Изобретение относится к нефтегазодобывающей промышленности и предназначено для скважинной добычи жидких и газообразных полезных ископаемых, а также может найти применение в других отраслях промышленности, связанных с фильтрацией жидких и газообразных агентов.
Известен фильтр (патент RU №2074313, Е21В 43/08, опубл. Бюл. №5 от 27.02.1997 г.), содержащий базовый элемент в виде трубы с отверстиями и концентрично на нем установленные фильтрующие секции, каждая из которых включает продольные прокладочные звенья и фильтрующую рубашку, выполненную из спирально намотанной на них проволоки и приваренной в местах контакта и концевых колец, параллельных друг другу и соединенных посредством сварки с прокладочными звеньями, причем для искривленных скважин фильтрующая рубашка выполняется двухуровневой.
Способ изготовления такого скважинного фильтра включает последовательную сборку фильтрующих секций, каждая из которых изготавливается следующим образом: на базовый элемент с отверстиями устанавливаются концевые кольца, между которыми на базовом элементе закрепляют прокладочные звенья. На прокладочные звенья наматывается проволока с фиксированным зазором между витками и прикрепляется посредством сварки к прокладочным звеньям. В такой же последовательности изготавливается каждая из последующих секций.
Недостатками данного скважинного фильтра являются:
во-первых, возможность его повреждения в процессе спуска и трудность проведения сварки витков проволоки к прокладочным звеньям и контроля ее качества, так как место сварки находится под витками проволоки с очень малым зазором (0,1-0,3 мм);
во-вторых, высокая стоимость, причем для искривленных скважин стоимость изготовления двухуровнего фильтра увеличивается.
Наиболее близким по технической сущности является скважинный фильтр и способ его изготовления (патент RU №2147676, МПК 7 Е21В 43/08, опубл. в бюл. №11 от 20.04.2000 г.), содержащий фильтрующие секции, каждая из которых включает фильтрующую рубашку, снабженную по торцам концевыми кольцами, отличающийся тем, что фильтрующая рубашка выполнена из поперечных крепежных полос и продольных стержней, жестко соединенных с концевыми кольцами.
Способ изготовления такого скважинного фильтра заключается в выполнении фильтрующих секций с образованием фильтрующей рубашки с концевыми кольцами, при этом изготавливают фильтрующую рубашку путем укладки продольных стержней под крепежные полосы перпендикулярно их длинным сторонам и жестко, например, посредством сварки соединяют с полосами и полученную конструкцию изгибают полосами вовнутрь, образуя цилиндрическую поверхность, ось которой параллельна осям продольных стержней, скрепляют концы полос между собой, а концы продольных стержней - с концевыми кольцами.
Недостатками данного скважинного фильтра являются:
во-первых, так как продольные стрежни выполнены с допусками (как любое изделие), то требует больших затрат входной контроль и на отладку оборудования для каждой партии на контроль при массовом производстве фильтров с заданной толщиной щелей (0,3-0,5 мм);
во-вторых, продольные стержни эллиптического сечения задерживают песок и механические примеси в кольцевом зазоре между продольными стержнями и базовым элементов, что вызывает быстрое засорение скважинного фильтра, а это также снижает эффективность его работы.
Технической задачей изобретения является повышение качества и снижение материальных затрат в процессе сборки скважинного фильтра, то есть обеспечение гарантированного зазора между продольными стержнями, выполненными в виде призм с треугольным основанием, что приводит к повышению эффективности его работы при последующей эксплуатации.
Поставленная техническая задача решается способом изготовления скважинного фильтра, содержащим выполнение фильтрующих секций с образованием фильтрующей рубашки с концевыми кольцами, которые предварительно изготавливают в плоском виде из жесткосоединенных продольных стержней и перпендикулярных им крепежных полос с последующим изгибом и образованием цилиндрической поверхности с осью, параллельной продольным стержням.
Новым является то, что фильтрующую рубашку изготавливают из листового материала требуемого размера, на одной из сторон которого наносят продольные треугольные выборки одинаковой глубины и с одинаковыми пропусками, после чего с другой стороны по всей площади снимают слой материала до получения продольных щелей требуемой ширины, при этом в районе щелей не снятый материал образует продольные стержни, а в районе пропусков - крепежные полосы.
Новым также является то, что для добывающей скважины фильтрующую рубашку изгибают стороной с треугольными выборками внутрь.
Новым также является то, что для нагнетательной скважины фильтрующую рубашку изгибают стороной с треугольными выборками наружу.
