Изобретение относится к области трубопроводной арматуры, и может быть использовано на трубопроводах, транспортирующих природный газ, сжиженный углеводородный газ, жидкие нефтепродукты, пар, воду и другие среды, для регулирования и перекрытия потока рабочей среды.
Наиболее близким аналогом изобретения является шаровой кран с полным открытием и способ его изготовления (патент RU №2153616, опубликован 27.07.2000 г.). Шаровой кран с полным открытием размещен между двух труб. Концы труб уплотнены с шаром крана, открывающим и закрывающим кран и поворачивающимся вокруг его оси. Шар крана и концы труб окружены корпусом. Корпус выполнен рукавообразным и прикреплен своими концами к сторонам труб в качестве элемента, скрепляющего детали крана. На концах труб по их окружности сформирована ступенчатая выступающая часть. Последняя содержит кольцевое уплотнение. Корпус сформирован с сужением по конусу к своим концам и присоединен к сторонам труб так, что шар крана и ступенчатые концы труб с их уплотнениями размещены внутри пространства, образованного корпусом.
Способ изготовления шарового крана с полным открытием заключается в том, что перед прикреплением концов рукавообразного корпуса к сторонам труб проводят стадию формирования на обоих концах труб по их окружности по существу ступенчатой выступающей части для последующего размещения в ней кольцевого уплотнения, стадии примыкания концов труб и уплотнений к противоположным сторонам шара крана, а также стадию сужения концов рукавообразного корпуса давлением для того, чтобы их внутренний диаметр соответствовал наружному диаметру труб.
Недостатком шарового крана с полным открытием является наличие образованной седлом ступенчатой выступающей части, что ухудшает гидравлические характеристики крана, необходимость дополнительных операций расточки для создания опор пружинам седел, что приводит к уменьшению толщины деталей крана, в результате чего сокращается срок службы крана.
