Изобретение относится к электротехнике, а именно к электрометаллургии, а также к способам регулирования мощности, потребляемой группой дуговых сталеплавильных печей (ДСП) переменного тока.
Известна система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления энергии [А.с. №1162063 СССР, МКИ H05B 7/148, F27D 11/10, G05F 1/66, заявл. 04.01.1980]. Она содержит задатчики-программаторы активной мощности дуговых электропечей, соединенные первыми выходами с сумматором мощностей электропечей, включенных в работу, вторыми выходами - с блоком задания и кодирования временных сдвигов сложения величин активных мощностей электропечей, первый выход которого соединен с первым входом регистра блоков сложения, а второй выход - через временной задатчик-таймер с дополнительным входом сумматора мощностей электропечей, включенных в работу, выход которого подключен ко второму входу регистра блоков сложения, связанного выходом через регистр блоков формирования сигналов, пропорциональных величинам максимумов заданной продолжительности, с входом регистра блоков сравнения и определения минимальной величины значения максимумов заданной продолжительности, выход которого соединен с первым входом блока измерения времени включения очередной печи, ко второму входу которого подключен третий выход блока задания и кодирования временных сдвигов сложения, а выход блока измерения времени включения очередной печи соединен с входом исполнительного механизма включения электропечей, к первому выходу которого подключены пульты электропечей, а ко второму выходу через инициативный блок присоединен первый вход дискриминатора, соединенного вторым входом с задатчиком времени прохождения максимума потребления энергии, третьим входом - с пультами электропечей, а выходы дискриминатора соединены с входами задатчиков-программаторов активной мощности электропечей. Система призвана обеспечить требуемое по технологии и бесперебойное снабжение электроэнергией для нагрева, плавления загруженной в печь шихты и доводки расплава до заданного состава. Описанная система имеет некоторые недостатки. Регулирование нагрузки группы электропечей осуществляется за счет изменения времени включения одной из них, в то время как в электросталеплавильном цехе имеется возможность управления временем включения всех печей. Глубина регулирования, основанного на изменении времени включения одной печи-регулятора, может оказаться недостаточной для поддержания установленного энергосистемой значения максимума нагрузки, что может привести к штрафным санкциям со стороны энергосистемы. Т.е. возможности по уменьшению максимума мощности используются не полностью.
Указанные недостатки устраняет система управления режимом дуговых сталеплавильных электропечей, содержащая группу задатчиков-программаторов, первые входы которых соединены с первыми выходами пультов электропечей, вторые входы - с первым выходом дискриминатора, первый вход которого соединен с вторым выходом пульта базисной электропечи, а также задатчик продолжительности максимума энергосистемы, таймер, исполнительное устройство, соединенное группой выходов с входами пультов электропечей, блок пуска-остановки системы, регистр памяти времени включения электропечи, вычислительное устройство, задатчик продолжительности цикла плавки, блок элементов 2И, блок элементов задержки времени, группа выходов которого соединена с группой входов исполнительного устройства, первая группа входов блока элементов задержки времени подключена к группе выходов блока элементов 2И, вторая группа входов к выходу таймера, выход блока пуска-остановки соединен с вторым входом дискриминатора и с первой группой входов блока элементов 2И, вторая группа входов которого соединена с группой выходов вычислительного устройства, первая группа информационных входов которого соединена с выходами пультов электропечей, вторая группа информационных входов - с выходами задатчиков-программаторов группы, первый вход задания вычислительного устройства соединен с выходом задатчика продолжительности цикла плавки, второй вход задания - с выходом задатчика продолжительности максимума энергосистемы, а третий вход задания с выходом регистра памяти времени включения электропечи, информационный вход которого соединен с выходом таймера, а вход запуска - с вторым выходом дискриминатора [Пат. №2066939 РФ МПК7 H05B 7/148, G05F 1/66, заявл. 30.01.1991].