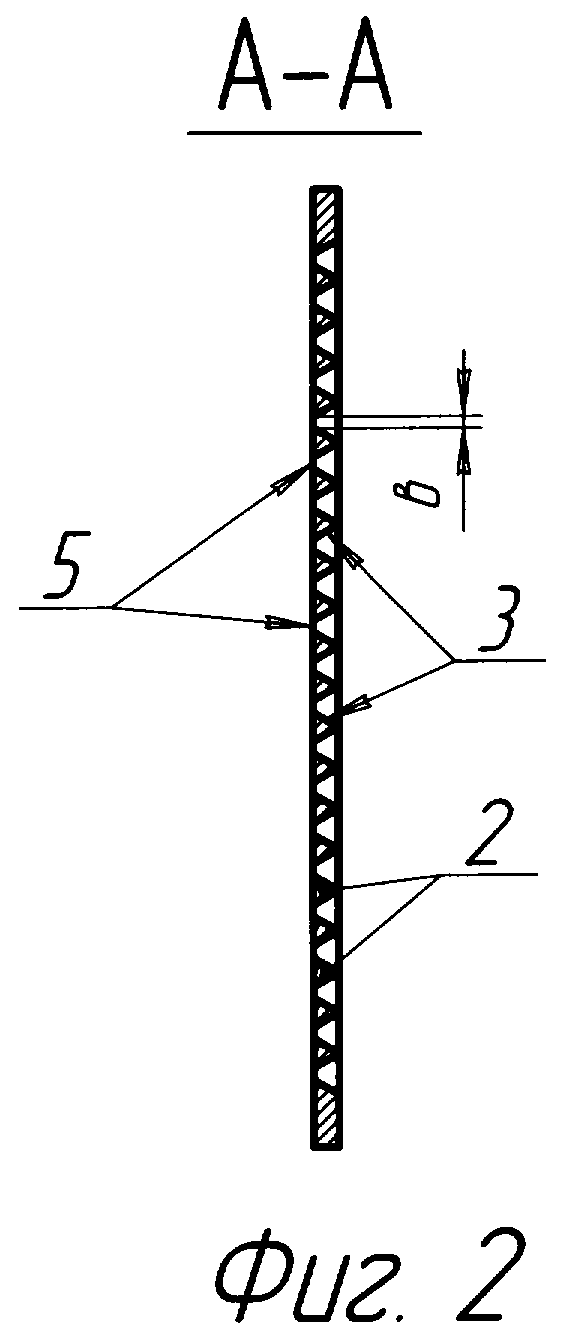
На фиг.1 схематично изображена развертка фильтрующей рубашки скважинного фильтра.
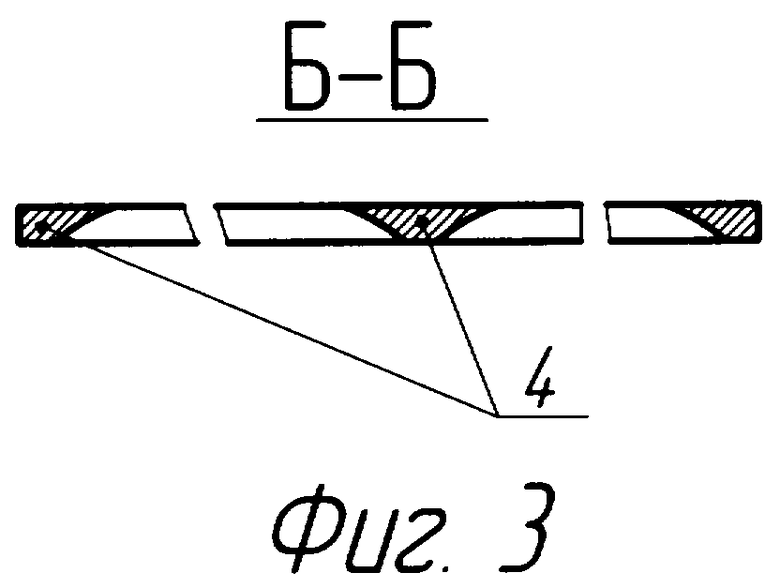
На фиг.2 - разрез скважинного листового материала по сечению А-А.