Недостатком способа изготовления шарового крана с полным открытием является уменьшение толщины основных деталей крана, в том числе корпуса, которое происходит за счет дополнительной механической обработки, направленной на сужение рукавообразного корпуса давлением до совпадения внутреннего диаметра корпуса и наружного диаметра патрубка.
Технической проблемой, на решение которой направлено изобретение, является создание шарового крана, являющегося полнопроходным (то есть таким, у которого размеры отверстия шаровой пробки для потока жидкости соответствуют поперечным сечениям патрубков), с улучшенными гидравлическими характеристиками, меньшим количеством деталей, уменьшенными габаритами, и соответственно, меньшей металлоемкостью, а также создание способа изготовления такого крана, направленного на уменьшение операций механической обработки, ведущих к утоньшению основных деталей крана.
Техническим результатом изобретения является уменьшение металлоемкости шарового крана, улучшение его гидравлических характеристик с одновременным повышением эксплуатационной надежности.
Дополнительным техническим результатом изобретения является увеличение коррозионной стойкости.
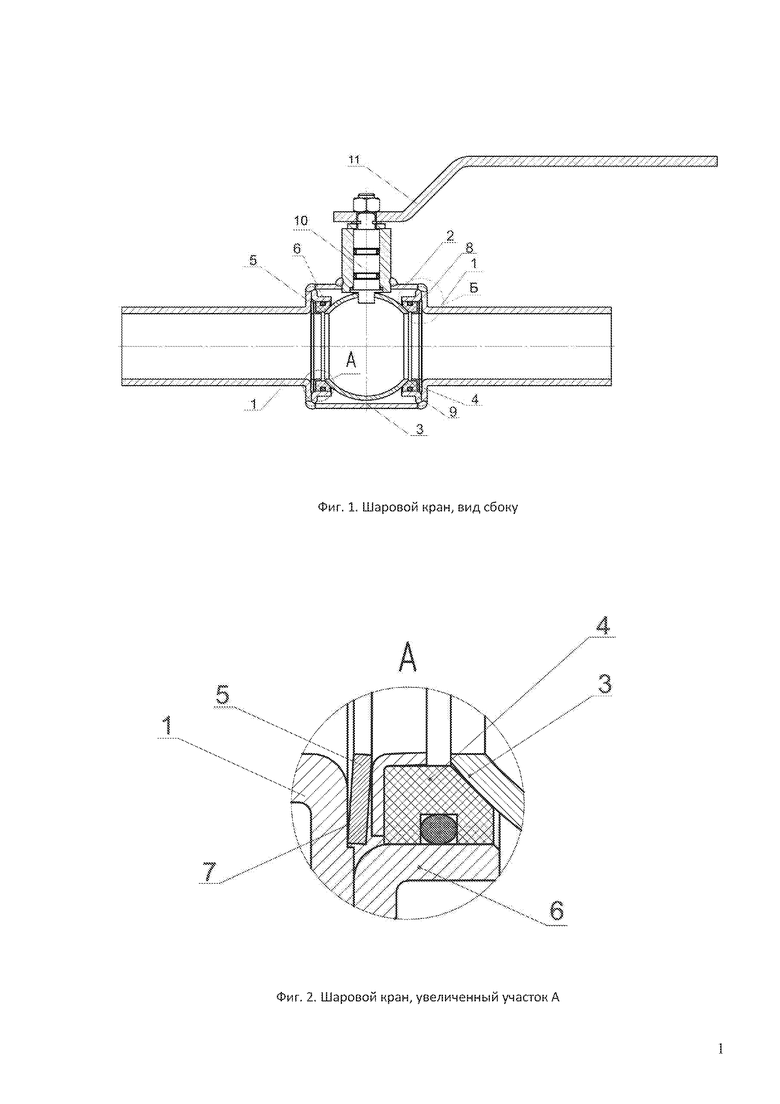
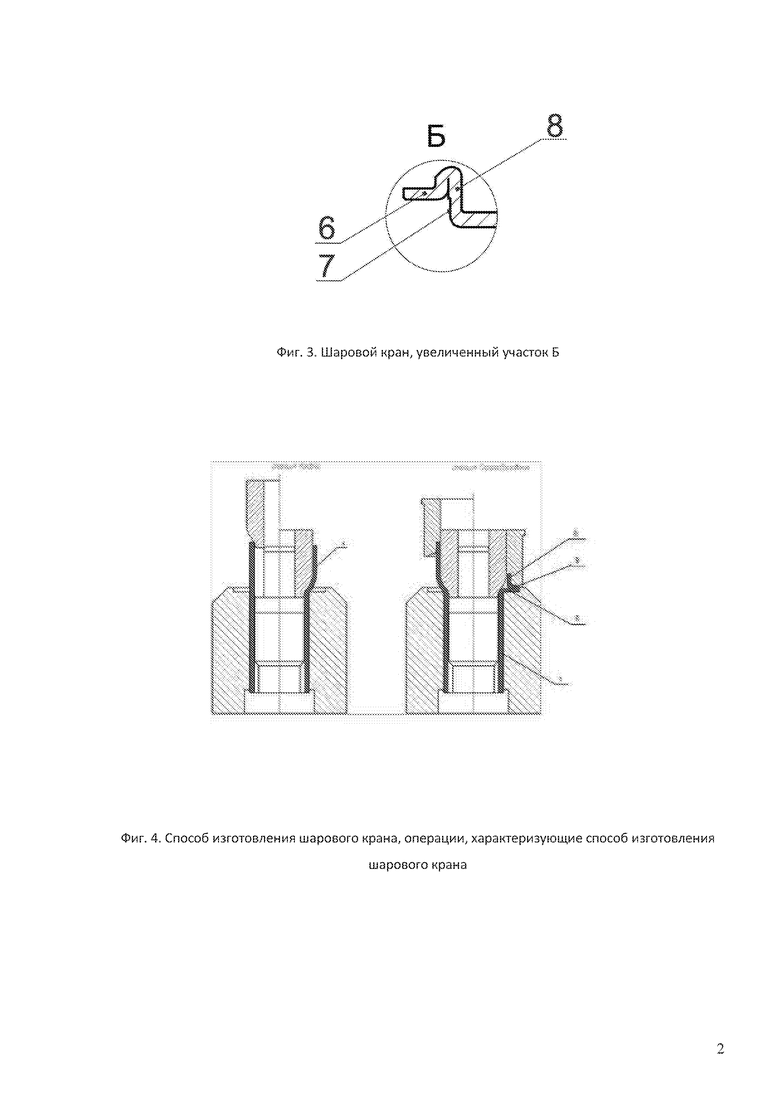
Для достижения технического результата в шаровом кране, содержащем два патрубка 1, корпус 2, в котором установлены шаровая пробка 3, уплотнительные седла 4, пружинные элементы 5, при этом уплотнительные седла 4 и пружинные элементы 5 установлены в специально сформированной штамповочной части 6 патрубков 1, опоры пружинных элементов 5 выполнены в виде полок 7, согласно полезной модели участок 8 патрубков 1 выполнен увеличенным до совпадения с внутренним диаметром корпуса 2, следующий за участком 8 участок 9 патрубков 1 выполнен в виде гофры с продолжением в виде специально сформированной штамповочной части 6 патрубков 1 для установки уплотнительных седел 4 и пружинных элементов 5.
