ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к области защиты полых цилиндрических изделий, предпочтительно труб и соединительных деталей трубопроводов, при их транспортировании, хранении, погрузочно-разгрузочных работах (в т.ч. с применением спецтраверс с торцевыми захватами или крюками) и других регламентных работах от проникновения во внутреннюю полость влаги, грязи и наносного мусора, механических повреждений фаски, механических повреждений торцевых частей таких изделий. В частности, изобретение относится к полимерной торцевой заглушке для защиты полого цилиндрического изделия, способу ее производства, способу защиты полого цилиндрического изделия и к изделию с установленной заглушкой.
УРОВЕНЬ ТЕХНИКИ
В уровне технике известно устройство защиты от погодных явлений для торца трубной секции, в частности для использования в трубопроводах, предпочтительно для защиты от попадания снега и дождя во внутреннее пространство трубы (см. US 5,337,792 A, опубл. 16.08.1994, МПК B65D 59/02; F16L 57/00). Устройство выполнено в виде по существу круглого покрывающего элемента с выступами по окружности, некоторые из которых равномерно разнесены по окружности и являются более длинными, чем остальные, причем они продолжаются за края торца трубы. Указанные удлиненные выступы позволяют закрепить устройство на торце трубы и предотвращают устройство от продавливания во внутреннее пространство трубы. В центральной области может быть предусмотрено отверстие для выравнивания давления между внутренним и наружным пространствами трубы.
Недостатком известного решения является низкая надежность крепления устройства на трубе, т.к. удлиненные выступы взаимодействуют с краем торца трубы только в нескольких местах на окружности. В случае повреждения одного из удлиненных выступов и/или элементов крепления, установленных на них, устройство может слететь или продавиться внутрь. Другим недостатком известного решения является наличие сквозного отверстия в центральной области, которое несмотря на свои небольшие размеры может пропускать жидкость во внутреннюю полость трубы в случае осадков.
Также в уровне техники известна заглушка (см. RU 144 296 U1, опубл. 20.08.2014, МПК F16L 27/00) для защиты трубы или соединительной детали трубопровода, выполненная как одно целое из полимерного материала, содержащая внешний цилиндр, внутренний диаметр которого равен внешнему диаметру защищаемой трубы или соединительной детали трубопровода, внутренний цилиндр, расположенный коаксиально в полости внешнего цилиндра, торцовое кольцо, соединяющее один из торцов внешнего цилиндра с одним из торцов внутреннего цилиндра, и донышко, расположенное на другом торце внутреннего цилиндра, внутренний цилиндр выполнен с внешним диаметром, равным внутреннему диаметру защищаемой трубы или соединительной детали трубопровода, заглушка в целом выполнена с толщиной стенки 2 мм÷4 мм, а в качестве полимерного материала использован полиэтилен, обработанный антипиреном и УФ-стабилизатором.
Известное решение обеспечивает более надежное закрепление заглушки на торце трубы, т.к. взаимодействие с краем торца трубы обеспечивается по всей длине окружности торца трубы. Однако недостатком указанного известного решения, выбранного в качестве прототипа, является наличие сквозного отверстия в центральной области, которое несмотря на свои небольшие размеры может пропускать жидкость во внутреннюю полость трубы в случае осадков.
Таким образом, проблемой уровня техники, на решение которой направлено предложенное изобретение, является неполная герметичность внутреннего пространства полого цилиндрического изделия при использовании заглушек уровня техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Технической проблемой изобретения является разработка полимерной торцевой заглушки, обеспечивающей полную герметичность внутреннего пространства полого цилиндрического изделия при ее использовании, при этом по-прежнему требуется обеспечивать возможность быстрой установки заглушки на торце такого изделия, надежного крепления заглушки на торце изделия, а также отведения конденсата, образующегося во внутреннем пространстве трубы при перепадах температуры.
Для решения обозначенной проблемы в одном из аспектов изобретения предложена полимерная торцевая заглушка для защиты полого цилиндрического изделия, содержащая выполненные за одно целое:
внешний цилиндр, внутренний диаметр которого равен внешнему диаметру защищаемого изделия,
внутренний цилиндр, расположенный коаксиально в полости внешнего цилиндра и имеющий внешний диаметр, равный внутреннему диаметру защищаемого изделия,
торцовое кольцо, соединяющее один из торцов внешнего цилиндра с одним из торцов внутреннего цилиндра, и
основание, расположенное на другом торце внутреннего цилиндра,
отличающаяся тем, что
основание представляет собой цилиндр с ободом на его свободном торце и множеством элементов жесткости, сходящихся к центру основания с образованием центральной области основания, причем предусмотрена мембрана, жестко закрепленная в основании, при этом в центральной области предусмотрен воздушный клапан.
Благодаря созданию описанной выше заглушки обеспечивается технический результат, состоящий в полной герметичности внутреннего пространства полого цилиндрического изделия при установке заглушки на торец такого изделия при его транспортировании, хранении, погрузочно-разгрузочных работах. Благодаря конструкции описанной выше заглушки ее эксплуатационные характеристики не ухудшаются, а в некоторых аспектах даже улучшаются, как будет более подробно описано ниже.
В частности, благодаря наличию регулируемого воздушного клапана, который может быть полностью открыт перед установкой заглушки, обеспечивается возможность стравливания воздуха из внутреннего пространства защищаемого изделия для более быстрой установки заглушки на торце полого цилиндрического изделия. Геометрические размеры заглушки выбираются в зависимости от геометрических размеров трубы или соединительных деталей трубопроводов для надежного крепления заглушки на торце изделия. Более того, использование мембраны способствует отведению конденсата, образующегося во внутреннем пространстве трубы при перепадах температуры, даже при закрытом воздушном клапане, при этом не допускается попадание осадков во внутреннее пространство полого цилиндрического изделия.
В дополнительном варианте предложена заглушка, в которой множество элементов жесткости содержит по меньшей мере три элемента жесткости.
В дополнительном варианте предложена заглушка, в которой множество элементов жесткости содержит пять элементов жесткости.
В дополнительном варианте предложена заглушка, в которой воздушный клапан представляет собой отверстие в центральной области основания с установленным в него уплотнительным кольцом, закрепленным болтом и гайкой.
В дополнительном варианте предложена заглушка, в которой диаметр основания меньше диаметра внутреннего цилиндра.
В дополнительном варианте предложена заглушка, в которой по меньшей мере на одной из внутренней поверхности внешнего цилиндра и внешней поверхности внутреннего цилиндра предусмотрен ребристый участок.
В дополнительном варианте предложена заглушка, в которой ребристый участок занимает от 80 до 85% по высоте соответствующего цилиндра.
В дополнительном варианте предложена заглушка, в которой ребристый участок занимает 82% по высоте соответствующего цилиндра.