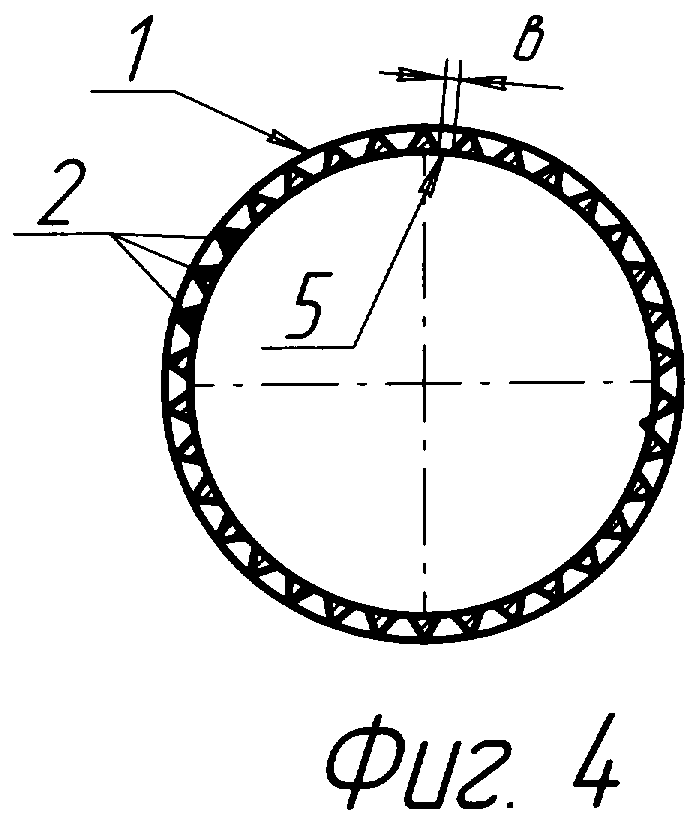
На фиг.3 изображен вид Б.
На фиг.4 изброжена фильтрующая рубашка 1 для нагнетательных скважин после образования цилиндрической поверхности.
Изготовление фильтрующей рубашки 1 (см. фиг.1) скважинного фильтра начинают с изготовления продольных стержней 2, выполненных из листового материала рубашки 1 требуемого размера путем нанесения (нарезкой или накаткой) треугольных продольных выборок 3 (см. фиг.2) одинаковой глубины и с одинаковыми пропусками 4 (см. фиг.1 и 3), которые расположены параллельно, после чего с другой стороны фильтрующей рубашки 1 (см. фиг.2) по всей площади снимают слой материала до получения продольных щелей 5 требуемой ширины - b, при этом в районе щелей 5 не снятый материал образует продольные стержни 2, а в районе пропусков - крепежные полосы 4 (см. фиг.3), причем для нагнетательных скважин (см. фиг.4) фильтрующую рубашку 1 изгибают стороной с треугольными выборками (продольными стержнями) 2 наружу, для добывающих - внутрь (не показано), при этом зазор b (см. фиг.4) остается стабильным за счет крепежных полос 4 (см. фиг.3). Впоследствии фильтрующие секции устанавливаются на базовом элементе, например на перфорированной трубе (не показаны).
В случае необходимости фильтрующие секции могут соединяться между собой без базового элемента посредством сварки концевых колец или резьб, выполненных на концевых кольцах.
Предлагаемый способ изготовления скважинного фильтра за счет того, что зазор между продольными стержнями выполняют после крепления продольных стержней к крепежным полосам путем снятия слоя материала по всей площади фильтрующей рубашки, а это позволяет гарантировать постоянный зазор между продольными стержнями, а повышение эффективности работы скважинного фильтра в процессе последующей эксплуатации связанно с треугольной формой поперечного сечения продольных стержней. Причем данный способ пригоден для массового производства с минимальными затратами на контроль за соблюдением зазора между продольными стержнями и настройку оборудования, что снижает затраты на изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СКВАЖИННОГО ФИЛЬТРА | 2007 |
