Настоящее изобретение относится к способу изготовления кабеля.
В частности, настоящее изобретение относится к способу изготовления электрического кабеля для передачи или распределения электрической энергии на среднем или высоком напряжении.
Более конкретно, настоящее изобретение относится к способу изготовления электрического кабеля, имеющего структуру с очень компактной конструкцией.
В настоящем описании термин «среднее напряжение» применяется в отношении напряжения обычно от примерно 10 до примерно 60 кВ, а термин «высокое напряжение» относится к напряжению свыше 60 кВ. Обычно термин «низкое напряжение» относится к напряжению ниже 10 кВ, в типичном случае больше 100 В. Термин «очень высокое напряжение» также иногда используется в данной области техники для определения напряжений выше, чем примерно 150 или 220 кВ, до 500 кВ или больше.
Кабели для передачи или распределения электроэнергии при среднем или высоком напряжении обычно имеют металлический проводник, который окружен, соответственно, внутренним полупроводящим слоем, изолирующим слоем и внешним полупроводящим слоем. В нижеследующем настоящем описании упомянутая заданная последовательность элементов будет обозначаться термином «кабельная жила».
В радиально внешнем по отношению к упомянутой жиле положении кабель снабжают металлической оболочкой (или экраном), обычно изготавливаемой из алюминия, свинца или меди. Обычно металлическая оболочка состоит из непрерывной трубки или металлической ленты, свернутой в соответствии с трубчатой формой и сваренной или запаянной для обеспечения герметичности. Альтернативно, металлическую оболочку формируют из множества металлических проволок.
Металлическая оболочка выполняет электрическую функцию путем создания внутри кабеля, в результате непосредственного контакта между металлической оболочкой и внешним полупроводящим слоем кабельной жилы, однородного электрического поля радиального типа, в то же время устраняя внешнее электрическое поле упомянутого кабеля.
Металлическая оболочка может также обеспечивать герметичность в отношении внешнего окружения кабеля путем установления барьера для проникновения воды в радиальном направлении.
Дополнительная функция металлической оболочки заключается в противостоянии токам короткого замыкания.
В конфигурации униполярного типа кабель снабжают полимерной наружной оболочкой в положении, радиально внешнем по отношению к упомянутой выше металлической оболочке.
Кроме того, кабели для передачи и распределения электроэнергии обычно снабжают одним или более слоями для защиты упомянутых кабелей от случайных ударов, которые могут происходить на их внешней поверхности.
Случайные удары по кабелю могут происходить, например, во время его транспортировки или во время этапа укладки кабеля в траншее в землю. Упомянутые случайные удары могут вызывать ряд конструктивных повреждений кабеля, включая деформацию изолирующего слоя и отслоение изолирующего слоя от полупроводящих слоев, повреждения, которые могут вызывать изменения градиента электрического напряжения в изолирующем слое с последующим уменьшением изолирующей способности упомянутого слоя.
В кабелях, которые в настоящее время доступны на рынке, например в кабелях для передачи и распределения электроэнергии на низком и среднем напряжении, обычно предусматривают металлические бронепокровы, способные выдерживать упомянутые удары, чтобы защищать упомянутые кабели от возможных повреждений, вызванных случайными ударами. Обычно упомянутые бронепокровы выполняют в форме лент или проволок (предпочтительно выполненных из стали), или, альтернативно, в форме металлических оболочек (предпочтительно выполненных из свинца или алюминия). Пример такой конструкции кабеля описан в патенте США 5153381.
Европейский патент № 981821 на имя Заявителя описывает кабель, который снабжен слоем вспененного полимерного материала с тем, чтобы придать упомянутому кабелю высокую устойчивость к случайным ударам, причем упомянутый слой вспененного полимерного материала предпочтительно наносят радиально внешним по отношению к кабельной жиле. Это предложенное техническое решение исключает применение традиционных металлических бронепокровов, тем самым снижая вес кабеля, а также делая способ его изготовления более простым.
Заявитель осознал необходимость обеспечения кабеля с компактной кабельной жилой, т.е. с конструкцией кабельной жилы, имеющей уменьшенную толщину полупроводящих слоев и изолирующего слоя по сравнению с обычными кабелями, чтобы уменьшить размер и массу кабеля для преимущественного облегчения обращения с ним, улучшения его гибкости и транспортировки без снижения общих электрических и механических свойств кабеля.
Однако Заявитель установил, что производство такой компактной кабельной жилы невозможно осуществлять - при желаемой скорости изготовления - путем использования известных в данной области техники способов изготовления, которые не подходят для обеспечения желаемых результатов.
Чтобы получить компактную кабельную жилу, которая снабжена очень тонким внутренним полупроводящим слоем (т.е. с толщиной, меньшей или равной 0,4 мм), Заявитель установил, что известные технологии экструзии, согласно которым потоки различных материалов, образующих составляющие кабельную жилу слои, поддерживаются отдельными друг от друга и отдельно экструдируются на формируемую кабельную жилу, вызывают множество недостатков, которые не позволяют получать желаемую кабельную жилу при разумной скорости.
Например, в случае, когда желательно получить существенное снижение толщины внутреннего полупроводящего слоя, известные способы изготовления кабеля приводят к образованию неоднородной толщины внутреннего полупроводящего слоя либо в продольном, либо в радиальном направлениях, а также его разрывов во время экструзии внутреннего полупроводящего слоя на проводник кабеля. Это происходит вследствие того, что при движении вдоль экструзионной головки проводник прилагает тянущее усилие к очень тонкому экструдированному внутреннему полупроводящему слою, тем самым вызывая вышеуказанные дефекты. Данная особенность даже усиливается, когда проводник кабеля двигается вдоль экструзионной головки с предварительно заданной скоростью подачи, которая является достаточно высокой (например, с обычной скоростью подачи примерно 30 м/мин) для того, чтобы позволить достичь промышленной производительности. Поэтому сочетание относительно высокой скорости подачи проводника кабеля с очень тонким экструдируемым внутренним полупроводящим слоем обычно дает дефектную кабельную жилу, которая является неприемлемой и, таким образом, выбрасывается.
Кроме того, в соответствии с известными способами изготовления кабеля в случае, когда требуется получить уменьшенную толщину внутреннего полупроводящего слоя, длина экструзионного канала, который используется для экструзии внутреннего полупроводящего слоя, является заметно большей, чем его средняя высота (высота канала измеряется в плоскости, перпендикулярной продольным стенкам канала). Данная особенность вызывает заметное увеличение давления экструзии внутри экструзионной головки, которое обусловлено снижением сечения экструзионного канала и, как следствие, увеличением скорости движения экструдируемого материала вдоль экструзионного канала. Поэтому, чтобы уменьшить давление в экструзионной головке, производительность экструдера в отношении внутреннего полупроводящего слоя устанавливают на меньшую величину с тем, чтобы уменьшить скорость внутреннего полупроводящего материала в экструзионном канале, тем самым отрицательно влияя на производительность способа изготовления кабеля в целом.
Кроме того, в соответствии с известными способами изготовления кабеля в случае, когда требуется получить уменьшенную толщину внутреннего полупроводящего слоя, точное изготовление и/или сборка фильер, которые образуют канал экструзии внутреннего полупроводящего слоя, заметно влияет на стабильность потоков экструдируемого материала. В результате может возникать неоднородное распределение экструдированного материала и неоднородная толщина внутреннего полупроводящего слоя на проводнике кабеля.
Также известны обычные способы изготовления кабеля, согласно которым на проводник кабеля соэкструдируют многослойный элемент кабеля, принуждая одиночные слои упомянутого многослойного элемента контактировать друг с другом перед экструзией на проводник, так что многослойный элемент образуется в положении, которое находится выше по потоку относительно точки контакта между проводником кабеля и многослойным элементом кабеля.
Например, документ US-3737490 описывает способ изготовления экструдированного композитного покрытия электрического кабеля на непрерывно продвигающейся жиле посредством «плавающего» (от англ. float-down) способа, причем упомянутое покрытие содержит два или более слоя различных покрывающих материалов. Данный способ содержит прохождение жилы через жильную трубку экструзионной машины, которая подает экструдируемые, периферийно непрерывные слои покрывающих материалов одновременно в направлении выходного конца экструзионной машины; приведение экструдированных слоев в полный и тесный граничный контакт выше по потоку относительно выходного конца экструзионной машины; осуществление непрерывной обработки сформированного таким образом композитного покрытия посредством прохождения покрытой жилы через камеру, герметично присоединенную к выходному концу экструзионной машины и содержащую текучую среду с давлением выше атмосферного; и, в то же время, нагнетание флюида под давлением вовнутрь жильной трубки и поддержание данного флюида под давлением, которое меньше давления текучей среды на такую величину, что разность давлений поперек экструдированного композитного покрытия у экструзионного сопла достаточна для того, чтобы заставить экструдированное композитное покрытие крепко садиться на жилу по мере ее появления из экструзионной машины, но не достаточна для того, чтобы загонять экструдированное композитное покрытие обратно вдоль жильной трубки. Кроме того, упомянутый документ описывает поперечную головку экструзионной машины, имеющую у своего выходного конца кольцевое экструзионное сопло, ограниченное внешней фильерой и внутренней фильерой, которое крепится к переднему концу жильной трубки, проходящей через головку. Выше по потоку относительно экструзионного сопла находится промежуточная фильера. Полупроводящий полиэтилен в пластическом состоянии подается в кольцевое пространство между внутренней фильерой и промежуточной фильерой через канал подачи, и изолирующий полиэтилен в пластическом состоянии подается в кольцевое пространство между промежуточной фильерой и внешней фильерой через канал подачи. Промежуточная фильера располагается по отношению к внешней фильере и внутренней фильере так, что экструдированные слои полупроводящего полиэтилена и изолирующего полиэтилена приходят в полный и тесный граничный контакт выше по потоку относительно экструзионного сопла. С помощью данного способа на секторный проводник может быть нанесено композитное покрытие, содержащее внутренний полупроводящий сшиваемый полиэтиленовый слой с радиальной толщиной 0,5 мм и внешний изолирующий сшиваемый полиэтиленовый слой с радиальной толщиной 2,8 мм.