Также для достижения технического результата корпус крана выполнен цилиндрической формы.
Для достижения технического результата способ изготовления шарового крана включает последовательно выполняемые операции: раздача патрубков 1 наружу под воздействием механической силы, гофрообразование патрубков 1 до совпадения участка 8 патрубков 1 с внутренним диаметром корпуса 2, с получением участков 9 и 6 патрубков 1 и полок 7 для опоры пружинных элементов 5, установка пружинных элементов 5 и уплотнительных седел 4 в специально сформированной части 6 патрубков 1, соединение корпуса 2 с предварительно установленной в него шаровой пробкой 3 и патрубков 1.
Также для достижения технического результата соединение корпуса и патрубков производят с помощью сварки.
Выполнение части патрубка увеличенной до совпадения с внутренним диаметром корпуса, выполнение следующего участка патрубка в виде гофры с продолжением в виде специально сформированной штамповочной части патрубка для установки уплотнительных седел и пружинных элементов позволяет седлам не выступать во внутреннюю часть прохода и не создавать препятствия потоку рабочей среды, таким образом, рабочая среда беспрепятственно проходит в патрубке, в результате чего улучшаются гидравлические характеристики крана, в частности скорость и ламинарность потока.
Указанная конструкция крана также позволяет получить высокую полку, необходимую для опоры пружины седла без расточки и уменьшения толщины деталей крана, что влияет на повышение эксплуатационной надежности крана.
Корпус крана выполнен цилиндрическим, что не требует дополнительных операций по сужению до совпадения внутреннего диаметра с наружным диаметром патрубка. Выполнение корпуса цилиндрической формы позволяет значительно уменьшить размеры шарового крана, путем изготовления корпуса меньшей длины, что улучшает удобство использования полнопроходного шарового крана (в том числе в стесненных условиях монтажа), снижает массу изделия и улучшает гидравлические характеристики. Уменьшение количества деталей приводит к упрощению изготовления продукции, которое ведет за собой уменьшение себестоимости.
Использование последовательно выполняемых операций: раздача патрубков наружу под воздействием механической силы, гофрообразование патрубков до совпадения с внутренним диаметром корпуса, с получением полок для опоры пружинных элементов, установка пружинных элементов и уплотнительных седел в специально сформированной части патрубков, соединение корпуса с предварительно установленной в него шаровой пробкой и патрубков позволяет уменьшить количество операций механической обработки, ведущих к утоньшению основных деталей крана, в частности позволяет избежать операции по сужению корпуса до совпадения внутреннего диаметра с наружным диаметром патрубка, в результате чего улучшаются гидравлические характеристики крана и его эксплуатационная надежность за счет отсутствия необходимости уменьшать толщину крана.
Патентные исследования не выявили технических решений, характеризующихся заявляемой совокупностью признаков, следовательно, можно предположить, что предлагаемое техническое решение соответствует критериям «новизна» и «изобретательский уровень».
Кроме того, предлагаемое изобретение может быть изготовлено в промышленных масштабах с использованием стандартного оборудования и найдет применение, в частности, на трубопроводах, транспортирующих природный газ, сжиженный углеводородный газ, жидкие нефтепродукты, пар, воду и другие среды, и может служить для регулирования и перекрытия потока рабочей среды, то есть соответствует критерию «промышленная применимость».
Сущность заявляемого технического решения поясняется чертежами, где на фиг. 1 изображен шаровой кран, вид сбоку, на фиг. 2 увеличенный участок А, на фиг. 3 - увеличенный участок Б, на фиг. 4 - операции, характеризующие способ изготовления шарового крана.
Шаровой кран содержит входной и выходной патрубки 1, корпус 2. Патрубки 1 имеют одинаковую конструкцию, изготовлены одинаковым способом. Корпус 2 может быть выполнен в виде цилиндра. Корпус 2 и патрубки 1 могут быть соединены сваркой. В корпусе 2 установлены шаровая пробка 3, расположенная между уплотнительными упругими седлами 4, которые обеспечивают герметичность крана, а также пружинные элементы 5. Внутренний диаметр уплотнительных седел 4 равен или близок к внутреннему диаметру патрубков 1 и проходному сечению шаровой пробки 3. Пружинные элементы 5 и уплотнительные седла 4 установлены в специально сформированной штамповочной части 6 патрубков 1. Опора пружин 5 седел 4 реализована с помощью полки 7. Часть 8 патрубков 1 образована раздачей наружу и совпадает с внутренним диаметром корпуса 2. Участок 8 патрубков 1 выполнен увеличенным до совпадения с внутренним диаметром корпуса 2, следующий за участком 8 участок 9 патрубков 1 выполнен в виде гофры с продолжением в виде специально сформированной штамповочной части 6 патрубков 1 для установки уплотнительных седел 4 и пружинных элементов 5.