Для представленных систем можно выделить общий недостаток. Не учитывается возможность наложения длительностей периодов расплава двух и более ДСП, подключенных к одной секции шин. Такой вариант совпадения графиков нагрузки является наиболее тяжелым, а его длительность определяет степень негативного воздействия группы электропечей на функционирование питающей сети и ее элементов. При этом происходит резкое повышение потребления группой ДСП активной и особенно реактивной мощности, а также возрастает уровень колебаний напряжения в системе электроснабжения. Согласно [3] для выполнения требований по ограничению колебаний напряжения в электрической сети, питающей дуговые электропечи, должно выполняться условие
где SПТi - номинальная мощность i-го печного понижающего или преобразовательного трансформатора, МВА;
SКЗ - мощность короткого замыкания в месте подключения дуговой печи к электрической сети общего назначения, МВА;
n - количество присоединяемых электропечей;
Д - коэффициент (Д=1 для дуговых печей переменного тока, Д=2 для дуговых печей постоянного тока).
Совпадение во времени периодов расплава двух и более электропечей, подключенных к одной секции шин, может привести к невыполнению условия (1). В результате снижаются технико-экономические показатели питающей сети, увеличивается длительность плавильного цикла и повышается удельный расход электроэнергии.
Из известных изобретений наиболее близким к заявляемому способу по принципу регулирования режимов ДСП, функционирующих в группе, является изобретение, описанное в [Пат. №2338338 РФ, МПК7 H05B 7/148, F27B 3/28, заявл. 02.04.2007]. В нем устранены недостатки, присущие двум системам, рассмотренным ранее. Способ регулирования реактивной мощности, потребляемой группой дуговых электропечей, предполагает осуществлять включения каждой дуговой печи с определенной задержкой по времени. Для каждой дуговой печи группы определяют среднюю длительность расплава, среднюю длительность плавления, среднюю длительность доводки, среднее отклонение длительности плавки, среднюю длительность простоя и вычисляют задержку по времени согласно выражению

где Δtдсп - задержка по времени, мин;
n - количество дуговых электропечей в группе;
i - номер дуговой электропечи;
tp - средняя длительность расплава, мин.;
tп - средняя длительность плавления, мин.;
tд - средняя длительность доводки, мин.;
Δt - среднее отклонение длительности плавки, мин.;
tпр - средняя длительность простоя дуговой электропечи, мин.
При одновременной работе двух или более электропечей предлагается каждую из них запускать последовательно друг за другом после запуска предыдущей с задержкой по времени ΔtДСП. Описанный способ имеет следующие недостатки. Во-первых, авторами не предусмотрена возможность его применения в автоматическом режиме. Во-вторых, при согласовании режимов используются усредненные значения длительностей периодов функционирования дуговых электропечей и их отклонений, реальные значения которых могут существенно изменяться, а временной интервал последовательного пуска имеет одно значение для всех ДСП группы, несмотря на то что на практике имеется возможность индивидуально определять этот параметр. Это не позволяет производить рациональное регулирование мощности группы электропечей за счет разделения во времени периодов расплава с учетом выполнения основной производственной задачи, заключающейся в поддержании их максимальной производительности. Решение этой задачи состоит в сведении к минимуму длительности межплавочного простоя каждой электропечи, которое по возможности не должно превышать интервал времени, необходимый для проведения технологических операций, что не предусматривается в рассматриваемом способе. Например, в случае функционирования в группе двух электропечей вторая изначально запускается через задержку по времени от момента пуска первой печи, а следующий пуск первой производится через выдержку времени относительно момента запуска второй. При этом пауза между плавками значительно превышает время, необходимое для проведения технологических операций. Введение столь продолжительных дополнительных простоев неоправданно. В результате снижается суммарная производительность группы электропечей и возрастает удельный расход электроэнергии. В-третьих, запуск печей производится нерационально. Вторая и последующие электропечи перед первым запуском длительное время находятся в режиме простоя. Для второй по запуску ДСП длительность режима простоя равняется задержки по времени, определяемой по выражению (2), для третьей - удвоенному значению задержки по времени и т.д. Это снижает суммарную производительность группы электропечей.
Задачей изобретения является снижение удельного расхода электроэнергии и повышение производительности группы ДСП за счет регулирования их мощности путем включения в работу каждой из них с определенной задержкой по времени, а именно посредством запуска готовой к пуску дуговой сталеплавильной печи в автоматическом режиме в момент окончания периода расплава дуговой сталеплавильной печи, предыдущей по запуску.
