Изобретение относится к области производства запорной трубопроводной арматуры, в частности к способам изготовления промышленных кранов с шаровой пробкой для регулирования и перекрытия потока рабочей среды.
Известен способ изготовления шарового крана, описанный в патенте Российской Федерации №2153616 «Шаровой кран с полным открытием и способ его изготовления» по классу F16К 5/06, F16К 27/06, заявленном 17.08.1995 г., опубликованном 27.07.2000 г.
Известный способ включает фиксацию шара внутри заготовки рукавообразного корпуса, изготовление заготовок патрубков путем формирования на поверхности их внутренних концов кольцевой ступенчатой выступающей части, заключающегося в обжатии этих концов и дальнейшей расточке, установление на этих концах кольцевых уплотнений с несущими кольцами, помещение внутренних концов патрубков в заготовку корпуса и прижатие концов патрубков через кольцевые уплотнения к шару, обжатие концов заготовки рукавообразного корпуса до совпадения его внутреннего диаметра с внешним диаметром патрубков и соединение корпуса с патрубками путем сварки.
Недостатками описанного выше способа изготовления такого крана являются неэкономичность и недостаточная надежность работы изготовленного таким способом крана, вызванные тем, что в данном способе отсутствуют операции, позволяющие изготовить кран с фланцами для легкого подсоединения его к трубам без применения сварки, при выполнении которой может произойти перегрев кольцевых уплотнителей и дальнейшие протечки крана при эксплуатации.
Формирование кольцевой ступенчатой выступающей части на поверхности внутренних концов патрубков является сложной операцией, состоящей из обжатия этих концов и дальнейшей расточки. Размещение кольцевых уплотнений с несущими кольцами на внешней поверхности патрубков и нестабильность усилия прижатия патрубков через кольцевые уплотнения к шару во время соединения сваркой рукавообразного корпуса и патрубков приводит к появлению возможности сдвигов и деформаций кольцевых уплотнителей в процессе сборки шарового крана и, как следствие, ненадежности уплотнения и протечкам при эксплуатации изготовленного с помощью данного способа крана.
Задачей заявляемого изобретения является повышение экономичности и надежности работы шарового крана, полученного с помощью заявляемого способа.
Техническим результатом, позволяющим решить указанную задачу, является сохранение качества кольцевых уплотнений и упрощение соединения с трубами шарового крана, изготовленного заявляемым способом.
Указанный результат достигается тем, что в известном способе изготовления шарового крана, заключающемся в том, что фиксируют шар внутри заготовки рукавообразного корпуса, изготавливают заготовки патрубков, устанавливают на их внутренних концах кольцевые уплотнения с несущими кольцами, помещают концы патрубков с кольцевыми уплотнениями и несущими кольцами внутрь рукавообразного корпуса и прижимают их к шару, обжимают концы рукавообразного корпуса до совпадения его внутреннего диаметра с внешним диаметром патрубков, соединяют патрубки и концы рукавообразного корпуса, согласно изобретению, перед установкой патрубков в корпус внутри концов патрубков, предназначенных для контакта через кольцевые уплотнения с шаром, выполняют кольцевые расточки, в которые вставляют опорные кольца и кольцевые уплотнения для примыкания к шару, а после помещения концов патрубков внутрь рукавообразного корпуса до контакта их через кольцевые уплотнения с шаром, на концы рукавообразного корпуса и внешние концы патрубков надевают фланцы с кольцевой расточкой, прижимают их с фиксированным усилием и приваривают фланцы к корпусу и патрубкам.
Выполнение перед установкой патрубков в корпус кольцевых расточек внутри концов патрубков, предназначенных для контакта через кольцевые уплотнения с шаром, и размещение в этих кольцевых расточках опорных колец и кольцевых уплотнений для примыкания к шару исключает возможность сдвигов и деформации кольцевых уплотнений при сборке крана, а последующее помещение концов патрубков внутрь рукавообразного корпуса до контакта их через кольцевые уплотнения с шаром, и надевание на концы рукавообразного корпуса и внешние концы патрубков фланцев с кольцевой расточкой, обжатие их с фиксированным усилием и приваривание фланцев к корпусу и патрубкам приводит к возможности присоединения фланцев в процессе изготовления крана, большей экономичности изготавливаемого крана, а также обеспечению надежности кольцевых уплотнений за счет исключения их перегрева при сварке и фиксации усилия прижатия патрубков к шару во время соединения корпуса и патрубков, исключающей сдвиги и деформацию кольцевых уплотнений при сборке.
