Изобретение относится к машиностроению, а именно к области создания средств и методов бесконтактного измерения вибраций деталей машин и механизмов.
Известны способы измерения вибраций элементов машин и механизмов путем определения зазоров между измерительным преобразователем и контролируемой поверхностью в функции времени с помощью измерительных устройств для бесконтактного контроля механического состояния деталей машин на основе, например, преобразователей емкостного и вихретокового типов (Харламов В.В. Методы и средства диагностирования технического состояния коллекторно-щеточного узла тяговых электродвигателей и других коллекторных машин постоянного тока: Монография. Омский гос. ун-т путей сообщения. Омск, 2002, 233 с.). На результаты измерений данными устройствами при используемых методах измерений, как правило, оказывают влияние различного рода внешние факторы, например удельное электрическое сопротивление контролируемых поверхностей, скорость относительного перемещения измерительного преобразователя и контролируемой поверхности, а также их взаимное расположение и др.
Известен также способ бесконтактного измерения вибраций контролируемой поверхности, включающий измерение зазоров между измерительным преобразователем и контролируемой поверхностью, корректировку величин данных зазоров и определение вибраций контролируемой поверхности на основе откорректированных значений зазоров (Герасимов В.Г. и др. Методы и приборы электромагнитного контроля промышленных изделий. - М.: Энергоатомиздат, 1983, стр.187, 200), который выбран в качестве прототипа предлагаемого изобретения.
В данном способе решается задача снижения погрешностей измерений путем динамической градуировки измерительного устройства с помощью образцовой медной пластины заданной высоты, наклеенной на контролируемый объект, например на одну из пластин коллектора, и путем соответствующей корректировки величин измеренных зазоров. В результате измерений зазоров между измерительным преобразователем и контролируемой поверхностью и их последующей корректировки по данному способу определяют параметры вибраций элементов щеточно-контактного аппарата.
Недостатком рассматриваемого способа является то, что он предполагает вмешательство в объект измерения (наклеивание образцовой пластины) и не гарантирует необходимую точность градуировки, т.к. в рассмотренном выше примере образцовая пластина и отдельные ламели коллектора могут иметь различное удельное электрическое сопротивление поверхностного слоя вследствие особенностей механической обработки поверхности коллектора, разную температуру и т.п., что непосредственно влияет на результаты измерений вихретоковым преобразователем.
Кроме того, значения зазоров между измерительным преобразователем и рабочей поверхностью коллектора определяются формой указанной поверхности относительно оси вращения вала якоря, а также вибрационными перемещениями оси вращения вала якоря в пространстве вследствие наличия вариаций положения вала в подшипниковых узлах в пределах как одного оборота, так и от оборота к обороту. Данная механическая неидентичность положения вала обусловлена неточностью изготовления подшипников скольжения или качения, явлениями изнашивания их элементов в процессе эксплуатации, а также вибрационными явлениями различного рода. Рассмотренный выше способ не предусматривает процедуру разделения результатов измерений зазора между измерительным преобразователем и контролируемой поверхностью вращающегося элемента машины (например, ламелями коллектора электрической машины) на собственно профиль вращающегося элемента и вибрационную составляющую, обусловленную колебаниями контролируемого элемента в процессе вращения (вследствие вибраций якоря электрической машины в подшипниковых узлах). Это не позволяет с достаточной степенью точности определять как профиль контролируемого элемента, так и его вибрационные перемещения.
Задачей изобретения является повышение точности измерений вибраций элементов машин и механизмов.
Поставленная задача достигается тем, что способ бесконтактного измерения вибраций контролируемой поверхности включает так же, как в прототипе, измерение зазоров между измерительным преобразователем и контролируемой поверхностью, корректировку величин данных зазоров и определение вибраций контролируемой поверхности на основе откорректированных значений зазоров.
Согласно изобретению в процессе измерений производят, по меньшей мере, опорную и дополнительную серии последовательных измерений указанных выше зазоров, определяют средние значения зазоров в i-й серии измерений уср.i, при этом между сериями опорных и дополнительных измерений изменяют зазор между измерительным преобразователем и контролируемой поверхностью на образцовую величину, выбираемую из соотношения
 ,
,
где Δδ - максимальная погрешность увеличения зазора на образцовую величину, м;
Δп - максимальная погрешность определения уcp.i, в сериях опорных и дополнительных измерений, м;
Δx - допустимая погрешность измерений зазора, м;
ximax - максимальная величина зазора в i-й серии измерений, соответствующая максимальному результату измерения зазора уi max, м,
производят корректировку средних значений зазоров в i-й серии последовательных измерений согласно уравнению
xp,i=ycp.i/a,
где  - параметр градуировочной характеристики;
- параметр градуировочной характеристики;
уср.о, уср.д - средние значения зазоров в опорной и дополнительной сериях последовательных измерений зазоров, м;
±δо - образцовая величина изменения зазора в сторону его увеличения либо уменьшения, м,
а откорректированные величины виброперемещений контролируемой поверхности в i-й серии последовательных измерений находят по уравнению
хр.в,i,n=xp,i-xp,i,n,
где хp,i,n=уi,n/a - расчетный зазор между измерительным преобразователем и контролируемой поверхностью в последовательном измерении с порядковым номером n для i-й серии измерений,
причем определение виброперемещений контролируемой поверхности выполняют на основе откорректированных значений зазоров какой-либо серии последовательных измерений, в которой максимальная величина зазора не превышает значения, используемого для выбора величины образцового изменения зазора δo.
Сущность предлагаемого способа измерения состоит в следующем. При использовании бесконтактного измерительного устройства (например, с вихретоковым преобразователем), градуировочная характеристика которого выполнена линейной (Бромберг Э.М., Куликовский К.Л. Тестовые методы повышения точности измерений. - М.: Энергия, 1978, 176 с.), зависимость выходного параметра от измеряемой величины записывается в виде выражения

где у - выходной параметр измерительного устройства на i-й градуировочной характеристике, м;
х - измеряемый зазор между измерительным преобразователем измерительного устройства и контролируемой областью объекта контроля, м;
а1i, а2i - параметры i-й градуировочной характеристики.
При надлежащих установке измерительного преобразователя относительно измеряемого объекта и настройке измерительного устройства может быть принято допущение

Тогда уравнение (1) преобразуется к виду:

Из данного выражения следует, что выходной параметр измерительного устройства пропорционален не только измеряемому зазору х, но и параметру a2i i-й градуировочной характеристики, являющемуся, по существу, коэффициентом усиления измерительного тракта, который в общем случае зависит от многих параметров, в том числе от внешних воздействий на объект измерения и элементы измерительного устройства.
Поэтому целесообразно осуществлять коррекцию параметра a2i в процессе измерений, что позволяет повышать точность измерений. Это может быть выполнено, например, путем проведения опорного измерения и дополнительного измерения при увеличенном на образцовую величину зазоре. При этом будем иметь систему двух уравнений с одинаковым параметром а2i, поскольку измерения проводятся на одном объекте при идентичных возмущающих воздействиях, влияющих на указанный параметр:
y1=a2i·x;

где δo - образцовая величина изменения зазора, м.
Решение системы (4) имеет следующий вид:

Из выражения (5) следует, что расчетное значение зазора не зависит от указанной выше нестабильности параметра а2i. При этом обеспечивается повышение точности измерений. В случае уменьшения зазора на образцовую величину система исходных уравнений записывается аналогично системе (4)
y1=a2i·x;

Решение данной системы имеет вид:

Таким образом, выражения (5), (7) обеспечивают достаточно простую корректировку параметра а2i линейной градуировочной характеристики измерительного устройства при любом направлении изменения зазора, что позволяет существенно снизить отрицательное влияние ряда факторов на результат измерения и повысить его точность.
В случае, когда измеряемый зазор нестабилен в процессе измерений, как это продемонстрировано на фиг.1 (приведена экспериментальная зависимость изменения зазора между неподвижным (относительно корпуса электродвигателя) измерительным преобразователем и рабочей поверхностью одной из ламелей коллектора универсального коллекторного двигателя от порядкового номера измерения при постоянной частоте вращения якоря вследствие наличия виброперемещений якоря, показанных на фиг.2), для отыскания параметра а2i целесообразно оперировать средними величинами выходных параметров измерительного устройства, которые определяются соответственно средними значениями указанного зазора. Данное положение следует из допущения, что отклонения величины зазора между измерительным преобразователем и контролируемой поверхностью вращающихся элементов машин от его среднего значения являются периодической функцией. В этом случае указанный зазор может быть описан уравнением, которое включает сумму истинного значения зазора и ряда гармонических составляющих. Тогда среднее значение гармонических составляющих зазора стремится к нулю при достаточно большом числе измерений, а среднее значение зазора соответственно стремится к его истинному значению.
Например, пусть зазор описывается уравнением

где xи - истинное значение зазора;
xа - амплитуда первой гармоники отклонения зазора от его истинного значения;
ϕ - начальный угол первой гармоники;
ω - угловая частота вращения (или вибрации) элемента машины;
t - текущее время.
Тогда среднее значение зазора за заданное время tз будет равно

где с - постоянная интегрирования.
Анализ выражения (9) показывает, что при tз→∞ имеем xср→xи.
Соответственно среднее значение выходного параметра измерительного устройства уcp в этом случае будет стремиться к истинному значению уи (у=х при а2i=1).
Данные выводы справедливы и для любой дискретной сходящейся последовательности, примером которой может служить ряд последовательных измерений на фиг.1. Причем для подобного ряда всегда можно определить количество измерений N, при котором погрешность определения уср не будет превышать заданной максимальной (предельной) величины Δп, т.е. выполняется условие
где

- предел числовой последовательности

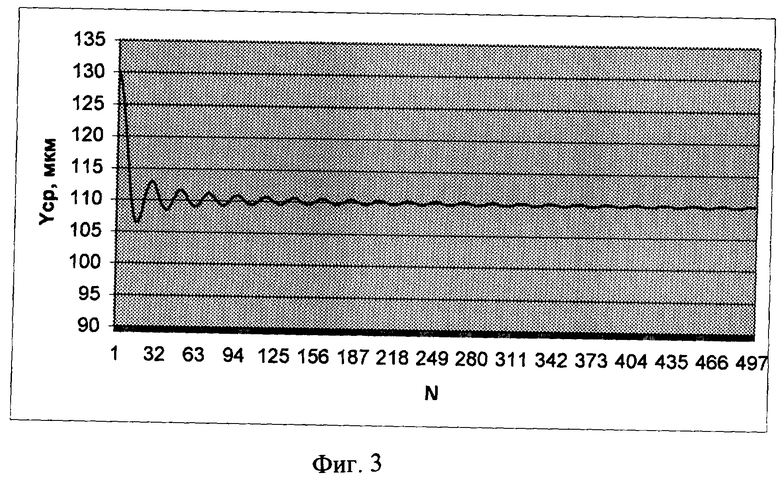
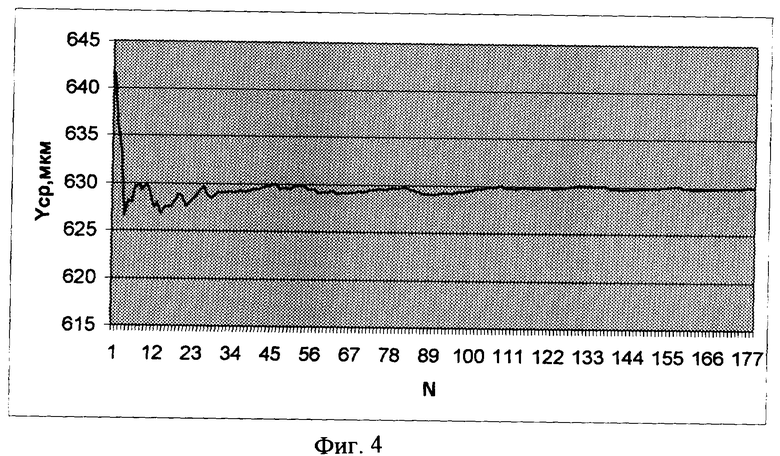
Поведение среднего значения измеряемой величины (измерение производится дискретно во времени) для рассмотренного случая (в уравнении (8) приняты следующие исходные величины параметров: хи=110 мкм; ха=20 мкм; ω=3141 с-1; ϕ=1,57 рад.) иллюстрируется графиком на фиг.3, из которого видно, что среднее значение измеряемой величины уср при достаточно большом числе измерений приближается к ее истинному значению уи (уи=хи=110 мкм при а2i=1). Экспериментальные зависимости средних значений зазоров между измерительным преобразователем и ламелями носят аналогичный характер, что иллюстрируется кривой на фиг.4 (зависимость построена для результатов измерений на фиг.1). Существуют различные математические методы и программные продукты для нахождения предела числовой последовательности, представленной на фиг.3. Например, локальные максимумы (или минимумы) данной последовательности могут быть аппроксимированы логарифмической зависимостью, из которой определяется предел последовательности.
Таким образом, величины опорного и дополнительного измерений целесообразно определять как средние значения из ряда последовательных измерений до момента достижения заданной точности приближения их величин к предельным значениям.
Кроме того, из выражения (3) следует, что точность измерения зазора определяется погрешностью параметра градуировочной характеристики а2i и максимальной величиной измеряемого зазора х. Задавшись требуемой точностью измерения контролируемого зазора и зная величину максимального зазора в конкретном цикле измерений (определяется рекомендуемым рабочим зазором в статическом режиме измерений и максимальными отклонениями зазора в динамическом режиме работы контролируемого механизма), можно найти допустимую относительную погрешность параметра а