Внутри корпуса 2, расположен шпиндель 10, соединенный с шаровой пробкой 3. Шпиндель 10 передает момент вращения от рукоятки 11.
Способ изготовления указанного шарового крана включает следующие операции:
- раздача патрубков 1 наружу под воздействием механической силы,
- гофрообразование патрубков 1 до совпадения участка 8 патрубков 1 с внутренним диаметром корпуса 2, с получением участков 9 и 6 патрубков 1 и полок 7 для опоры пружинных элементов 5,
- установка пружинных элементов 5 и уплотнительных седел 4 в специально сформированной части 6 патрубков 1,
- соединение корпуса 2 с предварительно установленной в него шаровой пробкой 3 и патрубков 1.
Обработке давлением для придания особой геометрической формы в виде гофры 9 с возможностью расположения уплотнительных седел 4 и пружин 5 подвергается одна часть патрубков 1, предназначенная для соединения с корпусом 2. Патрубки 1 присоединяются к корпусу 2 путем сварки по торцевой части корпуса 2 и специальной штампованной части.
Вторая часть патрубков 1 используется для присоединения к трубопроводу.
Конструкция позволяет изготовить приварной, фланцевый, резьбовой и комбинированный типы присоединения крана к трубопроводу.
Шаровой кран работает следующим образом.
Кран крепится в систему трубопровода и служит для регулирования и перекрытия потока рабочей среды. Работа крана осуществляется поворотом рукоятки 11 крана в диапазоне от 0° до 90°. В положении «открыто» 0° проходное отверстие пробки 3 совпадает с отверстием трубопровода и поток жидкости проходит по трубопроводу. При повороте ручки 11 в положении «закрыто» 90° кран перекрывает поток жидкости. Нахождение шаровой пробки 3 в промежуточном положении позволяет изменять расходную характеристику крана.
Описанная конструкция шарового крана имеет ряд преимуществ перед прототипом: меньшие габариты, а именно строительная длина, отсутствие операции обжатия корпуса, и снижение металлоемкости. Расположение седла в штампованном посадочном месте позволяет снизить гидравлические потери при эксплуатации кранов и повысить эксплуатационную надежностью за счет минимального утоньшения стенок основных деталей (необходимых для установки седла), а также ведет к уменьшению энергозатрат, необходимых на преодоление местных сужений и расширений.
Уменьшение габаритов корпуса приводит к упрощению изготовления продукции, которое ведет за собой уменьшение себестоимости, а также расширяет область применения полнопроходного шарового крана.
Способ изготовления полнопроходного шарового крана улучшен в сравнении с прототипом в том, что при изготовлении не требуется сужения рукавообразного корпуса давлением до совпадения внутреннего диаметра корпуса и наружного диаметра патрубка. Патрубок подвергается раздаче под воздействием механической силы до внутреннего диаметра корпуса. Применение способа дает следующие преимущества: снижение габаритов корпуса, как следствие - снижение металлоемкости; устранение ступенчатых перепадов (местных заужений и расширений проходного сечения), как следствие - улучшение гидравлических характеристик, в результате чего происходит снижение энергозатрат на преодоление местных сужений. Благодаря минимальному утоньшению основных деталей появилась возможность изготовления крана с повышением эксплуатационной надежности и срока службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КРАНА | 2006 |