В дополнительном варианте предложена заглушка, изготовленная вакуумным формованием из листа полимерного материала, полученного экструзией.
В дополнительном варианте предложена заглушка, изготовленная из композиции на основе полиэтилена высокого давления и полиолефинового эластомера.
В дополнительном варианте предложена заглушка, в которой мембрана изготовлена из полипропилена.
В дополнительном варианте предложена заглушка, в которой изделие представляет собой трубу или соединительную деталь трубопровода, подлежащую транспортированию, хранению, и/или погрузочно-разгрузочным работам.
В дополнительных аспектах изобретения предложен способ производства полимерной торцевой заглушки, включающий в себя этапы, на которых:
изготавливают методом экструзии по меньшей мере два листа из полимерной композиции,
подготавливают мембрану,
изготавливают заготовку основания вакуумным формованием из одного из по меньшей мере двух листов из полимерной композиции,
изготавливают заглушку по первому аспекту изобретения вакуумным формованием из другого из по меньшей мере двух листов из полимерной композиции, одновременно жестко закрепляя мембрану и заготовку основания.
В дополнительных аспектах изобретения предложен способ защиты полого цилиндрического изделия, включающий в себя этапы, на которых:
очищают изделие от мусора, грязи, снега, наледи и иных посторонних предметов,
осуществляют визуальный контроль целостности полимерной торцевой заглушки по первому аспекту изобретения и ее мембраны,
открывают воздушный клапан,
размещают заглушку параллельно торцу изделия,
устанавливают заглушку до полного упора торцового кольца в торец изделия,
закрывают воздушный клапан, если заглушка надета без перекосов и равномерно охватывает торцевую часть изделия.
В дополнительных аспектах изобретения также предложено полое цилиндрическое изделие, представляющее собой трубу или соединительную деталь трубопровода, с установленной на его торце полимерной торцевой заглушкой по первому аспекту изобретения.
Описанные выше дополнительные аспекты изобретения также обеспечивают технический результат, состоящий в полной герметичности внутреннего пространства полого цилиндрического изделия при использовании заглушки, изготовленной описанным выше способом и установленной описанным выше способом на торец такого изделия. Аналогично, полое цилиндрическое изделие с установленной на его торце заглушкой является полностью герметичным, что способствует снижению требований при транспортировании, хранении, погрузочно-разгрузочных работах, а следовательно, снижает эксплуатационные материально-технические затраты при транспортировании, хранении таких изделий или проведении погрузочно-разгрузочных работ с такими изделиями.
В последующем описании показаны и более подробно описаны варианты осуществления предложенного изобретения. Следует понимать, что изобретение допускает другие варианты осуществления и некоторые их детали допускают модификацию в различных очевидных аспектах без отступления от изобретения, как изложено и описано в последующей формуле изобретения. Соответственно, чертежи и описание, по характеру, должны рассматриваться в качестве иллюстративных, а не в качестве ограничительных.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предложенное изобретение проиллюстрировано на чертежах, на которых:
