Изобретение относится к нефтяному оборудованию, в частности к конструкции и технологии изготовления фильтров скважинных.
Известен скважинный фильтр, содержащий цилиндрический полый корпус с расположенными на его наружной поверхности фильтрующими элементами со щелевидными пазами, радиальные отверстия, закрытые на момент монтажа заглушками [1]
Такая конструкция фильтра сложна и трудоемка в изготовлении, т.к. предусматривает изготовление отдельных элементов, их сборку, сварку, зачистку, калибровку щелевидных пазов и другие трудоемкие операции.
Изобретение решает задачу упрощения конструкции и технологии изготовления фильтра.
Отличительные признаки конструкции: фильтрующие элементы выполнены в стенках корпуса за счет пересечения спиральных щелевидных фасонных пазов на наружной и продольных на внутренней поверхностях, заглушками служат временные перемычки между пазами, при этом фильтр установлен горизонтально.
Отличие технологии изготовления: на внутренней поверхности корпуса выполняют продольные, а на наружной спиральные фасонные пазы, при этом первые не пересекают вторые и отделены друг от друга перемычками толщиной не менее 0,5 мм, выступы, образующие пазы на наружной поверхности, пластически деформируют для образования спиральных щелей необходимой ширины и перемычку срезают после монтажа фильтра в скважине. Такое конструктивное выполнение фильтра скважинного и технология его изготовления резко сокращают трудозатраты на изготовление, облегчают монтаж фильтра в скважине и удаление перемычек.
На фиг.1 схематично представлен предлагаемый фильтр;
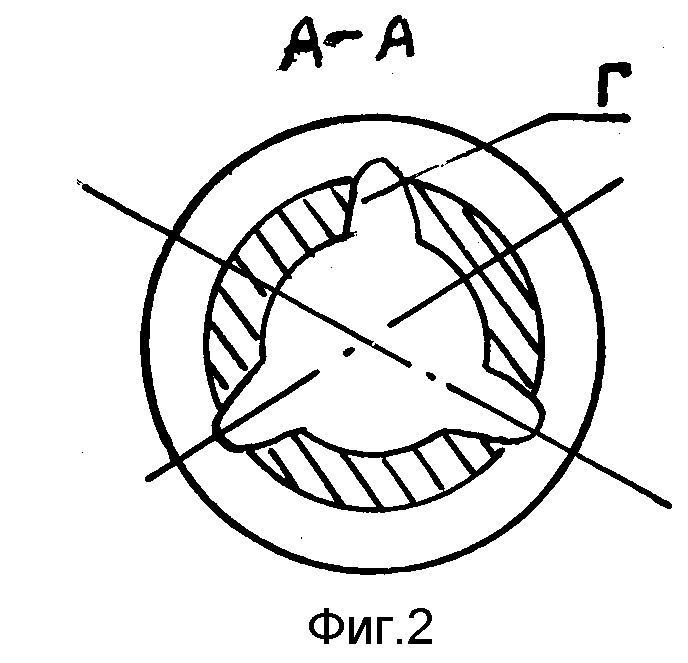
на фиг.2 поперечное сечение А-А корпуса фильтра;
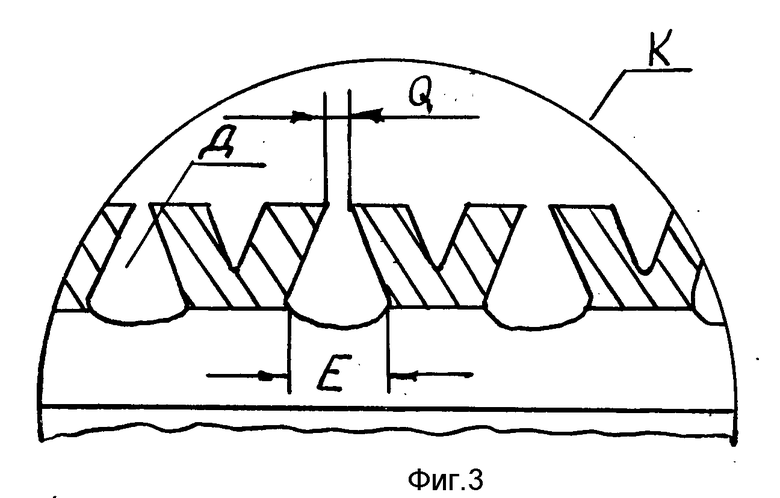
на фиг.3 фрагмент "К" стенки корпуса фильтра;
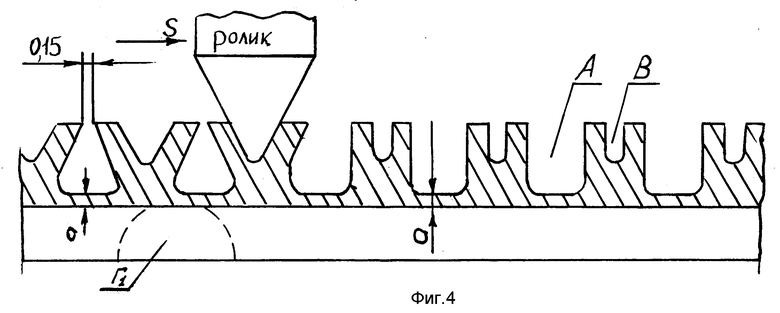
на фиг.4 схема формообразования спиральных пазов и щелей на наружной поверхности корпуса фильтра;
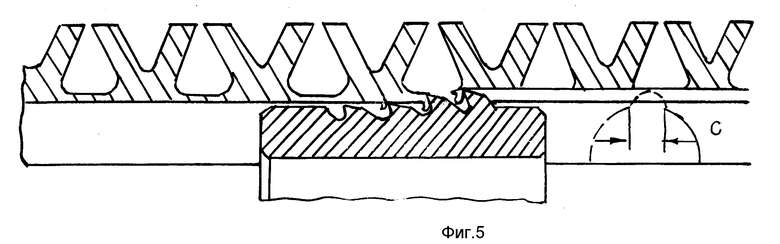
на фиг.5 схема срезания перемычки между фасонными спиральными пазами на наружной и продольными пазами на внутренней поверхностях корпуса фильтра.