где Δа - допустимая погрешность параметра а;
Δх - допустимая погрешность измерений зазора, м;
х - значение измеряемого зазора, м.
В зависимости от величин допустимой относительной погрешности параметра а, максимальной погрешности определения выходного параметра измерительного устройства Δп и максимальной погрешности увеличения зазора на образцовую величину Δδ (может быть обусловлена неточностью выполнения или измерения данного перемещения) рассчитывается образцовая величина изменения зазора из условия

Данное неравенство с учетом выражения (11) запишется в следующем виде:

При выполнении условия (13) обеспечивается требуемая точность измерений в конкретном цикле измерений на конкретном механизме.
Перемещение измерительного преобразователя на образцовую величину изменения зазора δo измеряется с помощью вспомогательной измерительной системы и используется для определения параметра а2i и результатов измерений в соответствии с выражением (3).
После определения параметра а2i градуировочной характеристики для какого-либо участка контролируемой поверхности возможно нахождение откорректированной величины зазора между измерительным преобразователем и рассматриваемым участком контролируемой поверхности в соответствии с уравнением (7) как для любого последовательного измерения, так и для среднего значения ряда последовательных измерений. Тогда величина виброперемещения в n-ом последовательном измерении i-й серии может быть получена как разница между откорректированным средним (расчетным) значением и откорректированным значением зазора в n-ом измерении:

