается путем приведения в действие второго держателя 104 рулона посредством соответствующего второго двигателя 1041.
Одновременно включают первый двигатель 102, так что колесо 10 вращается приблизительно на 90°. На момент завершения вращения колеса 10 второй рулон 21 достигает первой станции, а по существу пустой первый рулон 20 достигает четвертой станции, где возможна его замена на новый рулон. Кроме того, третий рулон 22 достигает второй станции.
Если, в качестве альтернативны, как упомянуто выше, размоточное устройство содержит один лишь второй двигатель 1031, который расположен неподвижно относительно вращения колеса 10 и предназначен для приведения в действие каждого держателя рулона, расположенного на первой станции, то второй материал 211 должен быть стянут с второго рулона 21 посредством захватного механизма 301.
Кроме того, при вращении колеса 10 в результате активации первого двигателя 102 прекращается взаимодействие между вторым двигателем 1031 и первым держателем 103 рулона, так что размотка первого материала 201 с первого рулона 20 останавливается.
До или после активации первого двигателя 102 осуществляют операцию сращивания.
Первый двигатель 102 работает таким образом, что сразу же после завершения операции сращивания или спустя короткое время после завершения операции сращивания, второй рулон 21 достигает первой станции, и второй держатель 104 рулона входит во взаимодействие с вторым двигателем 1031, так что теперь второй рулон 21 приводится в действие для размотки и становится новым первым рулоном. Одновременно выключается первый двигатель 102 и в результате этого вращение колеса 10 останавливается.
Предпочтительно, как и в предыдущем случае, нож 302 активируется для отрезания первого материала 201 первого рулона 20 после операции сращивания и до того, как второй рулон 21 будет приведен в действие для размотки.
Как и в предыдущем случае, на момент завершения вращения колеса 10 по существу пустой первый рулон 20 достигает четвертой станции, где возможна его замена на новый рулон, а третий рулон 22 достигает второй станции.
При размотке первого рулона 20 на первой станции третий рулон 22, находящийся на третьей станции, подготавливается к сращиванию посредством блока 50 подготовки.
Вышеуказанный блок 50 подготовки, как указано выше, обеспечен для осуществления по меньшей мере одного из следующего: удаления наклейки, этикетки или бирки с третьего рулона, считывания информации, размещенной на третьем рулоне или содержащиеся на наклейке, этикетке или бирке, удаления упаковки с третьего рулона, проверки типа и контроля качества третьего материала, смотанного в третий рулон, и любых других операций, которые должны быть осуществлены перед сращиванием.
Если считанная информация не соответствует ожидаемой информации, или если тип или качество не соответствуют ожиданиям, блок 50 подготовки вырабатывает сигнал, указывающий оператору, что третий рулон 22, находящийся на третьей станции, должен быть заменен. Во время этой подготовки и возможной замены не требуется останов размотки текущего первого рулона.
Это вносит вклад в обеспечение общей скорости обработки материалов, смотанных в рулоны.
Группа изобретений относится к обработке листового материала, намотанного в рулоны. Обеспечивают вращающееся колесо, имеющее по меньшей мере первый, второй, третий и четвертый держатели рулона, образующие первую, вторую, третью и четвертую станции. Разматывают первый лист материала, смотанного в первый рулон, обеспеченный на первой станции. Определяют количество первого листа материала, остающегося на первом рулоне на первой станции. В зависимости от количества первого листа материала осуществляют сращивание первого листа материала, разматываемого с первого рулона, со вторым листом материала, разматываемого с второго рулона, находящегося на второй станции. Осуществляют подготовку к сращиванию третьего листа материала в третьем рулоне, находящемся на третьей станции. Причем указанная подготовка включает в себя: считывание информации о третьем рулоне, содержащемся на наклейке, этикетке или бирке, удаление наклейки, этикетки или бирки с третьего рулона. Вращают колесо таким образом, чтобы по существу пустой первый рулон переместился на четвертую станцию, а третий рулон переместился на вторую станцию. Повышается скорость обработки материала, в частности, при замене размотанного или пустого рулона на новый рулон. 2 н. и 20 з.п. ф-лы, 1 ил.
1. Способ подачи и сращивания листов материала, смотанного в рулоны, включающий в себя этапы, на которых обеспечивают вращающееся колесо, имеющее по меньшей мере первый, второй, третий и четвертый держатели рулона, образующие первую, вторую, третью и четвертую станции; разматывают первый лист материала, смотанного в первый рулон, обеспеченный на первой станции; определяют количество первого листа материала, остающегося на первом рулоне на первой станции; в зависимости от количества первого листа материала, осуществляют сращивание первого листа материала, разматываемого с первого рулона, со вторым листом материала, разматываемого с второго рулона, находящегося на второй станции; осуществляют подготовку к сращиванию третьего листа материала в третьем рулоне, находящемся на третьей станции, причем указанная подготовка включает в себя: считывание информации о третьем рулоне, содержащемся на наклейке, этикетке или бирке, удаление наклейки, этикетки или бирки с третьего рулона; и вращают колесо таким образом, чтобы по существу пустой первый рулон переместился на четвертую станцию, а третий рулон переместился на вторую станцию.
2. Способ по п. 1, включающий в себя этап, на котором заменяют первый по существу пустой рулон на четвертой станции на новый рулон.
3. Способ по п. 1 или 2, отличающийся тем, что этап подготовки к сращиванию дополнительно включает в себя по меньшей мере одно из: считывание дополнительной информации, размещенной на третьем рулоне, удаление упаковки с третьего рулона, проверку типа и контроль качества третьего материала, смотанного в третий рулон или намотанного на третий рулон, отделение концевого участка третьего материала от третьего рулона.
