Изобретение относится к области ультразвуковой диагностики, а именно к неконтактному по возбуждению и регистрации ультразвуковой (акустической) волны и может быть использовано в неразрушающем дистанционном контроле различных сварных силовых конструкций и ответственных деталей.
Известен способ лазерно-акустического контроля, заключающийся в генерации лазерного импульса, преобразовании его с помощью поглощающей световой импульс плоскопараллельной пластины в акустический сигнал, излучении акустического сигнала в исследуемую среду и регистрации отраженного сигнала [1]. Недостатками данного способа являются низкая чувствительность оптической регистрации отраженного сигнала.
Известен способ лазерно-акустического контроля твердых материалов, заключающийся в преобразовании посредством полимерной пьезоэлектрической пленки лазерного в акустический импульс, который направлен в среду исследуемого твердого материала и приеме решеточным пьезоприемником отраженного от исследуемого твердого материала акустического сигнала [2]. При этом акустически прозрачный распределенный оптико-акустический преобразователь, излучает акустические сигналы с обеих поверхностей - опорный и отраженный от исследуемого твердого материала. Эти акустические сигналы принимают пьезоприемником, выполненным в виде решетки из локальных пьезоэлементов, расположенным между оптико-акустическим преобразователем и исследуемым твердым материалом. На основе аналого-цифровой обработки опорного и отраженного сигналов судят о наличии структурных неоднородностей в исследуемом твердом материале. Данный метод обладает более высокой чувствительностью. Но поскольку пьезоэлектрическая полимерная пленка обладает малой лучевой устойчивостью к лазерному излучению, то имеет место ограничение по мощности, формируемой акустической волны. Кроме того, чувствительность решеточного пьезоприемника недостаточна, так как он не имеет контакта с оптико-акустическим преобразователем и исследуемым твердым материалом.
Наиболее близким техническим решением к предложенному, принятым за прототип, является способ [3] бесконтактной ультразвуковой дефектоскопии, использующий метод зондирования объекта диагностики последовательностью генерируемых ультразвуковых импульсов заданной интенсивности и формы с последующей регистрацией отраженных или прошедших сигналов, в котором в качестве зондирующих и приемных устройств используют источники когерентного электромагнитного излучения (например лазеры), а для подвода и съема энергии в выбранных точках поверхности объекта диагностики применяют средства волоконной оптики. В данном способе оптико-акустическое преобразование осуществляется непосредственно в объекте исследования. Это дает возможность значительно увеличить мощность ультразвуковой волны в исследуемом объекте и позволяет оптическим методом увеличить чувствительность регистрации отраженной ультразвуковой волны. Вместе с тем, для достижения разрешающей способности групп нитевидных и объемных дефектов с поперечным сечением 10-100 мкм в стальных объектах необходимо ультразвуковое облучение с длинной волны 5-50 мкм. Это соответствует частоте ультразвуковой волны 100-1000 МГц. Акустические волны в этом частотном диапазоне эффективно поглощаются объектом. Поэтому для диагностики таких микродефектов, к примеру, в стальных объектах даже на глубине 2 см, мощность ультразвуковой волны на поверхности объекта должна достигать не менее 1-10 МВт. Учитывая, что коэффициент поглощения света, обычной поверхностью металлических образцов, составляет 20-80%, а кпд преобразования лазерного импульса в акустический не более 0,1% получим необходимую мощность лазерного импульса порядка 1-10 ГВт. При такой мощности лазерного воздействия исследуемый объект будет термически разрушаться. Это основной недостаток указанного метода.
Целями данного изобретения является создание способа, позволяющего увеличить глубину контроля и повысить разрешение микродефектов при неконтактном ультразвуковой диагностике сварных швов в объекте. Сопоставительный анализ с прототипом позволяет сделать вывод о соответствии технического решения критерию «новизна».
Заявителю неизвестно из уровня техники о наличии следующих признаков:
1. Неконтактное возбуждение ультразвуковой волны посредством объемного наносекундного газового разряда (плазменного удара) в окрестности поверхности сварного шва объекта.
2. Синхронизация во времени генератора наносекундного газового разряда с импульсным источником света.