Для зависимости на фиг.1 (здесь среднее значение 252-ти последовательных измерений составляет 628,6254 мкм) величины виброперемещений контролируемой ламели коллектора (якоря в зоне расположения измерительного преобразователя) для ряда последовательных измерений, рассчитанные по выражению (14), имеют вид, показанный на фиг.2.
Аналогично могут быть определены вибрации любых других элементов машин и механизмов, например щеток электрических машин в колодце щеткодержателя.
Предложенная методика применима для выделения из исходных результатов измерений зазора между измерительным преобразователем и контролируемой поверхностью какого-либо вращающегося элемента машины (например, рабочей поверхностью коллектора электрической машины) собственно профиля вращающегося элемента и вибрационной составляющей, обусловленной колебаниями контролируемого элемента в процессе вращения (например, вследствие вибраций якоря электрической машины в подшипниковых узлах).
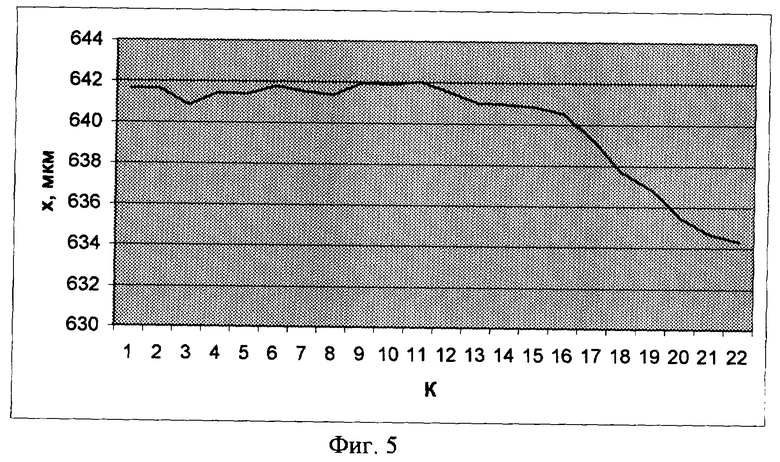
В этом случае величины исходных откорректированных зазоров между измерительным преобразователем и ламелями коллектора за один оборот могут иметь характер, представленный на фиг.5. Средние значения ряда подобных измерений (за 252 оборота) позволяют определить откорректированные средние значения зазоров от измерительного преобразователя до каждой из ламелей, которые приведены на фиг.6 (данная зависимость является исходной для построения профиля коллектора и представляет его реплику). Вычитание из средних значений зазоров на фиг.6 величин зазоров на фиг.5 (поламельно) позволяет найти виброперемещения якоря (вала) электродвигателя (фиг.7) за один оборот, в течение которого фиксировались зазоры на фиг.5 (n-ое измерение из 252 последовательных измерений).
На фиг.1 представлена экспериментальная зависимость изменения зазора между неподвижным измерительным преобразователем и рабочей поверхностью одной из ламелей коллектора универсального коллекторного двигателя от порядкового номера измерения при постоянной частоте вращения якоря.
На фиг.2 приведены расчетные виброперемещения якоря, соответствующие экспериментальной зависимости изменения зазора между неподвижным измерительным преобразователем и одной из ламелей коллектора универсального коллекторного двигателя от порядкового номера измерения при постоянной частоте вращения якоря, показанной на фиг.1.
На фиг.3 представлена расчетная зависимость средних значений гармонически изменяющегося зазора от порядкового номера измерения.
На фиг.4 приведена зависимость средних значений результатов измерений зазора между неподвижным измерительным преобразователем и одной из ламелей коллектора универсального коллекторного двигателя от порядкового номера измерения при постоянной частоте вращения якоря.
На фиг.5 представлена зависимость откорректированных зазоров между измерительным преобразователем и ламелями коллектора за один оборот якоря электрической машины.
На фиг.6 приведены откорректированные средние значения зазоров от измерительного преобразователя до каждой из ламелей коллектора (реплика профиля коллектора).
На фиг.7 показаны виброперемещения якоря (вала) электродвигателя за один оборот.
На фиг.8 приведена структурная схема бесконтактного измерительного прибора вихретокового типа.
На фиг.9 показан пример установки измерительного преобразователя относительно объекта измерения.
На фиг.10 представлены градуировочные характеристики измерительного прибора.
На фиг.11 изображены откорректированные расчетным путем градуировочные характеристики измерительного прибора.
На фиг.12 иллюстрируется влияние вибраций контролируемых поверхностей на результат измерения.
На фиг.13 приведен пример вывода результатов измерений профиля коллектора на экран дисплея.
Сущность заявленного способа измерения может быть пояснена с помощью бесконтактного измерительного прибора с вихретоковым измерительным преобразователем, структурная схема которого приведена на фиг.13. Он состоит из измерительного преобразователя 1 (ИП) вихретокового типа, электрически связанного с аналоговой частью 2 (АЧ). Аналоговая часть 2 (АЧ) соединена с блоком аналого-цифрового преобразователя 3 (БАЦП) и стрелочным индикатором 4 (СИ). Блок аналого-цифрового преобразователя 3 (БАЦП) подключен к электронно-вычислительной машине 5 (ЭВМ), которая соединена с дисплеем 6 (Д), а также с устройством выдачи информации 7 (УВИ). Измерительный прибор также содержит датчик синхронизации 8 (ДС), соединенный с блоком синхронизации 9 (БС), который подключен к блоку аналого-цифрового преобразователя 3 (БАЦП).
Установка измерительного преобразователя 1 (ИП) относительно, например, коллектора 10 электрической машины может быть осуществлена с помощью устройства с микрометрическим винтом (фиг.9). Оно состоит из подвижного (в направлении, перпендикулярном цилиндрической поверхности коллектора 10) элемента 11, на котором крепится измерительный преобразователь 1 (ИП), корпуса 12, закрепленного на основании 13, неподвижном относительно опор вала 14, вращающегося элемента 15, шкалы отсчета 16 линейного перемещения элемента 11, а также электрического кабеля 17, соединяющего измерительный преобразователь 1 (ИП) с аналоговой частью 2 (АЧ) измерительного прибора.
Конструкции вихретоковых измерительных преобразователей 1 (ИП), аналоговой части 2 (АЧ), датчика синхронизации 8 (ДС) и блока синхронизации 9 (БС) данного прибора достаточно хорошо отработаны и описаны в технической литературе (Герасимов В.Г. и др. Методы и приборы электромагнитного контроля промышленных изделий. - М.: Энергоатомиздат, 1983; Харламов В.В. Методы и средства диагностирования технического состояния коллекторно-щеточного узла тяговых электродвигателей и других коллекторных машин постоянного тока: Монография. Омский гос. ун-т путей сообщения. Омск, 2002, 233 с.). Блок аналого-цифрового преобразователя 3 (БАЦП) может состоять, например, из аналого-цифрового преобразователя AD7892-2, микроконтроллера ATmega128-16 и входного усилителя AD820. Функции электронно-вычислительной машины 5 (ЭВМ) может выполнять IBM PC - совместимый персональный компьютер (с процессором Intel Celeron 900 МГц, ОЗУ объемом 64 МБ, операционная система Windows ХР), а дисплея 5 (Д) - SVGA-монитор Samsung SyncMaster 551s. В качестве устройства выдачи информации 7 (УВИ) может использоваться принтер Lexmark Z12. Функции стрелочного индикатора 4 (СИ) может выполнять прибор М1690А.
Измерительный прибор (фиг.8) предназначен для измерения зазоров между измерительным преобразователем 1 (ИП) и рабочей поверхностью коллектора 10 и определения на их основе профиля коллектора 10 электрической машины в динамических режимах работы, а также вибраций якоря. Погрешности измерений в этом случае могут быть обусловлены неодинаковыми удельными электрическими сопротивлениями отдельных ламелей коллектора (особенно их поверхностного слоя, свойства которого могут зависеть от технологии обработки), разностью температур нагрева ламелей и неточностью ориентации датчика относительно измеряемой цилиндрической поверхности, неидентичностью расположения ламелей в корпусе коллектора, взаимной скоростью перемещения объекта контроля и преобразователя.
Проблема снижения указанных погрешностей может быть в значительной степени решена путем коррекции параметра градуировочной характеристики (коэффициента усиления измерительного тракта прибора) в процессе измерения зазора между измерительным преобразователем и произвольно взятой ламелью (расстояние х на фиг.9) с использованием процедуры многократных последовательных измерений зазора и усреднения данных измерений.
Сущность данного способа можно пояснить на следующем примере.
Если параметр градуировочной характеристики (коэффициент усиления измерительного канала) определен при измерении зазора между измерительным преобразователем 1 (ИП) и ламелью №1 коллектора 10, то градуировочная характеристика прибора (у=f(x)) представляет собой прямую, проходящую через ноль под углом 45° к оси абсцисс (фиг.10). При этом значения на выходе прибора соответствуют истинному расстоянию от измерительного преобразователя 1 (ИП) до контролируемой поверхности ламели №1 коллектора 10, а прямая 1 является эталонной градуировочной характеристикой (выходной характеристикой профилометра). Если расстояние между измерительным преобразователем 1 (ИП) и ламелью №1 равно базовому (рекомендуемое исходное расстояние от измерительного преобразователя 1 (ИП) до измеряемого профиля коллектора 10), то на выходе прибора фиксируют значение уa, соответствующее точке а на его градуировочной характеристике (уа=Хбаз).
В случае, если ламель №2 с тем же уровнем профиля, что и ламель №1, имеет другое удельное электросопротивление (температуру или неидентичное положение относительно измерительного преобразователя 1 (ИП)), то градуировочная характеристика прибора при контроле ламели №2 пойдет под другим углом к оси абсцисс (например, как прямая 2 на фиг.10). При этом показания прибора на ламели №2 (ус) будут интерпретированы как расстояние х2, соответствующее точке с' на градуировочной характеристике 1. Измеренное значение x2 здесь отличается от истинного значения xбаз.
По аналогии измеренному значению уb на ламели №3 (характеристика 3), западающей на величину x03 относительно ламелей №1, 2, будет присвоено ложное значение х3, соответствующее точке b' на эталонной характеристике 1. Для выступающей ламели №4 (на величину х04 относительно ламелей 1, 2) ложное измеренное значение будет равно х4, соответствующее точке d' на характеристике 1, и т.д.
Для ликвидации расхождений между измеренными значениями и истинными величинами зазоров необходимо наклоны характеристик 2, 3, 4 привести к эталонному значению, которым является наклон характеристики 1. Тангенс угла наклона эталонной характеристики 1 равен 1. Углы наклона характеристик 2, 3, 4 в общем случае неизвестны, и их требуется определить каким-либо образом.
С этой целью в процессе измерения осуществляют образцовое перемещение (δo) измерительного преобразователя 1 (ИП) относительно измеряемого объекта в сторону увеличения зазора, которое фиксируют, например, с помощью шкалы отсчета 16 (фиг.9) микрометрического винта (либо измерительных головок и т.п.). При этом фактическая величина зазора между измерительным преобразователем 1 (ИП) и ламелями №1,2 равна (хбаз+δо). Показание прибора для точки a1 характеристики 1 будет равно ya1 (ya1=xбаз+δo). Показания прибора для ламелей 2, 3, 4 будут при этом равны yc1, yb1, yd1.
В результате тангенсы углов наклона характеристик 2, 3, 4,...i находят по выражению