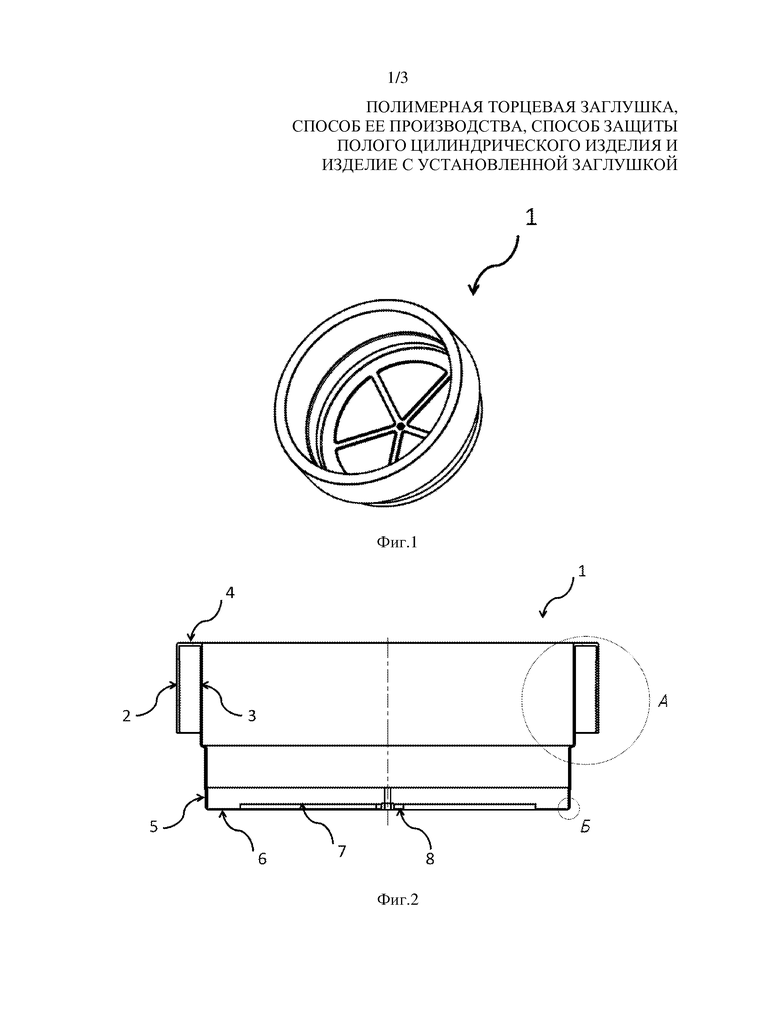
на фиг.1 схематично показан общий вид предложенной заглушки;
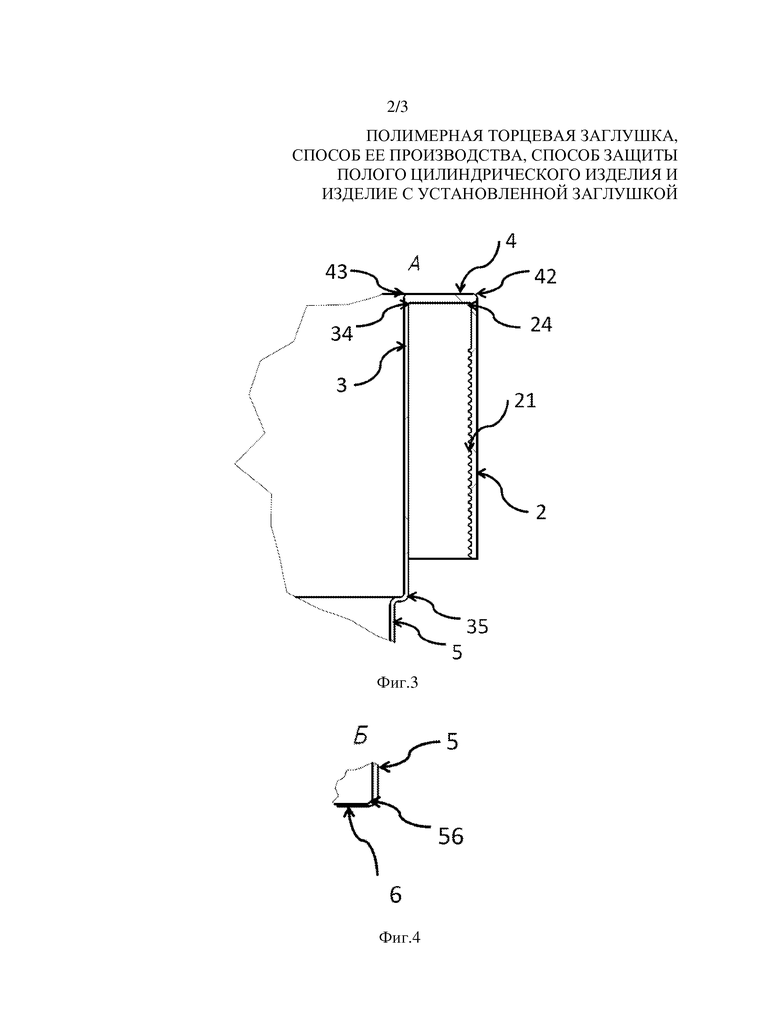
на фиг.2 схематично показана заглушка по фиг.1 на виде сбоку в поперечном разрезе;
на фиг.3 показан более крупно вид А по фиг.2;
на фиг.4 показан более крупно вид Б по фиг.2;
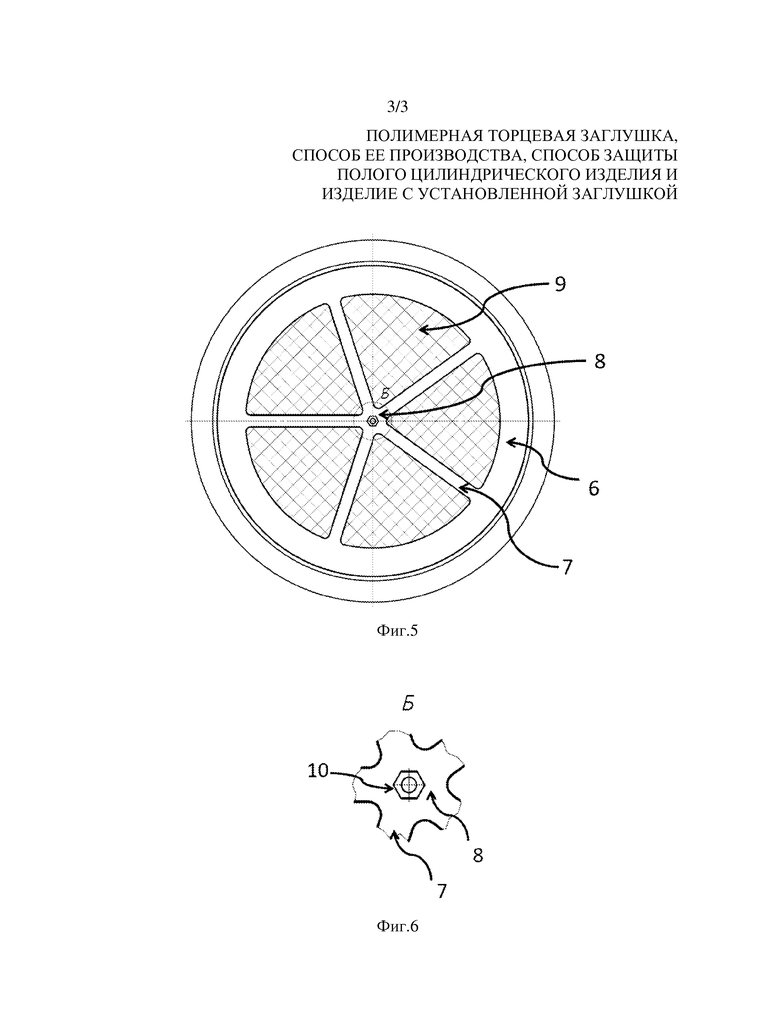
на фиг.5 схематично показана заглушка по фиг.1 на виде сверху;
на фиг.6 показан более крупно вид Б по фиг.5.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления не ограничиваются описанными здесь вариантами осуществления, и специалисту в области техники на основе информации, изложенной в описании, и знаний уровня техники станут очевидны и другие варианты осуществления изобретения, не выходящие за пределы сущности и объема данного изобретения.
Элементы, упомянутые в единственном числе, не исключают множественности элементов, если отдельно не указано иное.
Способы, раскрытые в настоящем описании, содержат один или несколько этапов или действий для достижения описанного способа. Этапы и/или действия способа могут заменять друг друга, не выходя за пределы объема формулы изобретения. Другими словами, если не определен конкретный порядок этапов или действий, порядок и/или использование конкретных этапов и/или действий может изменяться, не выходя за пределы объема формулы изобретения.
Настоящее изобретение относится к области защиты полых цилиндрических изделий, предпочтительно труб и соединительных деталей трубопроводов, при их транспортировании, хранении, погрузочно-разгрузочных работах (в т.ч. с применением спецтраверс с торцевыми захватами или крюками) и других регламентных работах от проникновения во внутреннюю полость влаги, грязи и наносного мусора, механических повреждений фаски, механических повреждений торцевых частей таких изделий. В частности, изобретение относится к полимерной торцевой заглушке для защиты полого цилиндрического изделия, способу ее производства, способу защиты полого цилиндрического изделия и изделию с установленной заглушкой.
На фиг.1 схематично в общем виде показана предложенная полимерная торцевая заглушка 1 для защиты полого цилиндрического изделия (на фигурах не показано). Конструкция предложенной заглушки дополнительно проиллюстрирована на фиг.2-6, на которых более детально показана полимерная торцевая заглушка 1, содержащая выполненные за одно целое: внешний цилиндр 2, внутренний диаметр которого равен внешнему диаметру защищаемого изделия, внутренний цилиндр 3, расположенный коаксиально в полости внешнего цилиндра 2 и имеющий внешний диаметр, равный внутреннему диаметру защищаемого изделия, торцовое кольцо 4, соединяющее один из торцов внешнего цилиндра 2 с одним из торцов внутреннего цилиндра 3, и основание 5, расположенное на другом торце внутреннего цилиндра 3, причем основание 5 представляет собой цилиндр с ободом 6 на его свободном торце и множеством элементов 7 жесткости, сходящихся к центру основания с образованием центральной области 8 основания 5, причем предусмотрена мембрана 9, жестко закрепленная в основании 5, при этом в центральной области 8 предусмотрен воздушный клапан 10.
