Изобретение относится к области конструирования радиоэлектронной аппаратуры (РЭА), в частности к способам создания объемных мини-модулей для РЭА.
Известен способ изготовления миниатюрных модулей для РЭА-микросборок (1), основанный на использовании тонкопленочной или толстопленочной интегрально-гибридной технологии, при котором сборка мини-модуля заключается в установке корпусных и (или) бескорпусных радиоэлектронных компонентов (микросхем, транзисторов, резисторов, конденсаторов и т.д.) на миниатюрную печатную плату, на которой выполнены все необходимые соединения между компонентами (в двух или более проводниковых слоях). Недостатком данного способа является сравнительно низкая эффективность использования располагаемого объема как в самой микросборке, так и в РЭА, скомпанованной с использованием микросборок, поскольку расположение радиоэлектронных компонентов в микросборке и соединения их между собой выполняются только в одной плоскости.
Кроме того, микросборки (тонкопленочные и толстопленочные) обладают невысокой надежностью (механическая прочность, влагостойкость, долговечность) и дополнительными ограничениями, накладываемыми технологией изготовления на диапазон рабочих температур микросборок.
Наиболее близким аналогом (прототипом) предлагаемого способа изготовления объемных мини-модулей является способ сборки электронных компонентов в трех измерениях и устройство для его осуществления (2), при котором сборка и настройка отдельных фрагментов мини-модулей-мини-плат, представляющих собой миниатюрные печатные платы с установленными на них радиоэлектронными компонентами, осуществляются с помощью специальной оснастки в единую (этажерочную) конструкцию, в которой мини-платы располагаются параллельно друг другу, после чего их заливают компаундом, а установление связей между мини-платами осуществляется путем фрезерования каналов с нанесением проводниковых и изолирующих слоев в необходимых местах мини-модуля. К недостаткам данного технического решения можно отнести необходимость использования сложной технологической оснастки (одноразового применения), применения высокоточного и дорогостоящего механического оборудования, возможность проверки работоспособности всех мини-плат мини-модуля в совокупности как функционально законченного устройства только после заливки компаундом (когда ремонт уже невозможен), что влияет на процент выхода годной продукции.
Задачей настоящего изобретения является обеспечение высокой плотности упаковки радиоэлектронных компонентов, их механической прочности при малых трудозатратах при их изготовлении, повышение помехоустойчивости, упрощение техпроцесса, а также обеспечение ремонтопригодности уже собранных мини-модулей.
Поставленная задача решается способом изготовления объемных мини-модулей для радиоэлектронной аппаратуры, заключающемся в сборке и настройке фрагментов мини-модулей-мини-плат, представляющих собой многослойные или двухсторонние миниатюрные печатные платы с установленными на них радиоэлектронными компонентами, в котором мини-платы располагают встык в виде замкнутой объемной фигуры - прямоугольного параллелепипеда, затем электрически и механически соединяют мини-платы между собой путем установки перемычек между соседними мини-платами, проверяют работоспособность полученного мини-модуля, после чего заливают компаундом, образующим после застывания внешнюю оболочку мини-модуля, и повторно проверяют его работоспособность.
При этом один из слоев многослойных миниатюрных печатных плат выполняют экранирующим и электрически соединяют экранирующие слои всех мини-плат с общим проводником питания объемного мини-модуля, а все чувствительные к помехам радиоэлектронные компоненты располагают на печатных платах в замкнутом пространстве внутри параллелепипеда.
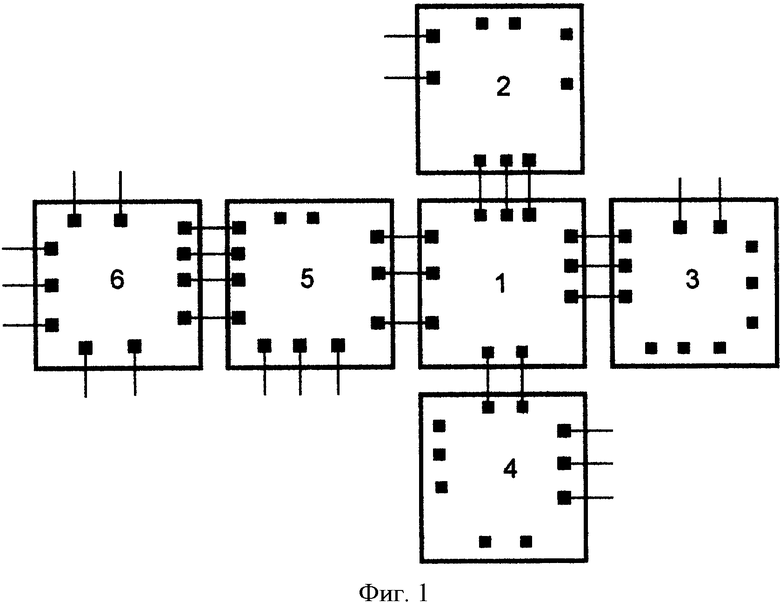
На фиг.1 представлена схема взаимного расположения миниатюрных печатных плат на этапе проектирования и этапе установки перемычек, а на фиг.2 - общий вид радиоэлектронного минимодуля в разрезе, где
1 - радиоэлектронный компонент;
2 - миниатюрная печатная плата;
3 - перемычка;
4 - внешний вывод;
5 - оболочка из компаунда;
6 - экранирующий проводниковый слой.