Документ US-4093414 описывает фильеру, с помощью которой термопластические изолирующие составы могут быть соэкструдированы для нанесения пенной/пленочной изоляции поверх проводника кабеля, в частности, в способе изготовления телефонного провода. Согласно упомянутому документу применяются только один наконечник и одна экструзионная фильера для нанесения двух слоев изолирующего материала (первый ячеистый изолирующий слой и второй сплошной изолирующий слой поверх упомянутого ячеистого слоя) с сепаратором потока расплава между подводами изоляции по мере их приближения к концу наконечника, через который проходит проводник. Сепаратор потока расплава предохраняет изолирующие материалы от «слияния» до того, как они приблизятся к выпускному концу единственного наконечника, причем упомянутый сепаратор потока расплава оканчивается на некотором расстоянии сзади от конца наконечника, так что можно избежать разрушения ячеистой структуры внутреннего слоя.
Документ ЕР-534208 описывает экструзионную головку для соэкструзии по меньшей мере двух различных пластических материалов, которые обеспечиваются посредством двух каналов подачи, которые открываются в общее выходное сопло и в щелевидную зону гомогенизации, которая служит для гомогенизации потока материала. Зона гомогенизации внутреннего материала простирается по существу в осевом направлении, тогда как зона гомогенизации внешнего материала простирается по существу в радиальном направлении. Упомянутыми по меньшей мере двумя пластическими материалами может быть покрыта вытянутая деталь.
Заявитель обнаружил, что в случае, когда экструдированный внутренний полупроводящий слой контактирует с экструдированным изолирующим слоем в положении, которое располагается выше по потоку относительно точки контакта между проводником кабеля и внутренним полупроводящим слоем, тянущее действие, оказываемое на внутренний полупроводящий слой (при экструдировании) проводником кабеля (при движении вдоль экструзионной головки) преимущественно распространяется по всей толщине, которая состоит из суммы толщин внутреннего полупроводящего слоя и изолирующего слоя соответственно.
Следовательно, благодаря тому факту, что при контакте с проводником внутренний полупроводящий слой ограничивается - у его радиально внешней части - посредством присутствия изолирующего слоя, уже экструдированного на него, а не неподвижной стенкой фильеры, подходящей для экструдирования внутреннего полупроводящего слоя (как в случае, когда внутренний полупроводящий слой и изолирующий слой отдельно экструдируют на формируемую кабельную жилу), растягивающее действие, оказываемое проводником кабеля на внутренний полупроводящий слой, уже соединенный с изолирующим слоем, не вызывает образования неоднородностей толщины и/или разрывов на границе раздела проводник/внутренний полупроводящий слой.
Заявитель дополнительно установил, что для того, чтобы изготавливать компактную кабельную жилу, которая снабжена очень тонким внутренним полупроводящим слоем, необходимо заставить внутренний полупроводящий слой контактировать с изолирующим слоем в положении, которое находится выше по потоку относительно точки контакта между проводником кабеля и внутренним полупроводящим слоем, и, кроме того, осуществлять этап смыкания внутреннего полупроводящего материала с изолирующим материалом - в точке их контакта - таким образом, что в экструдируемых материалах во время их контакта и смыкания не возникают нестабильности потоков вдоль экструзионной головки.
Другими словами, Заявитель установил, что условия экструзии двух материалов (условия проведения процесса, например, течение материала, а также геометрические условия, например, взаимное расстояние и конфигурация фильер) влияют на реологические свойства у поверхности раздела внутреннего полупроводящего слоя и изолирующего слоя.
Поэтому, для того чтобы гарантировать, что достигаются желаемая толщина внутреннего полупроводящего слоя и его продольная однородность, Заявитель обнаружил, что вблизи точки контакта внутреннего полупроводящего слоя и изолирующего слоя разность касательного напряжения внутреннего полупроводящего материала и касательного напряжения изолирующего материала должна быть как можно меньше с тем, чтобы избежать нестабильностей потоков экструдируемых материалов, или, по меньшей мере, заметно снижена, и смыкание двух материалов не должно приводить к образованию деформаций в двух контактирующих слоях.
Более конкретно, Заявитель обнаружил, что вблизи точки контакта внутреннего полупроводящего слоя и изолирующего слоя отношение между касательным напряжением внутреннего полупроводящего слоя и касательным напряжением изолирующего слоя должно составлять между 0,5 и 4.
Согласно одному своему аспекту настоящее изобретение касается способа изготовления кабеля, содержащего:
- проводник;
- внутренний полупроводящий слой, окружающий упомянутый проводник и имеющий толщину, меньшую или равную 0,4 мм, и
- изолирующий слой, окружающий упомянутый полупроводящий слой, причем упомянутый способ содержит этапы:
- подачи проводника с предварительно заданной скоростью подачи в экструзионную головку, содержащую первый экструзионный канал для экструзии внутреннего полупроводящего слоя и второй экструзионный канал для экструзии изолирующего слоя, причем упомянутый первый экструзионный канал и упомянутый второй экструзионный канал отделены друг от друга первой экструзионной фильерой, и
- соэкструзии внутреннего полупроводящего слоя и изолирующего слоя, причем упомянутый этап соэкструзии включает в себя:
• обеспечение первого кольцевого потока внутреннего полупроводящего материала и второго кольцевого потока изолирующего материала;
• контактирование внешней поверхности упомянутого первого кольцевого потока и внутренней поверхности упомянутого второго кольцевого потока на некотором осевом расстоянии от точки контакта, где внутренняя поверхность упомянутого первого кольцевого потока контактирует с проводником;
• выбор в сочетании упомянутой предварительно заданной скорости и упомянутой точки контакта как функции динамической вязкости внутреннего полупроводящего материала и изолирующего материала так, что отношение между касательным напряжением внутреннего полупроводящего слоя у радиально внутренней стенки упомянутой первой экструзионной фильеры и касательным напряжением изолирующего слоя у радиально внешней стенки упомянутой первой экструзионной фильеры вблизи упомянутой точки контакта составляет от примерно 0,5 до 4;
- компрессионной экструзии изолирующего слоя и внутреннего полупроводящего слоя на проводник.
Предпочтительно, упомянутое осевое расстояние, которое измеряется вдоль направления продвижения проводника кабеля, больше или равно 0,5 диаметра проводника. Более предпочтительно, упомянутое расстояние лежит в диапазоне от примерно 0,6 до примерно 10 диаметров проводника.
В настоящем описании и последующей формуле изобретения термин «вблизи точки контакта» означает, что касательное напряжение двух экструдируемых слоев (т.е. внутреннего полупроводящего слоя и изолирующего слоя) вычисляется у соответствующей стенки экструзионной фильеры (радиально внутренней стенки и радиально внешней стенки соответственно) непосредственно перед тем, как упомянутые два слоя войдут во взаимный контакт, т.е. непосредственно перед тем, как упомянутые два слоя оставят соответствующие стенки экструзионной фильеры.
Предпочтительно, отношение между касательным напряжением внутреннего полупроводящего слоя у радиально внутренней стенки первой экструзионной фильеры и касательным напряжением изолирующего слоя у радиально внешней стенки первой экструзионной фильеры вблизи точки контакта составляет от примерно 0,7 до примерно 3,0.
Более предпочтительно, упомянутое отношение равно примерно 1, т.е. касательное напряжение внутреннего полупроводящего слоя у радиально внутренней стенки первой экструзионной фильеры по существу равно касательному напряжению изолирующего слоя у радиально внешней стенки первой экструзионной фильеры.
В настоящем описании и последующей формуле изобретения термин «компрессионная экструзия» слоя, выполненного из полимерного материала, означает, что внутри экструзионной головки давление упомянутого материала выше, чем атмосферное давление, и что у выхода из экструзионной головки диаметр экструдированного полимерного слоя больше или равен внутреннему диаметру экструзионной фильеры, отвечающей за формирование упомянутого полимерного слоя (это означает, что у выхода экструзионной головки диаметр экструдированного полимерного слоя существенно не снижается).
Согласно настоящему изобретению способ изготовления кабеля позволяет получать очень тонкий внутренний полупроводящий слой, т.е. внутренний полупроводящий слой с толщиной, меньшей или равной 0,4 мм.
Предпочтительно, толщина внутреннего полупроводящего слоя находится в диапазоне от примерно 0,05 мм до примерно 0,4 мм.