Сущность заявляемого способа регулирования мощности, потребляемой группой дуговых сталеплавильных печей переменного тока, заключается во включении каждой из них с определенной задержкой по времени, а именно в запуске готовой к пуску дуговой сталеплавильной печи в автоматическом режиме в момент окончания периода расплава дуговой сталеплавильной печи, предыдущей по запуску. Идея заключается в сведении к минимуму длительности межплавочного простоя путем разделения во времени периодов расплава двух и более ДСП на основании действительных (реальных) значений их длительностей. Персонал, ответственный за проведение плавки стали на ДСП, на основании технологических показателей плавки и их соответствия технологической карте плавки стали определенной марки, в которой для каждого из периодов плавки и их стадий заданы ступени вторичного напряжения печного трансформатора и токи уставки регулятора мощности, идентифицирует начало и окончание каждого из периодов плавки, что позволяет определить действительные (реальные) значения длительностей периодов плавки, в том числе длительность периода расплава. При этом интервал времени между окончанием периода расплава предыдущей по запуску ДСП и началом периода расплава следующей по запуску ДСП имеет наименьшее значение. Он равен времени проведения технологических операций по пуску электропечи ответственным персоналом. Каждая электропечь снабжается регулятором пуска (РПП), задатчиком-программатором периода функционирования (ЗПП) и задатчиком-программатором готовности к пуску (ЗПГ). Это позволяет создать систему регулирования мощности, потребляемой группой ДСП, подключенных к одной системе шин. Для управления работой системы предусмотрен задатчик-программатор включения и выключения (ЗПВ). Каждая дуговая печь выступает в качестве объекта регулирования. Можно выделить следующие состояния объекта регулирования: 1 - начало периода расплава; 2 - окончание периода расплава (начало периода плавления); 3 - окончание периода доводки (начало простоя печи). Интервал времени 1-2 равен длительности периода расплава, 2-3 - продолжительности периодов плавления и доводки, 3-1 - времени простоя. Ответственный персонал подает на ЗПВ информационные сигналы о включении или выключении системы регулирования мощности N-числа ДСП. ЗПВ формирует сигнал состояния включения 0 или сигнал состояния выключения 6. Эти сигналы подаются на регулятор пуска печи. РПП предназначен для подачи сигнала ответственному персоналу на запуск печи в работу, а также для выполнения анализа информации, поступающей со своей печи, ЗПВ и ЗПП предыдущей по пуску электропечи. Персонал, ответственный за проведение плавки стали на ДСП, подает на ЗПП информационные сигналы о состоянии объекта регулирования, т.е. информацию о пуске печи, окончании периода расплава, окончании периода доводки. ЗПП на основании информации, поступающей с ДСП, формирует определенные сигналы, соответствующие состояниям 1, 2 или 3. При этом в течение интервала времени 1-2 он генерирует сигнал состояния 1; 2-3 - сигнал состояния 2; 3-1 - сигнал состояния 3. Ответственный персонал подает на ЗПГ информационные сигналы о готовности или неготовности к пуску ДСП. ЗПГ на основании информации, поступающей с электропечи, формирует сигналы состояний 4 или 5, соответствующие неготовности к пуску и готовности к пуску установки. РПП проверяет выполнение двух условий. Первое условие выполняется в том случае, когда с ЗПП предыдущей по запуску ДСП приходит сигнал состояния 2 или с ЗПВ - сигнал состояния 0 или 6, и не выполняется при поступлении с ЗПП предыдущей по пуску печи сигнала состояния 1 или 3. В случае выполнения первого условия осуществляется проверка выполнения второго. Оно выполняется при поступлении с ЗПГ сигнала состояния 5 и с ЗПП предыдущей по пуску печи сигнала состояния 2 или с ЗПВ сигнала состояния 0. Второе условие не выполняется в двух случаях: при поступлении с ЗПГ сигнала состояния 4 и с ЗПП предыдущей по запуску печи сигнала состояния 2; при поступлении с ЗПВ сигнала состояния 6. Для выключения системы вводится проверка дополнительного условия. Она осуществляется в случае невыполнения второго условия. Дополнительное условие не выполняется при поступлении с ЗПГ сигнала состояния 4 и с ЗПП предыдущей по запуску печи сигнала состояния 2. В результате сигнал состояния 2, поступивший с ЗПП предыдущей по запуску ДСП, переводится на регулятор пуска следующей печи. Дополнительное условие выполняется при поступлении с ЗПВ сигнала состояния 6, что приводит к выключению системы. Проверку этого условия достаточно производить только на регуляторе пуска первой электропечи.