где αi - угол наклона i-й характеристики;
Δуi - приращение показаний прибора на i-й характеристике при перемещении преобразователя на величину δo.
Это, по существу, позволяет определять параметры откорректированных градуировочных характеристик 2, 3, 4,...i

Соответственно откорректированные показания прибора на i-й характеристике равны:

где x∂i - расчетное значение зазора на i-й характеристике.
При этом откорректированные в соответствии с предложенным способом градуировочные характеристики прибора для ламелей №2, 3, 4 выглядят так, как это показано на фиг.11.
Откорректированная градуировочная характеристика для ламели №2 здесь совпадает с эталонной прямой 1. Соответственно показания прибора для ламелей 1, 2 в базовой точке равны уа,со, что соответствует истинным значениям зазоров между измерительным преобразователем 1 (ИП) и ламелями №1, 2 (уа,с0=xбаз). Показание прибора на характеристике 3 при этом равно уb0, что соответствует ординате точки b0' на прямой 1 и зазору х3 (x3=xбаз+х03). Аналогично показание прибора на характеристике 4 равно yd0, что соответствует ординате точки d0' на эталонной прямой 1 и зазору Х4 (х4=xбаз-x04).
Следовательно, откорректированные показания прибора соответствуют фактическим значениям зазоров между измерительным преобразователем 1 (ИП) и контролируемыми коллекторными пластинами.
Аналогично может быть выполнена корректировка параметра градуировочной характеристики в случае уменьшения зазора на образцовую величину δо.
Описанная выше процедура корректировки параметра градуировочной характеристики измерительного прибора справедлива при стабильном положении контролируемых поверхностей относительно измерительного преобразователя 1 (ИП). При наличии вибраций коллектора 10 величина зазора х будет колебаться относительно его среднего значения (точки xбаз и xбаз+δo для рассмотренного выше случая на фиг.10), т.е. зазор будет изменяться в пределах х-Δхз<х<х+Δхз, как это показано на фиг.12 (Δхз - отклонение зазора от его среднего значения). Соответственно показания измерительного прибора также изменяются в пределах у-Δп<у<у+Δп (Δп - отклонение отдельных показаний измерительного прибора от среднего значения показаний в процессе измерений), как это продемонстрировано на фиг.12. Как видно из фиг.12, вибрации контролируемой поверхности приводят к ложной оценке величины приращения показаний измерительного прибора, соответствующего приращению зазора на образцовую величину перемещения δо. Указанное приращение показаний измерительного прибора варьируется от Δуmin=(ya1-Δп)-(уа+Δп) до Δуmax=(ya1+Δп)-(уа-Δп), что в соответствии с выражением (15) приводит к неточности определения параметра градуировочной характеристики аi и к увеличению погрешности измерений. Для ее снижения следует использовать процедуру отыскания среднего значения показаний с заданной погрешностью Δп в соответствии с выражением (10).
Кроме того, поскольку погрешность определения параметра аi зависит не только от величины приращения показаний измерительного прибора Δуi, но и от величины образцового перемещения δo (уравнение 16), то его минимальную величину определяют исходя из допустимой погрешности Δп, заданной погрешности увеличения зазора на образцовую величину Δδ, а также допустимой относительной погрешности параметра градуировочной характеристики Δа* доп в соответствии с выражением (12).
При выполнении условия (12) обеспечивается требуемая относительная погрешность параметра градуировочной характеристики Δa* доп, которую находят из уравнения (11).
Из выражения (11) следует, что требования к точности определения параметра а возрастают по мере повышения заданной точности измерений зазора, а также величины самого зазора, т.е. расстояния, на которое отводят измерительный преобразователь 1 (ИП) от контролируемой поверхности коллектора 10 в процессе текущего цикла измерений. Следовательно, чем меньше значение измеряемого зазора, тем больше величина допустимой относительной погрешности параметра градуировочной характеристики Δа* доп и тем меньше требуемая величина образцового перемещения δо. Поэтому в условиях ограничения максимальной величины образцового перемещения δо (зависит от величины линейного участка выходной характеристики измерительного тракта) целесообразно выполнять измерения на минимально возможном расстоянии от контролируемой поверхности.
Измерение зазора между измерительным преобразователем 1 (ИП) и рабочей поверхностью коллектора 10 на фиг.9 (и соответственно профиля коллектора 10 и вибраций якоря) при данном способе состоит в следующем. Сначала оператор задает требуемый параметр погрешности измерений зазора Δх (например, Δх=1 мкм), допустимую погрешность Δп (выбирают исходя из заданного ограничения времени измерений в каждом цикле измерений, которое возрастает при снижении величины Δп, т.к. это сопряжено с увеличением числа измерений N; например, Δп=1 мкм), а также максимальную погрешность изменения зазора на образцовую величину Δδ (например, Δδ=1 мкм), которая определяется точностью применяемых для этого измерительных средств. Указанные исходные данные вводят в память электронно-вычислительной машины 5 (ЭВМ). После этого измерительный преобразователь 1 (ИП) устанавливают на базовом расстоянии (например, около 300 мкм) от коллектора 10 (контролируют с помощью стрелочного индикатора 4 (СИ), осциллографа или показаний на экране дисплея 6 (Д)). Затем контролируемый коллектор 10 приводят во вращение и фиксируют величину минимального зазора между измерительным преобразователем 1 (ИП) и ламелями коллектора 10 в процессе работы машины. Минимальный зазор доводится оператором до рекомендуемого (данная величина для машин малой мощности, как правило, составляет около 100 мкм) с помощью вращающегося элемента 15. На данном этапе с помощью измерительного прибора определяют максимальное значение зазора (хi,max) до i-й ламели в процессе работы машины (например, 120 мкм), которое вводят в расчетную программу электронно-вычислительной машины 5 (ЭВМ), управляющую измерениями (данный параметр используют для определения максимального значения базового перемещения δo). После этого регистрируют первую серию опорных показаний зазоров между измерительным преобразователем 1 (ИП) и ламелями коллектора 10 (в соответствии с установленной командой руководства пользователя конкретного типа диагностического прибора). Число измерений зазора по окружности коллектора 10 в каждом последовательном измерении равно числу коллекторных пластин, а количество последовательных измерений в опорной серии (No, т.е. число оборотов якоря, на протяжении которых выполняют опорные измерения) определяют исходя из выполнения условия (10) для каждой ламели коллектора 10 (отслеживается в автоматическом режиме электронно-вычислительной машиной 5 (ЭВМ) в соответствии с заданным алгоритмом). Данные средних опорных значений показаний измерительного прибора для каждой из ламелей хранят в оперативной памяти электронно-вычислительной машины 5 (ЭВМ). Так, например, среднее опорное значение показаний измерительного прибора для первой ламели (уср,о1) равно 102 мкм. В процессе измерений сигнал с аналоговой части 2 (АЧ) (предназначена для генерирования сигналов высокой частоты, поступающих на измерительный преобразователь 1 (ИП), выделения, усиления и преобразования полезного сигнала, поступающего с измерительного преобразователя 1 (ИП)) поступает в блок аналогово-цифрового преобразователя 3 (БАЦП), с которого в оцифрованном виде передается в электронно-вычислительную машину 5 (ЭВМ). Там сигнал обрабатывается и определяются значения измеряемого параметра. Датчик синхронизации 8 (ДС) и блок синхронизации 9 (БС) обеспечивают подачу синхронизирующих импульсов в блок аналого-цифрового преобразователя 3 (БАЦП), что и позволяет осуществить привязку результатов измерений к конкретным ламелям коллектора 10.
Затем определяют минимальную величину образцового изменения зазора δо в соответствии с уравнениями (11), (12). В данном случае имеем


