Область техники
Изобретение относится к торцевой заглушке для введения в торец бумажного рулона и к способу изготовления такой торцевой заглушки.
Уровень техники
Для установки бумажных рулонов в держателях торцевые заглушки вставляют в торцы бумажного рулона. Затем бумажный рулон можно прикрепить к держателю при помощи прикрепляющего средства, выступающего по оси из торцевых заглушек. Для обеспечения беспрепятственного и ровного вращения бумажного рулона, когда бумагу сматывают с рулона, торцевые заглушки могут содержать две соосно расположенные детали, выполненные с возможностью поворота относительно друг друга. Помимо этого, для удобства пользования эти две детали торцевых заглушек не должны перемещаться в осевом направлении относительно друг друга.
Целью настоящего изобретения является создание такой торцевой заглушки, которая состоит только из двух деталей и имеет конструкцию, обеспечивающую ее простое и рентабельное изготовление.
Краткое описание изобретения
Цель достигается за счет создания торцевой заглушки для введения в торец бумажного рулона, характеризующейся тем, что она состоит из внутренней и наружной деталей, причем детали прикреплены друг к другу с возможностью поворота, а их смещение относительно друг друга в осевом направлении предотвращается, по меньшей мере, одним выступом на одной из деталей, входящим в кольцевой паз в другой из деталей.