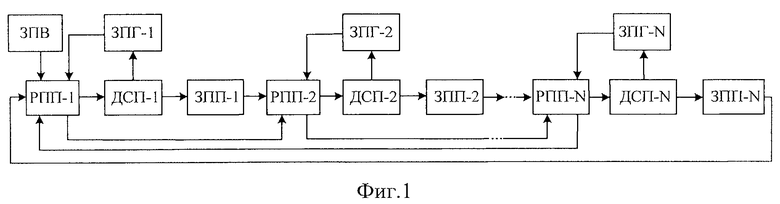
Пример 1. Функционирование группы, состоящей из N-числа ДСП. На фигуре 1 изображена структурная схема системы регулирования мощности N-числа ДСП. К принятым ранее обозначениям добавлены цифры, соответствующие номерам электропечей. Изначально система, как и все входящие в группу электропечи, находится в режиме покоя. Запуск системы осуществляется за счет подачи сигнала состояния 0 с ЗПВ на РПП-1. РПП-1 подает сигнал ответственному персоналу на запуск ДСП-1, т.к. она находится в состоянии 5. Ответственный персонал осуществляет пуск электропечи и подает информационный сигнал о запуске ДСП-1 на ЗПП-1, который формирует сигнал состояния 1 и подает его на РПП-2. Даже при готовности ДСП-2 сигнал на запуск печи не поступает с РПП-2 ответственному персоналу, т.к. не выполняется первое условие. В итоге запуск ДСП-2 не производится. Так создается выдержка времени, равная продолжительности периода расплава первой электропечи. Как только заканчивается период расплава ДСП-1, ответственный персонал передает соответствующий информационный сигнал на ЗПП-1, формирующий сигнал состояния 2, который поступает на РПП-2. Если при этом с ЗПГ-2 подается сигнал состояния 5, то РПП-2 подает сигнал ответственному персоналу на запуск ДСП-2, т.к. первое и второе условия выполняются. В обратном случае, когда с ЗПГ-2 подается сигнал состояния 4, с РПП-2 не подается сигнал ответственному персоналу и запуск ДСП-2 не производится, а сигнал состояния 2, генерируемый ЗПП-1 и поступивший изначально на РПП-2, переводится на РПП-N. Это позволяет запускать следующей в работу электропечь, переходящую в состояние 5 быстрее предыдущей. Такая ситуация может возникнуть вследствие продолжительных пауз технологического характера или в случае проведения ремонтных работ на ДСП-2. РПП-N выполняет анализ поступающих сигналов, на основании результатов которого подает или не подает сигнал ответственному персоналу на запуск ДСП-N. В процессе регулирования мощности группы электропечей такие операции многократно повторяются. Для выключения системы с ЗПВ подается сигнал состояния 6, который соответствует выполнению дополнительного условия, проверяемого на РПП-1.
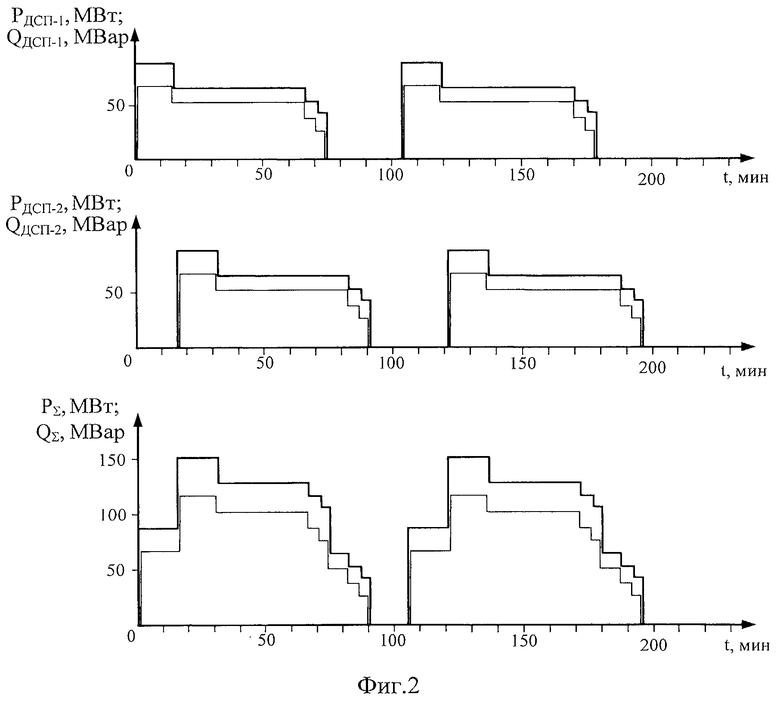
Пример 2. Функционирование группы, состоящей из двух электропечей. Используем временные характеристики работы электропечей №1 и №2, представленные в [Пат. №2338338 РФ, МПК7 Н05В 7/148, F27B 3/28, заявл. 02.04.2007]. Они сведены в табл.