После этого измерительный преобразователь 1 (ИП) перемещают относительно корпуса 11 в радиальном направлении коллектора 10 (в данном случае в сторону увеличения зазора х) на расстояние, равное или превышающее 363 мкм (например, δо=400 мкм), с помощью вращающегося элемента 15 (перемещение измерительного преобразователя 1 (ИП) контролируют с помощью шкалы отсчета 16. Возможно также использование стандартных измерительных приборов контактного типа либо обеспечение заданного перемещения иным способом с точностью 1 мкм). При этом максимальный зазор между измерительным преобразователем 1 (ИП) и контролируемой поверхностью коллектора 10 не должен превышать максимальной измеряемой величины зазора для используемого типа измерительного прибора (например 800 мкм). Затем регистрируют вторую серию дополнительных показаний указанных выше зазоров в тех же условиях работы машины, при которых снималась первая опорная серия показаний. Число измерений зазора по окружности коллектора 10 в каждом последовательном измерении, как и в предыдущем случае, равно числу коллекторных пластин, а количество последовательных измерений в дополнительной серии (Nд, т.е. число оборотов якоря на протяжении которых выполняются дополнительные измерения) определяют исходя из выполнения условия (10) для каждой ламели коллектора 10. Данные средних дополнительных значений показаний измерительного прибора для каждой из ламелей также сохраняют в оперативной памяти электронно-вычислительной машины 5 (ЭВМ). Так, например, среднее дополнительное значение показаний измерительного прибора для первой ламели (уср.д1) равно 510 мкм.
После этого электронно-вычислительная машина 5 (ЭВМ) производит математическую обработку экспериментальных данных в соответствии с выражением (5), включающую определение параметров откорректированных градуировочных характеристик измерительного тракта для каждой из ламелей по описанному выше способу. Например, для первой ламели параметр а равен

Результаты измерений корректируют в соответствии с уравнением (17). Причем при этом используют результаты опорной серии измерений, когда величина зазора не превышала хi,max (величина максимального зазора, исходя из которой определена допустимая относительная погрешность параметра а и, соответственно, минимальное образцовое изменение зазора δo). Так, например, для первой ламели имеем среднее расчетное значение зазора в серии опорных измерений
xp1=уo1/a1=102/1,02=100 мкм.
В данном примере без корректировки параметра а неточность определения зазора (х1-хр1) составила бы 2 мкм. Аналогично корректируют любое последовательное измерение для каждой из ламелей коллектора 10.
Возможен вариант выполнения измерений по заявленному способу, в котором зазор в процессе измерений уменьшают на образцовую величину δо. В этом случае измерительный преобразователь 1 (ИП) может быть вначале установлен на расстоянии, близком к максимальному (например, среднее расстояние 535 мкм) от коллектора 10 (контролируют с помощью стрелочного индикатора 4 (СИ), осциллографа или показаний на экране дисплея 6 (Д)). Затем контролируемый коллектор 10 приводят во вращение и регистрируют первую серию опорных показаний зазоров между измерительным преобразователем 1 (ИП) и ламелями коллектора 10). Число измерений зазора по окружности коллектора 10 в каждом последовательном измерении равно числу коллекторных пластин, а количество последовательных измерений в опорной серии (No, т.е. число оборотов якоря, на протяжении которых выполняют опорные измерения) определяют исходя из выполнения условия (10) для каждой ламели коллектора 10. Данные средних опорных значений показаний измерительного прибора для каждой из ламелей хранят в оперативной памяти электронно-вычислительной машины 5 (ЭВМ). Так, например, среднее опорное значение показаний измерительного прибора для первой ламели (уср.о1) равно 535,5 мкм. После этого фиксируют величину максимального отклонения зазора между измерительным преобразователем 1 (ИП) и ламелями коллектора 10 в процессе работы машины от его среднего значения (например, Δхз=10 мкм). Определяют максимальное расчетное значение зазора хi,max=120 мкм (не менее суммы минимального рекомендованного зазора в процессе работы машины (как и в предыдущем случае, равен 100 мкм) и удвоенного отклонения Δхз=10 мкм), которое вводят в расчетную программу электронно-вычислительной машины 5 (ЭВМ). Среднее значение зазора в серии предполагаемых дополнительных измерений с хi,max=120 мкм должно составлять 110 мкм. Затем рассчитывают минимальную величину образцового изменения зазора δо в соответствии с уравнениями (11), (12). В данном случае имеем