В предпочтительном варианте осуществления изобретения, по меньшей мере, один выступ имеет вид кольцевого фланца, который выступает радиально наружу из внешней поверхности внутренней детали или радиально внутрь из внутренней поверхности наружной детали. Внутренняя и наружная детали выполнены из разных пластмассовых материалов, причем пластмасса наружной детали имеет более высокую температуру плавления, чем пластмасса внутренней детали. Предпочтительно, наружная деталь выполнена из полиолефинового материала, такого как полипропилен или полиэтилен, а внутренняя деталь предпочтительно выполнена из ударопрочного полистирола. Внешний торец заглушки имеет средство для съемного прикрепления заглушки к стенке держателя. Преимущественно средство съемного прикрепления заглушки к стенке держателя размещено со смещенным центром по отношению к оси вращения торцевой заглушки. Как вариант, по меньшей мере, один штырь выступает из внешнего торца заглушки, или же, по меньшей мере, одна выемка выполнена во внешнем торце заглушки.
Изобретение также относится к способу формования торцевой заглушки из двух деталей, вводимой в открытый торец бумажного рулона и состоящей из внутренней и наружной деталей, прикрепленных друг к другу c возможностью поворота и осевое перемещение которых относительно друг друга предотвращается, по меньшей мере, одним выступом на одной из деталей, входящим в кольцевой паз в другой детали, характеризующемуся тем, что одну из внутренней или наружной деталей торцевой заглушки используют как часть формы для формования другой детали.