Более предпочтительно, толщина внутреннего полупроводящего слоя находится в диапазоне от примерно 0,2 мм до примерно 0,3 мм.
Как описано в документе WO 04/003940, Заявитель дополнительно наблюдал, что посредством снабжения кабеля защитным элементом, содержащим вспененный полимерный слой, подходящий для придания кабелю предварительно заданной устойчивости к случайным ударам, можно сделать конструкцию кабеля более компактной, чем конструкция обычного кабеля.
Фактически Заявитель обнаружил, что посредством снабжения кабеля защитным элементом, содержащим вспененный полимерный слой, можно выгодным образом уменьшить толщину изолирующего слоя кабеля до электрической нагрузки, сравнимой с электрической прочностью изолирующего материала. Кроме того, можно уменьшать толщину внутреннего и внешнего полупроводящих слоев, окружающих изолирующий слой, получая более компактную конструкцию кабельной жилы без снижения свойств ее электрического и механического сопротивления.
Предпочтительно, способ изготовления по настоящему изобретению подходит для получения электрического кабеля, который снабжен сплошным стержневым проводником, профиль внешнего контура которого имеет правильное круглое сечение.
Альтернативно, проводник кабеля может быть выполнен из скрученных металлических проволок, при том условии, что профиль внешнего контура скрученной структуры не содержит неоднородностей из-за составного строения проводника, совокупность которых не может быть сглажена с электрической точки зрения внутренним полупроводящим слоем.
Предпочтительно, способ изготовления кабеля по настоящему изобретению представляет собой непрерывный способ, т.е. кабель производится в отсутствие промежуточных фаз покоя или хранения.
В настоящем описании и последующей формуле изобретения под «непрерывным способом» подразумевается способ, в котором время, требуемое для изготовления заданной длины кабеля, обратно пропорционально скорости продвижения кабеля в линии, так что исключаются промежуточные фазы покоя между подачей проводника и выходом готового кабеля.
Предпочтительно, скорость линии в способе согласно настоящему изобретению составляет от примерно 30 до примерно 100 м/мин.
Способ по настоящему изобретению дополнительно содержит этап обеспечения внешнего полупроводящего слоя, окружающего изолирующий слой, с получением кабельной жилы.
Затем способ по настоящему изобретению дополнительно содержит этап охлаждения кабельной жилы, например, путем прохождения кабеля через вытянутый открытый канал, в котором течет охлаждающая текучая среда. Вода представляет собой предпочтительный пример такой охлаждающей текучей среды.
Предпочтительно, способ по настоящему изобретению дополнительно содержит этап сушки охлажденной кабельной жилы с тем, чтобы удалить остатки охлаждающей текучей среды, такие как влага или капли воды, особенно в случае, когда такие остатки оказываются вредными для общих рабочих характеристик кабеля.
Кроме того, способ по настоящему изобретению дополнительно содержит этап обеспечения металлической оболочки вокруг кабельной жилы, которая может быть сформирована из сложенного в длину металлического листа или из спирально наматываемых проволок или лент.
Кроме того, предпочтительно способ по настоящему изобретению содержит этап нанесения ударозащитного элемента вокруг металлической оболочки. Предпочтительно, упомянутый ударозащитный элемент наносят путем экструзии. Предпочтительно, упомянутый ударозащитный элемент содержит невспененный полимерный слой и вспененный полимерный слой. Предпочтительно, вспененный полимерный слой располагается радиально снаружи по отношению к невспененному полимерному слою. Предпочтительно, невспененный полимерный слой и вспененный полимерный слой наносят путем соэкструзии.
Обычно способ по изобретению дополнительно содержит этап нанесения наружной оболочки вокруг металлической оболочки. Предпочтительно, наружную оболочку наносят путем экструзии.
Наконец, способ по настоящему изобретению содержит дополнительный этап охлаждения и затем этап сматывания для сбора готового кабеля на катушку.
Настоящее изобретение выгодным образом применимо не только к электрическим кабелям для передачи или распределения электроэнергии, но также к кабелям смешанного силового/телекоммуникационного типа, которые включают в себя жилу оптического волокна. В данном смысле, следовательно, в оставшейся части настоящего описания и последующей формуле изобретения термин «проводник» означает металлический проводник или проводник смешанного электрического/оптического типа.
Дополнительные подробности будут проиллюстрированы в последующем подробном описании со ссылкой на прилагаемые чертежи, на которых:
• Фиг.1 представляет собой вид в перспективе электрического кабеля, полученного с помощью способа изготовления по настоящему изобретению;
• Фиг.2 представляет собой частный вид в продольном разрезе экструзионной головки согласно обычному способу изготовления униполярного электрического кабеля;
• Фиг.3 представляет собой частный вид в продольном разрезе экструзионной головки согласно способу изготовления по настоящему изобретению, и
• Фиг.4 и 5 представляют собой схематичные частные виды распределения скоростей и распределения касательных напряжений ньютоновской и неньютоновской жидкости соответственно, текущей через кольцевой канал.
Фиг.1 показывает вид в перспективе, частично в сечении, электрического кабеля 1, который преимущественным образом получают способом изготовления по настоящему изобретению, в типичном случае предназначенный для применения в диапазоне среднего и высокого напряжения.
Кабель 1 имеет кабельную жилу, которая содержит проводник 2, внутренний полупроводящий слой 3, изолирующий слой 4 и внешний полупроводящий слой 5.
Согласно предпочтительному варианту осуществления, показанному на фигуре 1, проводник 2 представляет собой металлический стержень, предпочтительно выполненный из меди или алюминия. Альтернативно (не показано на фиг.1), проводник 2 содержит по меньшей мере две металлических проволоки, предпочтительно из меди или алюминия, которые скручены вместе согласно любым обычным технологиям с образованием сердцевины.
Площадь сечения проводника 2 определяется в соотношении с передаваемой мощностью при выбранном напряжении. Предпочтительные площади сечения для компактных кабелей, произведенных способом по настоящему изобретению, составляют в диапазоне от 16 до 1000 мм2.
Обычно изолирующий слой 4 выполнен из сшитой или несшитой полимерной композиции, например, выбранной из: полиолефинов (гомополимеров или сополимеров разных олефинов), сополимеров олефина/этиленоненасыщенного сложного эфира, сложных полиэфиров, простых полиэфиров, сополимеров простого полиэфира/сложного полиэфира и их смесей. Примеры упомянутых полимеров представляют собой: полиэтилен (ПЭ), в частности линейный ПЭ низкой плотности (ЛПЭНП); полипропилен (ПП); термопластические сополимеры пропилена/этилена; этилен-пропиленовые каучуки (ЭПК) или каучуки на основе сополимера этилена, пропилена и диенового мономера (ЭПДМ); натуральные каучуки; бутилкаучуки; сополимеры этилена/винилацетата (ЭВА); сополимеры этилена/метилакрилата (ЭМА); сополимеры этилена/этилакрилата (ЭЭА); сополимеры этилена/бутилакрилата (ЭБА); сополимеры этилена/α-олефина и им подобные.
Предпочтительно, упомянутый изолирующий слой 4 выполнен из несшитого основного полимерного материала.
В настоящем описании термин «изолирующий материал» применяется для обозначения материала, имеющего диэлектрическую прочность по меньшей мере 5 кВ/мм, предпочтительно - больше, чем 10 кВ/мм. Для кабелей передачи электроэнергии среднего-высокого напряжения изолирующий материал имеет диэлектрическую прочность больше, чем 40 кВ/мм.
Предпочтительно, изолирующий материал изолирующего слоя 4 представляет собой невспененный полимерный материал. В настоящем изобретении термин «невспененный» полимерный материал используется для обозначения материала, который по существу свободен от пустого объема внутри его структуры, т.е. материала, имеющего по существу нулевую степень расширенности, как лучше объясняется в следующей части настоящего описания. В частности, упомянутый изолирующий материал имеет плотность 0,85 г/см3 или более.
Обычно изолирующий слой кабелей передачи электроэнергии имеет диэлектрическую постоянную (К) больше, чем 2.
Внутренний полупроводящий слой 3 и внешний полупроводящий слой 5, оба невспененные, получают согласно способу по настоящему изобретению (как подробно описывается в следующей части настоящего описания), причем основной полимерный материал и углеродную сажу (последняя используется для того, чтобы сделать упомянутые слои электрически полупроводящими) выбирают из указанных в следующей части настоящего описания.
В предпочтительном варианте осуществления настоящего изобретения внутренний и внешний полупроводящие слои 3, 5 содержат несшитый основной полимерный материал, более предпочтительно - полипропиленовое соединение.
Кроме того, кабель 1 дополнительно содержит металлическую оболочку 6, которая окружает кабельную жилу. Согласно варианту осуществления, показанному на фиг.1, металлическая оболочка 6 выполнена из непрерывного металлического листа, которому придана форма трубки. Предпочтительно, металлическая оболочка выполнена из алюминия или, альтернативно, из меди. В некоторых случаях также можно использовать свинец.
Металлическая оболочка 6 свернута вокруг внешнего полупроводящего слоя 5, причем перекрывающиеся кромки имеют проложенный уплотняющий материал с тем, чтобы сделать металлическую оболочку водонепроницаемой. Альтернативно, металлическая оболочка сварена.
