Изобретение относится к электротехнике, а именно к электрометаллургии, а также к способам регулирования мощности группы дуговых электропечей трехфазного переменного тока и направлено на повышение их производительности, снижение удельного расхода электроэнергии и уменьшение их негативного влияния на питающую электрическую сеть.
Известна система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления энергии, содержащая задатчики-программаторы активной мощности дуговых электропечей, соединенные первыми выходами с сумматором мощностей электропечей, включенных в работу, исполнительный механизм включения электропечей, к первому выходу которого подключены пульты электропечей, и задатчик времени прохождения максимума потребления электроэнергии, призванная обеспечить необходимое по технологии и бесперебойное снабжение электроэнергией для нагрева, плавления загруженной в печь шихты и доводки расплава до заданного состава [1].
Недостатком такой системы является то, что она не учитывает режимы совместной работы двух и более электропечей, подключенных к одной секции шин, при которой в случае совпадения длительностей процессов расплава происходит резкое увеличение потребления реактивной мощности. Существуют режимы технологического процесса плавки, когда в одновременной работе находится группа дуговых электропечей трехфазного переменного тока, функционирующая в режиме расплава. В этом случае потребление мощности максимально и подвержено резким колебаниям, которые вызывают изменения напряжения питания как по величине, так и по времени. С электрической точки зрения работа дуговой печи в течение времени расплава tp характеризуется наибольшим введением мощности в рабочее пространство печи и процесс расплава идет на «длинных дугах», что сопровождается значительными колебаниями тока и набросами реактивной мощности. Такие процессы приводят к увеличению времени плавки и росту удельного расхода электроэнергии (печь выходит за рамки оптимального электрического режима). Для выполнения требований по ограничению колебаний напряжения в электрической сети, питающей дуговые электропечи, должно выполняться условие [2]:
где STi - номинальная мощность печного трансформатора; SКЗ - мощность короткого замыкания в месте подключения ДСП к электрической сети; i - номер дуговой электропечи; n - число одновременно работающих печей.
Расплав приводит к формированию в ванне печи жидкой фракции металла, после чего начинается фаза плавления с длительностью tп, которая идет на «коротких дугах» и не сопровождается резкими колебаниями реактивной мощности. Как правило, при совпадении режимов расплава во времени на нескольких печах, подключенных к одному источнику питания, условие по (1) может не выполняться. Задачей изобретения является повышение производительности всей группы дуговых электропечей и снижение удельного потребления электроэнергии путем регулирования временной последовательности пуска в эксплуатацию каждой печи, находящейся в группе, с выравниванием потребления активной и реактивной мощности.
Задачей изобретения является повышение производительности и снижение удельного потребления электроэнергии двух и более электропечей путем регулирования их мощности на основе последовательного пуска в работу каждой из печей в группе через расчетный интервал времени.
Заявляемый способ предусматривает разделение во времени режимов расплавления так, чтобы они не накладывались друг на друга при совместной работе группы дуговых электропечей в целях разноса максимального потребления активной и реактивной мощности в группе. Непрерывно-циклическая нагрузка ДСП характеризуется колебаниями мощности, в то время как работа печей должна производиться в соответствии с техническим регламентом плавки. Временной интервал последовательного пуска в работу группы дуговых электропечей трехфазного переменного тока, при котором достигается оптимизация технологического процесса (периоды расплавления на различных дуговых печах не накладываются один на другой), определяется как:

где ΔtДСП - задержка по времени; tp - средняя длительность расплава, мин; tп - средняя длительность плавления, мин; tд - средняя длительность доводки, мин; Δt - среднее отклонение длительности плавки, мин; tпр - средняя длительность простоя дуговой электропечи, мин; i - номер дуговой электропечи; n - количество дуговых электропечей в группе.
При одновременной работе двух или более электропечей предлагается каждую из них запускать последовательно друг за другом после запуска предыдущей (после полного окончания плавки) с задержкой по времени ΔtДСП. На чертеже представлен график рационального распределения работы группы из четырех дуговых электропечей. Реализация заявляемого способа производится следующим образом.
Пример. На основании анализа режимов работы группы дуговых печей регистрируют продолжительности плавок, проводимых на каждой из них, а также длительности каждого из рабочих режимов по технологической инструкции и по результатам измерений для этих печей (данные параметры приведены в табл.). Длительности плавок всех печей лежат в пределах 80 мин с максимальным отклонением 8 мин. Работа печей должна производиться в соответствии с техническим регламентом плавки. Поэтому составляют график рациональной совместной работы группы электропечей, что позволяет оптимизировать потребление мощности. Представим графически упорядоченную во времени работу четырех дуговых печей (см. чертеж).
На графиках выделяется временной интервал, характеризующий среднюю продолжительность эксплуатации отдельной печи. На основании данных табл. строят график функционирования, при котором для работы каждой из печей выделяется временной промежуток в 110 мин (работа и перерыв). Определяют временной интервал последовательного пуска:

Каждую последующую печь рекомендуется пускать в работу через 86,1 мин после запуска предыдущей. Этапы расплава различных печей не совпадают по времени, а максимумы мощностей продолжительностью 30 мин возникают периодически. Периоды расплавления на различных печах не накладываются друг на друга. Вероятность резкого наброса реактивной мощности на двух и более печах (это может привести к значительному провалу напряжения) равна нулю.
Предлагаемый способ регулирования реактивной мощности группы дуговых электропечей трехфазного переменного тока был проверен в производственных условиях на действующих одновременно в группе четырех печах типа ДСП-1, ДСП-2, ДСП-3 и ДСП-4 с номинальной мощностью электропечных трансформаторов 90 МВА при выплавке стали. Эксперимент подтвердил правильность способа, а также позволил определить количественную зависимость между продолжительностью плавок и длительностью каждого из рабочих режимов (по технологической инструкции и по результатам измерений) указанных печей.
Основной целью регулирования реактивной мощности при совместной работе двух и более дуговых электропечей служит повышение их общей производительности и снижение удельного потребления электроэнергии. Это может быть достигнуто внедрением четкого последовательного пуска в работу каждой из печи, находящейся в группе эксплуатируемых, через расчетную задержку по времени ΔtДСП, что позволяет регулировать и сглаживать нагрузки электрической мощности в технологическом процессе выплавки стали.
Литература
1. А.с.1162063 СССР, мки Н05 В 7/148, F27D 11/10, G05F 1/66. Система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления энергии [Текст] / Н.М.Ворошилов, Р.В.Минеев, О.В.Ульзитуев, А.П.Михеев, И.Ф.Антонов, Н.Б.Минеева, О.И.Король (СССР). - №2864264/27-07; заявл. 15.06.1985. Бюл. №22. - 5 с.
2. Правила устройства электроустановок [Текст]: утв. М-вом энергетики Российской Федерации 08.06.02: введ. в действие с 01.01.03. - М.: ДЕАН, 2003. - 640 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ, ПОТРЕБЛЯЕМОЙ ГРУППОЙ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ ПЕРЕМЕННОГО ТОКА | 2011 |
|
RU2486716C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ГРУППЫ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ И АГРЕГАТОВ ПЕЧЬ-КОВШ | 2015 |
|
RU2611605C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ПО ФАЗАМ ТРЕХЭЛЕКТРОДНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА | 2004 |
|
RU2275759C1 |
| СПОСОБ ПОФАЗНОГО РЕГУЛИРОВАНИЯ МОЩНОСТИ ТРЕХЭЛЕКТРОДНОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА | 2010 |
|
RU2424639C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ДУГОВОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА С ПРИМЕНЕНИЕМ СОВМЕЩЕННОГО УПРАВЛЯЕМОГО РЕАКТОР-ТРАНСФОРМАТОРА | 2010 |
|
RU2476034C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ДУГОВОЙ ЭЛЕКТРОПЕЧИ ТРЕХФАЗНОГО ПЕРЕМЕННОГО ТОКА | 2004 |
|
RU2275758C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ДУГОВОЙ ТРЕХЭЛЕКТРОДНОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА С ПРИМЕНЕНИЕМ ОДНОФАЗНЫХ УПРАВЛЯЕМЫХ РЕАКТОРОВ | 2010 |
|
RU2432718C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1997 |
|
RU2128407C1 |
| Способ управления электрическим режимом дуговой электропечи | 1980 |
|
SU978391A1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
Изобретение относится к электрометаллургии. Технический результат - повышение производительности и снижение удельного расхода электроэнергии, а также уменьшение негативного влияния группы электропечей на питающую электрическую сеть. Способ заключается в регулировании реактивной мощности двух и более электропечей посредством их последовательного пуска в одновременную работу, при этом временной промежуток предлагаемой очередности определяется по математической формуле и зависит от средней длительности расплава, средней длительности плавления, средней длительности доводки, среднего отклонения процесса плавки, средней длительности простоя печи. 1 ил., 1 табл.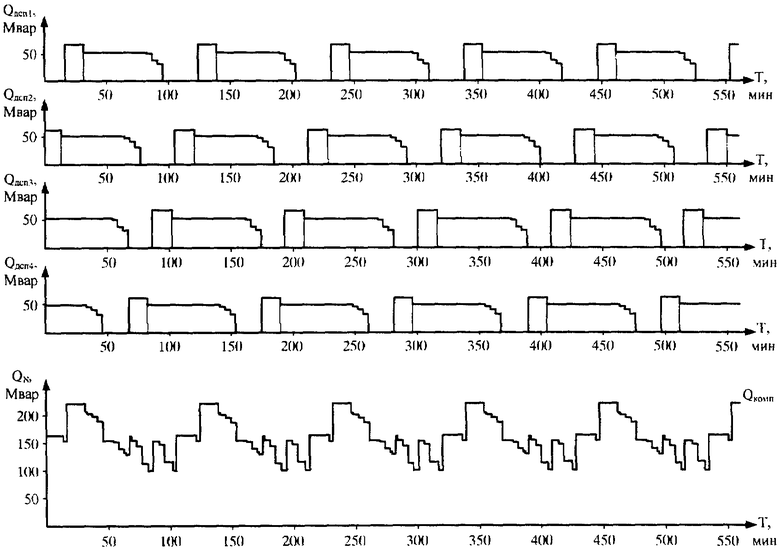
Способ регулирования реактивной мощности, потребляемой группой дуговых электропечей, при котором включение каждой из дуговых электропечей в группе осуществляют с определенной задержкой по времени, отличающийся тем, что определяют для каждой дуговой электропечи группы среднюю длительность расплава, среднюю длительность плавления, среднюю длительность доводки, среднее отклонение длительности плавки, среднюю длительность простоя дуговой электропечи, а задержку по времени вычисляют по следующему математическому выражению:

где ΔtДСП - задержка по времени, мин, tp - средняя длительность расплава, мин, tп - средняя длительность плавления, мин, tд - средняя длительность доводки, мин, Δt - среднее отклонение длительности плавки, мин, tпр - средняя длительность простоя дуговой электропечи, мин, i - номер дуговой электропечи,
n - количество дуговых электропечей в группе.
| Система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления электроэнергии | 1980 |
|
SU1162063A1 |
| СИСТЕМА УПРАВЛЕНИЯ РЕЖИМОМ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ЭЛЕКТРОПЕЧЕЙ | 1991 |
|
RU2066939C1 |
| US 3435121 F, 25.03.1969 | |||
| US 2915572 А, 01.12.1959. | |||

