Изобретение относится к области вооружения и экипировки, к разработкам средств защиты и может быть использовано для изготовления универсальных бронежилетов, эффективных при защите от воздействия и стрелкового и холодного оружия.
Известна бронепреграда по заявке №670466 на Европейский патент, опубликованной 6 сентября 1995 г.
Известна бронепреграда по WO №93/00564, опубликованной 7 января 1993 г.
Известна бронепреграда по патенту США №5472769, содержащая слои из арамидной ткани и отражающие слои из материалов типа металлической проволочной сетки.
Известна бронепреграда по патенту RU №2267735 от 2001.06.06, МКП7 F41H 5/04, содержащая слои ткани различной плотности.
Известна бронепреграда по патенту RU №2279033 от 2002.03.08, МКП7 F41H 5/04, содержащая слои ткани различной плотности и различного переплетения.
Также известна бронепреграда и раскрытый в описании способ ее изготовления по патенту RU №2218541 от 1999.03.19, МКП7 F41H 5/04.
В известном способе изготовления универсальной бронепреграды для защитной одежды формируют пакет, укладывая на демпфер гибкую металлическую ячеистую структуру и баллистические слои из арамидной ткани.
Известная универсальная бронепреграда для защитной одежды содержит пакет, выполненный из демпфера, гибкой металлической ячеистой структуры и баллистических слоев из арамидной ткани.
Недостатком известного способа является его низкая технологичность, в частности низкая технологичность формирования пакета из-за неудовлетворительной фиксации гибкой металлической ячеистой структуры. Также недостатком является низкое качество изделия, в частности его низкие защитные характеристики от пуль стрелкового оружия, связанные с образованием запреградного выступа недопустимого размера (более 10-12 мм). Исследованиями установлено, что запреградный выступ формируется следующим образом. При преодолении пулей баллистических слоев растягивается в пределах упругих деформаций нитей ткань слоев с изменением ее структуры, разрываются нити первых двух-четырех слоев, а из остальных слоев вытягиваются нити, контактирующие с пулей, из которых и формируется запреградный выступ после потери пулей кинетической энергии и ее остановки. Энергия пули тратится в основном на разрыв первых слоев и на преодоление сил трения при вытягивании нитей. Силы трения в слоях пакета известного решения зависят в основном от плотности плетения ткани и практически не возрастают от слоя к слою, из-за чего и образуется запреградный выступ недопустимого размера. Кроме того, недостатком являются подтвержденные исследованиями низкие защитные характеристики от холодного оружия из-за низкой потери энергии удара, например штык-ножа в баллистических слоях при прохождении куполом, образованном материалом слоев перед режущей кромкой, слоев с постоянным межслоевым трением, а также из-за низкой прочности ячеек гибкой металлической структуры.
Недостатком известного устройства является низкая надежность его работы при низких защитных характеристиках, раскрытых выше.
Известный способ изготовления и известная бронепреграда, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка более технологичной в изготовлении бронепреграды, повышенной надежности работы, более высокого качества.
Технический результат, который может быть получен при решении технической задачи по реализации предлагаемого способа, заключается в повышении технологичности изготовления бронепреграды, в частности в повышении технологичности формирования пакета за счет фиксации гибкой металлической структуры и повышения тем самым удобства выполнения остальных операций, а также в повышении качества изделия, в частности, его защитных характеристик от пуль стрелкового оружия, связанных с уменьшением запреградного выступа до размера менее 10-12 мм за счет оптимизации усилий торможения пули и от воздействия холодного оружия за счет увеличения потери энергии удара, например, штык-ножа в баллистических слоях и повышения прочности ячеек гибкой металлической структуры.
Технический результат устройства, который может быть получен при решении технической задачи, заключается в повышении надежности работы бронепреграды за счет повышения ее защитных характеристик от пуль стрелкового оружия, связанных с уменьшением запреградного выступа до размера менее 10-12 мм, при оптимизации усилий торможения пули, а также воздействия холодного оружия при увеличении потери энергии удара, например, штык-ножа в баллистических слоях и повышении прочности ячеек гибкой металлической структуры.