3. Длительность светового импульса не менее времени двойного прохода ультразвукового сигнала на глубину сварного шва в объекте.
4. Фотоприемник имеет временное разрешение длительности импульса объемного газового разряда.
5. Длительность импульса объемного газового разряда меньше собственной частоты колебаний ударно возбужденных дефектов.
Таким образом, заявляемое техническое решение соответствует критерию «изобретательский уровень». Кроме того, при взаимодействии признаков получается новый технический результат - существенно увеличивается глубина контроля сварных швов и значительно повышается разрешение микродефектов в объекте.
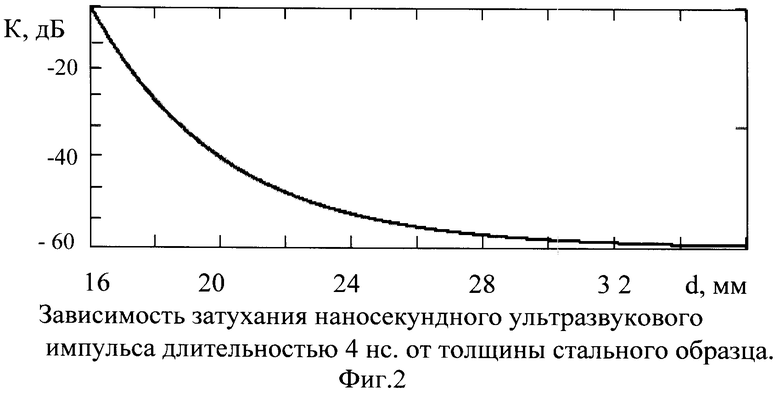
На фигуре 1 представлена структурная схема устройства для реализации данного способа. На фигуре 2 отображена зависимость затухания наносекундного ультразвукового импульса длительностью 4 нс от толщины стального образца.
Способ осуществляется следующим образом.
Поверхность контролируемого объекта (0) облучают наносекундным ультразвуковым импульсом, формируемого генератором (1) объемного электрического разряда на воздухе в окрестности сварного шва объекта. Падающий и отраженный от дефектов ультразвуковые импульсы регистрируются информационной оптической системой, которая состоит из импульсного источника света (2), объектива (3) фотоприемника (4). Оптический импульс посредством зеркал (5) подается под углом (фиг.1) на зашлифованную поверхность сварного соединения объекта, отражается и регистрируется быстродействующим фотоприемником (4). Сигнал с фотоприемника (4) поступает на цифровой осциллограф (6). Работа мощного импульсного генератора объемного электрического разряда (плазменного генератора) - (1) и импульсного источника света - (2) синхронизованы во времени так, что генератор объемной плазмы (1) запускается после выхода импульсного источника света (2) на рабочий режим. При этом оптический импульс имеет длительность не менее времени двойного прохода ультразвуковой волны по глубине сварного шва объекта. Цифровой осциллограф (6) запускается по переднему фронту оптического импульса.
Пример 1. Контролируемый стальной объект толщиной 2 см облучают неконтактно на расстоянии 1 см в области сварного шва посредством объемного газового разряда длительностью 4 нс. Регистрацию наведенной мощной (10 МВт/см2) ультразвуковой волны до и после прохождения сварного шва в объекте производят фотоприемником с временным разрешением 5 нс, на который подается отраженный оптический импульс длительностью 3 мкс от зашлифованной поверхности сварного шва в области синхронно действующего объемного плазменного удара. Это позволило по сравнению с прототипом, не разрушая объект увеличить более чем на 5 порядков мощность ультразвуковой волны, и в прямом эксперименте при разрешении нитевидных и объемных дефектов поперечным сечением 30-40 микрон достичь глубину их регистрации до 1,5 см. При расчете предельно допустимой на объект мощности лазерного излучения (10 МВт/см2), преобразованного в ультразвуковое (0,5 кВт/см2), и с учетом измеренных данных (фиг.2) по глубине проникновения ультразвуковой волны длительностью t=4 нс (f=1/t=250 МГц) получаем, что в прототипе можно зарегистрировать дефекты диаметром 30-40 микрон лишь на глубине 0,3 см. Таким образом, по сравнению с прототипом, глубина регистрации микродефектов увеличена в 5 раз.