Внешний цилиндр заглушки, внутренний диаметр которого равен внешнему диаметру защищаемого полого цилиндрического изделия, способствует более надежному удержанию внешнего цилиндра заглушки на внешней поверхности защищаемого изделия силами трения при использовании заглушки и обеспечивает возможность посадки внешнего цилиндра на защищаемое изделие без зазора. В случае если защищаемое изделие изготовлено из материала, обладающего меньшим коэффициентом температурного расширения, чем полимерный материал заглушки, плотность посадки внешнего цилиндра заглушки на внешнюю поверхность защищаемого изделия возрастает при понижении температуры. Внутренний цилиндр заглушки, расположенный коаксиально в полости ее внешнего цилиндра, удерживает основание заглушки внутри защищаемого изделия, благодаря чему создается свободное пространство (ниша) для ввода крюка или торцевого захвата в образовавшуюся нишу без ущерба для целостности основания.
Торцовое кольцо, соединяющее один из торцов внешнего цилиндра с одним из торцов внутреннего цилиндра, обеспечивает кольцевой зазор между ними, благодаря чему возможна посадка внешнего цилиндра заглушки на внешнюю поверхность защищаемого изделия. Основание, расположенное на другом торце внутреннего цилиндра заглушки и содержащее мембрану, препятствует попаданию посторонних предметов, пыли, атмосферных осадков и т.п. в полость защищаемого изделия.
Выполнение внутреннего цилиндра с внешним диаметром, равным внутреннему диаметру защищаемого изделия, также способствует более надежному удержанию внутреннего цилиндра заглушки на внутренней поверхности трубы силами трения при использовании заглушки и обеспечивает возможность посадки внутреннего цилиндра в защищаемое изделие без зазора. Такое выполнение внутреннего цилиндра значительно увеличивает общую площадь поверхности заглушки, взаимодействующую с поверхностями взаимодействующего изделия при использовании заглушки; соответственно, возрастает прочность сцепления заглушки с защищаемым изделием. В случае если защищаемое изделие изготовлено из материала, обладающего меньшим коэффициентом температурного расширения, чем полимерный материал заглушки, плотность посадки внутреннего цилиндра заглушки на внутреннюю поверхность защищаемого изделия возрастает при повышении температуры. Кроме того, такое выполнение внутреннего цилиндра заглушки исключает его растяжение и повреждение торцовым захватом или крюком при выполнении погрузки или выгрузки защищаемого изделия при использовании заглушки.
Описанная в настоящем документе заглушка предназначена для защиты полых цилиндрических изделий диаметром 57-1420 мм. Однако в дальнейшем для простоты изложения все указываемые размеры даны для предпочтительного варианта осуществления заглушки, предназначенной для полого цилиндрического изделия (трубы или соединения трубопровода), внешний диаметр которой составляет 813 мм и толщина стенки 39 мм. Следует понимать, что на основании приведенных размеров и указанных соотношений специалисту в области техники будет ясно, каким образом выполнить заглушку для полого цилиндрического изделия с диаметром, отличным от предпочтительного варианта осуществления.
Таким образом, в предпочтительном варианте осуществления заглушка 1 содержит внешний цилиндр 2, внутренний диаметр которого составляет 813 мм, внутренний цилиндр 3, расположенный коаксиально в полости внешнего цилиндра 1 и имеющий внешний диаметр, равный 730 мм. Для внутреннего диаметра внешнего цилиндра 2 предусмотрен допуск 3 мм, для внешнего диаметра внутреннего цилиндра предусмотрен допуск 2,5 мм. Толщина торцового кольца 4, т.е. разность между внешним диаметром кольца и внутренним диаметром кольца составляет 39 мм с допуском 1 мм. Толщина стенок внешнего цилиндра 2 и внутреннего цилиндра 3 составляет 4 мм с допуском 0,5 мм. Толщина торцового кольца составляет 5 мм с допуском 0,5 мм. Выполнение заглушки с указанной толщиной элементов обеспечивает оптимальный баланс прочности и гибкости заглушки. Увеличение толщины затруднит установку и снятие заглушки вручную при ее использовании. Толщина элементов менее 2 мм является недопустимой, т.к. при этом возрастает риск повреждения заглушки при ее установке и снятии, возникают остаточные деформации заглушки при неоднократном повторном ее использовании.
Высота внешнего цилиндра 2 составляет 165 мм с допуском 2,5 мм, высота внутреннего цилиндра составляет 195 мм с допуском 2,5 мм. Благодаря такому исполнению облегчена упаковка заглушек в штабель. Уменьшение высоты внешнего цилиндра заметно ухудшает надежность посадки заглушки на трубу при высоких температурах окружающей среды, а увеличение высоты внутреннего цилиндра заметно ухудшает прочность взаимного сцепления заглушек при упаковке их в штабель.
Основание 5 выполнено с высотой 122 мм, при этом предусмотрен допуск 2,5 мм. В предпочтительном варианте осуществления предложена заглушка, в которой диаметр основания 5 меньше диаметра внутреннего цилиндра 3 и составляет 708 мм, при этом предусмотрен допуск 2,5 мм. Таким образом, формируется ступенька 35, благодаря которой обеспечивается возможность компактного размещения заглушек при их транспортировании и хранении, т.к. основание меньшего диаметра обеспечивает возможность размещения заглушек одна в другой при транспортировании и хранении. Таким образом, общая высота заглушки составляет 322 мм, а глубина 317 мм, с допуском 2,5 мм.
Следует понимать, что края заглушки и переходы между составляющими элементами выполнены закругленными. В частности, в конструкции изделия предусмотрены показанные на фиг. 3 и 4 следующие закругленные участки: внутренний закругленный участок 24 между внешним цилиндром 2 и торцовым кольцом 4, внутренний закругленный участок 34 между внутренним цилиндром 3 и торцовым кольцом 4, внешний закругленный участок 42 между торцовым кольцом 4 и внешним цилиндром 2, внешний закругленный участок 43 между торцовым кольцом 4 и внутренним цилиндром 3. Радиус указанных внутренних закругленных участков 24 и 34 составляет 1 мм, радиус указанных внешних закругленных участков составляет 3 мм. Ступенька 35 при переходе от внутреннего цилиндра 3 к основанию 5 также выполнена закругленной, и радиус каждого изгиба составляет 2 мм. Кроме того, предусмотрен внешний закругленный участок 56 при переходе от внешней поверхности цилиндра, образующего основание 5, к ободу 6, радиус указанного участка 56 составляет 5 мм.
Благодаря наличию указанных закругленных участков обеспечивается безопасность пользователя при установке и эксплуатации установленной заглушки, а также гарантируется целостность упаковки при транспортировании и хранении заглушек. Кроме того, указанные параметры конструкции обеспечивают необходимую величину трения по поверхности полого цилиндрического изделия при динамическом воздействии на защищенный заглушкой торец с обеспечением воздействия механически обработанного торца на фаски, образованные радиусными сопряжениями, чем обеспечивается демпфирование динамического воздействия.