|
RU2335681C2 |
| ШАРОВОЙ КРАН | 2017 |
|
RU2648138C1 |
| ШАРОВОЙ КРАН-КОНДЕНСАТОСБОРЩИК | 2006 |
|
RU2327073C1 |
| ШАРОВОЙ КРАН | 2006 |
|
RU2340822C2 |
| ТРЕХХОДОВОЙ ШАРОВОЙ КРАН С ВЕРХНИМ РАЗЪЕМОМ | 2005 |
|
RU2282087C1 |
| ШАРОВОЙ КРАН С ВЕРХНИМ РАЗЪЕМОМ ДЛЯ ОБЪЕКТОВ ЭНЕРГЕТИКИ | 2009 |
|
RU2396474C1 |
| ШАРОВОЙ КРАН | 2011 |
|
RU2476745C1 |
| ШАРОВОЙ КРАН | 2019 |
|
RU2734989C2 |
| СПОСОБ РЕМОНТА ШАРОВОГО КРАНА С ВЕРХНИМ РАЗЪЕМОМ БЕЗ ОТСОЕДИНЕНИЯ ОТ МАГИСТРАЛИ | 2017 |
|
RU2646992C1 |
| ШАРОВОЙ КРАН | 2004 |
|
RU2275539C2 |
Изобретение относится к области трубопроводной арматуры и может быть использовано для регулирования и перекрытия потока рабочей среды. Шаровой кран содержит два патрубка 1, корпус 2, в котором установлены шаровая пробка 3, уплотнительные седла 4, пружинные элементы 5, при этом уплотнительные седла 4 и пружинные элементы 5 установлены в специально сформированной штамповочной части 6 патрубков 1, опоры пружинных элементов 5 выполнены в виде полок 7, участок 8 патрубков 1 выполнен увеличенным до совпадения с внутренним диаметром корпуса 2, следующий за участком 8 участок 9 патрубков 1 выполнен в виде гофры с продолжением в виде специально сформированной штамповочной части 6 патрубков 1 для установки уплотнительных седел 4 и пружинных элементов 5. Также предложен способ изготовления шарового крана. Изобретение направлено на улучшение гидравлических характеристик с одновременным повышением эксплуатационной надежности шарового крана. 2 н. и 2 з.п. ф-лы, 4 ил.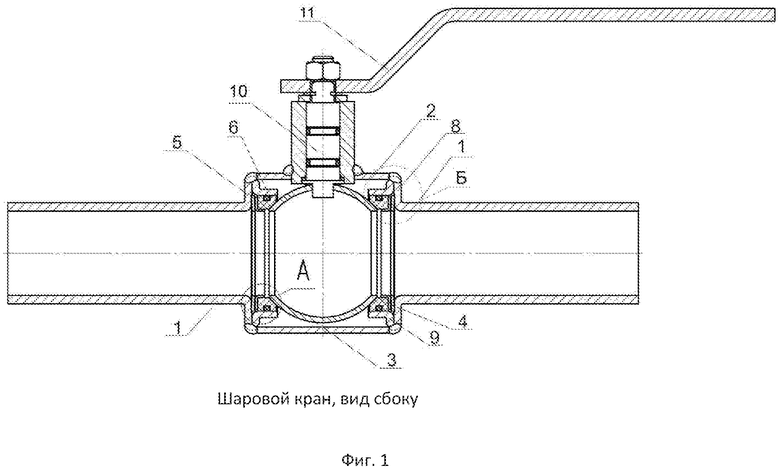
1. Шаровой кран, содержащий два патрубка (1), корпус (2), в котором установлены шаровая пробка (3), уплотнительные седла (4), пружинные элементы (5), при этом уплотнительные седла (4) и пружинные элементы (5) установлены в специально сформированной штамповочной части (6) патрубков (1), опоры пружинных элементов (5) выполнены в виде полок (7), отличающийся тем, что участок (8) патрубков (1) выполнен увеличенным до совпадения с внутренним диаметром корпуса (2), следующий за участком (8) участок (9) патрубков (1) выполнен в виде гофры с продолжением в виде специально сформированной штамповочной части (6) патрубков (1) для установки уплотнительных седел (4) и пружинных элементов (5).
2. Шаровой кран по п. 1, отличающийся тем, что корпус (2) имеет цилиндрическую форму.
3. Способ изготовления шарового крана включает последовательно выполняемые операции: раздача патрубков (1) наружу под воздействием механической силы, гофрообразование патрубков (1) до совпадения участка (8) патрубков (1) с внутренним диаметром корпуса (2), с получением участков (9) и (6) патрубков (1) и полок (7) для опоры пружинных элементов (5), установка пружинных элементов (5) и уплотнительных седел (4) в специально сформированной части (6) патрубков (1), соединение корпуса (2) с предварительно установленной в него шаровой пробкой (3) и патрубков (1).
4. Способ изготовления шарового крана по п. 3, отличающийся тем, что соединение корпуса (2) и патрубков (1) производят с помощью сварки.
| ШАРОВОЙ КРАН С ПОЛНЫМ ОТКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2153616C2 |
| ШАРОВОЙ КРАН | 1998 |
|
RU2155903C1 |
| Газогенератор | 1943 |
|
SU65601A1 |
| US 4235003 А1, 25.11.1980 | |||
| US 3545721 А1, 08.12.1970. | |||