Согласно предпочтительному варианту осуществления изобретения формование внутренней и наружной деталей торцевой заглушки выполняют в одной и той же форме, и заполнение формы для формования второй детали торцевой заглушки выполняют до окончания охлаждения и отверждения первой детали.
Краткое описание чертежей
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - схематический вид в перспективе торцевой заглушки согласно предпочтительному первому варианту осуществления изобретения;
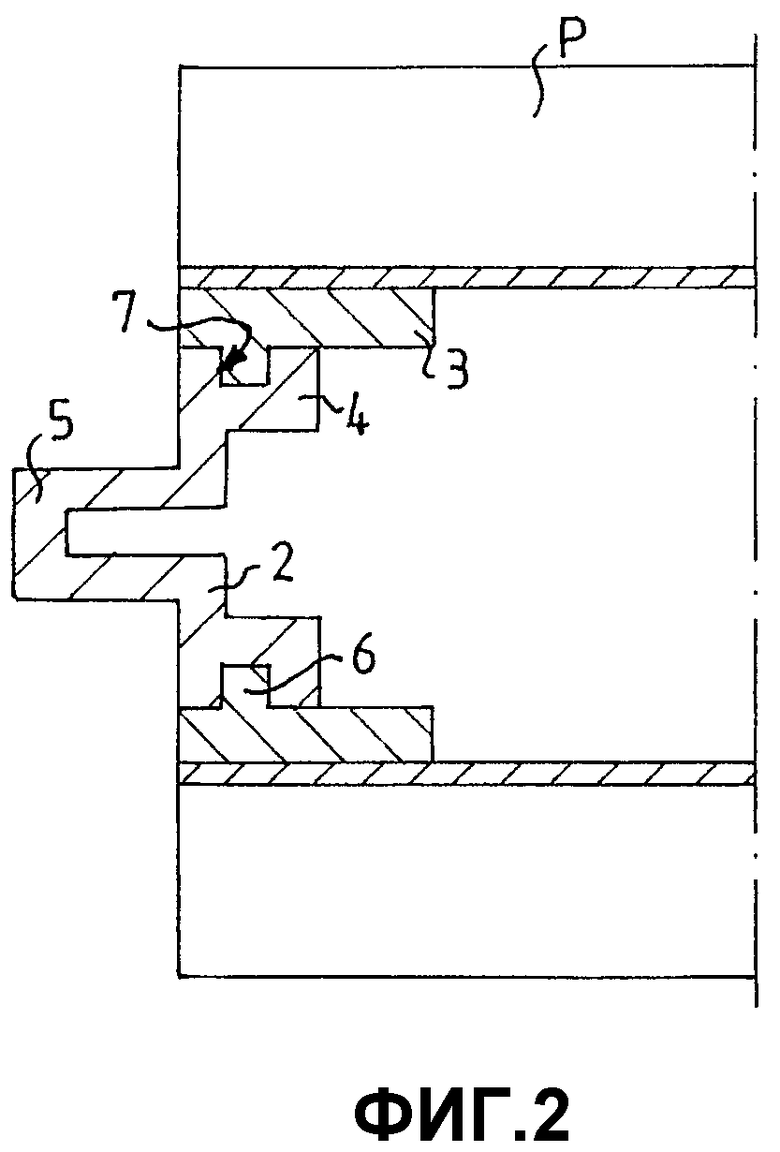
фиг.2 - вид в осевом сечении торцевой заглушки с фиг.1, вставленной во втулку бумажного рулона;
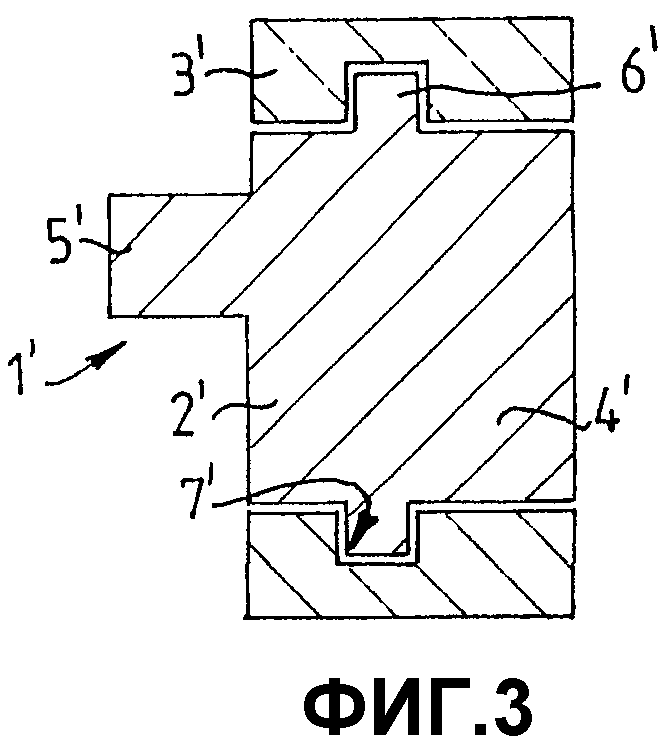
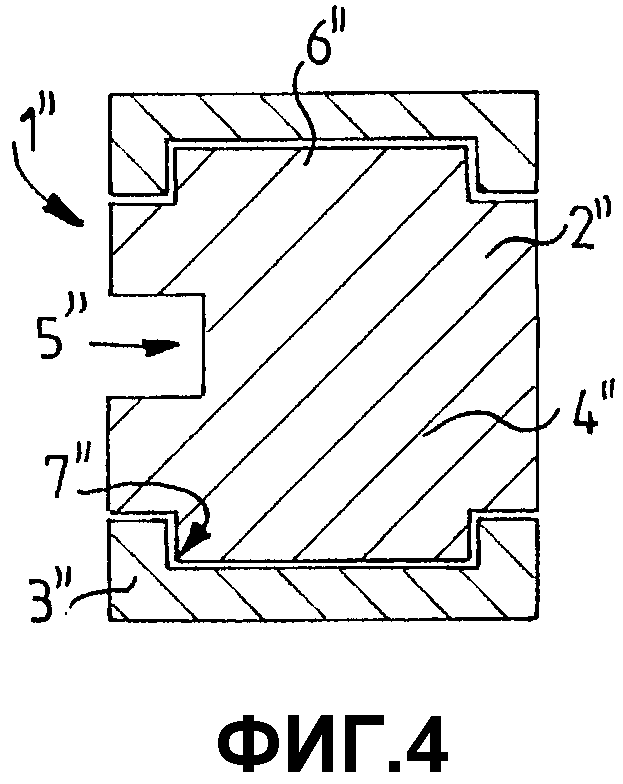
фиг.3 и 4 - схематические иллюстративные виды, аналогичные виду с фиг.2, торцевой заглушки согласно второму и третьему вариантам осуществления изобретения;
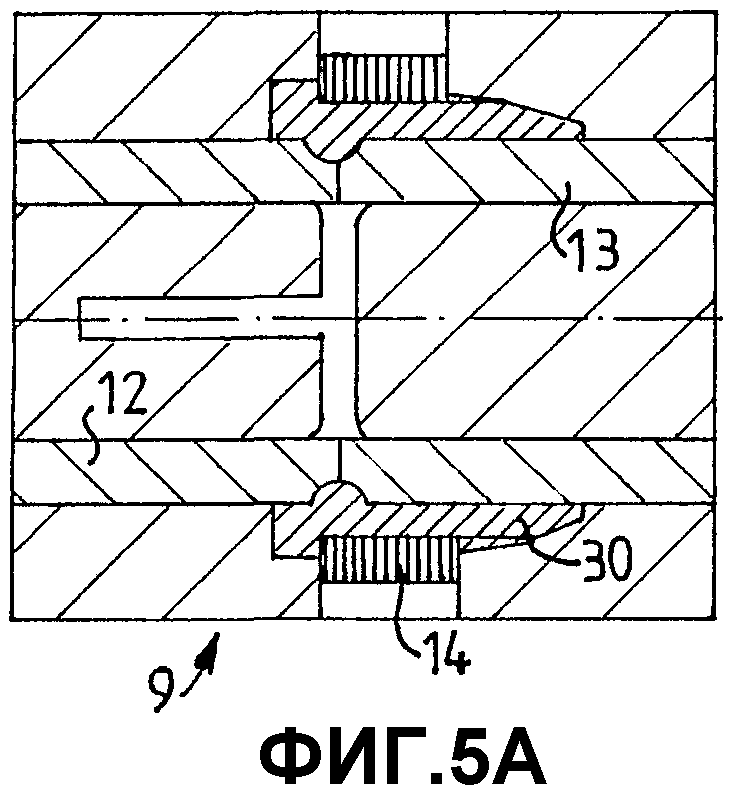
фиг.5А-5С - схематические иллюстрации способа формования торцевой заглушки согласно первому предпочтительному варианту осуществления изобретения; и
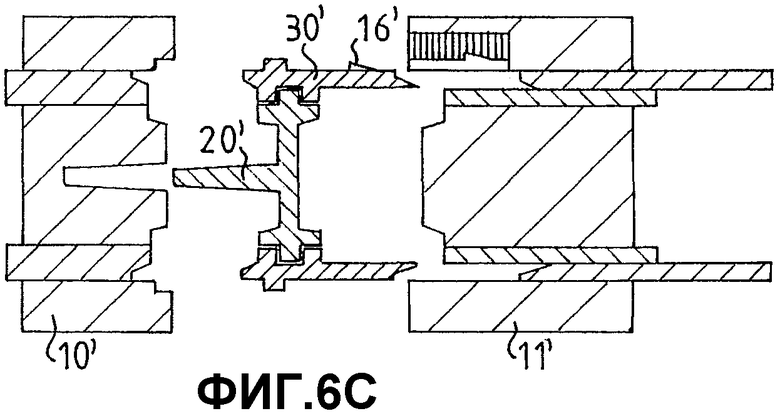
фиг.6А-6С - схематические иллюстрации способа формования торцевой заглушки согласно второму варианту осуществления изобретения.
