Изобретение относится к устройству для калибровки экструдированного пластмассового профиля с помощью калибровочного приспособления для профильного прутка, выходящего из формообразующей профильной головки, при этом калибровочное приспособление имеет охватывающий профильный пруток фасонный корпус с прилегающими к профильному прутку калибровочными поверхностями и с проходящими в калибровочных поверхностях поперечно к направлению движения, выполненными с возможностью соединения с источником разряжения вакуумными щелями.
При экструдировании пластмассового профиля выходящий из формообразующей профильной головки горячий профильный пруток калибруют и охлаждают, а именно сначала в сухом виде в калибровочном устройстве, прежде чем профильный пруток проводят для дальнейшего охлаждения через заполненный охлаждающей жидкостью, обычно водой, бак охлаждения. Это калибровочное устройство имеет калибровочное приспособление с фасонным корпусом, который снабжен калибровочными поверхностями, приведенными в соответствие с формой поперечного сечения пластмассового профиля, при этом вакуумные щели, проходящие в калибровочных поверхностях поперечно к направлению движения, соединенные с источником разряжения, обеспечивают прилегание пластмассового профиля к калибровочным поверхностям фасонного корпуса. Для простого изготовления таких калибровочных приспособлений из DE 2809386 A1 известно создание фасонного корпуса из отдельных проходящих в направлении прохождения профильного прутка частей, которые соединяют друг с другом с помощью винтов.
Для обеспечения соответствующего охлаждения выходящего из профильной головки горячего профильного прутка в калибровочном приспособлении просверлены охлаждающие каналы, через которые прокачивают охлаждающую жидкость, предпочтительно воду. Поскольку охлаждающие каналы для лучшего охлаждения профильного прутка предусмотрены как можно ближе к калибровочным поверхностям и проходят в направлении прохождения профильного прутка, то имеющееся место для расположения вакуумных щелей ограничено, так что вакуумные щели имеют лишь относительно небольшую глубину. За счет этой небольшой глубины и функционально ограниченной ширины раскрыва вакуумные щели необходимо в нескольких местах с большими затратами соединять с каналами разряжения для обеспечения создания в зоне вакуумных щелей разряжения, необходимого для присасывания профильного прутка к калибровочным поверхностям.
Перед охлаждением выходящего из профильной головки профильного прутка необходимо учитывать выделения из пластмассы на поверхности прутка, что приводит к образованию отложений, в частности, на входном отрезке калибровочного приспособления, прежде всего в зоне вакуумных щелей. Эти отложения сужают поперечное сечение вакуумных щелей, которые при накоплении этих отложений больше не могут выполнять свою задачу. Это означает, что необходимо регулярно прочищать вакуумные щели, что является сложным, поскольку вакуумные щели доступны лишь со стороны калибровочных поверхностей, так что необходимо прерывать изготовление пластмассового профиля и открывать калибровочное приспособление.
Таким образом, в основе изобретения лежит задача создания такого устройства для калибровки экструдированного пластмассового профиля указанного вначале типа, благодаря которому не только обеспечивается создание простым образом необходимого разряжения в вакуумных щелях, но также обеспечивается чистка вакуумных щелей без прерывания производства.
Эта задача решается, согласно изобретению, за счет того, что, по меньшей мере, отдельные вакуумные щели пронизывают фасонный корпус поперечно к направлению прохождения и закрыты на наружной стороне фасонного корпуса съемным покрытием.
Поскольку вакуумные щели пронизывают фасонный корпус поперечно к направлению прохождения профильного прутка, то после съема покрытия вакуумные щели становятся доступными снаружи, благодаря чему обеспечивается очистка вакуумных щелей без разборки калибровочного приспособления, а именно также во время прохождения профильного прутка. Вакуумные щели могут пронизывать фасонный корпус поперечно к направлению прохождения профильного прутка и поперечно к продольному направлению их лежащих в калибровочных поверхностях выходных отверстий, что открывает хороший доступ к выходным отверстиям для целей очистки. Кроме того, проходящие через фасонный корпус поперечно к продольному направлению своих выходных отверстий вакуумные щели обеспечивают их соединение с выполненными с большими размерами каналами разряжения, которые проходят в направлении прохождения, так что по всей длине щелей можно создавать равномерное разряжение. Однако пронизывающие фасонный корпус поперек своих выходных отверстий вакуумные щели приводят к более сложному прохождению охлаждающих каналов, которые в этом случае необходимо предусматривать между расположенными последовательно на расстоянии друг от друга в направлении прохождения вакуумными щелями.