Заявляемый способ изготовления шарового крана обладает новизной по сравнению с прототипом, отличаясь от него тем, что перед установкой патрубков в корпус внутри концов патрубков, предназначенных для контакта через кольцевые уплотнения с шаром, выполняют кольцевые расточки, в которые вставляют опорные кольца и кольцевые уплотнения для примыкания к шару, а после помещения концов патрубков внутрь рукавообразного корпуса до контакта их через кольцевые уплотнения с шаром на концы рукавообразного корпуса и внешние концы патрубков надевают фланцы с кольцевой расточкой, прижимают их с фиксированным усилием и приваривают фланцы к корпусу и патрубкам.
Заявителю неизвестен способ изготовления шарового крана, обладающий вышеуказанными отличительными существенными признаками, позволяющими явным образом достичь такого же технического результата, поэтому заявитель считает, что заявляемое изобретение соответствует критерию «изобретательский уровень».
Заявляемый способ изготовления шарового крана может найти широкое применение при изготовлении запорной трубопроводной арматуры, в частности промышленных кранов с шаровой пробкой для надежного перекрытия и регулирования потока рабочей среды, поэтому он соответствует критерию «промышленная применимость».
Заявляемый способ изготовления шарового крана представляет собой совокупность операций, позволяющих повысить экономичность и надежность работы шарового крана, и заключается в фиксации шара внутри заготовки рукавообразного корпуса, обжатии концов корпуса до совпадения его внутреннего диаметра с внешним диаметром патрубков, изготовлении заготовок патрубков путем выполнения внутри концов патрубков, предназначенных для контакта с шаром, кольцевых расточек, в следующем за этим вставлении в кольцевые расточки опорных колец и кольцевых уплотнений для примыкания к шару, в помещении концов патрубков внутрь рукавообразного корпуса до контакта их через кольцевые уплотнения с шаром, надевании на концы рукавообразного корпуса и внешние концы патрубков подготовленных фланцев с кольцевой расточкой и прижатии их с фиксированным усилием с последующим привариванием фланцев к корпусу и патрубкам.
Заявляемый способ изготовления шарового крана иллюстрируется чертежом, где представлена конструкция изготавливаемого шарового крана в разрезе.
Шаровой кран, представленный на чертеже, содержит рукавообразный корпус 1 с патрубками 2 и с закрепленным внутри корпуса 1 шаром 3 со сквозным отверстием и возможностью поворота вокруг оси, перпендикулярной оси крана.
Внутренние концы патрубков 2, расположенных внутри рукавообразного корпуса 1, имеющего конусообразное сужение, прижаты к шару 3 через кольцевые уплотнения 4, которые вместе с опорными кольцами 5 установлены в кольцевых расточках патрубков 2.
Концы рукавообразного корпуса 1 и внешние концы патрубков 2 вставлены в кольцевые расточки фланцев 6 и приварены к фланцам 6.
Реализацию заявляемого способа изготовления шарового крана осуществляют следующим образом.
В трубную заготовку рукавообразного корпуса 1 вставляют шар 3, затем обжимают в штампе концы корпуса 1 до совпадения его внутреннего диаметра с внешним диаметром патрубков 2.
Изготавливают заготовки патрубков 2 путем выполнения кольцевых расточек внутри концов патрубков 2, предназначенных для контакта с шаром 3, затем вставляют в эти расточки опорные кольца 5 и кольцевые уплотнения 4.
Дальнейшую сборку крана осуществляют в кондукторе, а именно:
- помещают внутренние концы патрубков 2 внутрь рукавообразного корпуса 1 до контакта их через кольцевые уплотнения 4 с шаром 3,
- надевают на концы рукавообразного корпуса 1 и внешние концы патрубков 2 фланцы 6 с кольцевой расточкой,
- прижимают фланцы 6 с фиксированным усилием и приваривают их к корпусу 1 и патрубкам 2.
Заявляемый способ изготовления шарового крана реализуют с помощью известных и широко применяемых в данной отрасли устройств и приспособлений.
Изготовленный с помощью заявляемого способа шаровой кран полностью соответствует требованиям ГОСТов и ТУ по герметичности корпуса и затвора и готов к работе.