Пример 2. Контролируемый стальной объект толщиной 4 см облучают неконтактно на расстоянии 1 см в области сварного шва посредством объемного газового разряда длительностью 4 нс (f=1/t=250 МГц). Регистрацию наведенной мощной (10 МВт/см2) ультразвуковой волны до и после прохождения сварного шва в объекте производят фотоприемником с временным разрешением 5 нс, на который подается отраженный оптический импульс от зашлифованной поверхности сварного шва в области синхронно действующего объемного плазменного удара. Длительность светового импульса 20 мкс больше времени двойного прохода ультразвуковой волной толщины сварного объекта 14 мкс. В результате по сравнению с примером 1, не разрушая объект, зарегистрированы нитевидные и объемные дефекты поперечным сечением 30-40 микрон в сварном шве на всей толщине объекта. Глубина регистрации дефектов в сварном соединении объекта увеличилась до 4 см и по сравнению с примером 1 возросла в 2,7 раза, а по сравнению с прототипом в 13 раз.
Пример 3. Контролируемый стальной объект толщиной 2 см облучают неконтактно на расстоянии 1 см в области сварного шва посредством объемного газового разряда длительностью 2 нс (f=1/t=500 МГц). Регистрацию наведенной мощной (10 МВт/см2) ультразвуковой волны до и после прохождения сварного шва в объекте производят фотоприемником с временным разрешением 0,2 нс, на который подается отраженный оптический импульс от зашлифованной поверхности сварного шва в области синхронно действующего объемного плазменного удара. Длительность светового импульса 20 мкс больше времени двойного прохода ультразвуковой волной толщины сварного объекта 7 мкс. По сравнению с примером 1, не разрушая объект по всей глубине сварного шва, увеличено разрешение нитевидных и объемных дефектов с поперечным сечением до 12-15 микрон. Это более чем в два раза превышает разрешение дефектов по сравнению с примерами 1, 2.
Пример 4. Контролируемый стальной объект толщиной 2 см облучают неконтактно на расстоянии 1 см в области сварного шва посредством объемного газового разряда длительностью 0,8 нс (f=1/t=1250 МГц). Регистрацию наведенной мощной (10 МВт/см2) ультразвуковой волны до и после прохождения сварного шва в объекте производят фотоприемником с временным разрешением 0,2 нс, на который подается отраженный оптический импульс от зашлифованной поверхности сварного шва в области синхронно действующего объемного плазменного удара. Длительность светового импульса 20 мкс, а время двойного прохода ультразвуковой волной толщины сварного объекта 7 мкс. По сравнению с примером 3, не разрушая объект, увеличено разрешение нитевидных и объемных дефектов поперечным размером до 5 микрон. При этом в отраженном от дефектов с поперечным сечением более 10 мкм ультразвуковом сигнале проявляется структура характерная для собственных колебаний этих дефектов. Как показали испытания, по структуре сигналов собственных колебаний дефектов выявляется степень их демпфирования [4] и по этому признаку выявляется пустотелый ли, или заполненный газом, флюсом или шлаком дефект сварного шва.
Пример 5. Контролируемый стальной объект толщиной 2 см облучают неконтактно на расстоянии 1 см в области сварного шва посредством объемного газового разряда длительностью 0,3 нс (f=1/t˜3000 МГц). Регистрацию наведенной мощной (10 МВт/см2) ультразвуковой волны до и после прохождения сварного шва в объекте производят фотоприемником с временным разрешением 0,2 нс, на который подается отраженный оптический импульс от зашлифованной поверхности сварного шва в области синхронно действующего объемного плазменного удара. Длительность светового импульса 20 мкс, а время двойного прохода ультразвуковой волной толщины сварного объекта 7 мкс. По сравнению с примером 4, не разрушая объект, увеличено разрешение нитевидных и объемных дефектов диаметром до 2 микрон. При этом на отраженном ультразвуковом сигнале от дефектов с поперечным сечением 4 мкм и более по сравнению с примерами 3, 4 проявляется еще более сложная структура собственных колебаний этих дефектов. Это позволяет более точно определить форму и характер заполнения газом, флюсом или шлаком дефектов сварного шва.