Подробное описание вариантов осуществления изобретения
На фиг.1 и 2 схематично показан первый вариант осуществления торцевой заглушки 1 согласно изобретению. Торцевая заглушка 1 состоит только из двух деталей: внутренней детали 2 и наружной детали 3. Наружная деталь 3 имеет форму трубки, цилиндрическая внешняя поверхность которой вставлена во втулку бумажного рулона Р (см. фиг.2). Внутренняя деталь 2 содержит трубчатую часть 4, соосно расположенную внутри наружной детали 3, и прикрепляющую часть 5, выступающую по оси из внешней торцевой поверхности трубчатой части 4 внутренней детали 2. Прикрепляющая часть 5 выполнена с возможностью плотной посадки в средстве сматывания рулона (не показано). Кроме того, осевое смещение двух деталей 2 и 3 относительно друг друга предотвращено при помощи кольцевого фланца 6, выступающего из внутренней поверхности наружной детали 3 и расположенного в пазу 7 на внешней поверхности трубчатой части 4 внутренней детали 2. Наружный диаметр трубчатой части 4 детали 2 несколько меньше внутреннего диаметра детали 3, и паз 7 несколько больше кольцевого фланца 6. За счет этого две детали 2 и 3 могут свободно поворачиваться относительно друг друга.
Предпочтительно, детали 2 и 3 выполнены из двух разных пластмасс с низким коэффициентом взаимного трения.
На фиг.3 схематически показан второй вариант осуществления торцевой заглушки 1'. Компоненты торцевой заглушки 1' аналогичны соответствующим компонентам торцевой заглушки 1 с фиг.1 и 2 и имеют те же ссылочные позиции с добавлением «'». Торцевая заглушка 1' отличается от торцевой заглушки 1 в двух аспектах: кольцевой фланец 6' расположен на внутренней детали 2', и поэтому паз 7' расположен в наружной детали 3'; и прикрепляющая часть 5' смещена от общей оси наружной детали 3' и цилиндрической части 4' внутренней детали 2'. Поскольку обе детали, из которых состоит торцевая заглушка, могут поворачиваться относительно друг друга, то внутреннюю деталь можно прикрепить без возможности ее поворота к средству сматывания рулона в держателе, и прикрепляющую часть можно не размещать в центре вращения торцевой заглушки. Также нет необходимости в том, чтобы прикрепляющая часть имела какую-либо особую форму сечения, и форма ее поперечного сечения может быть прямоугольной (см. фиг.1), треугольной, круглой или любой другой.
На фиг.4 показан в поперечном сечении третий вариант осуществления торцевой заглушки 1". Компоненты торцевой заглушки 1" аналогичны соответствующим компонентам торцевой заглушки 1 с фиг.1 и 2 и имеют те же ссылочные позиции с добавлением «"». Заглушка 1" отличается от торцевой заглушки 1' с фиг.3 тем, что кольцевой фланец 6" и паз 7" являются более крупными, чем фланец 6' и паз 7' торцевой заглушки 1'. На самом деле, фланец 6" является достаточно крупным и закрывает большую часть длины цилиндрической части 4" детали 2". Таким образом, этот вариант осуществления можно также охарактеризовать тем, что часть 4" имеет кольцевую выемку на каждом своем торце, и тем, что наружная деталь 3" имеет два направленных внутрь кольцевых торцевых фланца. Термины «выступ», «фланец» и «паз» в формуле изобретения подразумевают оба упомянутых способа описания торцевой заглушки 1'. Прикрепляющая часть 5" в варианте осуществления согласно фиг.4 выполнена в виде выемки вместо выступа согласно варианту осуществления с фиг.1-3. Прикрепляющая часть 5" взаимодействует с соответствующим выступом средства сматывания рулона в держателе, причем упомянутый выступ предпочтительно выполнен с возможностью его упругого перемещения в осевом направлении относительного торцевой заглушки.
На фиг.1-3 показан только один кольцевой фланец. Но также возможно обеспечить торцевую заглушку с двумя или более фланцами, проходящими в пазах. Если используются более одного кольцевых фланцев, то они не обязательно должны находиться на одной и той же детали. На фиг.3 и 4 детали 2' и 2" показаны сплошными. Однако обычно это не является предпочтительным, т.к. нагрузки, действующие на торцевые заглушки, как правило, являются достаточно небольшими. Таким образом, предполагается выполнение полой торцевой заглушки с фиг.3 и 4 аналогично торцевой заглушке с фиг.1 и 2.
В держателях бумажных рулонов торцевую заглушку обычно вставляют в каждый из противоположных торцов втулки бумажного рулона перед тем, как выступающие прикрепляющие части будут помещены в выемках или т.п.в противоположных стенках держателя. Однако в некоторых случаях торцевую заглушку вставляют только в один из торцов втулки бумажного рулона. В этих случаях прикрепляющая часть предпочтительно имеет радиальный паз или т.п., который можно установить на являющейся стенкой детали или т.п.в держателе, чтобы исключить осевое смещение торцевой заглушки относительно держателя. Прикрепляющая часть, разумеется, может также прикрепляться к стенке держателя за счет трения.