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления универсальной бронепреграды для защитной одежды, при котором формируют пакет, укладывая на демпфер гибкую металлическую ячеистую структуру и баллистические слои из синтетической ткани, например арамидной, при этом в соответствии с изобретением баллистические слои укладывают с внедрением части слоев в проемы ячеек гибкой металлической структуры, причем гибкую металлическую структуру выполняют из металловолокон диаметром 0,25-1,2 мм с размером ячеек от 4-х до 10 мм, скрепляют ее с пакетом, а для баллистических слоев берут арамидную ткань поверхностной плотностью 100-320 г/м2, кроме того скрепление гибкой металлической структуры с пакетом выполняют по его периметру, а ее ячейки изготавливают из колец с образованием соединения типа «кольчуга», скрепляя металловолокно каждого кольца сваркой, или для изготовления каждого кольца используют не менее 1, 25 витка цилиндрической пружины.
Поставленная задача с достижением технического результата для устройства решается за счет того, что универсальная бронепреграда для защитной одежды, содержит пакет, выполненный из демпфера, гибкой металлической ячеистой структуры и баллистических слоев из синтетической ткани, например, арамидной, при этом, в соответствии с изобретением, часть баллистических слоев уложена с внедрением в проемы ячеек гибкой металлической структуры, причем гибкая металлическая структура выполнена из металловолокон диаметром 0,25-1,2 мм с размером ячеек от 4-х до 10 мм и скреплена с пакетом, а баллистические слои выполнены из арамидной ткани поверхностной плотностью 100-320 г/м2, кроме того, скрепление гибкой металлической структуры с пакетом выполнено по его периметру, ячейки изготовлены из колец с образованием соединения типа «кольчуга», а металловолокно каждого кольца скреплено сваркой или каждое кольцо выполнено из не менее чем 1,25 витка цилиндрической пружины.
Отличительными признаками способа являются следующие:
- баллистические слои укладывают с внедрением части слоев в проемы ячеек гибкой металлической структуры - признак существенный, предусматривает новое выполнение операций, например совместную подпрессовку баллистических слоев с гибкой металлической структурой, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления за счет дополнительной фиксации гибкой металлической структуры с баллистическими слоями при их внедрении в проемы ячеек и связанной с этим их деформацией с образованием отпечатков (наминов), кроме того, признак направлен на повышение качества изделия, в частности, его защитных характеристик от пуль стрелкового оружия, связанных с уменьшением запреградного выступа до размера менее 10-12 мм, за счет увеличения усилий торможения пули от первого слоя к последнему при увеличении усилий вытягивания нитей, формирующих запреградный выступ, от увеличения степени извилистости нитей, которая определяется волнистостью ткани, обусловленной наминами, и увеличивается к последнему слою, кроме того, повышаются защитные характеристики от воздействия холодного оружия за счет увеличения потери энергии удара, например, штык-ножа в баллистических слоях за счет повышения межслоевого трения при увеличении степени волнистости слоев к окончанию воздействия, то есть при скоростях воздействия, близких к нулю, когда к взаимодействию успевает подключиться максимальный массив материала и торможение наиболее эффективно (последнее заключение справедливо и для условий формирования запреградного выступа);
- гибкую металлическую структуру выполняют из металловолокон диаметром 0,25-1,2 мм с размером ячеек от 4-х до 10 мм, а для баллистических слоев берут арамидную ткань поверхностной плотностью 100-320 г/м2 - признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления и повышение качества изделия, усиливают предыдущий признак, так как исследованиями установлено, что заявленное сочетание признаков обеспечивает наиболее оптимальное увеличение волнистости ткани к последнему слою и, как следствие, повышение усилий вытягивания нитей при формировании запреградного выступа и повышение межслоевого трения, то есть наиболее эффективное повышение защитных характеристик бронепреграды;
- скрепляют гибкую металлическую структуру с пакетом и это скрепление выполняют по его периметру - признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления пакета за счет фиксации гибкой металлической структуры и повышения тем самым удобства выполнения остальных операций, а также на повышение качества изделия за счет улучшения этой фиксации и сохранения вместе с тем подвижности гибкой металлической структуры, необходимой для повышения защитных свойств в условиях воздействия холодного оружия;
- ячейки гибкой металлической структуры изготавливают из колец с образованием соединения типа «кольчуга», скрепляя металловолокно каждого кольца сваркой, или для изготовления каждого кольца используют не менее 1,25 витка цилиндрической пружины - признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности гибкой металлической структуры при изготовлении колец нарезкой из плотно намотанной пружины и их сборки, также признаки направлены на повышение качества изделия за счет увеличения подвижности и прочности гибкой металлической структуры, необходимых для повышения защитных свойств в условиях воздействия холодного оружия, кроме того, защитные свойства повышаются за счет увеличения межслоевого трения последних слоев, обусловленного наличием местной неровности от сварочного шва или края пружины.