Примем, что действительные (реальные) значения длительностей периодов функционирования этих электропечей равны приведенным усредненным значениям. Регулирование функционирования электропечей произведем согласно вышеприведенному описанию. Упорядоченная таким образом во времени работа двух ДСП переменного тока представлена на фигуре 2. Толстой линией обозначен график активной мощности, а тонкой - реактивной мощности.
Определим задержку по времени согласно выражению (2)

На основании сравнения полученных результатов можно сделать следующие выводы. В случае применения заявляемого способа ДСП-2 перед первым запуском находится в режиме простоя 14 минут, а второй запуск ДСП-1 осуществляется без введения дополнительного простоя, т.е. через 28 мин с момента окончания первой плавки. При использовании способа, выбранного в качестве прототипа, перед первым запуском ДСП-2 находится в режиме простоя 92 мин, а второй запуск ДСП-1 производится через выдержку времени в 92 мин после запуска ДСП-2, т.е. длительность простоя существенно превышает время, отведенное на проведение межплавочных технологических операций. Это позволяет исключить наложение по времени длительностей периодов расплава и сгладить суммарный график нагрузки, однако производительность группы значительно уменьшается. Применение заявляемого способа позволяет снизить удельный расход электроэнергии и повысить производительность группы ДСП.
Пример 3. Функционирование группы, состоящей из четырех электропечей. Используем временные характеристики работы четырех ДСП, приведенные в [Пат. №2338338 РФ, МПК7 Н05В 7/148, F27B 3/28, заявл. 02.04.2007]. Примем, что действительные (реальные) значения длительностей периодов функционирования этих электропечей равны усредненным значениям. Регулирование функционирования электропечей произведем согласно вышеприведенному описанию. Упорядоченная таким образом во времени работа группы, состоящей из четырех ДСП переменного тока, изображена на фигуре 3. Толстой линией обозначен график активной мощности, а тонкой - реактивной мощности. Применение способа, указанного в качестве прототипа, предполагает запускать электропечи через выдержку времени, равную согласно расчетам, выполненным в [Пат. №2338338 РФ, МПК7 Н05В 7/148, F27B 3/28, заявл. 02.04.2007], 86,1 мин. Проанализируем результаты. При использовании заявляемого способа ДСП-2, ДСП-3 и ДСП-4 перед первым запуском находятся в режиме простоя 14, 29 и 44 мин соответственно. Из графических построений, представленных на фигуре 3, видно, что периоды расплава электропечей группы идут в определенной очередности друг за другом. Период расплава на ДСП-4 заканчивается через 58 мин от запуска ДСП-1. Второй запуск ДСП-1 вследствие вынужденной паузы, обусловленной ее неготовностью к пуску, производится через 102 мин от первого запуска, т.е. при регулировании имеется резерв длительностью 44 мин, в течение которого ни одна из электропечей группы не работает в режиме расплава. Анализ паспортов плавок ДСП показал, что продолжительность периода расплава может достигать 48 минут. Следовательно, при увеличении длительностей периодов расплава электропечей группы имеющийся резерв может быть эффективно использован, сводя к минимуму необходимость введения дополнительных межплавочных простоев. При регулировании мощности группы ДСП на основании способа, заявляемого в качестве прототипа, простой ДСП-2, ДСП-3, ДСП-4 перед первым запуском составляет 86,1, 172,2 и 258,3 мин соответственно. В случае возрастания длительностей периодов расплава возрастают и их усредненные значения, а следовательно, и величина выдержки времени, определяемая по выражению (2). Это выражается в увеличении длительностей простоев электропечей группы. Использование заявляемого способа позволяет повысить производительность и снизить удельный расход электрической энергии.