Поскольку во входной зоне калибровочного приспособления профильный пруток из профильной головки должен возможно раньше присасываться к калибровочным поверхностям для обеспечения хорошего качества поверхности пластмассового профиля, то вакуумные щели необходимо располагать вблизи входной торцевой стороны фасонного корпуса калибровочного приспособления. Однако предусмотренные в этой входной зоне пронизывающие фасонный корпус поперечно к продольному направлению своих выходных отверстий вакуумные щели препятствуют охлаждению входной торцевой стороны фасонного корпуса от последующего охлаждаемого отрезка фасонного корпуса. Поскольку из-за отсутствия места отдельное охлаждение входной торцевой стороны фасонного корпуса конструктивно едва осуществимо, то исключается возможность присутствия в этой зоне пронизывающих фасонный корпус поперек продольного направления своих выходных отверстий вакуумных щелей. Для того чтобы, несмотря на это обеспечивать очистку расположенных со стороны торца вакуумных щелей, вакуумные щели могут пронизывать фасонный корпус в продольном направлении своих выходных отверстий. Пронизывающие фасонный корпус в продольном направлении своих выходных отверстий вакуумные щели можно очищать снаружи без прерывания охлаждения входной торцевой стороны от последующего охлаждаемого отрезка. Таким образом, с помощью вакуумных щелей, которые пронизывают фасонный корпус в его продольном направлении или поперек него, можно обеспечивать соответствие различным конструктивным требованиям.
Для обеспечения равномерного разряжения над выходными отверстиями вакуумных щелей можно вакуумные щели расширять перед их выходными отверстиями поперек ширины щелей. Это относится, в частности, к вакуумным щелям, которые пронизывают фасонный корпус в продольном направлении своих выходных отверстий. При вакуумных щелях, пронизывающих фасонный корпус поперечно к продольному направлению своих выходных отверстий, в зоне расширения образуют направляющий выступ для чистящего инструмента, который проходит либо по длине вакуумных щелей, либо имеет более короткую длину, чем вакуумная щель и может смещаться вдоль направляющего выступа. Направляющий выступ конструктивно определяет заданное расстояние до соответствующей калибровочной поверхности, так что при соответствующем размере чистящего инструмента он взаимодействует с помощью направляющей насадки с направляющим выступом без создания опасности для поверхности прутка.
Изготовление вакуумных щелей в фасонном корпусе можно осуществлять простым способом, когда фасонный корпус разделен на продольные отрезки поперечно к направлению прохождения, которые образуют между собой вакуумные щели. В этом случае целесообразно выполнять вакуумные щели за счет углублений в торцевой поверхности одного из двух стыкуемых продольных отрезков, из которых соответствующий другой отрезок закрывает углубления своей прилегающей торцевой поверхностью, так что лишь одну из обеих торцевых сторон продольного отрезка фасонного корпуса необходимо обрабатывать со снятием материала для образования вакуумных щелей. Разделение фасонного корпуса на два продольных отрезка обеспечивает дополнительное преимущество, состоящее в том, что калибровочные поверхности в отдельных продольных отрезках фасонного корпуса можно выполнять различными для обеспечения согласования калибровочного приспособления на стороне входа с профильной головкой, а на стороне выхода - с последующим калибратором. Калибровочные поверхности в расположенном на стороне входа продольном отрезке проходят в направлении прохождения профильного прутка слегка конически, с целью обеспечения равномерного прилегания по всему периметру выходящего из профильной головки профильного прутка к калибровочным поверхностям калибровочного приспособления. Конусное расширение калибровочных поверхностей расположенного со стороны выхода продольного отрезка позволяет компенсировать погрешности соосности и угловые погрешности последующего калибратора.