Отличительными признаками устройства являются следующие:
- часть баллистических слоев уложена с внедрением в проемы ячеек гибкой металлической структуры - признак существенный, предусматривает новое взаимное расположение элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы бронепреграды за счет повышения ее защитных характеристик (доказательство существенности признака аналогично соответствующему доказательству способа);
- гибкая металлическая структура выполнена из металловолокон диаметром 0,25-1,2 мм с размером ячеек от 4-х до 10 мм, а баллистические слои выполнены из арамидной ткани поверхностной плотностью 100-320 г/м2 - признаки существенные, предусматривают обоснованное применение новых материалов элементов с их новыми характеристиками, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы бронепреграды, усиливают предыдущий признак (доказательство существенности признака также аналогично соответствующему доказательству способа);
- гибкая металлическая структура скреплена с пакетом и это скрепление выполнено по его периметру - признак существенный, предусматривает новую взаимосвязь элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы бронепреграды за счет повышения ее защитных характеристик при фиксации слоев пакета и сохранения вместе с тем подвижности гибкой металлической структуры, необходимой для повышения защитных свойств в условиях воздействия холодного оружия;
- ячейки изготовлены из колец с образованием соединения типа «кольчуга», а металловолокно каждого кольца скреплено сваркой или каждое кольцо выполнено из не менее чем 1,25 витка цилиндрической пружины - признак существенный, предусматривает наличие новых элементов и их новую взаимосвязь, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы бронепреграды