На фиг.5А-5С схематически показаны этапы формования торцевой заглушки, по существу соответствующей торцевой заглушке согласно варианту осуществления, раскрытому со ссылкой на фиг.1 и 2. Сущность способа заключается в использовании наружной детали в качестве формы при формовании внутренней детали.
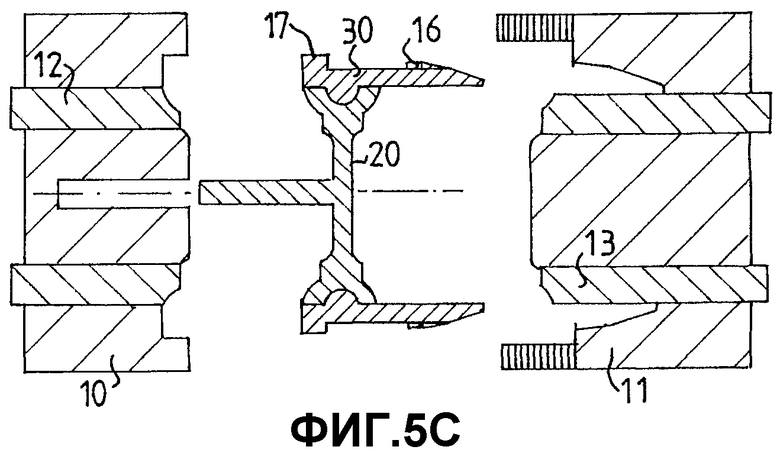
Первый этап формования показан на фиг.5А. Согласно этому чертежу наружная деталь 30 сформована в форме 9 из первой пластмассы. Форма 9 имеет левую основную часть 10 и правую основную часть 11, и эти части смещаются в осевом направлении относительно друг друга, как наилучшим образом показано на фиг.5С. Левая кольцевая часть 12 формы 9 выполнена с возможностью осевого перемещения в кольцевой выемке левой основной части 10, а правая кольцевая часть 13 выполнена с возможностью осевого перемещения в выемке в правой основной части 11. Как показано на фиг.5А, кольцевые части 12, 13 контактируют друг с другом и таким образом образуют внутреннюю поверхность камеры формы для наружной части 30. Остальные части камеры формы для наружной детали 30 образуются выемками в левой и правой основных частях 10 и 11 и двумя или более кольцевыми сегментами 14, подвижными в радиальном направлении из положения, показанного на фиг.5А, в положение, показанное на фиг.5В и 5С. Как показано на фиг.5А, камера формы для наружной детали 30 заполнена первой пластмассой в расплавленном состоянии.
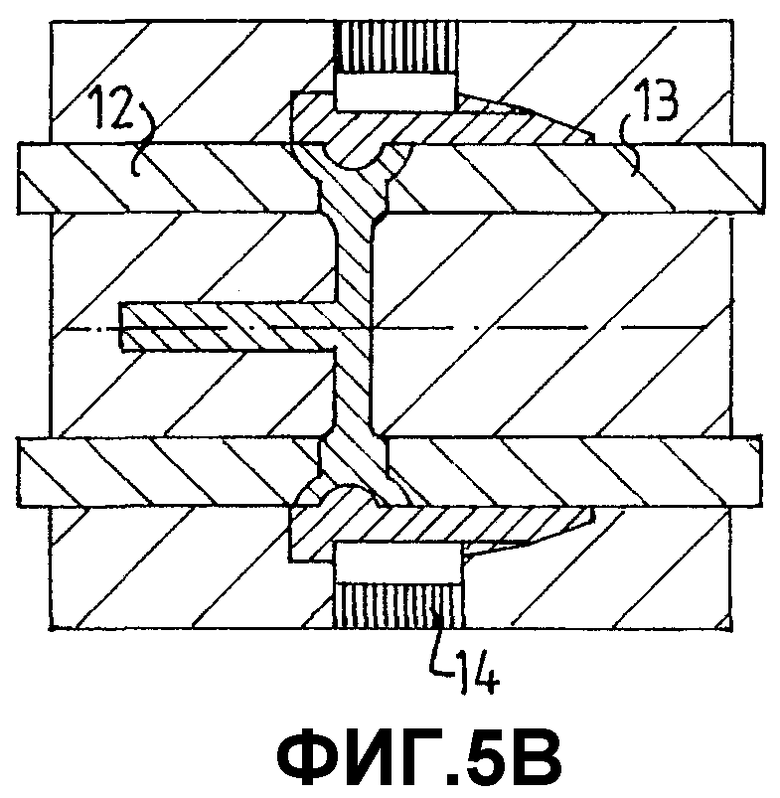
Первую пластмассу в камере формы для наружной детали 30 затем оставляют для ее охлаждения и отверждения. Затем кольцевые части 12 и 13 перемещают влево и вправо соответственно в положения, показанные на фиг.5В, а сегменты 14 перемещают по выбору в их наружные положения. Путем перемещения кольцевых частей 12 и 13 образуют камеру формы для формования внутренней детали 20. Из фиг.5В очевидно, что части внутренней поверхности наружной детали 30, открываемые перемещениями кольцевых частей 12, 13, образуют часть камеры формы для внутренней детали 20.