4. Способ по любому из предыдущих пунктов, согласно которому считывание информации о третьем рулоне, содержащейся на наклейке, этикетке или бирке, включает в себя выдачу сигнала ошибки, если считанная информация не совпадает с ожидаемой информацией.
5. Способ по любому из предыдущих пунктов, согласно которому сращивание первого листа материала, смотанного в первый рулон, со вторым листом материала, смотанного во второй рулон, включает в себя: удержание концевого участка второго материала, смотанного во второй рулон, посредством присасывания.
6. Способ по любому из предыдущих пунктов, согласно которому сращивание материалов включает в себя по меньшей мере одно из следующего: сварку, горячую сварку, ультразвуковую сварку, увлажнение и прессование, слипание, адгезию, склеивание.
7. Способ по любому из предыдущих пунктов, согласно которому сращивание первого листа материала, cмотанного в первый рулон, со вторым листом материала, cмотанного во второй рулон, включает в себя отрезание первого листа материала, разматываемого с первого рулона, в месте, расположенном раньше по ходу потока относительно места сращивания.
8. Способ по любому из предыдущих пунктов, включающий в себя этапы, на которых обеспечивают буферный блок дальше по ходу потока относительно вращающегося колеса; и обеспечивают поступление листов материала, хранящихся в буферном блоке, дальше по ходу потока относительно буферного блока во время сращивания первого листа материала, разматываемого с первого рулона, со вторым листом материала, разматываемого с второго рулона.
9. Способ по любому из предыдущих пунктов, включающий в себя этап, на котором во время вращения колеса разматывают второй лист материала, смотанного во второй рулон.
10. Способ по любому из предыдущих пунктов, согласно которому по меньшей мере один из первого, второго и третьего листов материала содержит полимерный материал или материал, содержащий алкалоиды.
11. Устройство для подачи и сращивания листов материала, смотанного в рулоны, содержащее вращающееся колесо, имеющее по меньшей мере первый, второй, третий и четвертый держатели рулонов, образующие первую, вторую, третью и четвертую станции; размоточное устройство, выполненное с возможностью размотки первого листа материала, смотанного в первый рулон, обеспеченный на первой станции; чувствительное устройство, выполненное с возможностью определения количества первого листа материала, остающегося на первом рулоне на первой станции; блок сращивания, выполненный с возможностью сращивания первого листа материала, разматываемого с первого рулона, со вторым листом материала, разматываемого с второго рулона, находящегося на второй станции; блок подготовки, выполненный с возможностью подготовки к сращиванию третьего рулона, находящегося на третьей станции, причем блок подготовки содержит считывающее устройство для считывания информации о третьем рулоне, содержащейся на наклейке, этикетке или бирке; первое устройство для удаления наклейки, этикетки или бирки с третьего рулона; исполнительный элемент, выполненный с возможностью вращения колеса, если определяемое количество первого листа материала, остающегося на первом рулоне, стало меньше заданного минимального значения, таким образом, чтобы первый рулон переместился на четвертую станцию, а третий рулон переместился на вторую станцию.
12. Устройство по п. 11, в котором первый, второй, третий и четвертый держатели рулона выполнены с возможностью вращения вокруг параллельных осей.
13. Устройство по п. 11 или 12, в котором первый, второй, третий и четвертый держатели рулона расположены через равные угловые промежутки.
14. Устройство по любому из пп. 11-13, в котором исполнительный элемент, выполненный с возможностью вращения колеса, содержит первый двигатель для приведения в действие колеса.
15. Устройство по любому из пп. 11-14, в котором чувствительное устройство содержит валик, прокатывающийся по внешней поверхности первого рулона, и датчик расстояния или датчик близости для измерения величины перемещения валика в направлении центра первого держателя рулона.
16. Устройство по любому из пп. 11-15, в котором блок подготовки дополнительно содержит по меньшей мере одно из следующего: дополнительное считывающее устройство для считывания информации о третьем рулоне; второе устройство для удаления упаковки с третьего рулона; третье устройство для проверки типа и/или для контроля качества третьего материала, смотанного в третий рулон или намотанный на него; и отделяющее устройство для отделения концевого участка третьего материала с третьего рулона для обеспечения сращивания.
17. Устройство по любому из пп. 11-16, в котором блок сращивания содержит захватный механизм для захвата и удержания концевого участка второго материала второго рулона для сращивания.
18. Устройство по любому из пп. 11-17, в котором блок сращивания содержит нож для отрезания первого листа материала, разматываемого с первого рулона, в месте, расположенном раньше по ходу потока относительно места сращивания.
19. Устройство по любому из пп. 11-18, в котором размоточное устройство содержит второй двигатель, который расположен неподвижно относительно вращения колеса и предназначен для приведения в действие каждого держателя рулона, расположенного на первой станции.
20. Устройство по любому из пп. 11-19, в котором размоточное устройство содержит второй двигатель для каждого держателя рулона, причем эти вторые двигатели расположены на колесе.
21. Устройство по любому из пп. 11-20, в котором чувствительное устройство содержит датчик крутящего момента для измерения крутящего момента, который должен создавать второй двигатель для приведения в действие держателя рулона, расположенного на первой станции.
22. Устройство по любому из пп. 11-21, содержащее буферный блок, расположенный дальше по ходу потока относительно вращающегося колеса для хранения разматываемого материала.
| JP H08169599 A, 02.07.1996 | |||
| JP S5584630 A, 26.06.1980 | |||
| JP S5978060 A, 04.05.1984 | |||
| US 2001054642 A1, 27.12.2001 | |||
| УСТРОЙСТВО РАЗМОТКИ РУЛОНОВ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2372270C2 |