за счет увеличения подвижности и прочности гибкой металлической структуры, необходимых для повышения защитных свойств в условиях воздействия холодного оружия, кроме того, защитные свойства повышаются за счет увеличения межслоевого трения последних слоев, обусловленного наличием местной неровности от сварочного шва или края пружины.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы бронепреград без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствии критерию «изобретательский уровень».
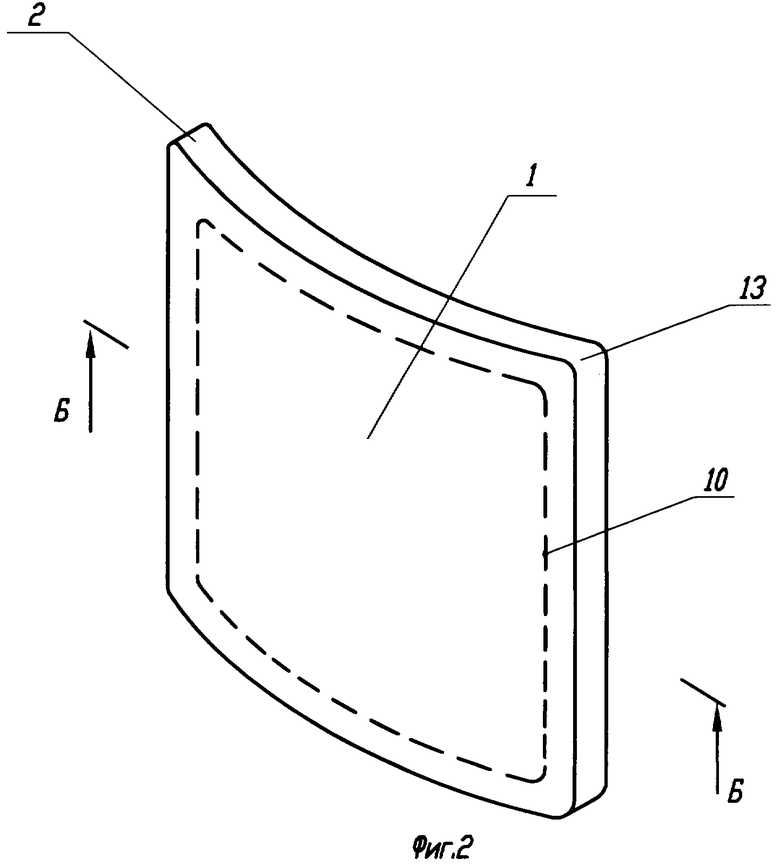
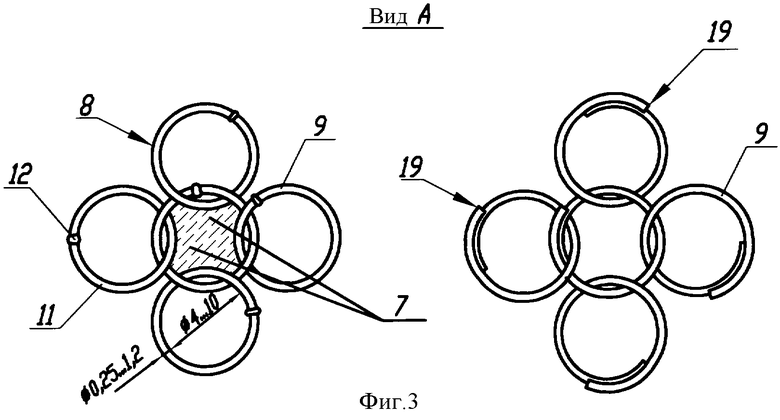
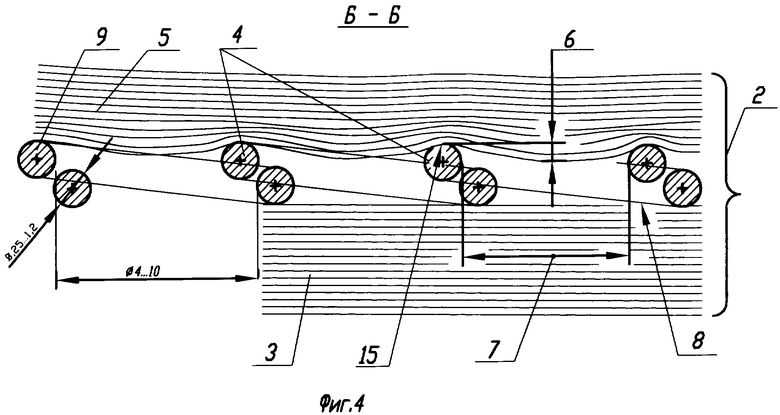
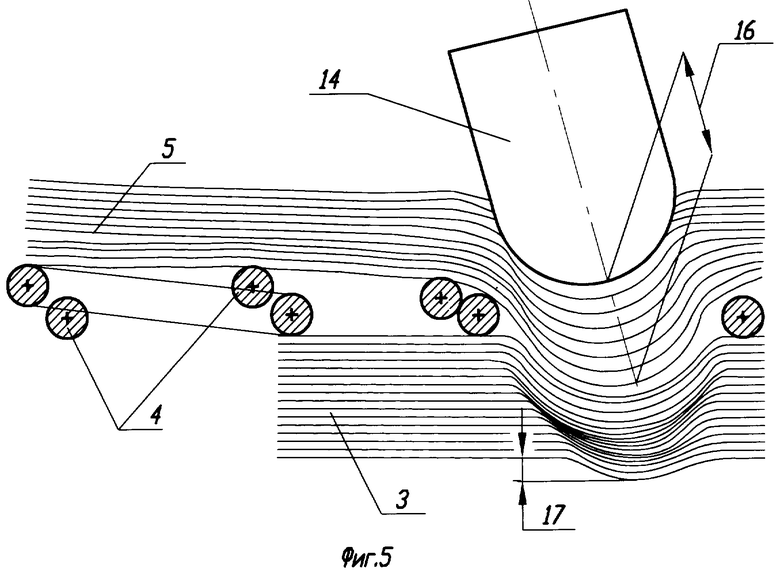
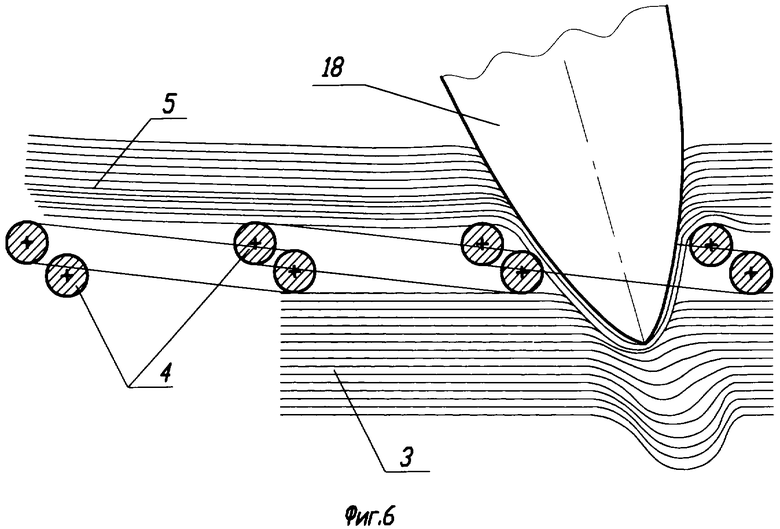
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид способа изготовления бронепреграды, на фиг.2 - общий вид бронепреграды, на фиг.3 - фрагменты вариантов гибкой металлической структуры, на фиг.4 - поперечный разрез пакета, на фиг.5 - общий вид взаимодействия бронепреграды с пулей, на фиг.6 - общий вид взаимодействия бронепреграды с ножом.
Способ изготовления универсальной бронепреграды 1 для защитной одежды, при котором формируют пакет 2, укладывая на демпфер 3 гибкую металлическую ячеистую структуру 4 и баллистические слои 5 из арамидной ткани. Баллистические слои 5 укладывают с внедрением 6 части слоев в проемы 7 ячеек 8 гибкой металлической структуры 4. Гибкую металлическую структуру 4 выполняют из металловолокон 9 диаметром 0,25-1,2 мм с размером ячеек 8 от 4-х до 10 мм и скрепляют ее с пакетом 2. Для баллистических слоев берут арамидную ткань поверхностной плотностью 100-320 г/м2. Скрепление 10 гибкой металлической структуры 4 с пакетом 2 выполняют по его периметру, а ее ячейки изготавливают из колец 11 с образованием соединения типа «кольчуга», скрепляя металловолокно 9 каждого кольца 11 сваркой 12.