Продолжая далее, в целом по конструкции заглушки 1 необходимо отметить, что предпочтительно множество элементов 7 жесткости содержит по меньшей мере три элемента жесткости, наиболее предпочтительно пять элементов жесткости, как в проиллюстрированном на фигурах варианте осуществления изобретения. Следует понимать, что три элемента представляет собой минимально возможное число для обеспечения жесткости всего основания и гарантирования целостности мембраны. Увеличение количества элементов жесткости выше семи является нецелесообразным, т.к. это приведет к уменьшению площади поперечного сечения, свободной для эффективного отведения конденсата через мембрану. Толщина элементов жесткости в предпочтительном варианте осуществления заглушки составляет 28 мм.
В предпочтительном варианте осуществления заглушки 1 воздушный клапан 10 представляет собой отверстие в центральной области 8 основания с установленным в него уплотнительным кольцом, закрепленным болтом и гайкой. Возможны и другие варианты осуществления воздушных клапанов, например с регулируемой заслонкой, штуцерные, механизированные и пр. Однако в предпочтительном варианте осуществления изобретения используется описанная выше конструкция, содержащая гайку М12 для формирования отверстия клапана и болт М12 с установленным резиновым кольцом с внутренним диаметром 12 мм для уплотнения отверстия клапана.
В неограничивающем примере осуществления заглушки в качестве гайки может использоваться гайка с внутренним диаметром 12 мм, изготовленная из полиамида в соответствии со стандартом DIN 555 «Гайка шестигранная с метрической резьбой». В качестве болта может использоваться болт с диаметром 12 мм, изготовленный из полиамида в соответствии со стандартом DIN 933 «Болт с полной резьбой и шестигранной головкой». Резиновое уплотнительное кольцо с внутренним диаметром 12 мм применяется для герметизации стыка «болт-гайка» при закрывании отверстия воздушного клапана и может изготавливаться в соответствии с ГОСТ 9833-73 «Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры».
Благодаря наличию воздушного клапана возможно сокращение времени установки заглушки на торец полого цилиндрического изделия. Для этого перед установкой заглушки необходимо открыть воздушный клапан для стравливания воздуха при установке заглушки на трубу. После установки воздушный клапан закрывают, что обеспечивает полную герметизацию внутреннего пространства полого цилиндрического изделия от воздействия внешней среды, в частности атмосферных осадков.
В дополнительном варианте предложена заглушка, в которой по меньшей мере на одной из внутренней поверхности внешнего цилиндра и внешней поверхности внутреннего цилиндра предусмотрен ребристый участок. Наличие указанного ребристого участка, отдельные ребра которого расположены с шагом 5 мм и выступают на 2 мм от поверхности, на которой они выполнены, обеспечивает дополнительную силу трения, препятствующую съему заглушки, установленной на полом цилиндрическом изделии.
В качестве неограничивающего примера на фиг.3 ребристый участок 21 показан на внутренней поверхности внешнего цилиндра 2. Однако следует понимать, что ребристый участок также может быть предусмотрен и на внешней поверхности внутреннего цилиндра 3. Альтернативно, такой участок может быть выполнен сразу на обеих поверхностях, что будет в большей степени способствовать надежному креплению заглушки 1, посаженной в натяг на торец полого цилиндрического изделия.
В предпочтительном варианте осуществления предложена заглушка, в которой ребристый участок занимает от 80 до 85% по высоте соответствующего цилиндра. И наиболее предпочтительно занимает 82% по высоте соответствующего цилиндра. Для варианта осуществления, проиллюстрированного на фиг.3, для внешнего цилиндра 2 высотой 165 мм длина участка составляет 135 мм, причем ребристый участок 21 начинается от нижнего края внешнего цилиндра 2 и завершается в 30 мм от верхнего края внешнего цилиндра 2, т.е. в 30 мм от торцевого кольца 4. Такое расположение ребристого участка от верхнего края внешнего цилиндра обеспечивает плотный контакт внутренней поверхности внешнего цилиндра с внешней поверхностью защищаемого изделия, тем самым дополнительно гарантируя полную герметичность внутреннего пространства защищаемого изделия. Увеличение длины ребристого участка более 85% по высоте соответствующего цилиндра является нецелесообразным, т.к. дальнейшее увеличение длины не способствует значительному увеличению силы трения, обеспечиваемой указанным ребристым участком при установке заглушки, однако возрастают технологические издержки при изготовлении такого ребристого участка. При длине ребристого участка менее 80% снижается эффективность взаимодействия ребристого участка внешнего цилиндра с внешней поверхностью полого цилиндрического изделия, что может особенно проявляться при колебаниях температуры. Как правило, полое цилиндрическое изделие представляет собой стальную трубу, а следовательно, при изменении температуры труба и установленная на ней заглушка будут расширяться или сжиматься по-разному, как было пояснено выше.
В предпочтительном варианте осуществления предложена заглушка, изготовленная вакуумным формованием из листа полимерного материала, полученного экструзией. Более подробно способ изготовления будет описан ниже. Однако следует понимать, что заглушку изготавливают из композиции, состоящей из полиэтилена высокого давления (ПВД) и полиолефинового эластомера (РОЕ), смешиваемых в определенном соотношении и окрашиваемых в массе, предпочтительно в синий цвет специальным суперконцентратом.
В качестве неограничивающего примера, могут применяться следующие типы сырья: ПВД марки 10803-020 по ГОСТ 16337-77 «Полиэтилен высокого давления. Технические условия»; РОЕ марки LC565 производства «LG Chem Ltd» (Корея); и суперконцентрат синего цвета марок BLUE 40-0215 и ПО5302 по ТУ 2243-001-79683189-2015/ТУ 2243-002-79683189-2015 «Суперконцентраты гранулированные пигментов для окрашивания полиолефинов, стирольных полимеров, полиэфиров и ПВХ» производства ЗАО «Глобал Колорс» (РФ).
Также могут использоваться любые другие материалы, соответствующие следующим требованиям: показатель текучести расплава для ПВД не менее 1,7 г/ 10 мин, плотность для ПВД не менее 0,917 г/см3, показатель текучести расплава для POE не менее 4 г/ 10 мин, плотность для POE не менее 0,850 г/см3, и красители необходимых цветов и марок.
В предпочтительном варианте осуществления мембрана выполнена паропроницаемой из полипропилена. В качестве неограничивающего примера, в качестве паропроницаемой мембраны может применяться супердиффузионная гидроизоляционная мембрана марки «Delta» производства «Dörken GmbH & Co. KG» (Германия). Мембрана состоит из функционального (дышащего) слоя, позволяющего отводить образующийся внутри трубы конденсат, и водонепроницаемого слоя, благодаря которому во внутреннюю полость трубы не попадет вода от атмосферных осадков. Слои надежно соединены друг с другом методом ультразвука на молекулярном уровне без применения клея, что предотвращает разделение мембраны на слои. Такое соединение наделяет паропроницаемую мембрану высокой прочностью на разрыв.