Поскольку разница между средним зазором в серии опорных измерений (535 мкм) и зазором в предполагаемой серии дополнительных измерений (110 мкм) равна 425 мкм, т.е. больше расчетного значения δo (363 мкм), то уменьшают зазор между измерительным преобразователем 1 (ИП) и ламелями коллектора 10, например, до 110 мкм с помощью вращающегося элемента 15 с заданной точностью в 1 мкм.
Затем регистрируют вторые серии дополнительных показаний зазоров в тех же условиях работы машины, при которых снималась первая серия показаний. Число измерений зазора по окружности коллектора 10 в каждом последовательном измерении, как и в предыдущем случае, равно числу коллекторных пластин, а количество последовательных измерений в дополнительной серии (Nд, т.е. число оборотов якоря, на протяжении которых выполняют дополнительные измерения) определяют исходя из выполнения условия (10) для каждой ламели коллектора 10. Данные средних дополнительных значений показаний измерительного прибора для каждой из ламелей также сохраняют в оперативной памяти электронно-вычислительной машины 5 (ЭВМ). Так, например, среднее дополнительное значение показаний измерительного прибора для первой ламели (уcp.д1) равно 102 мкм.
После этого электронно-вычислительная машина 5 (ЭВМ) производит математическую обработку экспериментальных данных в соответствии с выражением (7), включающую определение параметров откорректированных градуировочных характеристик измерительного тракта для каждой из ламелей по описанному выше способу. Например, для первой ламели параметр а будет равен

Результаты измерений корректируют в соответствии с уравнением (17). Причем при этом используют результаты дополнительной серии измерений, когда величина зазора не превышала хi,max (величина максимального зазора, исходя из которой определена допустимая относительная погрешность параметра а и, соответственно, минимальное образцовое изменение зазора δо). Так, например, для первой ламели имеем среднее расчетное значение зазора в серии дополнительных измерений
xp1=уд1/а1=102/1,02=100 мкм.
В данном примере неточность определения зазора (х1-хp1) без корректировки параметра а также составила бы 2 мкм. Аналогично корректируют любое последовательное измерение для каждой из ламелей коллектора 10.
Следовательно, величина параметра а откорректированной градуировочной характеристики для рассматриваемой ламели не зависит от направления изменения зазора на образцовую величину δо (как в случае увеличения, так и уменьшения зазора параметр a1=1,02). Аналогично определяют параметры а для других ламелей коллектора 10, а также откорректированные (расчетные) зазоры между ними и измерительным преобразователем 1 (ИП).
Конечные данные о зазорах, состоянии профиля коллектора 10 (профиль определяют, например, вычитанием из максимальной величины измеряемого зазора средних значений зазоров между измерительным преобразователем и ламелями коллектора 10), а также параметрах вибраций выдаются на экран дисплея 5 (Д) в виде диаграмм или таблиц, которые могут быть в дальнейшем сохранены в том или ином виде (например, в виде электронных копий или на бумажном носителе с помощью устройства выдачи информации 7 (УВИ)). Пример вывода результатов измерений профиля коллектора 10 на дисплей 5 (Д) приведен на фиг.13. Здесь на верхней диаграмме приведена кривая изменения зазора между измерительным преобразователем 1 (ИП) и коллектором 10 в процессе его вращения. Локальные максимумы данной кривой соответствуют положению измерительного преобразователя 1 (ИП) над той или иной ламелью коллектора 10, а величины данных максимумов определяются величинами зазоров между измерительным преобразователем 1 (ИП) и ламелями коллектора 10. Чем меньше указанный зазор, тем больше величина максимума. На нижней диаграмме фиг.13 представлен итоговый профиль коллектора 10, уровни ламелей на которой соответствуют величинам локальных максимумом на верхней диаграмме.
Если условия, при которых определялись параметры а откорректированных градуировочных характеристик, не изменяются в процессе эксплуатации коллектора 10 (неизменная температура ламелей коллектора 10 и установка измерительного преобразователя 1 (ИП)), то данные параметры используют и при дальнейших измерениях зазоров и, соответственно, профиля коллектора 10, который может изменяться со временем, либо при изменении частоты вращения коллектора 10, а также вибраций якоря.
Расчет образцовой величины изменения зазора можно выполнять и перед проведением опорного измерения на основе заданных погрешностей измерений и изменения зазора, а также заданной погрешности параметра градуировочной характеристики. Изменение зазора на образцовую величину может быть выполнено как перемещением измерительного преобразователя 1 (ИП) относительно объекта измерения, так и перемещением самого объекта относительно измерительного преобразователя 1 (ИП), что определяется технологической целесообразностью. Области объекта контроля, относительно которых измеряются зазоры, должны быть одними и теми же в опорном, дополнительном и других циклах измерения, что обеспечивает минимальную погрешность измерений.
Наличие данных в памяти компьютера о величинах зазоров последовательных измерений и их средних значений в каждой из серий измерений, а также данных о параметрах а градуировочных характеристик позволяют откорректировать все полученные значения зазоров и определить величины виброперемещений в какой-либо серии измерений в соответствии с выражением (14).
Так, например, расчетное (откорректированное) значение зазора между измерительным преобразователем 1 (ИП) и первой ламелью коллектора 10 в n-ом последовательном измерении серии опорных измерений равно 106 мкм (xр,o,n=106 мкм), а среднее расчетное значение зазора серии опорных измерений составляет 100 мкм (xр,о=100 мкм). Тогда величина виброперемещения якоря электрической машины в n-ом последовательном измерении серии опорных измерений равна -6 мкм (xp.в,o,n=xр,о-xр,o,n=100-106=-6 мкм).
Следует отметить, что знак величины виброперемещения является условной величиной и в данном случае свидетельствует об уменьшении уровня контролируемой поверхности относительно его среднего значения. Виброперемещение со знаком плюс в данном случае трактовалось бы как смещение якоря в результате вибрации в сторону увеличения зазора относительно его среднего значения:
xp.в,o,n=-(xр,о-xр,o,n)=(-100-106)=6 мкм.
Аналогично выполняют измерения зазора между измерительным преобразователем 1 (ИП) и вибрирующей поверхностью какого-либо элемента изделия, например торцевой частью щетки электрической машины, а также определяют уровни вибраций контролируемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ПРОФИЛЯ КОНТРОЛИРУЕМОЙ ПОВЕРХНОСТИ В ДИНАМИЧЕСКИХ РЕЖИМАХ | 2007 |
|
RU2331043C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЗАЗОРА МЕЖДУ ИЗМЕРИТЕЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ И КОНТРОЛИРУЕМОЙ ПОВЕРХНОСТЬЮ В ДИНАМИЧЕСКИХ РЕЖИМАХ | 2007 |
|
RU2327104C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЗАЗОРА МЕЖДУ ИЗМЕРИТЕЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ И КОНТРОЛИРУЕМОЙ ПОВЕРХНОСТЬЮ (ВАРИАНТЫ) | 2003 |
|
RU2234054C1 |
| Способ измерения электрических и неэлектрических величин | 1985 |
|
SU1267264A1 |
| МАНОТРОН | 1987 |
|
SU1471821A1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСТАЦИОНАРНЫХ ПЕРЕМЕЩЕНИЙ ЭЛЕКТРОПРОВОДЯЩИХ ОБЪЕКТОВ | 2014 |
|
RU2561792C1 |
| СПОСОБ КОНТРОЛЯ ДОСТОВЕРНОСТИ ПОКАЗАНИЙ ЗАКЛАДНЫХ СТРУННЫХ ДАТЧИКОВ | 2018 |
|
RU2690510C1 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2014 |
|
RU2577083C1 |
| Устройство контроля качества рабочей поверхности коллектора высокоскоростной электрической машины | 1986 |
|
SU1411867A1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЛАЖНОСТИ ГАЗА | 2010 |
|
RU2421713C1 |