Как указывалось выше, из-за пронизывающих фасонный корпус поперечно к продольному направлению своих выходных отверстий вакуумных щелей невозможно наличие проходящих в направлении прохождения сквозных охлаждающих каналов. Для обеспечения, несмотря на это, хорошего отвода тепла через калибровочные поверхности продольные отрезки в зоне калибровочных поверхностей могут иметь для образования охлаждающих каналов проходящие в направлении прохождения, закрытые с двух сторон сквозные просверленные отверстия, которые через соединительные просверленные отверстия соединены с общими подводящими и отводящими просверленными отверстиями, пронизывающими вне зон вакуумных щелей продольные отрезки в направлении прохождения. За счет этого можно просверливать охлаждающие каналы с их соединениями в продольных отрезках и снабжать охлаждающим средством через общие подающие и отводящие просверленные отверстия.
Закрывание вакуумных щелей на наружной стороне фасонного корпуса можно конструктивно выполнять различными способами, поскольку лишь необходимо герметично закрывать вакуумные щели. Однако наиболее простое конструктивное решение обеспечивается, когда закрывание вакуумных щелей на наружной стороне фасонного корпуса выполняют с помощью гибкой и мягкой фольги, которая с помощью имеющегося в зоне вакуумных щелей разряжения присасывается с герметизацией к наружной стороне фасонного корпуса. Для того чтобы при применении такой фольги не открывать одновременно все вакуумные щели на одной стороне периметра фасонного корпуса, можно использовать для закрывания проходящую над несколькими вакуумными щелями на одной стороне периметра фасонного