Заявляемый способ изготовления шарового крана по сравнению с прототипом обеспечивает большую экономичность и надежность шарового крана при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаровой кран и способ его изготовления | 2018 |
|
RU2680533C1 |
| ШАРОВОЙ КРАН | 2017 |
|
RU2648138C1 |
| ШАРОВОЙ КРАН С ПОЛНЫМ ОТКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2153616C2 |
| НЕРАЗБОРНЫЙ ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2332603C1 |
| ШАРОВОЙ КРАН С ПОЛНЫМ ОТКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2369795C2 |
| Фланец и способ штамповки фланца | 2015 |
|
RU2620535C2 |
| СПОСОБ РЕМОНТА ШАРОВОГО КРАНА С ВЕРХНИМ РАЗЪЕМОМ БЕЗ ОТСОЕДИНЕНИЯ ОТ МАГИСТРАЛИ | 2017 |
|
RU2646992C1 |
| ШАРОВОЙ КРАН-КОНДЕНСАТОСБОРЩИК | 2006 |
|
RU2327073C1 |
| КРАН ОТОПИТЕЛЯ ШАРОВОЙ | 2004 |
|
RU2272205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КРАНА | 2001 |
|
RU2226632C2 |
Изобретение относится к запорной трубопроводной арматуре и предназначено для изготовления такой арматуры, в частности промышленных кранов с шаровой пробкой для регулирования и перекрытия потока рабочей среды. В трубную заготовку рукавообразного корпуса 1 вставляют шар 3. Обжимают концы рукавообразного корпуса 1 до совпадения его внутреннего диаметра с внешним диаметром патрубков 2. Изготавливают заготовки патрубков 2 путем выполнения кольцевых расточек внутри концов патрубков 2, предназначенных для контакта с шаром 3. Вставляют в эти расточки опорные кольца 5 и кольцевые уплотнения 4. Помещают внутренние концы патрубков 2 внутрь рукавообразного корпуса 1 до контакта их через кольцевые уплотнения 4 с шаром 3. Надевают на концы рукавообразного корпуса 1 и внешние концы патрубков 2 фланцы 6 с кольцевой расточкой. Прижимают фланцы 6 с фиксированным усилием и приваривают их к корпусу 1 и патрубкам 2. Изобретение направлено на упрощение изготовления шарового крана, что ведет к повышению экономичности и надежности его работы. 1 ил.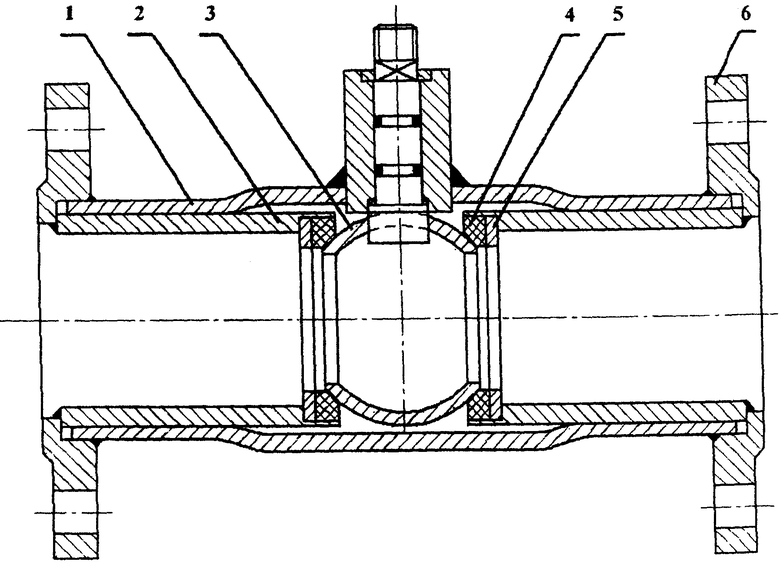
Способ изготовления шарового крана, заключающийся в том, что фиксируют шар внутри заготовки рукавообразного корпуса, изготавливают заготовки патрубков, устанавливают на их внутренних концах кольцевые уплотнения с несущими кольцами, помещают концы патрубков с кольцевыми уплотнениями и несущими кольцами внутрь рукавообразного корпуса и прижимают их к шару, обжимают концы рукавообразного корпуса до совпадения его внутреннего диаметра с внешним диаметром патрубков, соединяют патрубки и концы рукавообразного корпуса, отличающийся тем, что перед установкой патрубков в корпус внутри концов патрубков, предназначенных для контакта через кольцевые уплотнения с шаром, выполняют кольцевые расточки, в которые вставляют опорные кольца и кольцевые уплотнения для примыкания к шару, а после помещения концов патрубков внутрь рукавообразного корпуса до контакта их через кольцевые уплотнения с шаром, на концы рукавообразного корпуса и внешние концы патрубков надевают фланцы с кольцевой расточкой, прижимают их с фиксированным усилием и приваривают фланцы к корпусу и патрубкам.
| ШАРОВОЙ КРАН С ПОЛНЫМ ОТКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2153616C2 |
| Способ активации каолина для каталитических целей | 1934 |
|
SU41504A1 |
| US 2890017 А, 09.06.1959 | |||
| US 3323542 А, 06.06.1967 | |||
| FR 1246562 A1, 18.11.1960 | |||
| Устройство для доочистки головок корнеплодов от остатков ботвы на корню | 1985 |
|
SU1335159A1 |