Изобретение относится к измерительной технике, а именно к области создания средств и методов бесконтактного измерения вибраций деталей машин и механизмов, и может быть использовано для бесконтактного измерения зазоров. Способ включает выполнение опорного измерения, изменение зазора на величину не менее образцовой, осуществление дополнительного измерения измененного зазора и корректировку значений измеряемых зазоров с учетом результатов опорного и дополнительного измерений, а также величины образцового изменения зазора. Результаты опорного, дополнительного и других серий измерений зазоров определяют как средние значения ряда последовательных измерений с заданной точностью приближения к предельному значению, а минимальную величину образцового изменения зазора находят на основе погрешности определения результатов опорного и дополнительного измерений, допустимой точности измерений зазоров, погрешности изменения зазора на образцовую величину, а также значения зазора, подвергаемого коррекции. При этом виброперемещения контролируемой поверхности определяют на основе откорректированных результатов последовательных измерений и средних значений зазоров в какой-либо серии последовательных измерений, в которой максимальная величина зазора не превышает значения, используемого для выбора величины образцового изменения зазора. Технический результат заключается в повышении точности бесконтактных измерений. 13 ил.
Способ бесконтактного измерения вибраций контролируемой поверхности, включающий измерение зазоров между измерительным преобразователем и контролируемой поверхностью, корректировку величин данных зазоров и определение вибраций контролируемой поверхности на основе откорректированных значений зазоров, отличающийся тем, что в процессе измерений производят, по меньшей мере, опорную и дополнительную серии последовательных измерений указанных выше зазоров, определяют средние значения зазоров в i-й серии измерений ycp.i, при этом между сериями опорных и дополнительных измерений изменяют зазор между измерительным преобразователем и контролируемой поверхностью на образцовую величину, выбираемую из соотношения

где Δδ - максимальная погрешность увеличения зазора на образцовую величину, м;
Δп - максимальная погрешность определения у, в сериях опорных и дополнительных измерений, м;
Δх- допустимая погрешность измерений зазора, м;
ximax - максимальная величина зазора в i-й серии измерений, соответствующая максимальному результату измерения зазора уimax, м,
производят корректировку средних значений зазоров в i-й серии последовательных измерений согласно уравнению
xp,i=ycp.i/a,
где  - параметр градуировочной характеристики;
- параметр градуировочной характеристики;
уср.о, уср.д - средние значения зазоров в опорной и дополнительной сериях последовательных измерений зазоров, м;
±δо - образцовая величина изменения зазора в сторону его увеличения, либо уменьшения, м,
а откорректированные величины виброперемещений контролируемой поверхности в i-й серии последовательных измерений находят по уравнению
Xр.в,i,n=хp,i-xp,i,n,
где Xp,i,n=yi,n/a - расчетный зазор между измерительным преобразователем и контролируемой поверхностью в последовательном измерении с порядковым номером n для i-й серии измерений,
причем определение виброперемещений контролируемой поверхности выполняют на основе откорректированных значений зазоров какой-либо серии последовательных измерений, в которой максимальная величина зазора не превышает значения, используемого для выбора величины образцового изменения зазора δо.
| СПОСОБ ИЗМЕРЕНИЯ ЗАЗОРА МЕЖДУ ИЗМЕРИТЕЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ И КОНТРОЛИРУЕМОЙ ПОВЕРХНОСТЬЮ (ВАРИАНТЫ) | 2003 |
|
RU2234054C1 |
| Герасимов В.Г | |||
| и др | |||
| Методы и приборы электромагнитного контроля промышленных изделий | |||
| - М.: Энергоатомиздат, 1983, с.187, 200 | |||
| Устройство для измерения радиального отклонения прецессирующего вала | 1989 |
|
SU1663396A1 |
| Харламов В.В | |||
| Методы и средства диагностирования технического состояния коллекторно-щеточного узла тяговых электродвигателей и других коллекторных машин постоянного тока: Монография | |||
| / Омский гос | |||
| ун-т путей сообщения | |||
| - Омск, 2002, 233 с. | |||