После сборки миниплат и проверки их работоспособности осуществляют монтаж межплатных электрических соединений. Для этих целей используются перемычки 3, которые могут изготавливаться из изолированного или неизолированного провода (в зависимости от плотности монтажа), из плоской металлической ленты или создаваться в процессе изготовления миниатюрных печатных плат. На первом этапе монтажа все мини-платы располагают горизонтально, так чтобы внешняя поверхность каждой платы находилась сверху, и устанавливают все перемычки, доступные для монтажа в этом положении мини-плат.
При необходимости можно дополнительно устанавливать перемычки с обратной стороны для связи мини-платы 1 с соседними мини-платами 2, 3, 4 и 5. Для этого мини-платы переворачивают на 180° (внутренними поверхностями вверх). Из такого же положения на следующем этапе последовательно на 90° поворачивают мини-платы 2, 3, 4 и 5 и запаивают перемычки между этими платами. В последнюю очередь, также на 90°, поворачивают мини-плату 6 и запаивают оставшиеся перемычки. В результате этого мини-платы образуют куб. Так как в таком положении между мини-платами установлены все необходимые электрические связи, то после этого легко проверяется работоспособность объемного минимодуля (ОММ) в целом.
При этом межплатные электрические соединения устанавливают перемычками между соседними миниплатами, а не путем фрезеровки боковых поверхностей минимодуля с последующим нанесением изолирующих и проводящих слоев в образованные фрезеровкой каналы, как в прототипе. Причем установкой перемычек реализуются не только все необходимые электрические соединения внутри мини-модуля, но и обеспечивается определенная механическая жесткость полученной конструкции мини-модуля до ее заливки компаундом.
После этого вся конструкция ОММ помещается в металлический или пластмассовый корпус и заливается компаундом через отверстия, специально оставленные для этих целей в печатных платах мини-модулей. В том случае, когда в качестве внешней оболочки ОММ используется застывший компаунд, то для заливки вместо корпуса используется технологическая оснастка. После того как компаунд застывает, работоспособность ОММ проверяется повторно.
Применение изобретения позволило повысить технологичность изготовления объемных мини-модулей за счет замены сложного техпроцесса установления электрических соединений между мини-платами на стандартный техпроцесс установления электрических соединений с помощью перемычек, аналогичный техпроцессу пайки контактов радиоэлектронных компонентов при их монтаже на печатную плату; снизить трудоемкость и затраты на изготовление мини-модулей за счет упрощения техпроцесса установления межплатных соединений и исключения затрат на эксплуатацию дорогостоящего оборудования (высокоточный фрезерный станок, установка напыления и др.), исключить использование одноразовой оснастки для крепления мини-плат, повысить качество изготовления мини-модулей за счет увеличения полноты контроля на этапе, когда конструкция мини-модуля является еще ремонтопригодной (до заливки компаундом), и значительно повысить помехоустойчивость собранных модулей.
Использованная литература
1. Функциональные узлы интегрально-гибридных ВИП. Степанов Ю.Б., Лукин А.В., Опадчий Ю.Ф. в сб. статей под ред. Ю.И.Конева «Электронная техника в автоматике», М., «Советское радио», 1980, вып.11, с.16-24.