Затем вводят вторую пластмассу в расплавленном состоянии в камеру формы для внутренней детали 20, где ее оставляют для охлаждения и отверждения. Предпочтительно, вторая пластмасса имеет более низкую температуру плавления, чем первая пластмасса, и поэтому горячая вторая пластмасса, вводимая в камеру формы для внутренней детали 20, не будет расплавлять внутреннюю поверхность наружной детали 30 при введении в контакт с нею. Вторая пластмасса также должна предпочтительно быть несовместимой с первой пластмассой, чтобы не прикрепляться к открытой внутренней поверхности наружной детали 30.
Затем внутреннюю деталь 20, а также наружную деталь 30, если эта деталь не остыла до температуры окружающей среды, когда вторая пластмасса вводилась в камеру формы для внутренней детали 20, оставляют остывать и отверждаться. Одновременно с остыванием внутренняя деталь 20 будет претерпевать усадку и, тем самым, отойдет на небольшое расстояние от внутренней поверхности наружной детали 30. Если наружная деталь 30 не охладилась до температуры окружающей среды, когда вторая пластмасса была введена в камеру формы для внутренней детали 20, то некоторая усадка также произойдет в наружной детали. В этом случае нужно обеспечить то, чтобы усадка внутренней детали превышала усадку наружной детали. Поэтому коэффициент усадки первой пластмассы должен быть, предпочтительно, меньше коэффициента усадки второй пластмассы и, по меньшей мере, не должен превышать его.
Благодаря более значительной усадке внутренней детали 2 внутренняя и внешняя детали 20 и 30 будут иметь возможность поворота относительно друг друга после их отверждения.
Части 10 и 11 отодвинутся друг от друга после образования внутренней детали 20, когда эта деталь достигнет отвердевшего состояния.
Внутренняя деталь 20 и наружная деталь 30 в варианте осуществления согласно фиг.5С в некоторых отношениях отличаются от внутренней детали 2 и наружной детали 3 варианта осуществления с фиг.1 и 2. Кольцевой фланец внутренней детали 20 и ее взаимодействующий паз в наружной детали 30 имеют полукруглые формы вместо прямоугольных форм, как показано на фиг.2. Помимо этого, наружная деталь 30 имеет обращенный наружу фланец 17, а также два или более клиновидных выступа 16 на своей периферии.
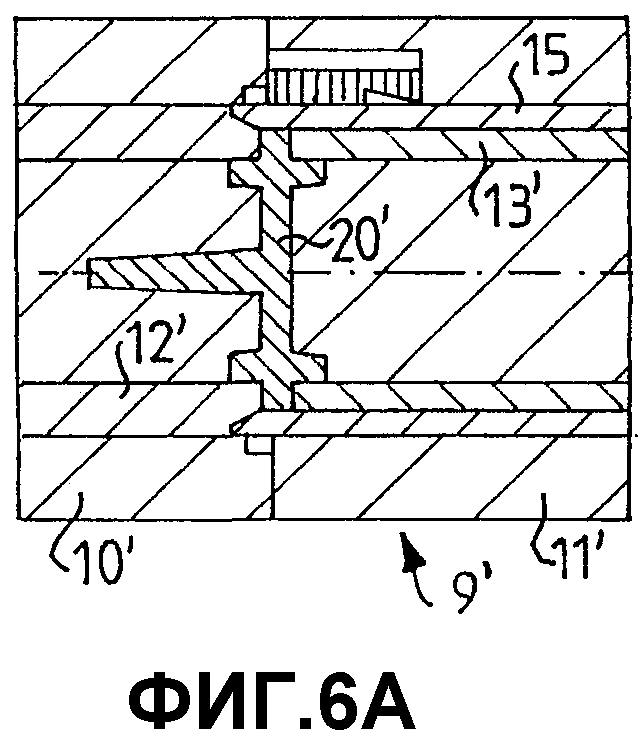
На фиг.6А-6С проиллюстрирован способ формования, который отличается от способа согласно фиг.5А-5С в основном тем, что внутреннюю деталь 20' формуют до формования наружной детали 30'. Также согласно этому способу формование осуществляют в одной и той же форме 9'. Форма 9' в принципе является такой же формой, что и форма 9 с фиг.5А-5С. Но помимо левой и правой основных частей 10', 11', левой и правой кольцевых частей 12', 13' и кольцевых сегментов 14', форма 9' содержит внешнюю кольцевую часть 15, выполненную с возможностью осевого перемещения в осевой выемке в правой основной части 11'.