Внедрение заявляемого способа в производственный процесс не требует существенных экономических затрат, т.к. в качестве задатчиков-программаторов и РПП могут быть использованы программируемые контроллеры, для подачи ответственным персоналом информационных сигналов на запуск системы регулирования мощности группы ДСП и о состоянии объекта регулирования предусматривается применение простейших устройств ввода данных, а сигнал на запуск печи в работу ответственному персоналу с РПП предлагается передавать с помощью световой сигнальной аппаратуры. Техническим результатом является снижение удельного расхода электроэнергии и повышение производительности группы ДСП, а также минимизация негативного воздействия на питающую сеть. Преимущество способа заключается в автоматизации выполнения определенных действий, сведении к минимуму длительностей межплавочных простоев электропечей, уменьшении длительности простоя второй и последующих по запуску электропечей группы перед первым запуском.
Источники информации
1. А.с. №1162063 СССР, МКИ Н05В 7/148, F27D 11/10, G05F 1/66. Система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления энергии [Текст] / Н.М. Ворошилов, Р.В. Минеев, О.В. Ульзитуев, А.П. Михеев, И.Ф. Антонов, Н.Б. Минеева, О.И. Король (СССР). - №2864264/27-07; заявл. 04.01.1980; опубл. 15.06.1985. Бюл. №22. - 8 с.: ил.
2. Пат. №2066939 Российская Федерация, МПК7 Н05В 7/148, G05F 1/66. Система управления режимом дуговых сталеплавильных электропечей [Текст] / Демов А.Д., Рогальский Б.С., Славенко Э.И., Иванков В.О., Дмитраш А.В., Свиридов Н.П.; заявитель и патентообладатель Винницкий политехнический институт. - 4906522/09; заявл. 30.01.1991; опубл. 20.09.1996. - 8 с.: ил.
3. Правила устройства электроустановок [Текст] / Минэнерго РФ. - СПб.: ДЕАН, 2004. - 464 с.
4. Пат. №2338338 Российская Федерация, МПК7 Н05В 7/148, F27B 3/28. Способ регулирования реактивной мощности, потребляемой группой дуговых электропечей [Текст] / Шпиганович А.Н., Шпиганович А.А., Захаров К.Д., Зацепина В.И., Зацепин Е.П., Шилов И.Г.; заявитель и патентообладатель Липецкий государственный технический университет. - 2007112074/02; заявл. 02.04.2007; опубл. 10.11.2008. Бюл. №31. - 6 с.: ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ РЕАКТИВНОЙ МОЩНОСТИ, ПОТРЕБЛЯЕМОЙ ГРУППОЙ ДУГОВЫХ ЭЛЕКТРОПЕЧЕЙ | 2007 |
|
RU2338338C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ГРУППЫ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ И АГРЕГАТОВ ПЕЧЬ-КОВШ | 2015 |
|
RU2611605C1 |
| СИСТЕМА УПРАВЛЕНИЯ РЕЖИМОМ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ЭЛЕКТРОПЕЧЕЙ | 1991 |
|
RU2066939C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ПО ФАЗАМ ТРЕХЭЛЕКТРОДНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА | 2004 |