корпуса фольгу, которая имеет исходящие от одной кромки и проходящие между вакуумными щелями разрезы, так что образованные разрезами полосы фольги можно по отдельности поднимать над соответствующей вакуумной щелью, что позволяет последовательно чистить отдельные вакуумные щели.
Для обеспечения удерживания фольги на наружной стороне фасонного корпуса также после выключения источника разряжения закрывающая фольга может быть, по меньшей мере, на отдельных участках выполнена магнитной. К этому удерживанию не предъявляются особые требования, поскольку уплотняющее прижимание фольги к кромкам вакуумных щелей обеспечивается не магнитными силами, а разряжением в вакуумных щелях.
На чертежах представлен в качестве примера предмет изобретения, а именно на чертежах изображено:
фиг.1 - калибровочное приспособление согласно изобретению;
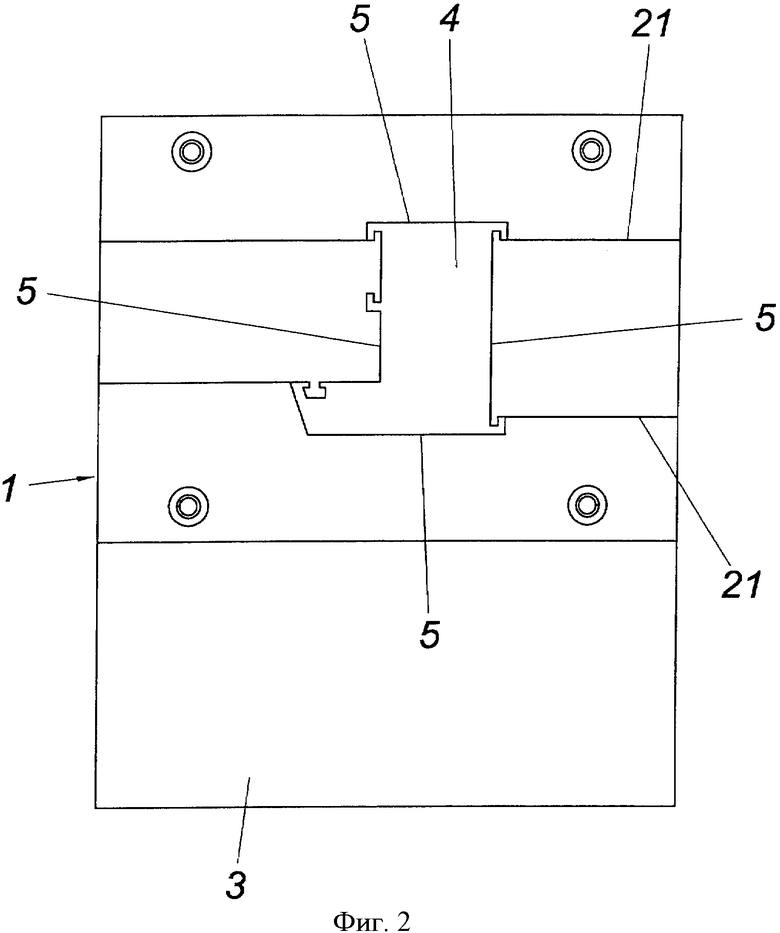
фиг.2 - калибровочное приспособление на виде с входной торцевой стороны;
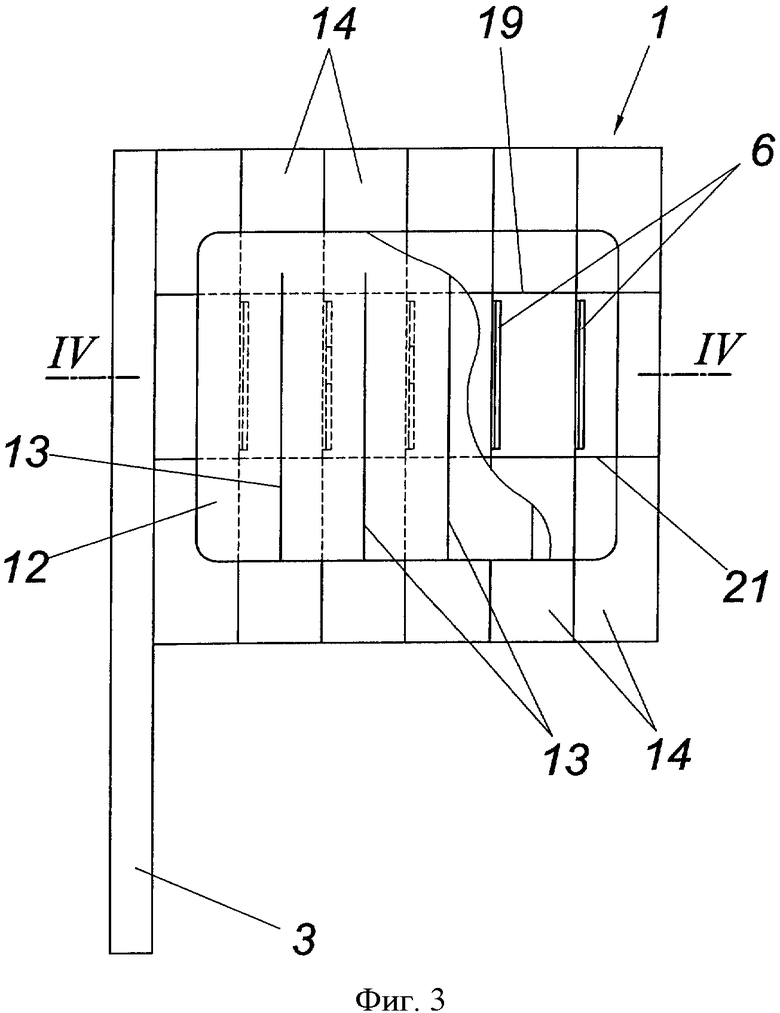
фиг.3 - калибровочное приспособление на виде сбоку;
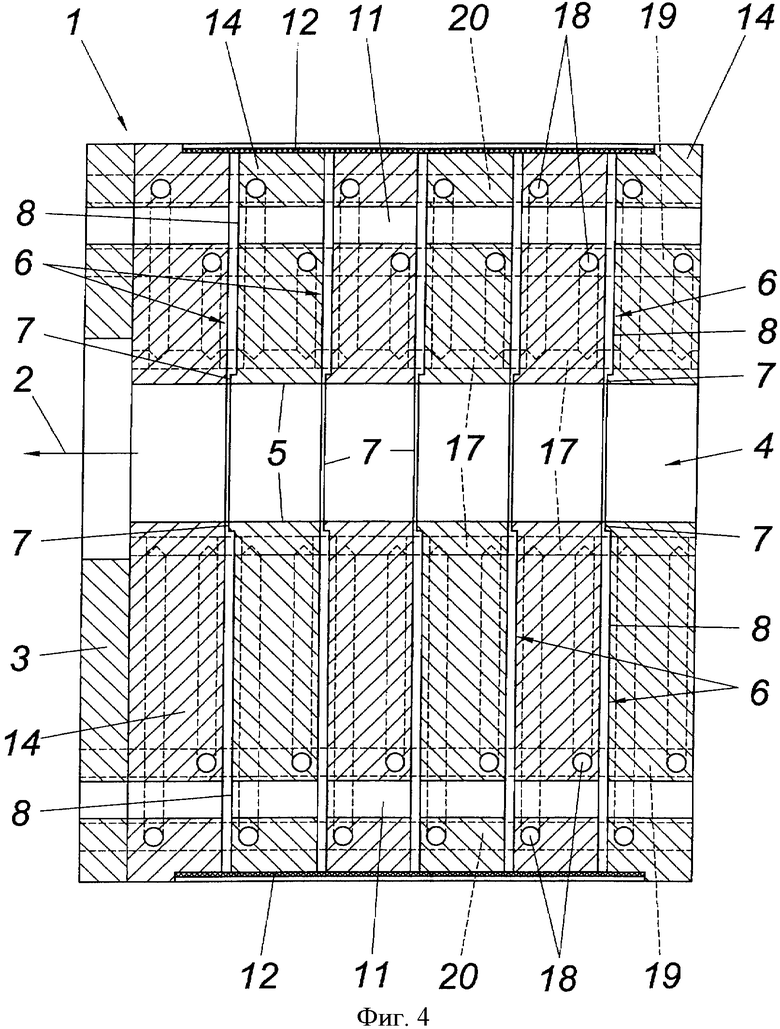
фиг.4 - разрез по линии IV-IV на фиг.3, в увеличенном масштабе;
фиг.5 - продольный отрезок фасонного корпуса с углублениями для вакуумных щелей, на виде с торца;
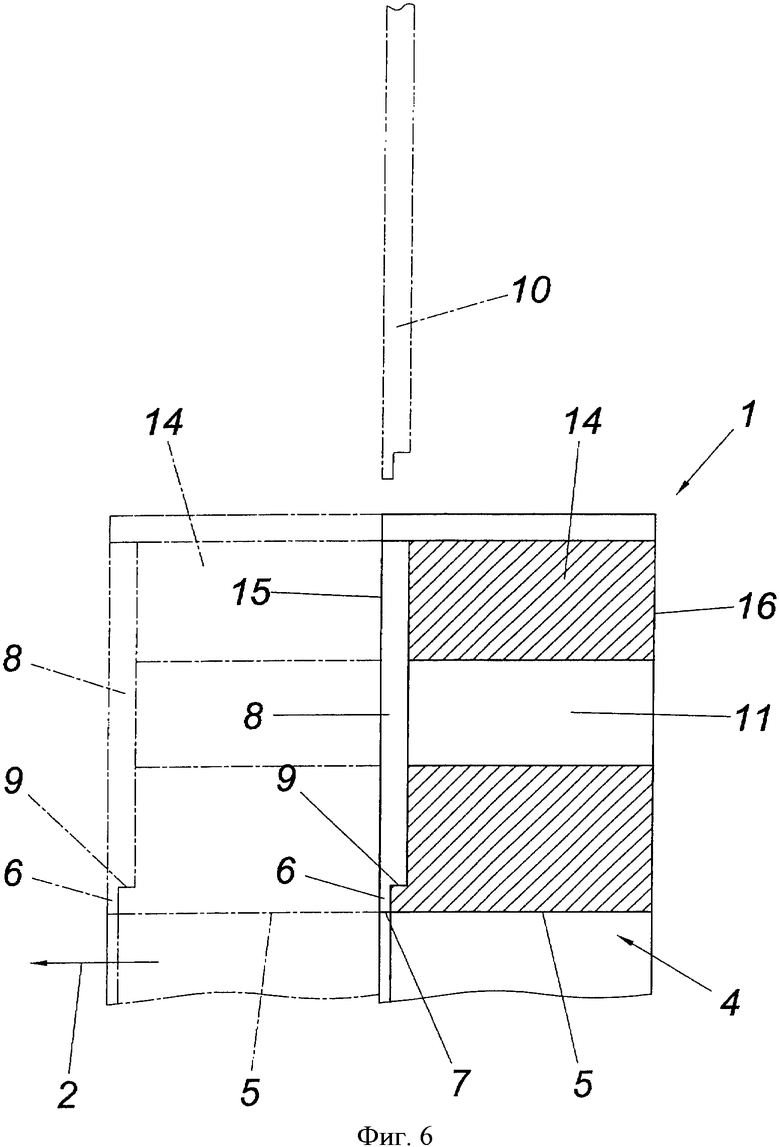
фиг.6 - разрез по линии VI-VI на фиг.5, в увеличенном масштабе;
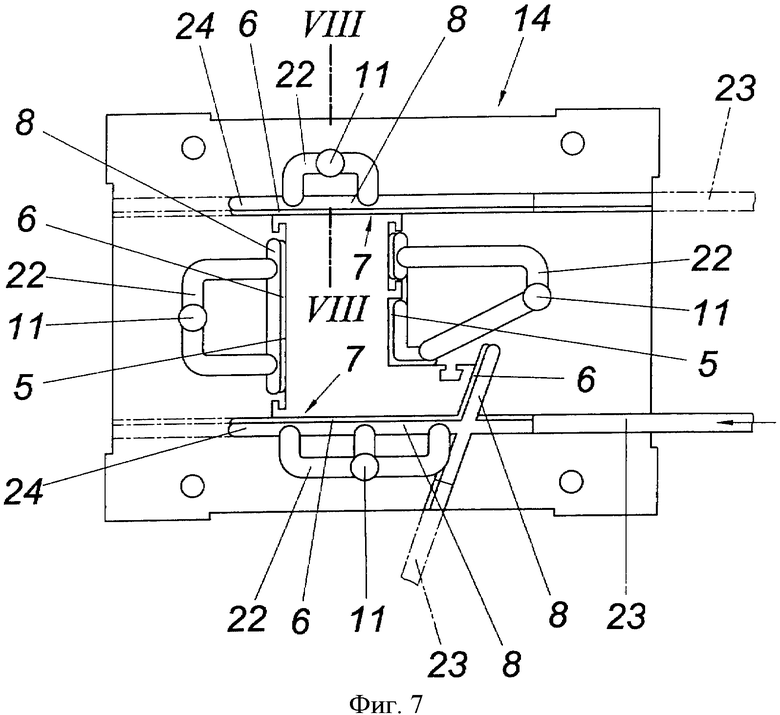
фиг.7 - вариант выполнения расположенного на торцевой стороне продольного отрезка фасонного корпуса, на виде в соответствии с фиг.5; и
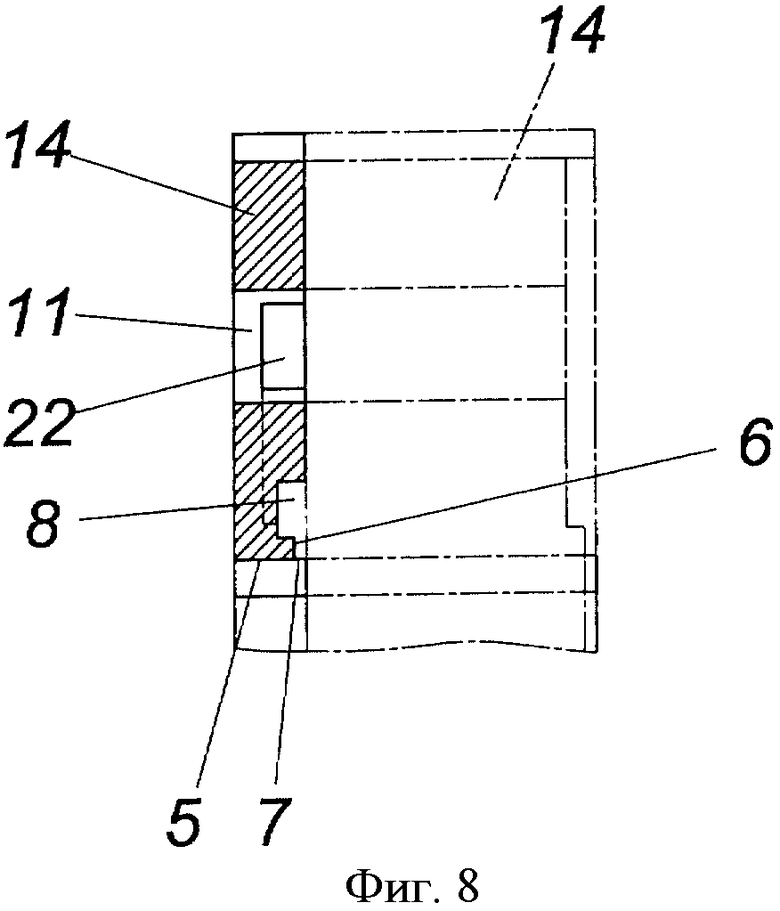
фиг.8 - разрез по линии VIII-VIII на фиг.7, в увеличенном масштабе.