Альтернативно, металлическая оболочка 6 выполнена из спирально навитых металлических проволок или полос, расположенных вокруг упомянутого внешнего полупроводящего слоя 5.
Обычно металлическая оболочка покрыта наружной оболочкой (не показана на фигуре 1), состоящей из сшитого или несшитого полимерного материала, например, поливинилхлорида (ПВХ) или полиэтилена (ПЭ).
Согласно варианту осуществления, показанному на фиг.1, в положении, радиально внешнем по отношению к металлической оболочке 6, кабель 1 снабжен защитным элементом 7. Согласно упомянутому варианту осуществления защитный элемент 7 содержит вспененный полимерный слой 9, который заключен между двумя невспененными полимерными слоями, внешним (первым) невспененным полимерным слоем 10 и внутренним (вторым) невспененным полимерным слоем 8 соответственно. Защитный элемент 7 выполняет функцию защиты кабеля от любого внешнего удара, случающегося с кабелем, посредством по меньшей мере частичного поглощения упомянутого удара.
Согласно европейскому патенту № 981821 на имя Заявителя полимерный материал, составляющий вспененный полимерный слой 9, может быть вспениваемым полимером любого типа, таким как, например: полиолефины, сополимеры разных олефинов, сополимеры олефина с этиленоненасыщенным сложным эфиром, сложные полиэфиры, поликарбонаты, полисульфоны, фенольные смолы, смолы мочевины и их смеси. Примеры подходящих полимеров представляют собой: полиэтилен (ПЭ), в частности ПЭ низкой плотности (ПЭНП), ПЭ средней плотности (ПЭСП), ПЭ высокой плотности (ПЭВП), линейный ПЭ низкой плотности (ЛПЭНП), полиэтилен сверхнизкой плотности (ПЭСНП; полипропилен (ПП); эластомерные сополимеры этилена/пропилена (ЭПР) или тройные сополимеры этилена/пропилена/диенового мономера (ЭПДМ); натуральный каучук; бутилкаучук; сополимеры этилена/винилового сложного эфира, например, этилена/винилацетата (ЭВА); сополимеры этилена/акрилата, в частности, этилена/метилакрилата (ЭМА), этилена/этилакрилата (ЭЭА) и этилена/бутилакрилата (ЭБА); термопластические сополимеры этилена/α-олефина; полистирол; сополимеры акрилонитрила/бутадиена/стирола (АБС); галогенированные полимеры, в частности, поливинилхлорид (ПВХ); полиуретан (ПУР); полиамиды; ароматические сложные полиэфиры, такие как полиэтилентерефталат (ПЭТ) или полибутилентерефталат (ПБТ); и их сополимеры или их механические смеси.
Для целей настоящего изобретения под термином «вспененный» полимер понимается полимер, в структуре которого процент «пустого» объема (то есть пространство, занятое не полимером, а газом или воздухом) обычно составляет больше, чем 10% от всего объема упомянутого полимера.
Обычно процент свободного пространства во вспененном полимере выражается в единицах степени расширения (G). В настоящем описании под термином «степень расширения полимера» понимается расширение полимера, определяемое следующим образом:
G(степень расширения)=(d0/de-1)·100,
где d0 обозначает плотность невспененного полимера (то есть полимера со структурой, которая по существу не имеет пустого объема), и de обозначает наблюдаемую плотность, измеренную для вспененного полимера.
Предпочтительно, степень расширения упомянутого вспененного полимерного слоя 9 выбирают в диапазоне от 25% до 160%, более предпочтительно - от 40% до 140%.
Предпочтительно, два невспененных полимерных слоя 8, 10 упомянутого защитного элемента 7 выполнены из полиолефиновых материалов.
Два невспененных полимерных слоя 8, 10 могут быть выполнены из полимерного материала, выбранного из группы, содержащей: полиэтилен низкой плотности (ПЭНП) (d=0,910-0,926 г/см3); сополимеры этилена с α-олефинами; полипропилен (ПП); каучуки на основе сополимера этилена/α-олефина, в частности - этилен-пропиленовые каучуки (ЭПР), каучуки на основе сополимера этилена/пропилена/диенового мономера (ЭПДМ); натуральный каучук; бутилкаучук и их смеси.
Предпочтительно, два невспененных полимерных слоя 8, 10 выполнены из термопластического материала, предпочтительно полиолефина, такого как несшитый полиэтилен (ПЭ); альтернативно может быть использован поливинилхлорид (ПВХ).
В варианте осуществления, показанном на фиг.1, кабель 1 дополнительно снабжен блокирующим воду слоем 11, расположенным между внешним полупроводящим слоем 5 и металлической оболочкой 6.
Согласно предпочтительному варианту осуществления изобретения блокирующий воду слой 11 представляет собой вспененный водонабухающий полупроводящий слой, как описывается в WO 01/46965 на имя Заявителя.
Предпочтительно, упомянутый блокирующий воду слой 11 выполнен из вспененного полимерного материала, в который внедрен или в котором диспергирован водонабухающий материал.
Предпочтительно, вспениваемый полимер упомянутого блокирующего воду слоя 11 выбран среди указанных выше полимерных материалов.
Упомянутый блокирующий воду слой 11 предназначен для обеспечения эффективного барьера продольному проникновению воды внутрь кабеля.
Водонабухающий материал обычно состоит из гомополимера или сополимера, имеющего гидрофильные группы вдоль полимерной цепи, например: сшитая и по меньшей мере частично превращенная в соль полиакриловая кислота (например, продукты Cabloc® от C. F. Stockhausen GmbH или Waterlock® от Grain Processing Co.); крахмал или его производные, смешанные с сополимерами акриламида и акрилата натрия (например, продукты SGP Absorbent Polymer® от Henkel AG); натрийкарбоксиметилцеллюлоза (например, продукты Blanose® от Hercules Inc.).
Кроме того, вспененный полимерный материал блокирующего воду слоя 11 может быть модифицирован, чтобы быть полупроводящим.
Количество углеродной сажи, добавляемой в полимерную матрицу, может меняться в зависимости от типа используемых полимера и углеродной сажи, степени расширения, которую предполагается получить, вспенивающего агента и т.д. Таким образом, количество углеродной сажи должно быть таким, чтобы придавать вспененному материалу достаточные полупроводящие свойства, в частности таким, чтобы получать объемное удельное сопротивление вспененного материала при комнатной температуре менее чем 500 Ом·м, предпочтительно менее чем 20 Ом·м. Обычно количество углеродной сажи может меняться от 1 до 50% по массе, предпочтительно от 3 до 30% по массе относительно массы полимера.
Предпочтительный диапазон степени расширения блокирующего воду слоя 11 составляет от 10% до 50%.
Кроме того, при снабжении кабеля 1 полупроводящим блокирующим воду слоем 11 толщина внешнего полупроводящего слоя 5 может быть выгодным образом уменьшена, так как электрические свойства внешнего полупроводящего слоя 5 частично реализуются упомянутым блокирующим воду слоем. Следовательно, эта особенность выгодным образом вносит вклад в снижении толщины внешнего полупроводящего слоя и, таким образом, массы всего кабеля.
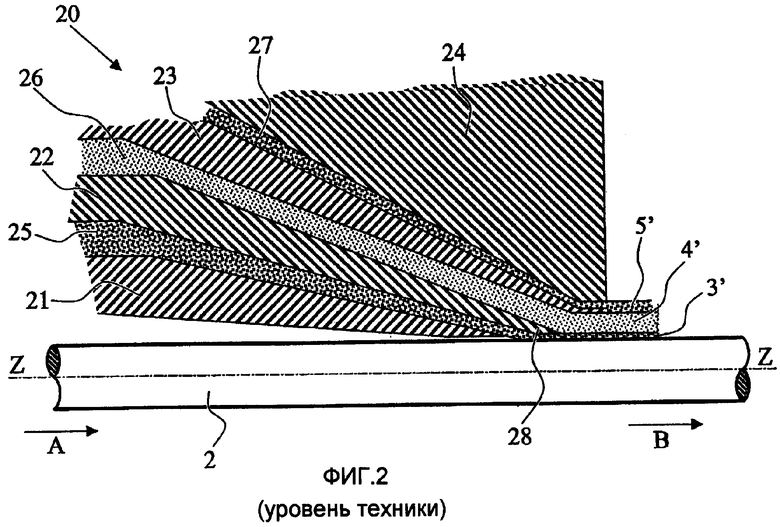
Фиг.2 показывает частный вид в продольном сечении обычной экструзионной головки для изготовления жилы униполярного электрического кабеля.
Проводник 2 кабеля разматывается с подающей катушки и подается в экструзионное оборудование, снабженное трехслойной экструзионной головкой, причем упомянутое оборудование содержит три отдельных экструдера, подающих в общую экструзионную головку с тем, чтобы наносить внутренний полупроводящий слой 3', изолирующий слой 4' и внешний полупроводящий слой 5' на проводник 2.
Фиг.2 показывает частный вид в продольном разрезе трехслойной экструзионной головки 20 экструзионного оборудования, которое само по себе известно и поэтому не показано во всей своей полноте.