2. Патент США №2002191380, 2002 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕМНЫЙ МОДУЛЬ ДЛЯ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2010 |
|
RU2460171C2 |
| Способ изготовления и конструкция инерциального измерительного модуля | 2019 |
|
RU2726286C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
| ИНТЕРФЕЙС ЭЛЕКТРИЧЕСКИЙ (ВАРИАНТЫ) | 2008 |
|
RU2414094C2 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2020 |
|
RU2726628C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2019 |
|
RU2723442C1 |
| ПРИЕМНЫЙ АНТЕННЫЙ МОДУЛЬ | 2012 |
|
RU2485645C1 |
| Монолитная интегральная схема | 2024 |
|
RU2832096C1 |
| Способ изготовления герметичного электронного модуля | 2018 |
|
RU2697458C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК С ЭКРАНОМ ДЛЯ ЗАЩИТЫ ОТ СВЕРХВЫСОКОЧАСТОТНОГО ИЗЛУЧЕНИЯ | 2010 |
|
RU2438275C2 |
Изобретение относится к области конструирования радиоэлектронной аппаратуры (РЭА), в частности к способам создания объемных мини-модулей для РЭА. Технический результат - обеспечение помехоустойчивости, высокой плотности упаковки радиоэлектронных компонентов, их механической прочности при малых трудозатратах при их изготовлении, повышение технологичности, а также ремонтопригодности уже собранных мини-модулей. Достигается тем, что в способе изготовления объемных мини-модулей для радиоэлектронной аппаратуры, заключающемся в сборке и настройке фрагментов мини-модулей-мини-плат, представляющих собой миниатюрные печатные платы с установленными на них радиоэлектронными компонентами, объединении мини-плат в единую конструкцию, заливке компаундом, установлении связей между мини-платами и проверке работоспособности полученного мини-модуля, мини-платы располагают встык в виде замкнутой объемной фигуры - параллелепипеда, затем электрически и механически соединяют мини-платы между собой путем установки перемычек между соседними мини-платами, проверяют работоспособность полученного мини-модуля, после чего заливают компаундом, образующим после застывания внешнюю оболочку мини-модуля, и повторно проверяют его работоспособность. При этом один из слоев многослойных миниатюрных печатных плат выполняют экранирующим и электрически соединяют экранирующие слои всех мини-плат с общим проводником питания объемного мини-модуля, а все чувствительные к помехам радиоэлектронные компоненты располагают на печатных платах в замкнутом пространстве внутри параллелепипеда. 1 з.п. ф-лы, 2 ил.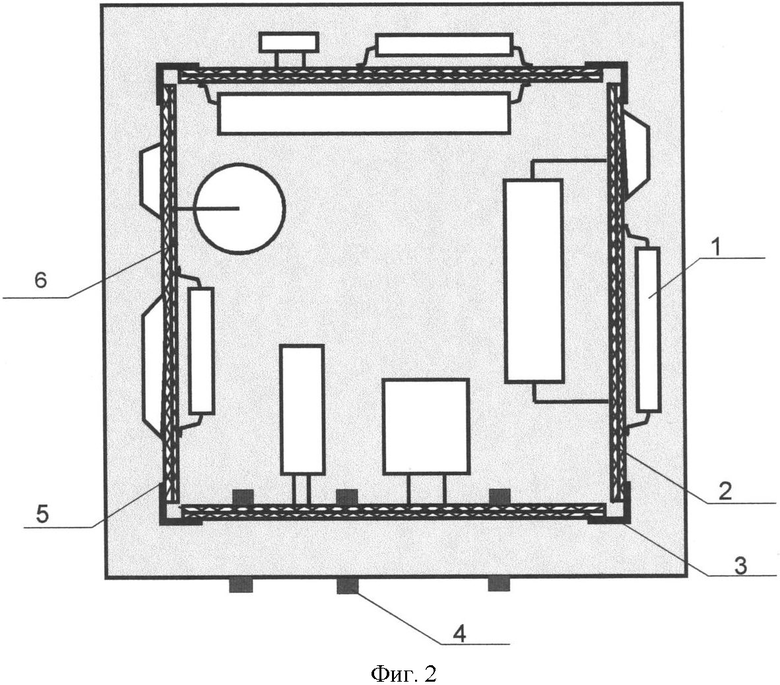
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Устройство для перегрузки яиц из ячеечной тары на транспортер | 1972 |
|
SU490739A1 |
| Объемный модуль для сверхскоростной обработки информации и способ его изготовления | 1990 |
|
SU1829127A1 |
| СТЕПАНОВ Ю.Б | |||
| и др | |||
| Функциональные узлы интегрально-гибридных ВИП/Сб.статей под ред | |||
| КОНЕВА Ю.И., «Электронная техника в автоматике», Москва, Советское радио, 1980, вып.11, с.16-24 | |||
| МОРЯКОВ О.С.«Технология полупроводниковых приборов и изделий микроэлектроники | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Сборка» | |||
| Учебное издание, Москва, Высшая школа, 1990, стр.99-112. | |||