|
RU2330940C1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2147676C1 |
| СКВАЖИННЫЙ ФИЛЬТР | 2012 |
|
RU2499130C1 |
| ИЗБИРАТЕЛЬНО ИЗОЛИРОВАННЫЙ ФИЛЬТР | 1992 |
|
RU2074313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗБИРАТЕЛЬНОГО ИЗОЛИРОВАННОГО ФИЛЬТРА | 1992 |
|
RU2082000C1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2394979C2 |
| ЭКРАН СКВАЖИНЫ (ВАРИАНТЫ) | 1994 |
|
RU2079638C1 |
| СКВАЖИННЫЙ ПРОТИВОПЕСОЧНЫЙ ФИЛЬТР | 2024 |
|
RU2834823C1 |
| ФИЛЬТР СКВАЖИННЫЙ | 1996 |
|
RU2131019C1 |
| СКВАЖИННЫЙ ФИЛЬТР (ВАРИАНТЫ) | 1995 |
|
RU2114285C1 |
Изобретение относится к нефтегазодобывающей промышленности и предназначено для скважинной добычи жидких и газообразных полезных ископаемых. Способ изготовления скважинного фильтра включает выполнение фильтрующих секций с образованием фильтрующей рубашки с концевыми кольцами с последующим изгибом и образованием цилиндрической поверхности с осью, параллельной продольным стержням. Фильтрующую рубашку предварительно изготавливают в плоском виде из листового материала требуемого размера путем нанесения на одной из сторон треугольных продольных выборок одинаковой глубины и с одинаковыми пропусками, после чего с другой стороны фильтрующей рубашки по всей площади снимают слой материала до получения продольных щелей требуемой ширины. При этом в районе щелей не снятый материал образует продольные стержни, а в районе пропусков - перпендикулярные им крепежные полосы. Техническим результатом является обеспечение гарантированного зазора между продольными стержнями, что приводит к повышению эффективности работы скважинного фильтра. 2 з.п. ф-лы, 4 ил.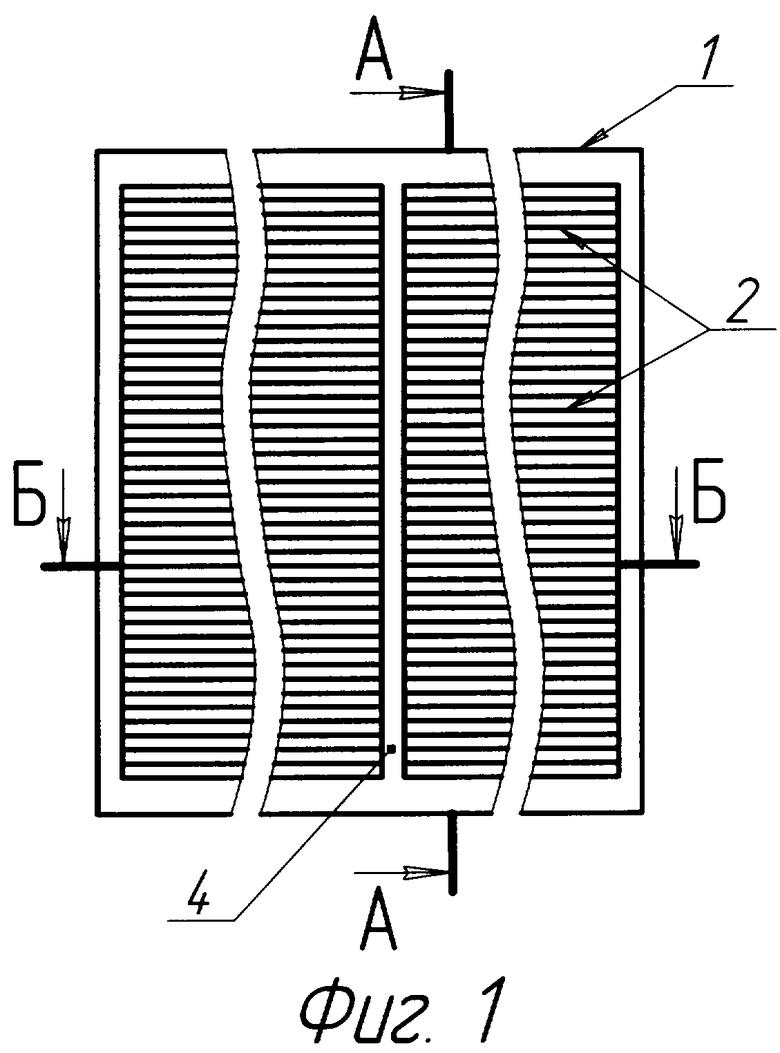
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2147676C1 |
| СКВАЖИННЫЙ ФИЛЬТР | 2004 |
|
RU2258786C1 |
| Фильтр для скважин | 1988 |
|
SU1654551A1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2245995C1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2102110C1 |
| ФИЛЬТР ДЛЯ ВОДОЗАБОРНЫХ СКВАЖИН | 0 |
|
SU379756A1 |
| Фильтр восстающих дренажных скважин | 1984 |
|
SU1245686A1 |