|
RU2275759C1 |
| СПОСОБ ПОФАЗНОГО РЕГУЛИРОВАНИЯ МОЩНОСТИ ТРЕХЭЛЕКТРОДНОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА | 2010 |
|
RU2424639C1 |
| Система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления электроэнергии | 1980 |
|
SU1162063A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ДУГОВОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА С ПРИМЕНЕНИЕМ СОВМЕЩЕННОГО УПРАВЛЯЕМОГО РЕАКТОР-ТРАНСФОРМАТОРА | 2010 |
|
RU2476034C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ДУГОВОЙ ТРЕХЭЛЕКТРОДНОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА С ПРИМЕНЕНИЕМ ОДНОФАЗНЫХ УПРАВЛЯЕМЫХ РЕАКТОРОВ | 2010 |
|
RU2432718C1 |
| Способ регулирования высоты пенистого шлака при выплавке стали в дуговой сталеплавильной печи | 2024 |
|
RU2841176C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО РЕЖИМА ДУГОВОЙ МНОГОФАЗНОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2238616C2 |
Способ регулирования мощности, потребляемой группой дуговых сталеплавильных печей переменного тока, относится к электротехнике, а именно к электрометаллургии, а также к способам регулирования мощности группы дуговых сталеплавильных печей переменного тока. Сущность способа заключается во включении каждой из электропечей в группе с определенной задержкой по времени, а именно в запуске готовой к пуску дуговой сталеплавильной печи в момент окончания периода расплава дуговой сталеплавильной печи, предыдущей по запуску. Технический результат - снижение удельного расхода электроэнергии, повышение производительности группы электропечей и минимизация их негативного воздействия на питающую сеть. 3 ил., 1 табл.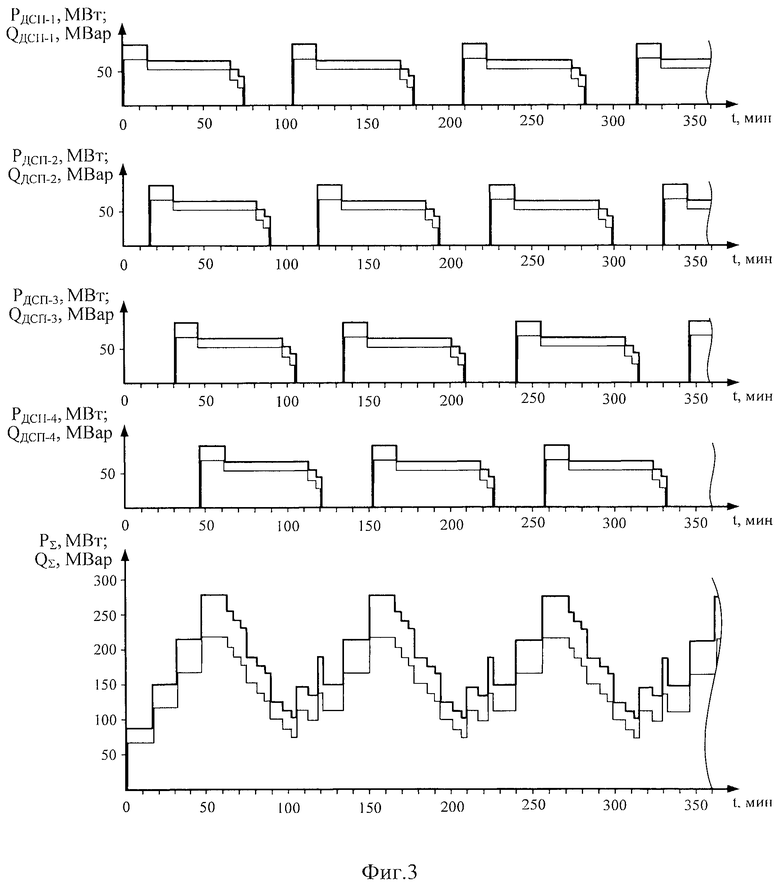
Способ регулирования мощности, потребляемой группой дуговых сталеплавильных печей переменного тока, основанный на включении каждой из электропечей в группе с определенной задержкой по времени, отличающийся тем, что запуск готовой к пуску дуговой сталеплавильной печи производят в момент окончания периода расплава дуговой сталеплавильной печи предыдущей по запуску.
| СПОСОБ РЕГУЛИРОВАНИЯ РЕАКТИВНОЙ МОЩНОСТИ, ПОТРЕБЛЯЕМОЙ ГРУППОЙ ДУГОВЫХ ЭЛЕКТРОПЕЧЕЙ | 2007 |
|
RU2338338C1 |
| Система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума активной нагрузки энергосистемы | 1988 |
|
SU1577083A1 |
| Система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления электроэнергии | 1980 |
|
SU1162063A1 |
| Система управления электрическим режимом группы дуговых электропечей в часы максимума активной нагрузки энергосистемы | 1989 |
|
SU1624707A1 |
| СИСТЕМА УПРАВЛЕНИЯ РЕЖИМОМ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ЭЛЕКТРОПЕЧЕЙ | 1991 |
|
RU2066939C1 |
| DE 3331641 A, 14.03.1985 | |||
| DE 4445209 A, 20.06.1996. | |||