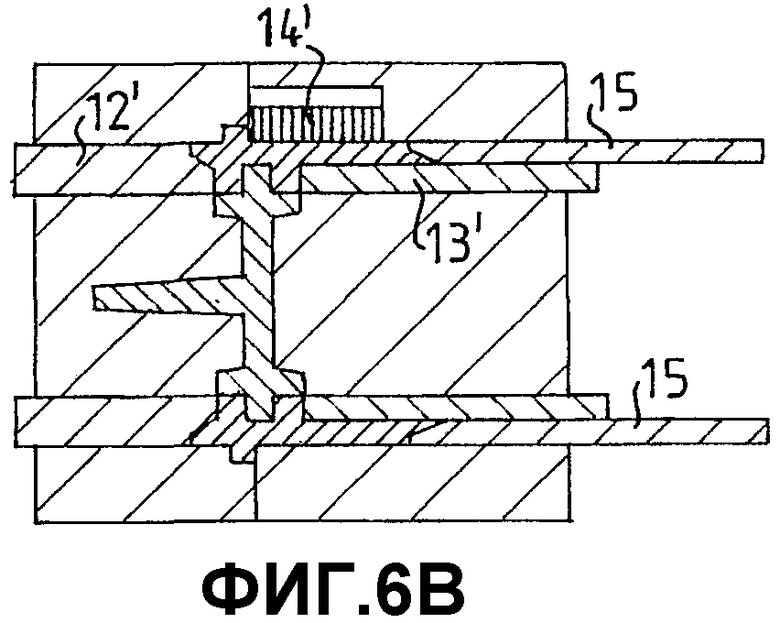
Как показано на фиг.6А, камера формы для внутренней детали 20' заполнена второй пластмассой. Когда этот материал начинает отверждаться, и кольцевая поверхность внутренней детали 20', являющаяся частью камеры формы для наружной детали 30', достигает отвердевшего состояния, кольцевые части 12', 13' и 15 перемещают в положения, показанные на фиг.6 В. Затем образованную таким образом камеру формы для наружной детали 30' заполняют первой пластмассой в расплавленном состоянии.
Внутреннюю и наружную детали 20' и 30' соответственно затем оставляют остывать и отверждаться. При отверждении как внутренняя, так и наружная детали претерпевают усадку. Для обеспечения некоторого расстояния между соседними поверхностями внутренней и наружной деталей внутренняя деталь должна быть выполнена из материала, коэффициент усадки которого больше, чем у наружной детали. При этом перед тем как сформованная внутренняя деталь подвергнется слишком большой усадке, первая пластмасса должна быть введена в форму камеры для наружной детали. Поэтому формование согласно фиг.6А-6С необходимо контролировать более точно, чем в способе согласно фиг.5А-5С, чтобы внутренняя и наружная детали могли поворачиваться относительно друг друга.
Таким образом, внутренняя и наружная детали торцевой заглушки согласно изобретению предпочтительно выполнены из разных пластмасс. Пластмасса для детали, формуемой первой, должна предпочтительно иметь более высокую температуру плавления, чем пластмасса детали, которую формуют второй, чтобы обеспечить форму этой детали независимо от температуры расплавленной пластмассы для другой детали, контактирующей с поверхностями первой формуемой детали. Причем первая и вторая пластмассы должны быть предпочтительно несовместимыми друг с другом, чтобы расплавленная пластмасса формуемой последней детали не прикрепилась к поверхностям другой детали.