Таким образом, достижение целей изобретения подтверждено экспериментально. Использование предлагаемого изобретения по сравнению с известным изобретением дает следующее преимущества:
- увеличение глубины контроля сварных швов в объекте;
- повышение разрешения дефектов в сварных швах объекта.
Источники информации
1. Патент США №5457997, кл. 73/643, от 17 октября 1995 г.
2. Патент США №5381695, кл. 73/643, от 17 января 1995 г.
3. Авторское свидетельство №95109005. Способ бесконтактной ультразвуковой дефектоскопии и акустическое устройство дистанционной диагностики. От 10.01.1997 г. Кл. G01N 29/04. Братухин А.Б., Градов О.М. и др. (прототип).
4. А.П.Хоменко. Динамика и управление в задачах виброзащиты и виброизоляции подвижных объектов. Издательство Иркутского государственного университета, 2000 г, 292 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕКОНТАКТНОЙ ИМПУЛЬСНОЙ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ | 2008 |
|
RU2387986C2 |
| Способ неконтактной импульсной ультразвуковой дефектоскопии | 2016 |
|
RU2635851C2 |
| Способ оптической томографии прозрачных материалов | 2017 |
|
RU2656408C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| СПОСОБ ВЫЯВЛЕНИЯ СТРУКТУРНЫХ ДЕФЕКТОВ В КРЕМНИИ | 2012 |
|
RU2486630C1 |
| КОМПЛЕКС ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ И ОПТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО КОМПЛЕКСА | 2012 |
|
RU2515957C1 |
| СПОСОБ ОПТИЧЕСКОЙ ТОМОГРАФИИ СВЕТОЧУВСТВИТЕЛЬНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2377539C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ ПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2021 |
|
RU2756885C1 |
| СПОСОБ ЛАЗЕРНО-УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2545348C2 |
| УЛЬТРАЗВУКОВОЙ МИКРОСКОП | 2005 |
|
RU2270997C1 |
Использование: для неконтактной ультразвуковой диагностики сварных соединений. Сущность заключается в том, что осуществляют неконтактное возбуждение лазерным излучением в объекте ультразвуковой волны и ее регистрацию в режиме отражения или прохождения оптоволоконным устройством с интерферометром, при этом для возбуждения ультразвуковой волны в окрестности сварного шва объекта используется мощный объемный импульсный электрический разряд, синхронизованный по времени с импульсным источником света системы регистрации ультразвуковых волн в объекте. Технический результат: увеличение глубины контроля и повышение разрешения микродефектов при неконтактной ультразвуковой диагностике сварных швов. 2 з.п. ф-лы, 2 ил.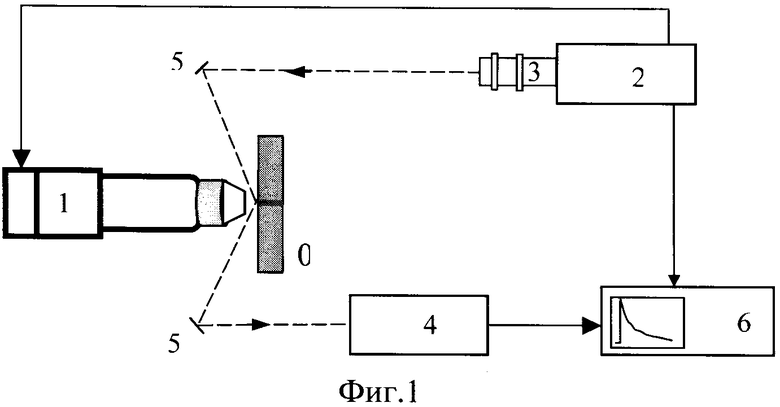
| RU 95109005 A1, 10.01.1997 | |||
| Способ ультразвукового контроля сварных швов изделий | 1989 |
|
SU1677619A1 |
| Способ ультразвукового контроля сварных швов | 1988 |
|
SU1585748A1 |
| КОСМЕТИЧЕСКОЕ СРЕДСТВО ДЛЯ УХОДА ЗА КОЖЕЙ | 2001 |
|
RU2185816C1 |
| WO 2006068716 A1, 29.06.2006 | |||
| JP 61169759 A, 31.07.1986. | |||