Калибровочное приспособление имеет фасонный корпус 1, который установлен непосредственно после формообразующей профильной головки экструзионного инструмента и закреплен относительно направления 2 прохождения выходящего из профильной головки профильного прутка на стороне выхода на удерживающей пластине 3. Сквозное отверстие 4 для профильного прутка ограничено калибровочными поверхностями 5, к которым присасывается профильный пруток. Для этой цели в калибровочных поверхностях 5 предусмотрены проходящие поперечно к направлению 2 прохождения вакуумные щели 6, которые расположены на расстоянии друг от друга в направлении 2 прохождения. В отличие от обычных калибровочных приспособлений вакуумные щели 6 пронизывают фасонный корпус 1 поперечно к направлению 2 прохождения, а именно, как показано на фиг.1-6, поперечно к продольному направлению своих лежащих в калибровочных поверхностях 5 выходных отверстий 7. Вакуумные щели 6 имеют перед своими выходными отверстиями 7 расширение 8 поперек ширины щели, как показано, в частности, на фиг.6. За счет расширений не только улучшаются соотношения потоков для присасывания профильного прутка к калибровочным поверхностям 5 и уменьшается опасность закрывания вакуумных щелей отложениями, но также обеспечивается направляющий выступ 9, который проходит на заданном расстоянии от соответствующей калибровочной поверхности 5 и может служить опорой для чистящего инструмента 10, который вводится снаружи через соответствующую вакуумную щель 6 до упора в направляющий выступ 9 с целью срезания отложений в зоне выходного отверстия 7 и прижимания к профильному прутку, с помощью которого срезанные отложения выносятся из калибровочного приспособления. Поэтому необходимо освобождать калибровочное приспособление в зоне вакуумных щелей 6 для ввода чистящего инструмента 10 снаружи в вакуумные щели. Для этого фасонный корпус 1 может удерживаться удерживающей пластиной 3 на расстоянии над калибровочным столом. Сам чистящий инструмент 10 может иметь поперечное сечение, соответствующее поперечному сечению выходных отверстий 7, и поэтому проходить по всей длине вакуумной щели 6 или перемещаться вдоль направляющего выступа 9 по длине щели.
Вакуумные щели 6 соединены через имеющие большие размеры вакуумные каналы 11 с источником разряжения, а именно через удерживающую пластину 3. Для создания внутри вакуумных щелей 6 соответствующего разряжения для присасывания профильного прутка к калибровочным поверхностям 5, вакуумные щели 6 должны быть закрытыми на наружной стороне фасонного корпуса 1. Для этого предусмотрено съемное покрытие 12, которое предпочтительно состоит из гибкой и мягкой фольги и за счет создаваемого в вакуумных щелях 6 разряжения присасывается к фасонному корпусу 1 с образованием уплотнения. Для обеспечения возможности открывания по отдельности вакуумных щелей фольга покрытия 12 снабжена разрезами 13, которые исходят от одной кромки и проходят между двумя вакуумными щелями 6, так что образованные с помощью разрезов 13 и закрывающие соответствующую одну вакуумную щель полосы можно по одной поднимать от фасонного корпуса 1.