Экструзионная головка 20 содержит охватываемую фильеру 21, первую промежуточную фильеру 22, вторую промежуточную фильеру 23 и охватывающую фильеру 24. Упомянутые фильеры располагаются в вышеуказанной последовательности, концентрически перекрывая друг друга и радиально удаляясь от оси Z-Z проводника 2.
Более конкретно, стрелка А указывает направление продвижения проводника 2 кабеля, в радиально внешнем положении по отношению к которому экструдируется внутренний полупроводящий слой 3' через канал 25, предусмотренный между охватываемой фильерой 31 и первой промежуточной фильерой 32. Изолирующий слой 4' экструдируется в положении, радиально внешнем по отношению к внутреннему полупроводящему слою 3', через канал 26, который располагается между первой промежуточной фильерой 22 и второй промежуточной фильерой 23. Внешний полупроводящий слой 5' экструдируется в положении, радиально внешнем по отношению к изолирующему слою 4', через канал 27, который располагается между промежуточной фильерой 23 и охватывающей фильерой 24.
Стрелка В показывает направление выхода кабельной жилы из экструзионной головки 20.
Согласно обычному способу изготовления, известному в данной области техники и обеспечиваемому экструзионной головкой 20, как частично и схематично показано на фиг.2, по мере того как проводник 2 разматывается с подающей катушки (не показана), полимерные составы внутреннего полупроводящего слоя 3', изолирующего слоя 4' и внешнего полупроводящего слоя 5' соответственно раздельно подаются на вход каждого экструдера (не показаны), например, с использованием отдельных бункеров, которые располагаются выше по потоку относительно каналов 25, 26 и 27 соответственно.
Получение упомянутых полимерных составов может требовать этапа предварительного смешивания основного полимерного материала с другими компонентами (например, наполнителями или добавками), причем упомянутый этап предварительного смешивания выполняется в оборудовании, расположенном выше по потоку относительно процесса экструзии, таком как, например, закрытый смеситель тангенциального роторного типа (Banbury) или с взаимопроникающими роторами, или в непрерывном смесителе типа Ko-Kneader (например, производимого Buss) или типа, имеющего два шнека, вращающихся в одном и том же или противоположных направлениях.
Каждый полимерный состав обычно подается в соответствующий экструдер в форме гранул и пластифицируется, то есть переводится в расплавленное состояние, посредством подвода тепла (через внешний цилиндр экструдера) и механического действия шнека, который обрабатывает полимерный материал и выдавливает его в соответствующий экструзионный канал в направлении выхода каждого канала, формируя желаемый слой покрытия.
Согласно обычной экструзионной головке 20, показанной на фиг.2, потоки различных материалов, образующих составляющие кабельную жилу слои (т.е. внутренний полупроводящий слой 3', изолирующий слой 4' и внешний полупроводящий слой 5'), сохраняются отдельными друг от друга и отдельно экструдируются на формируемую кабельную жилу.
Более подробно, как ясно показано на фиг.2, сначала внутренний полупроводящий слой 3' экструдируется непосредственно на проводник 2 кабеля; затем изолирующий слой 4' экструдируется на внутренний полупроводящий слой 3' (последний уже соединился с проводником 2), и в конце внешний полупроводящий слой 5' экструдируется на изолирующий слой 4', когда последний уже соединился с внутренним полупроводящим слоем 3'.
Такая конкретная последовательность экструзии получается посредством комплекта фильер, схематично и частично показанного на фиг.2, согласно которому первая промежуточная фильера 22 имеет осевую протяженность (вдоль направления продвижения проводника), которая больше, чем соответствующая протяженность охватываемой фильеры 21, так что внутренний полупроводящий материал непосредственно экструдируется на проводник 2 кабеля.
Более подробно, первая промежуточная фильера 22 снабжена вытянутой частью 28, которая располагается коаксиально (соосно) относительно проводника 2 кабеля, причем упомянутая вытянутая часть выполняет функцию направления внутреннего полупроводящего слоя 3' на проводник 2 и удерживания упомянутого полупроводящего слоя прижатым к проводнику на протяжении достаточно длинной дистанции и, следовательно, достаточно длинного периода времени для того, чтобы получить однородную и гомогенную толщину внутреннего полупроводящего слоя.
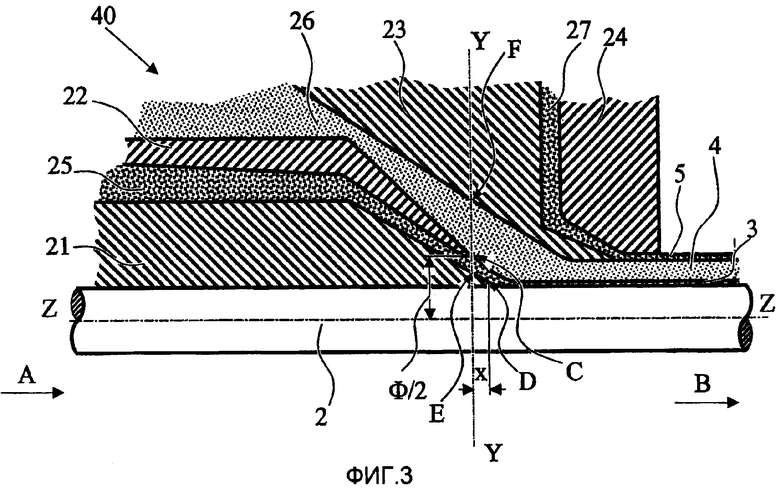
Фиг.3 представляет собой частный вид в продольном разрезе экструзионной головки 40, предназначенной для использования в способе изготовления по настоящему изобретению, причем конструктивные элементы согласно фиг.3, которые аналогичны или идентичны соответствующим конструктивным элементам согласно фиг.2, обозначаются в данном описании теми же ссылочными номерами.
Согласно способу изготовления по настоящему изобретению внутренний полупроводящий слой 3 контактирует с изолирующим слоем 4 в положении С, которое располагается выше по потоку относительно точки контакта D, где проводник 2 кабеля и внутренний полупроводящий слой 3 приходят во взаимный контакт.
Более подробно, в экструзионной головке 40 по настоящему изобретению первая промежуточная фильера 22 сдвинута назад (вдоль направления продвижения проводника) относительно осевого конца охватываемой фильеры 21, так что кольцевой поток внутреннего полупроводящего материала (который выдавливается вдоль канала 25) и кольцевой поток изолирующего материала (который выдавливается вдоль канала 26) контактируют друг с другом перед нанесением на проводник 2 кабеля. Таким образом, внутреннему полупроводящему слою позволяют вступить в контакт с проводником 2, когда внутренний полупроводящий слой течет вместе с изолирующим слоем.
Предпочтительно, точка контакта С, т.е. точка, в которой внешняя поверхность кольцевого потока внутреннего полупроводящего материала и внутренняя поверхность кольцевого потока изолирующего материала вступают в контакт друг с другом, располагается на осевом расстоянии х относительно точки контакта D, т.е. точки, в которой внутренний полупроводящий слой вступает в контакт с проводником 2.
Предпочтительно, упомянутое расстояние х больше или равно 0,5 диаметра проводника.
В настоящем описании термин «осевое расстояние» означает расстояние, которое вычисляется вдоль осевого направления, т.е. вдоль направления продвижения проводника.
Предпочтительно, упомянутое расстояние х составляет от примерно 0,6 до примерно 10 диаметров проводника, более предпочтительно - от примерно 1 до примерно 4 диаметров проводника.
Предпочтительно, точка контакта С располагается на диаметре Ф относительно продольной оси Z-Z проводника кабеля, большем или равном 1,5 диаметров проводника.
Предпочтительно, упомянутый диаметр Ф составляет от примерно 1,8 до примерно 4 диаметров проводника, более предпочтительно - от примерно 2 до примерно 3 диаметров проводника.
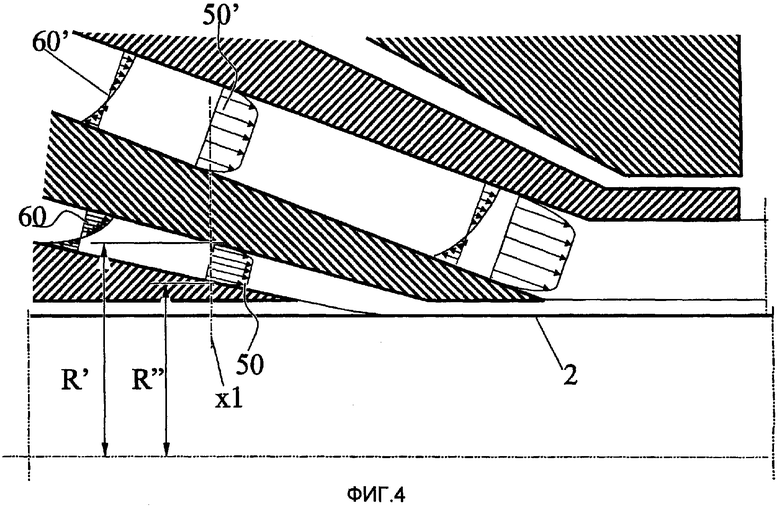
Фиг.4 представляет собой схематичный и частный вид распределения 50 скоростей и распределения 60 касательных напряжений материала внутреннего полупроводящего слоя, текущего в кольцевом канале, образованном фильерами 21 и 22 в экструзионной головке 20 согласно предшествующему уровню техники, и соответственно, распределения 50' скоростей и распределения 60' касательных напряжений материала изолирующего слоя, текущего в кольцевом канале, образованном фильерами 22 и 23 в той же самой экструзионной головке согласно предшествующему уровню техники, взятых в определенном продольном положении, обозначенном плоскостью х1.