Универсальная бронепреграда 1 для защитной одежды содержит пакет 2, выполненный из демпфера 3, гибкой металлической ячеистой структуры 4 и баллистических слоев 5 из арамидной ткани. При этом часть баллистических слоев 5 уложена с внедрением 6 в проемы 7 ячеек 8 гибкой металлической структуры 4. Гибкая металлическая структура 4 выполнена из металловолокон 9 диаметром 0,25-1,2 мм с размером ячеек 8 от 4-х до 10 мм и скреплена с пакетом 2. Баллистические слои 5 выполнены из арамидной ткани поверхностной плотностью 100-320 г/м2. Скрепление 10 гибкой металлической структуры 4 с пакетом 2 выполнено по его периметру, ячейки 8 изготовлены из колец 11 с образованием соединения типа «кольчуга», а металловолокно 9 каждого кольца 11 скреплено сваркой 12.
Вариант конкретного исполнения способа заключается в том, что пакет 2 формируют на демпфере 3 из слоев ткани из пропиленовой ленты. Баллистические слои 5 скрепляют с металловолоконной кольчугой 4 машинным швом 10, вдавливая кольчугу 4 в баллистические слои 5 до образования отпечатков (наминов). Пакет скрепляют окантовкой 13.
Вариант конкретного исполнения бронепрегорады заключается в том, что пакет 2 содержит демпфер 3 из слоев ткани из пропиленовой ленты, гибкую структуру 4, собранную из колец 11 диаметром 5 мм из металловолокна 9 диаметром 0,8 мм с применением соединения типа «кольчуга» со сваркой 12 каждого кольца 11, баллистические слои 5 из арамидной ткани, поверхностной плотностью 255 г/м2. Вариант конкретного исполнения гибкой металлической структуры 4 заключается в том, что она выполнена из металловолокна с соединением в сетку типа «рабица» или из колец, нарезанных из плотно намотанной пружины элементами по 1,5 витка.