Также может использоваться любой другой мембранный материал, соответствующий следующим требованиям: эквивалентная толщина слоя воздуха относительно диффузии водяного пара не более 0,06 м, класс водонепроницаемости W1.
Как уже было сказано, в предпочтительном варианте осуществления заглушка предусмотрена для защиты полого цилиндрического изделия, которое представляет собой трубу или соединительную деталь трубопровода, подлежащую транспортированию, хранению и/или погрузочно-разгрузочным работам.
В дополнительных аспектах изобретения предложен способ производства полимерной торцевой заглушки, который в общем виде может характеризоваться, как включающий в себя этапы, на которых:
изготавливают методом экструзии по меньшей мере два листа из полимерной композиции,
подготавливают мембрану,
изготавливают заготовку основания вакуумным формованием из одного из по меньшей мере двух листов из полимерной композиции,
изготавливают заглушку по первому аспекту изобретения вакуумным формованием из другого из по меньшей мере двух листов из полимерной композиции, одновременно жестко закрепляя мембрану и заготовку основания.
Далее каждый из этапов будет описан более подробно в качестве неограничивающего примера.
На участке изготовления листа осуществляется его экструзия на экструзионной вальцево-каландровой линии, состоящей из пульта управления, загрузочного бункера, экструдера, плоскощелевой головки, трехвалкового каландра, оснащенного тремя гладкими валами, рольганга (воздушного холодильника), тянущей установки, отрезного устройства.
В загрузочном бункере вальцево-каландровой линии смешивают компоненты полимерной композиции в процентном соотношении согласно разработанной рецептуре композиции. После смешения полимерную композицию подают в экструдер, где происходит ее расплав. Затем происходит выдавливание расплавленной массы из плоскощелевой головки экструдера, прокатывание ее через трехвалковый каландр, вытяжка, воздушное охлаждение и обрезка листа в размер.
В зависимости от назначения листа (для изготовления основания или остальных элементов заглушки) калибруют толщину листа и задают размеры (длина и ширина). Для изготовления заготовки основания используются листы 3,5×1670×1670 мм. Для изготовления остальных элементов заглушки используются листы 8,0×1640×1640 мм. Готовый полимерный лист укладывается на деревянные поддоны, подвергается операционному контролю. Обрезь листа, а также технологические отходы его производства подвергаются дроблению и могут использоваться повторно.
Далее подготавливают мембрану, осуществляя раскрой заготовок паропроницаемой мембраны из рулонов в следующей последовательности: рулон частично раскатывают на раскроечный стол; мембранное полотно укладывают в четыре слоя; сверху на сложенную заготовку накладывают лекало, которое обводят маркером; по начерченному контуру электрическим ножом вырезают заготовки диаметром 650 мм. Заготовки подвергаются операционному контролю.
Участок изготовления заготовки основания оснащен вакуум-формовочными машинами, состоящими из рабочего стола, прижимной рамы, нагревателей. Процесс изготовления заготовки основания осуществляется в следующей последовательности:
на рабочий стол устанавливают две металлические формы, изготовленные в соответствии с чертежом;
включают вакуум-формовочную машину для разогрева;
на участок изготовления основания подают лист с размерами 3,5×1670×1670 мм;
лист фиксируют в зоне нагрева прижимной рамой;
подводят нагревательный элемент;
нагревают лист до высокоэластичного состояния (под визуальным контролем);
отводят нагревательный элемент;
осуществляют подъем рабочего стола с одновременным выкачиванием воздуха из формовочной камеры;
охлаждают заготовку на форме потоком холодного воздуха;
снимают заготовку с формы и обрезают облой.
Облой, а также технологические отходы производства подвергаются дроблению и могут использоваться повторно. Заготовки основания подвергают операционному контролю.
Участок изготовления заглушек оснащен автоматическими вакуум-формовочными машинами, состоящими из пульта управления, площадки автозагрузчика для размещения поддона с полимерным листом, рабочего стола, прижимной рамы, нагревателей.
Процесс изготовления заглушек осуществляется в следующей последовательности:
на рабочий стол устанавливают высокоточную алюминиевую охлаждаемую форму, изготовленную в соответствии с чертежом;
на площадку автозагрузчика вакуум-формовочной машины устанавливают поддон с полимерным листом с размерами 8,0×1640×1640 мм;
перед началом процесса формования заглушки в форму закладывают: заготовку основания, заготовку паропроницаемой мембраны, закладной элемент для формирования элементов жесткости внутри основания заглушки, полиамидную гайку М12;
подают полимерный лист в зону нагрева вакуум-формовочной машины, расположенную над формой;
фиксируют полимерный лист в зоне нагрева прижимной рамой;
нагревают лист при помощи нагревателей до высокоэластичного состояния (параметры нагрева выставлены заранее и контролируются автоматически);
поднимают рабочий стол с установленной формой одновременно с выкачиванием воздуха из формовочной камеры (вакуумированием), тем самым формируя готовое изделие и спаивая между собой мембрану, заготовку основания и полимерное тело заглушки, содержащее внешний и внутренний цилиндр, торцовое кольцо;
охлаждают заготовку на форме потоком холодного воздуха,
вырезают закладные, срезают облой полимерного листа;
заготовку снимают с формы и срезают при помощи механического обрезного станка остатки облоя для формирования нужной высоты стенки заглушки,
просверливают сквозное отверстие под воздушный клапан.
Облой, а также технологические отходы производства заглушки подвергаются дроблению и могут использоваться повторно.
В предпочтительном варианте осуществления также собирают и закрывают воздушный клапан, а именно: на полиамидный болт М12 надевают уплотнительное резиновое кольцо, после чего болт плотно вкручивают в просверленное отверстие до упора в гайку. При этом длина резьбовой части болта должна иметь длину 15 мм. В случае если длина резьбовой части болта имеет длину более 15 мм, осуществляют его предварительную обрезку до необходимого размера.
После установки запирающего элемента воздушного клапана на внутреннюю сторону торцевого кольца заглушки наклеивается бирка с индивидуальным номером рабочего-изготовителя. Готовые заглушки подвергаются визуальному и приемо-сдаточному контролю.
Следует понимать, что весь процесс производства автоматизирован и используется технологическое оборудование, управляемое посредством команд, хранимых в памяти блока управления, который дополнительно содержит микропроцессор для передачи управляющих команд на исполнительные блоки оборудования. При необходимости процесс контролируется и корректируется оператором.