Фильтр представляет собой цилиндрический корпус 1 в виде трубы, на внутренней поверхности которого выполнены продольные пазы "Г", служащие радиальными отверстиями, соединяющими щели с внутренней полостью трубы /фиг. 2/. На наружной поверхности выполнены фасонные спиральные пазы "Д", образующие щели, ширина которых может быть 0,15 мм с отклонением 0,05 мм в ту или иную сторону. Фрагмент "К" части стенки трубы представлен на фиг.3. На фиг.2 эти спиральные пазы условно развернуты на угол подъема спирали. В стенке трубы корпуса спиральные фасонные пазы "Д" пересекают пазы "Г" на участках "Е" /фиг.3/.
Основные операции изготовления фильтра скважинного представлены на фиг. 4 и 5. На фиг. 4 схематично изображена часть стенки трубки корпуса фильтра, на наружной поверхности которой выполняют спиральные пазы "А" и технологический "В". На внутренней части стенки выполняют продольные пазы "Г1" /форма показана штриховой линией/, имеющие в поперечном сечении, например, форму полуокружности, между пазами оставляют перемычку "а" /заглушку/, предотвращающую попадание фильтруемого материала в трубу в момент монтажа. Выступы между пазами на наружной поверхности пластически деформируют роликом для образования щелей необходимой ширины /0,15 мм/. Для облегчения процесса сделаны технологические пазы "В".
После размещения фильтра в скважине в нужное время перемычку "а" срезают специальной прошивкой 2 с режущими зубьями. Зубья прошивки располагают в пазах "Г1", которые одновременно с отверстием трубы корпуса служат направлением, и прорезают дополнительные пазы шириной "С" /фиг.5/. Форма паза может быть любой. Прошивка связана с торцовой крышкой, которая разрушается одновременно с разрушением перемычек. Такая конструкция фильтра скважинного и технология изготовления его просты в производстве и надежны в работе. После износа щели фильтра могут быть восстановлены пластическим деформированием спиральных выступов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2245995C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКВАЖИННОГО ФИЛЬТРА | 2007 |
|
RU2345213C1 |
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| Режущая пластина и способ ее изготовления | 1981 |
|
SU1028430A1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО СБОРКИ | 2006 |
|
RU2325510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕНТРАТОРА ДЛЯ ОБСАДНОЙ КОЛОННЫ | 2002 |
|
RU2212512C1 |
| СКВАЖИННЫЙ ФИЛЬТР И УСТРОЙСТВО ДЛЯ ЕГО СБОРКИ | 2007 |
|
RU2329373C1 |
| ВОДОНАГРЕВАТЕЛЬ БЫТОВОЙ | 1996 |
|
RU2133412C1 |
| Способ изготовления режущегоиНСТРуМЕНТА | 1978 |
|
SU818772A1 |
| Способ изготовления спиральных сверл | 1976 |
|
SU571338A2 |
Использование: скважинный фильтр используется как нефтяное оборудование. Сущность изобретения: фильтр скважинный содержит цилиндрический полый корпус в виде трубы и фильтрующие элементы, которые выполнены непосредственно в стенках корпуса за счет пересечения спиральных фасонных пазов на наружной и продольных - на внутренних поверхностях, а заглушками служат временные перемычки между пазами. Технология изготовления фильтра предусматривает следующие операции: на внутренней поверхности корпуса выполняют продольные, а на наружной - спиральные фасонные пазы, отделенные друг от друга перемычками, пластически деформируют выступы на наружной поверхности для образования щелей необходимой ширины и после размещения фильтра в скважине срезают перемычки специальной прошивкой. 2 с.п. ф-лы, 5 ил.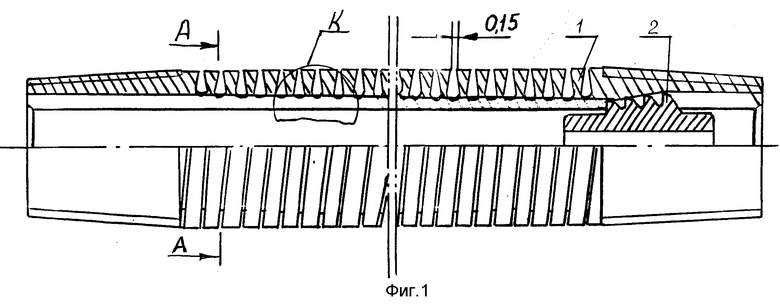
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1055860, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