Подходящими, по соображениям себестоимости, комбинациями пластмасс являются полиолефины, такие как полиэтилен высокой плотности или полипропилен в комбинации с полистиролом, полиамидом, поликарбонатом, полиоксиметиленом или сополимером акрилонитрила, бутадиена и стирола, хотя также возможны и многие другие комбинации материалов.
В описанном варианте осуществления торцевая заглушка предназначена для ее использования с бумажным рулоном, имеющим картонную втулку, втулку из плотной бумаги или т.п. Разумеется, торцевые заглушки согласно настоящему изобретению можно вставить в торцы бумажного рулона, не имеющего втулки. Для выполнения этой вставки внутренний торец торцевой заглушки можно выполнить скошенным. При этом торцевые заглушки согласно настоящему изобретению можно также использовать вместе со сплошными бумажными рулонами, т.е. с рулонами без открытых торцов. В этом случае внутренний торец торцевой заглушки будет суживаться, чтобы внутренний торец торцевой заглушки имел форму, аналогичную форме колышка для гольфа, чтобы обеспечить возможность вставки торцевой заглушки в торец сплошного бумажного рулона. Также, разумеется, можно обеспечить торцевую заглушку другим средством помимо суживающегося торца, чтобы ее можно было вставить в торец сплошного бумажного рулона, например внутренний торец торцевой заглушки можно обеспечить иглообразными выступами.
Разумеется, описываемые выше варианты осуществления изобретения могут иметь различные модификации в рамках объема изобретения. Например, торцевые заглушки могут иметь несколько прикрепляющих частей и кольцевых фланцев, а пазы могут иметь другие формы помимо показываемых на чертежах; например фланцы могут иметь прямоугольное сечение со скругленными сторонами. При этом, если первой формуют наружную деталь, то ее не обязательно формовать в той же форме, в которой формуется внутренняя деталь, и ее можно сформовать или изготовить любым другим целесообразным способом и затем ввести в форму для формования внутренней детали с последующим формированием камеры формы для внутренней детали. Поэтому объем правовой охраны изобретения определяется только прилагаемой формулой изобретения.
Изобретение относится к торцевой заглушке для введения в торец бумажного рулона. Торцевая заглушка состоит из внутренней и наружной деталей. Детали прикреплены друг к другу с возможностью поворота. Смещение деталей относительно друг друга в осевом направлении предотвращается одним выступом на одной детали, входящим в кольцевой паз другой детали. Способ формования торцевой заглушки заключается в том, что одну из деталей торцевой заглушки используют как часть формы для формования другой детали. Достигается создание торцевой заглушки, состоящей из двух деталей. 2 н. и 12 з.п. ф-лы, 10 ил.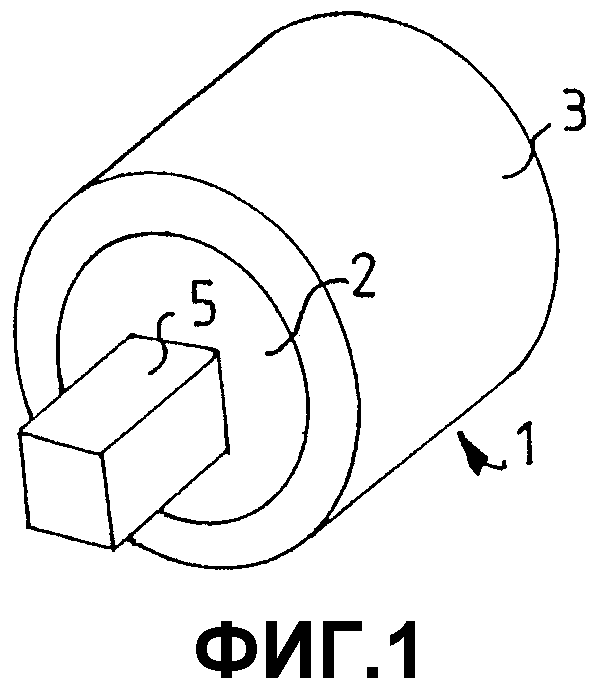
| US 4659031 А1, 21.04.1987 | |||
| US 5755397 A1, 26.05.1998 | |||
| US 5577686 A1, 26.11.1996 | |||
| Катушка для намотки рулонного материала | 1991 |
|
SU1818294A1 |
| Оправка для намотки ленточного материала | 1987 |
|
SU1444263A1 |