Как известно в данной области техники, касательное напряжение τ представляет собой силу трения, которую должен преодолеть один слой текучей среды для скольжения по смежному слою текучей среды. При данной температуре касательное напряжение τ текучей среды связано со скоростью сдвига γ˙ (т.е. γ˙=dγ/·dt),
Скорость сдвига представляет собой наклон профиля распределения скоростей.
В простейшей версии, для ньютоновской жидкости, это соотношение представляет собой:
τ=η·γ,
где η представляет собой динамическую вязкость рассматриваемой текучей среды.
В неньютоновской жидкости, а это как раз случай рассматриваемых материалов, данное математическое выражение принимает более сложную форму:
τ=f(T,γ).
Обычно профиль 50, 50' распределения скоростей текучих материалов, текущих через соответствующие кольцевые каналы экструзионной головки, таков, что максимальная скорость текучей среды получается в объеме потока, т.е. в самом удаленном месте от неподвижных поверхностей, ограничивающих эти каналы, тогда как скорость текучих материалов становится нулевой у внешнего диаметра канала и у внутреннего диаметра канала, т.е. при r=R' и r=R", как показано на профиле 50 распределения скоростей на фиг.4.
В соответствии с такими профилями распределения скоростей имеют место профили 60, 60' распределения касательных напряжений.
Как показано на фиг.4, касательное напряжение τ становится нулевым в объеме потока, т.е. в самом удаленном месте от неподвижных поверхностей, ограничивающих кольцевые каналы, тогда как касательное напряжение τ принимает свое максимальное абсолютное значение у внешнего диаметра канала и внутреннего диаметра канала (т.е. вблизи неподвижных поверхностей).
Исходя из такого профиля распределения касательных напряжений можно показать, что для слоев небольшой толщины, таких как внутренний полупроводящий слой 3, касательное напряжение является достаточно высоким, и оно дополнительно увеличивается с уменьшением сечения канала, в частности потому, что кольцевой канал сходится к проводнику, что приводит к увеличению скорости текущего материала при движении в направлении точки контакта D.
Данная ситуация остается такой же до тех пор, пока внутренний полупроводящий материал не вступит в контакт с проводником и не достигнет своего окончательного внешнего диаметра.
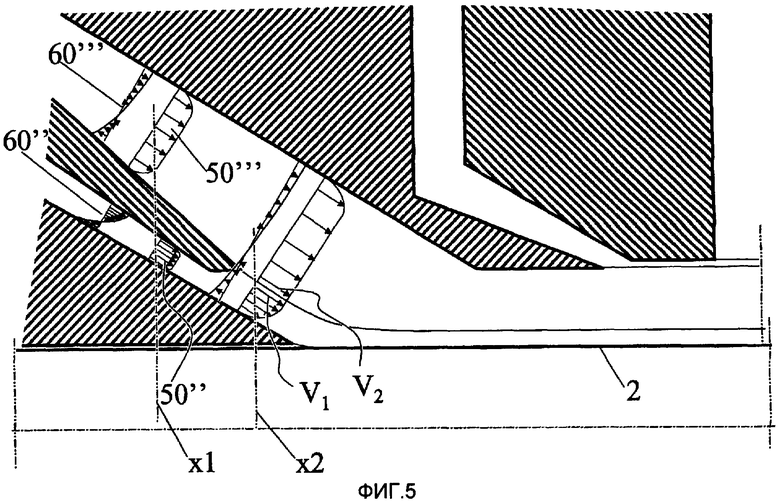
В экструзионной головке 40 согласно настоящему изобретению, как показано на фиг.5, в положении х1 непосредственно перед конечной точкой С фильеры 22 профили 50", 50''' распределения скоростей и профили 60", 60''' распределения скорости сдвига являются по существу такими же, как и аналогичные профили, описанные со ссылкой на фиг.4.
Однако в положении х2 сразу же по потоку за конечной точкой С, где потоки внутреннего полупроводящего слоя и изолирующего слоя уже вступили в контакт, ситуация изменяется.
Фактически, хотя скорости двух материалов возле места контакта с внутренней (21) и внешней (23) фильерами все еще остаются близкими к или равными нулю, у поверхности раздела между двумя текущими материалами две скорости V1 и V2 становятся по существу одинаковыми.
В результате этого, так как скорости позволяют изменяться наименее резко от нуля до ее максимального значения, причем такое изменение скорости происходит вдоль всей толщины внутреннего полупроводящего слоя и изолирующего слоя, соответствующая скорость сдвига достигает меньших максимальных значений и, в частности, скорость сдвига близка к нулю у поверхности раздела двух материалов.
Схождение потоков в направлении проводника заставляет общую скорость потока увеличиваться вследствие уменьшения сечения потока, но, так как внутренний полупроводящий слой и изолирующий слой текут вместе, максимальная скорость сдвига поддерживается низкой до тех пор, пока внутренний полупроводящий слой не вступит в контакт с проводником 2.
Предпочтительно, то продольное положение, где потоки внутреннего полупроводящего слоя и изолирующего слоя вступают в контакт (т.е. положение конца С фильеры) таково, что отношение между касательным напряжением внутреннего полупроводящего слоя 3 у радиально внутренней стенки первой промежуточной фильеры 22 и касательным напряжением изолирующего слоя 4 у радиально внешней стенки первой промежуточной фильеры 22 вблизи точки контакта С составляет от примерно 0,5 до примерно 4.
Для дальнейшего описания изобретения ниже даются некоторые иллюстрирующие примеры.
Пример 1 (изобретение)
Получали униполярный кабель среднего напряжения показанного на фиг.1 типа.
Для целей настоящего изобретения проводили изготовление только кабельной жилы (т.е. внутреннего полупроводящего слоя 3, изолирующего слоя 4 и внешнего полупроводящего слоя 5) посредством экструзионной головки 40, показанной на фиг.3.
Проводник кабеля представлял собой сплошной стержень, выполненный из алюминия и имеющий поперечное сечение 150 мм2. Скорость продвижения проводника устанавливали равной примерно 60 м/мин.
Внутренний полупроводящий слой (сополимер полиэтилена HFDA-0801 - коммерческий продукт от Dow Chemicals), имеющий толщину 0,2 мм, изолирующий слой (сшитый полипропилен под торговой маркой LE 4201, производимый Borealis), имеющий толщину 4,0 мм, и внешний полупроводящий слой (сополимер полиэтилена HFDA-0801 - коммерческий продукт от Dow Chemicals), имеющий толщину 0,2 мм, получали с помощью способа изготовления по настоящему изобретению.
Использовали 90-миллиметровый экструдер (от Costruzioni Meccaniche Luigi Bandera S.p.A. - Busto Arsizio (VA) - Italy) в конфигурации 25 D (т.е. при длине шнека в 25 раз больше его диаметра), 160-миллиметровый одношнековый экструдер Bandera в конфигурации 30 D и 90-миллиметровый экструдер Bandera в конфигурации 25 D для нанесения соответственно внутреннего полупроводящего слоя, изолирующего слоя и внешнего полупроводящего слоя.
Точка контакта С, т.е. точка, в которой внешняя поверхность кольцевого потока внутреннего полупроводящего материала и внутренняя поверхность кольцевого потока изолирующего материала вступают в контакт друг с другом, располагалась на осевом расстоянии х, измеренном от точки контакта D вдоль продольного направления Z-Z кабеля и равном 0,69 диаметра проводника.
Производительность экструдера внутреннего полупроводящего материала устанавливали на 33,5 кг/ч, тогда как производительность экструдера изолирующего материала устанавливали на 720 кг/ч.
Внутренний диаметр кольцевого потока внутреннего полупроводящего материала в точке контакта С (т.е. внутренний диаметр охватываемой фильеры 21 в точке Е, получаемой на пересечении охватываемой фильеры с плоскостью Y-Y, перпендикулярной оси Z-Z проводника и касающейся первой промежуточной фильеры 22 в точке С) составлял 25,2 мм.
Внешний диаметр кольцевого потока внутреннего полупроводящего материала (т.е. диаметр первой промежуточной фильеры 22 в точке С) составлял 26,4 мм.
Внутренний диаметр кольцевого потока изолирующего материала в точке контакта С составлял 26,4 мм.
Внешний диаметр кольцевого потока изолирующего материала (т.е. внешний диаметр второй промежуточной фильеры 23 в точке F, получаемой на пересечении второй промежуточной фильеры с плоскостью Y-Y) составлял 36,8 мм.
Температуру экструзии внутреннего полупроводящего материала и изолирующего материала устанавливали на 130°С.