Каждая партия заглушек подвергается периодическим испытаниям, которые могут включать в себя, но не в качестве ограничения, следующие испытания:
- имитация воздействия высокой и низкой температуры окружающей среды;
- имитация монтажа и возможности повторного использования;
- определение устойчивости при подъеме трубы траверсами;
- определение водонепроницаемости и устойчивости к ветровой нагрузке;
- определение устойчивости в трубе во время транспортирования;
- имитация проницаемости торцевой заглушки.
Таким образом, описанным выше способом может быть получена современная эффективная полимерная торцевая заглушка с паропроницаемой мембраной, предназначенная для защиты труб при транспортировании, хранении, погрузочно-разгрузочных и других регламентных работах от проникновения во внутреннюю полость атмосферных осадков, грязи и наносного мусора, от механических повреждений кромки, фаски и внутренней поверхности труб, а также для испарения конденсатной влаги из полости труб. Для облегчения установки на трубу в конструкции заглушки предусмотрен воздушный клапан для стравливания воздуха.
Благодаря соблюдению всех технологических требований срок эксплуатации готового изделия составляет не менее пяти лет, при диапазоне рабочих температур от -40°C до +50°C.
В дополнительных аспектах изобретения предложен способ защиты полого цилиндрического изделия, включающий в себя этапы, на которых:
очищают изделие от мусора, грязи, снега, наледи и иных посторонних предметов,
осуществляют визуальный контроль целостности полимерной торцевой заглушки и ее мембраны,
открывают воздушный клапан,
размещают заглушку параллельно торцу изделия,
устанавливают заглушку до полного упора торцового кольца в торец изделия,
закрывают воздушный клапан, если заглушка надета без перекосов и равномерно охватывает торцевую часть изделия.
Более подробное описание способа представлено ниже.
Установку заглушек рекомендуется проводить при температурах не ниже -40°С, однако, принимая во внимание пластичные свойства полимеров, предпочтительно устанавливать заглушки при температурах не ниже -20°С. Для облегчения первичной установки заглушек на трубу рекомендуется в холодное время года перед установкой выдержать их в помещении с плюсовой температурой.
Перед установкой заглушек защищаемое изделие, например, труба, ее внутренняя полость, торцевая кромка, фаска, наружная поверхность на расстоянии не менее 180 мм от торца трубы должна быть сухой, очищена от мусора, грязи, снега, наледи либо иных посторонних предметов.
Непосредственно перед установкой необходимо произвести визуальный осмотр заглушки с целью выявления возможных сквозных повреждений самой заглушки либо паропроницаемой мембраны.
Для стравливания избыточного количества воздуха внутри защищаемого изделия в момент установки второй заглушки в конструкции заглушки предусмотрен воздушный клапан. Перед установкой заглушки необходимо открыть воздушный клапан, выкрутив болт. Заглушку разместить параллельно торцу трубы. Методом прижатия равномерно установить заглушку на глубину 150 мм (до края наружной стенки). Легкими ударными движениями и надавливанием произвести усадку заглушки по часовой стрелке по всей окружности трубы до полного упора торцового кольца заглушки в торец трубы.
После установки необходимо убедиться, что заглушка надета без перекосов и надежно и равномерно охватывает торцевую кромку трубы, например путем визуального контроля или с применением специальных технических средств. Закрыть воздушный клапан, закрутив болт до упора. Открытие и закрытие воздушного клапана может производиться вручную, без дополнительных инструментов.
При проведении погрузочно-разгрузочных работ трубы с установленной на нее заглушкой рекомендуется использование грузозацепных механизмов (захватов), исключающих механические повреждения заглушки. Допускается проминание поверхности заглушки от соприкосновения с грузозацепными механизмами (захватами) глубиной не более 2 мм и площадью не более 50 см2.
В случае сквозного повреждения самой заглушки либо паропроницаемой мембраны вследствие неправильной установки, либо при проведении погрузочно-разгрузочных работ заглушка должна быть отбракована и исключена из установки и эксплуатации.
В дополнительных аспектах изобретения также предложено полое цилиндрическое изделие, представляющее собой трубу или соединительную деталь трубопровода, с установленной на его торце полимерной торцевой заглушкой по первому аспекту изобретения.
Благодаря созданию описанной выше заглушки обеспечивается технический результат, состоящий в полной герметичности внутреннего пространства полого цилиндрического изделия при установке заглушки на торец такого изделия при его транспортировании, хранении, погрузочно-разгрузочных работах. Благодаря описанной выше конструкции заглушка характеризуется улучшенными эксплуатационными характеристиками, как было подробно описано выше.
В частности, благодаря наличию воздушного клапана, который может быть открыт перед установкой заглушки, обеспечивается возможность стравливания воздуха из внутреннего пространства защищаемого изделия для более быстрой установки заглушки на торце полого цилиндрического изделия. Геометрические размеры заглушки выбираются в зависимости от геометрических размеров трубы или соединительных деталей трубопроводов для надежного крепления заглушки на торце изделия. Более того, использование мембраны способствует отведению конденсата, образующегося во внутреннем пространстве трубы при перепадах температуры, даже при закрытом воздушном клапане, при этом не допускается попадание осадков во внутреннее пространство полого цилиндрического изделия.
Описанные выше дополнительные аспекты изобретения также обеспечивают технический результат, состоящий в полной герметичности внутреннего пространства полого цилиндрического изделия при использовании заглушки, изготовленной описанным выше способом изготовления и установленной описанным выше способом на торец такого изделия. Аналогично, полое цилиндрическое изделие с установленной на его торце заглушкой является полностью герметичным, что способствует снижению требований при транспортировании, хранении, погрузочно-разгрузочных работах, а следовательно, снижаются эксплуатационные материально-технические затраты при транспортировании, хранении таких изделий или проведении погрузочно-разгрузочных работ с такими изделиями. Например, не требуется дополнительно укрывать полые цилиндрические изделия или их торцы брезентом или чем-то подобным для предотвращения попадания влаги атмосферных осадков во внутреннюю полость таких изделий при их транспортировании или хранении.
В приведенном выше описании примеров, термины направления (такие как «над», «верх», «ниже», «низ», «верхний», «нижний» и т.д.) используются для удобства. В общем, «над», «верхний» «вверх» и аналогичные термины связаны с направлением по фиг. 1 от основания 5 к торцовому кольцу 4, а «ниже», «нижний», «вниз» и аналогичные термины связаны с противоположным направлением от торцового кольца 4 к основанию 5.