Работает бронепреграда следующим образом.
При взаимодействии бронепреграды, раскрытой в варианте конкретного исполнения, с пулей 14 ПМ калибра 9 мм разрываются 2-4 баллистических слоя. Нити ткани последующих слоев в зоне взаимодействия спрямляют свою извилистость, обусловленную структурой ткани, растягиваются в пределах упругих деформаций и вытягиваются из структуры ткани, создавая тем самым усилие торможения пули и гася ее кинетическую энергию. Причем это усилие торможения практически постоянно от слоя к слою. Вместе с тем нити спрямляют и извилистость, обусловленную волнистостью ткани от наминов 15, создавая дополнительную составляющую усилия торможения. Данная же составляющая усилия торможения увеличивается от слоя к слою и достигает максимальных значений при скоростях пули, близких к нулю, когда гашение энергии наиболее эффективно. При этом купол, образованный перед пулей вытянутыми нитями, дополнительно уплотняется нитями последних слоев, и его высота 16 минимальна, что приводит к минимизации запреградного выступа 17.
При взаимодействии бронепреграды с ножом 18 с энергией удара 45 Дж эта энергия дополнительно гасится межслоевым трением, обусловленным волнистостью ткани от наминов 15, а также трением, обусловленным наличием местных неровностей в сварочных швах 12 или краях пружин 19.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию бронепреграды с повышенной надежностью работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний бронепреград, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА | 2009 |
|
RU2393416C1 |
| ЗАЩИТНАЯ ОДЕЖДА | 1992 |
|
RU2086891C1 |
| НАНОГИБРИДНЫЙ ЗАЩИТНЫЙ КОМПОЗИТ | 2009 |
|
RU2420704C1 |
| ТКАНЕВАЯ БРОНЕПАНЕЛЬ | 2001 |
|
RU2206045C2 |
| ЗАЩИТНАЯ ОДЕЖДА | 1999 |
|
RU2173440C2 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА | 2013 |
|
RU2547484C2 |
| МНОГОСЛОЙНАЯ БРОНЯ | 2015 |
|
RU2579349C1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА | 1996 |
|
RU2102688C1 |
| БАЛЛИСТИЧЕСКИЙ МЯГКИЙ ЗАЩИТНЫЙ ПАКЕТ | 2008 |
|
RU2382317C1 |
| ПАКЕТ КОМПОЗИТНОЙ БРОНИ НА ОСНОВЕ КЕРАМИКИ (ПКБК) | 2011 |
|
RU2484412C1 |
Изобретение относится к средствам индивидуальной защиты от воздействия стрелкового и холодного оружия. Предложен способ изготовления бронепреграды для защитной одежды и бронепреграда, изготовленная этим способом. Формируют пакет путем укладки на демпфер гибкой металлической структуры, выполненной из колец, и баллистических слоев арамидной ткани. Гибкую металлическую структуру выполняют из колец размером от 4 до 10 мм с образованием соединения типа кольчуга. Кольца изготавливают из металловолокон диаметром 0,25-1,2 мм путем скрепления металловолокон каждого кольца сваркой или из не менее 1,25 витка цилиндрической пружины с диаметром металловолокна 0,25-1,2 мм. Баллистические слои арамидной ткани выполняют поверхностной плотностью 100-320 г/м2, укладывают с внедрением части слоев в проемы колец гибкой металлической структуры и скрепляют с ней по периметру. Изобретение направлено на повышение надежности и качества бронепреграды. 2 н.п. ф-лы, 6 ил.
| НЕПРОНЗАЕМОЕ ПУЛЕНЕПРОБИВАЕМОЕ ИЗДЕЛИЕ | 1999 |
|
RU2218541C2 |
| Система управления гидравлическим прессом | 1978 |
|
SU670466A1 |
| ЛИСТОВАЯ БРОНЯ ПРЕИМУЩЕСТВЕННО ДЛЯ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ | 2002 |
|
RU2251065C2 |
| БРОНИРОВАННЫЙ ЖИЛЕТ | 1996 |
|
RU2075720C1 |
| US 5472769 А, 05.12.1995 | |||
| ХОД ПОЛУГУСЕНИЧНЫЙ СМЕННЫЙ | 2007 |
|
RU2342278C1 |