Установив производительности экструдеров внутреннего полупроводящего материала и изолирующего материала, температуру их экструзии, а также геометрии фильер, вычисляли отношение между касательным напряжением внутреннего полупроводящего слоя у радиально внутренней стенки первой промежуточной фильеры и касательным напряжением изолирующего слоя у радиально внешней стенки первой промежуточной фильеры вблизи точки контакта С (т.е. перед вступлением во взаимный контакт), принимая во внимание динамические вязкости упомянутых материалов (измеренные посредством капиллярного реологического анализа с помощью Göttfert Laboratory rheometer Rheograph 2001, оборудованного капилляром, имеющим внутренний диаметр 1 мм и длину 20 мм) как функцию температуры экструзии и скорости сдвига.
Более подробно, таблицы 1 и 2 показывают динамические вязкости как функцию температуры экструзии и скорости сдвига для внутреннего полупроводящего материала и изолирующего материала соответственно.
HFDA-0801 от Dow Chemicals
(с-1)
(Па·с)
(°С)
LE 4201 от Borealis
(с-1)
(Па·с)
(°С)
Отношение между касательным напряжением внутреннего полупроводящего слоя и касательным напряжением изолирующего слоя равнялось 3,7.
Проводили оптическое обследование на составляющих кабельную жилу элементах (например, посредством сканирующего электронного микроскопа), которое подтверждало гомогенную и однородную толщину (в радиальном и продольном направлениях) внутреннего полупроводящего слоя и изолирующего слоя, а также отсутствие разрывов или дефектов на поверхности их раздела.
Пример 2 (изобретение)
Получали униполярный кабель среднего напряжения показанного на фиг.1 и описанного в примере 1 типа.
Для целей настоящего изобретения проводили изготовление только кабельной жилы (т.е. внутреннего полупроводящего слоя 3, изолирующего слоя 4 и внешнего полупроводящего слоя 5) с помощью экструзионной головки 40, показанной на фиг.3.
Проводник кабеля представлял собой сплошной стержень, выполненный из алюминия и имеющий поперечное сечение 150 мм2. Скорость продвижения проводника устанавливали равной примерно 58 м/мин.
Внутренний полупроводящий слой (выполненный из полупроводящего материала, показанного в таблице 3), имеющий толщину 0,2 мм, изолирующий слой (выполненный из полупроводящего материала, показанного в таблице 3), имеющий толщину 2,6 мм, и внешний полупроводящий слой (выполненный из полупроводящего материала, показанного в таблице 3), имеющий толщину 0,2 мм, получали с помощью способа изготовления по настоящему изобретению.
(% по массе)
(% по массе)
Adflex® Q 200 F: гетерофазный сополимер пропилена с точкой плавления 165°С, энтальпией плавления 30 Дж/г, индексом течения расплава (MFI) 0,8 дг/мин и модулем изгиба 150 МПа (коммерческий продукт от Basell);
Hifax® СА 7320 А: термопластический полиолефин с высоким содержанием каучука (коммерческий продукт от Basell);
Moplen® RP210G: полипропиленовый статистический сополимер (коммерческий продукт от Basell);
Ensaco® 250 G: печная сажа (коммерческий продукт от Erachem Europe);
Jarylec® Exp3 (коммерческий продукт от Elf Atochem): дибензилтолуол (ДБТ);
Irganox® PS 802 (антиоксидант): дистеарилтиодипропионат (коммерческий продукт от Ciba Specialty Chemicals);
Irganox® 1010 (антиоксидант): пентаэритритил-тетракис-(3-(3,5-дитретбутил-4-гидроксифенил)пропионат (коммерческий продукт от Ciba Specialty Chemicals).
Использовали 90-миллиметровый экструдер Bandera в конфигурации 25 D, 160-миллиметровый одношнековый экструдер Bandera в конфигурации 30 D и 90-миллиметровый экструдер Bandera в конфигурации 25 D для нанесения соответственно внутреннего полупроводящего слоя, изолирующего слоя и внешнего полупроводящего слоя.
Точка контакта С, т.е. точка, в которой внешняя поверхность кольцевого потока внутреннего полупроводящего материала и внутренняя поверхность кольцевого потока изолирующего материала вступают в контакт друг с другом, располагалась на осевом расстоянии х, от точки контакта D, равном 0,69 диаметра проводника.
Производительность экструдера внутреннего полупроводящего материала устанавливали на 32,6 кг/ч, тогда как производительность экструдера изолирующего материала устанавливали на 450 кг/ч.
Внутренний диаметр кольцевого потока внутреннего полупроводящего материала в точке контакта С составлял 25,2 мм.
Внешний диаметр кольцевого потока внутреннего полупроводящего материала составлял 26,4 мм.
Внутренний диаметр кольцевого потока изолирующего материала в точке контакта С составлял 26,4 мм.
Внешний диаметр кольцевого потока изолирующего материала составлял 36,8 мм.
Температуру экструзии внутреннего полупроводящего материала и изолирующего материала устанавливали на 230°С.
Установив производительности экструдеров внутреннего полупроводящего материала и изолирующего материала, температуру их экструзии, а также геометрии фильер, вычисляли отношение между касательным напряжением внутреннего полупроводящего слоя у радиально внутренней стенки первой промежуточной фильеры и касательным напряжением изолирующего слоя у радиально внешней стенки первой промежуточной фильеры вблизи точки контакта С (т.е. перед вступлением во взаимный контакт), принимая во внимание динамические вязкости упомянутых материалов (измеренные посредством капиллярного реологического анализа с помощью Göttfert Laboratory rheometer Rheograph 2001, оборудованного капилляром, имеющим внутренний диаметр 1 мм и длину 20 мм) как функцию температуры экструзии и скорости сдвига.
Более подробно, таблицы 4 и 5 показывают динамические вязкости как функцию температуры экструзии и скорости сдвига для внутреннего полупроводящего материала и изолирующего материала соответственно.
(как указано в таблице 3)
(с-1)
(Па·с)
(°С)
(как указано в таблице 3)
(с-1)
(Па·с)
(°С)
Отношение между касательным напряжением внутреннего полупроводящего слоя и касательным напряжением изолирующего слоя равнялось 3,0.
Проводили оптическое обследование на составляющих кабельную жилу элементах (например, посредством сканирующего электронного микроскопа), которое подтверждало гомогенную и однородную толщину (в радиальном и продольном направлениях) внутреннего полупроводящего слоя и изолирующего слоя, а также отсутствие разрывов или дефектов на поверхности их раздела.
Пример 3 (изобретение)
Получали кабель, аналогичный кабелю из примера 2, и единственная разница состояла в том, что производительность экструдера внутреннего полупроводящего материала устанавливали на 33,5 кг/ч, а производительность экструдера изолирующего материала устанавливали на 720 кг/ч.
Отношение между касательным напряжением внутреннего полупроводящего слоя и касательным напряжением изолирующего слоя равнялось 2,6.
Оптическое обследование, выполняемое согласно указанному в примерах 1 и 2, подтвердило гомогенную и однородную толщину (в радиальном и продольном направлениях) внутреннего полупроводящего слоя и изолирующего слоя, а также отсутствие разрывов или дефектов на поверхности их раздела.
Пример 4 (изобретение)
Получали кабель, аналогичный кабелю из примера 2, и единственная разница состояла в том, что: 1) производительность экструдера внутреннего полупроводящего материала устанавливали на 23,9 кг/ч; 2) производительность экструдера изолирующего материала устанавливали на 720 кг/ч; 3) скорость продвижения проводника устанавливали на примерно 43 м/мин, и 4) толщина изолирующего слоя равнялась примерно 5,5 мм.
Отношение между касательным напряжением внутреннего полупроводящего слоя и касательным напряжением изолирующего слоя равнялось 2,4.
Оптическое обследование, выполняемое согласно указанному в примерах 1 и 2, подтвердило гомогенную и однородную толщину (в радиальном и продольном направлениях) внутреннего полупроводящего слоя и изолирующего слоя, а также отсутствие разрывов или дефектов на поверхности их раздела.
Пример 5 (сравнительный)
Получали униполярный кабель среднего напряжения показанного на фиг.1 и описанного в примере 2 типа.
Проводник кабеля представлял собой сплошной стержень, выполненный из алюминия и имеющий поперечное сечение 150 мм2. Скорость продвижения проводника устанавливали равной примерно 58 м/мин.
Внутренний полупроводящий слой (сополимер полиэтилена HFDA-0801 - коммерческий продукт от Dow Chemicals), имеющий толщину 0,2 мм, изолирующий слой (сшитый полипропилен под торговой маркой LE 4201, производимый Borealis), имеющий толщину 2,6 мм, и внешний полупроводящий слой (сополимер полиэтилена HFDA-0801 - коммерческий продукт от Dow Chemicals), имеющий толщину 0,2 мм, получали с помощью способа изготовления по настоящему изобретению.
Использовали 90-миллиметровый экструдер Bandera в конфигурации 25 D, 160-миллиметровый одношнековый экструдер Bandera в конфигурации 30 D и 90-миллиметровый экструдер Bandera в конфигурации 25 D для нанесения соответственно внутреннего полупроводящего слоя, изолирующего слоя и внешнего полупроводящего слоя.
Точка контакта С, т.е. точка, в которой внешняя поверхность кольцевого потока внутреннего полупроводящего материала и внутренняя поверхность кольцевого потока изолирующего материала вступают в контакт друг с другом, располагалась на осевом расстоянии х, измеренном от точки контакта D вдоль продольного направления Z-Z кабеля и равном 0,24 диаметра проводника.