Любые числовые значения, изложенные в материалах настоящего описания, предназначены для включения всех значений от нижнего значения до верхнего значения приращениями в один единичный элемент, при условии что есть интервал по меньшей мере в два единичных элемента между любым нижним значением и любым верхним значением. В качестве примера, если изложено, что величина составляющей или значения технологического параметра, например такого, как размер, температура, давление, время, и тому подобное, например, имеет значение от 1 до 90, предпочтительно от 20 до 80, более предпочтительно от 30 до 70, подразумевается, что значения, такие как от 15 до 85, от 22 до 68, от 43 до 51, от 30 до 32, и т.д., в прямой форме перечислены в этом описании изобретения. Что касается значений, которые являются меньшими, чем единица, при необходимости, один единичный элемент считается имеющим значение 0,0001, 0,001, 0,01 или 0,1. Таковые являются всего лишь примерами того, что определенно подразумевается, и все возможные комбинации многочисленных значений между перечисленными самым низким значением и самым высоким значением должны считаться изложенными в прямой форме в этой заявке подобным образом.
Несмотря на то что примерные варианты осуществления были подробно описаны и показаны на сопроводительных чертежах, следует понимать, что такие варианты осуществления являются лишь иллюстративными и не предназначены ограничивать более широкое изобретение. Кроме того, следует понимать, что данное изобретение не должно ограничиваться конкретными показанными и описанными компоновками и конструкциями, поскольку различные другие модификации могут быть очевидны специалистам в соответствующей области.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - Заглушка
2 - Внешний цилиндр
3 - Внутренний цилиндр
4 - Торцовое кольцо
5 - Основание
6 - Обод
7 - Элементы жесткости
8 - Центральная область
9 - Мембрана
10 - Воздушный клапан
21 - Ребристый участок
24, 34 - Внутренний закругленный участок
35 - Ступенька
42, 43, 56 - Внешний закругленный участок
Изобретение относится к области защиты полых цилиндрических изделий, например труб и соединительных деталей трубопроводов, от проникновения во внутреннюю полость влаги, грязи и механических повреждений. Полимерная торцевая заглушка содержит выполненные за одно целое внешний цилиндр, внутренний диаметр которого равен внешнему диаметру защищаемого изделия, и внутренний цилиндр, расположенный коаксиально в полости внешнего цилиндра и имеющий внешний диаметр, равный внутреннему диаметру защищаемого изделия. При этом имеется торцовое кольцо, соединяющее один из торцов внешнего цилиндра с одним из торцов внутреннего цилиндра, и основание, расположенное на другом торце внутреннего цилиндра. Основание представляет собой цилиндр с ободом на его свободном торце и множеством элементов жесткости, сходящихся к центру основания с образованием центральной области основания. В основании предусмотрена жестко закрепленная мембрана, а в центральной области предусмотрен воздушный клапан. Также описаны способ производства такой заглушки, способ защиты полого цилиндрического изделия с помощью такой заглушки и защищаемое изделие с установленной на него заглушкой. Техническим результатом является обеспечение полной герметичности внутреннего пространства полого цилиндрического изделия. 4 н. и 11 з.п. ф-лы, 6 ил.
1. Полимерная торцевая заглушка для защиты полого цилиндрического изделия, содержащая выполненные за одно целое:
внешний цилиндр, внутренний диаметр которого равен внешнему диаметру защищаемого изделия,
внутренний цилиндр, расположенный коаксиально в полости внешнего цилиндра и имеющий внешний диаметр, равный внутреннему диаметру защищаемого изделия,
торцовое кольцо, соединяющее один из торцов внешнего цилиндра с одним из торцов внутреннего цилиндра, и
основание, расположенное на другом торце внутреннего цилиндра,
отличающаяся тем, что основание представляет собой цилиндр с ободом на его свободном торце и множеством элементов жесткости, сходящихся к центру основания с образованием центральной области основания, причем предусмотрена мембрана, жестко закрепленная в основании, при этом в центральной области предусмотрен воздушный клапан.
2. Заглушка по п.1, в которой множество элементов жесткости содержит по меньшей мере три элемента жесткости.
3. Заглушка по п.2, в которой множество элементов жесткости содержит пять элементов жесткости.
4. Заглушка по п.1, в которой воздушный клапан представляет собой отверстие в центральной области основания с установленным в него уплотнительным кольцом, закрепленным болтом и гайкой.
5. Заглушка по п.1, в которой диаметр основания меньше диаметра внутреннего цилиндра.
6. Заглушка по п.1, в которой по меньшей мере на одной из внутренней поверхности внешнего цилиндра и внешней поверхности внутреннего цилиндра предусмотрен ребристый участок.
7. Заглушка по п.6, в которой ребристый участок занимает от 80 до 85% по высоте соответствующего цилиндра.
8. Заглушка по п.7, в которой ребристый участок занимает 82% по высоте соответствующего цилиндра.
9. Заглушка по любому из пп.1-8, изготовленная вакуумным формованием из листа полимерного материала, полученного экструзией.
10. Заглушка по любому из пп.1-8, изготовленная из композиции на основе полиэтилена высокого давления и полиолефинового эластомера.
11. Заглушка по любому из пп.1-8, в которой мембрана изготовлена из полипропилена.
12. Заглушка по любому из пп.1-8, в которой изделие представляет собой трубу или соединительную деталь трубопровода, подлежащую транспортированию, хранению, и/или погрузочно-разгрузочным работам.
13. Способ производства полимерной торцевой заглушки, включающий в себя этапы, на которых:
изготавливают методом экструзии по меньшей мере два листа из полимерной композиции,
подготавливают мембрану,
изготавливают заготовку основания вакуумным формованием из одного из по меньшей мере двух листов из полимерной композиции,
изготавливают заглушку по любому из пп.1-12 вакуумным формованием из другого из по меньшей мере двух листов из полимерной композиции, одновременно жестко закрепляя мембрану и заготовку основания.
14. Способ защиты полого цилиндрического изделия, включающий в себя этапы, на которых:
очищают изделие от мусора, грязи, снега, наледи и иных посторонних предметов,
осуществляют визуальный контроль целостности полимерной торцевой заглушки по любому из пп.1-12 и ее мембраны,
открывают воздушный клапан,
размещают заглушку параллельно торцу изделия,
устанавливают заглушку до полного упора торцового кольца в торец изделия,
закрывают воздушный клапан, если заглушка надета без перекосов и равномерно охватывает торцевую часть изделия.
15. Полое цилиндрическое изделие, представляющее собой трубу или соединительную деталь трубопровода, с установленной на его торце полимерной торцевой заглушкой по любому из пп.1-12.
| Прибор для определения огнестойких свойств текстильных тканей, пленок и других плоских материалов | 1961 |
|
SU144296A1 |
| Печатающий аппарат, например, к автоматической машине для измерения площади и толщины кож | 1961 |
|
SU151042A1 |
| ЗАГЛУШКА ДЛЯ ТРУБЫ И ТРУБА С ТАКОЙ ЗАГЛУШКОЙ | 2009 |
|
RU2523946C2 |
| US 5337792 A1, 16.08.1994 | |||
| US 3744528 A1, 10.07.1973. | |||