Производительность экструдера внутреннего полупроводящего материала устанавливали на 32,6 кг/ч, тогда как производительность экструдера изолирующего материала устанавливали на 450 кг/ч.
Внутренний диаметр кольцевого потока внутреннего полупроводящего материала в точке контакта С составлял 18,0 мм.
Внешний диаметр кольцевого потока внутреннего полупроводящего материала составлял 18,5 мм.
Внутренний диаметр кольцевого потока изолирующего материала в точке контакта С составлял 18,5 мм.
Внешний диаметр кольцевого потока изолирующего материала составлял 33,0 мм.
Температуру экструзии внутреннего полупроводящего материала и изолирующего материала устанавливали на 130°С.
Установив производительности экструдеров внутреннего полупроводящего материала и изолирующего материала, температуру их экструзии, а также геометрии фильер, вычисляли отношение между касательным напряжением внутреннего полупроводящего слоя у радиально внутренней стенки первой промежуточной фильеры и касательным напряжением изолирующего слоя у радиально внешней стенки первой промежуточной фильеры вблизи точки контакта С (т.е. перед вступлением во взаимный контакт), принимая во внимание динамические вязкости упомянутых материалов (измеренные посредством капиллярного реологического анализа с помощью Göttfert Laboratory rheometer Rheograph 2001, оборудованного капилляром, имеющим внутренний диаметр 1 мм и длину 20 мм) как функцию температуры экструзии и скорости сдвига.
Более подробно, таблицы 1 и 2 показывают динамические вязкости как функцию температуры экструзии и скорости сдвига для внутреннего полупроводящего материала и изолирующего материала соответственно.
Отношение между касательным напряжением внутреннего полупроводящего слоя и касательным напряжением изолирующего слоя равнялось 10,1.
Проводили оптическое обследование на составляющих кабельную жилу элементах (например, посредством сканирующего электронного микроскопа) и обнаружили взаимное проникновение внутреннего полупроводящего слоя и изолирующего слоя (т.е. негомогенную и неоднородную толщину упомянутых слоев), а также разрывы внутреннего полупроводящего слоя на некоторых участках поверхности раздела упомянутых слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 2003 |
|
RU2319240C2 |
| НЕПРЕРЫВНЫЙ СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛОВОГО КАБЕЛЯ ВЫСОКОГО НАПРЯЖЕНИЯ | 2010 |
|
RU2550157C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВОГО КАБЕЛЯ, ИМЕЮЩЕГО ТЕРМОПЛАСТИЧНЫЙ ЭЛЕКТРОИЗОЛЯЦИОННЫЙ СЛОЙ | 2012 |
|
RU2590904C1 |
| КАБЕЛЬ, УСТОЙЧИВЫЙ К УДАРАМ | 2003 |
|
RU2313841C1 |
| ЭЛЕКТРИЧЕСКИЙ СИЛОВОЙ КАБЕЛЬ, СОДЕРЖАЩИЙ ВСПЕНЕННЫЕ ПОЛИМЕРНЫЕ СЛОИ | 2005 |
|
RU2374707C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 2003 |
|
RU2317608C2 |
| СИЛОВОЙ КАБЕЛЬ, СОДЕРЖАЩИЙ ТЕРМОПЛАСТИЧНЫЙ ЭЛЕКТРОИЗОЛЯЦИОННЫЙ СЛОЙ СО СТАБИЛИЗАТОРОМ НАПРЯЖЕНИЯ | 2010 |
|
RU2539359C1 |
| ЛЕГКИЙ И ГИБКИЙ УДАРОПРОЧНЫЙ СИЛОВОЙ КАБЕЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2013 |
|
RU2638172C2 |
| КОМПОЗИЦИЯ ДЛЯ ОБОЛОЧКИ КАБЕЛЯ, ОБОЛОЧКА КАБЕЛЯ И КАБЕЛЬ, НАПРИМЕР, КАБЕЛЬ ПИТАНИЯ ИЛИ КАБЕЛЬ СВЯЗИ | 2016 |
|
RU2703211C1 |
| СИЛОВОЙ КАБЕЛЬ | 2006 |
|
RU2399105C1 |
Настоящее изобретение касается способа изготовления кабеля, содержащего: проводник; внутренний полупроводящий слой, окружающий упомянутый проводник и имеющий толщину, меньшую или равную 0,4 мм; и изолирующий слой, окружающий упомянутый внутренний полупроводящий слой. Способ содержит этап соэкструзии внутреннего полупроводящего слоя и изолирующего слоя. Упомянутый этап содержит обеспечение первого кольцевого потока внутреннего полупроводящего материала и второго кольцевого потока изолирующего материала; контактирование внешней поверхности упомянутого первого кольцевого потока и внутренней поверхности упомянутого второго кольцевого потока на некотором осевом расстоянии от точки контакта, где внутренняя поверхность упомянутого первого кольцевого потока вступает в контакт с проводником; с) выбор в сочетании упомянутой предварительно заданной скорости подачи и упомянутой точки контакта как функции динамической вязкости (η) внутреннего полупроводящего материала и изолирующего материала так, что отношение между касательным напряжением внутреннего полупроводящего слоя у радиально внутренней стенки экструзионной фильеры и касательного напряжения изолирующего слоя у радиально внешней стенки экструзионной фильеры вблизи упомянутой точки контакта составляет от примерно 0,5 до 4; компрессионную экструзию изолирующего слоя и внешнего полупроводящего слоя на проводник. Изобретение позволяет создать кабель с компактной кабельной жилой без снижения общих электрических и механических свойств кабеля. 21 з.п. ф-лы, 5 ил., 5 табл.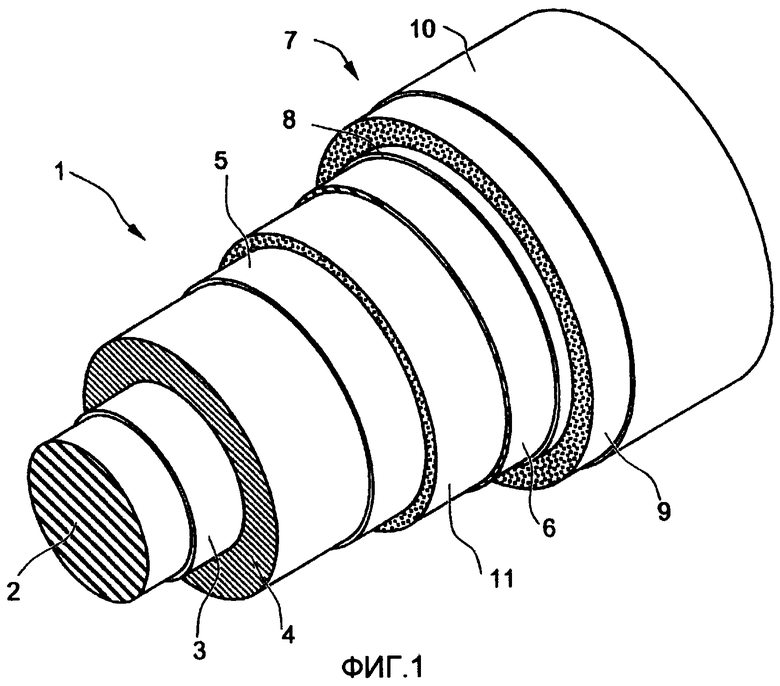
подачи проводника (2) с предварительно заданной скоростью подачи в экструзионную головку (40), содержащую первый экструзионный канал (25) для экструзии внутреннего полупроводящего слоя и второй экструзионный канал (26) для экструзии изолирующего слоя, причем упомянутый первый экструзионный канал и упомянутый второй экструзионный канал отделены друг от друга первой экструзионней фильерой (22), и
соэкструзии внутреннего полупроводящего слоя и изолирующего слоя, причем упомянутый этап соэкструзии включает в себя:
обеспечение первого кольцевого потока внутреннего полупроводящего материала и второго кольцевого потока изолирующего материала;
контактирование внешней поверхности упомянутого первого кольцевого потока и внутренней поверхности упомянутого второго кольцевого потока на осевом расстоянии (х) от точки контакта (D), где внутренняя поверхность упомянутого первого кольцевого потока вступает в контакт с проводником;
выбор в сочетании упомянутой предварительно заданной скорости подачи и упомянутой точки контакта (D) как функции динамической вязкости (n) внутреннего полупроводящего материала и изолирующего материала так, что отношение между касательным напряжением внутреннего полупроводящего слоя у радиально внутренней стенки упомянутой первой экструзионной фильеры и касательным напряжением изолирующего слоя у радиально внешней стенки упомянутой первой экструзионной фильеры вблизи упомянутой точки контакта составляет от примерно 0,5 до 4;
компрессионную экструзию изолирующего слоя и внутреннего полупроводящего слоя на проводник.
| US 3737490 А, 05.06.1973 | |||
| Устройство для экструзии полимеров | 1990 |
|
SU1828806A1 |
| Способ непрерывного изготовления многослойного покрытия | 1972 |
|
SU528045A3 |
| Захватно-срезающее устройство лесозаготовительной машины | 1975 |
|
SU534208A1 |
| US 4093414 A, 06.06.1978. | |||