Для простоты изготовления вакуумных щелей 6 фасонный корпус 1 разделен поперек направления 2 прохождения на два продольных отрезка 14, между которыми предусмотрены вакуумные щели 6. При этом система выполнена так, что плитообразные продольные отрезки 14 имеют на одной торцевой стороне, предпочтительно на стороне выхода, образующие вакуумные щели 6 углубления, а на противоположной торцевой стороне 16, предпочтительно на стороне входа, выполнены плоскими, так что при соединении плитообразных продольных отрезков 14 в осевом направлении получаются вакуумные щели 6. За исключением расположенного на стороне входа продольного отрезка 14 продольные отрезки 14 имеют проходящие параллельно направлению 2 прохождения сквозные просверленные отверстия для образования вакуумных каналов 11, как показано, в частности, на фиг.4.
Проходящие поперек направления 2 прохождения вакуумные щели 6, пронизывающие фасонный корпус поперечно к продольному направлению своих выходных отверстий 7, препятствуют обычно сквозному в направлении 2 прохождения прохождению необходимых охлаждающих каналов 17, которые тем самым должны ограничиваться отдельными продольными отрезками 14. Через соединительные отверстия 18 охлаждающие каналы 17, как показано на фиг.4, соединены с подводящими и отводящими отверстиями 19, 20 для охлаждающего средства, которые пронизывают продольные отрезки 14 вне зон вакуумных щелей 6 в направлении 2 прохождения, как показано на фиг.5. Соединение этих общих для охлаждающих каналов 17 отдельных продольных отрезков 14 подводящих и отводящих отверстий 19, 20 предпочтительно осуществляется через удерживающую пластину 3.
Фасонный корпус 1 разделен не только на продольные отрезки 14, но также поперек них разделительными поверхностями 21, которые проходят в направлении 2 прохождения для обеспечения возможности составления обычным образом определяемого калибровочными поверхностями 5 профильного поперечного сечения из отдельных фасонных планок вдоль разделительных поверхностей 21.
На фиг.7 и 8 показан вариант выполнения расположенного на торцевой стороне продольного отрезка 14 на стороне входа фасонного корпуса 1. В отличие от варианта выполнения, показанного на фиг.1-6, вакуумные щели 6 пронизывают фасонный корпус не поперек продольного направления, а в направлении прохождения своих выходных отверстий 7. Это означает, что вакуумные щели 6, которые снова имеют перед своими выходными отверстиями 7 расширение 8 поперек ширины щели, проходят, по меньшей мере, на одной стороне до наружной поверхности фасонного корпуса 1 и закрываются в зоне поверхности съемным покрытием для обеспечения создания в зоне вакуумных щелей соответствующего разряжения. Вакуумные щели 6 через расширения 8 и соединительные каналы 22 соединены с вакуумными каналами 11. Для чистки вакуумных щелей при открытом покрытии можно вводить чистящие инструменты 23 в продольном направлении вакуумных щелей 6, как показано на фиг.7. Эти чистящие инструменты 23 имеют поперечное сечение, которое соответствует поперечному сечению вакуумных щелей 6 и примыкающего расширения 8, так что отложения в зоне вакуумных щелей 6 срезаются и могут выноситься профильным прутком. Кроме того, оставшиеся отложения в продолжениях 24 вакуумных щелей могут выталкиваться, если вакуумные щели пронизывают фасонный корпус не в обе стороны, как показано на фиг.7 штрихпунктирными линиями.
За счет продолжения вакуумных щелей с их расширениями 8 до поверхности фасонного корпуса 1 можно выполнять расположенный на торцевой стороне продольный отрезок на стороне входа калибровочного приспособления тонким и охлаждать от примыкающего продольного отрезка, как показано на фиг.8 штрихпунктирными линиями, и снабжать собственным охлаждением, как показано на фиг.4.

Изобретение относится к устройству для калибровки экструдированного пластмассового профиля с помощью калибровочного приспособления для профильного прутка, выходящего из формообразующей профильной головки. Калибровочное приспособление содержит фасонный корпус. К профильному прутку прилегают калибровочные поверхности. В калибровочных поверхностях, поперечно к направлению движения, выполнены вакуумные щели с возможностью соединения с источником разряжения. Отдельные вакуумные щели пронизывают фасонный корпус поперек направления прохождения материала. Вакуумные щели закрыты на наружной стороне фасонного корпуса съемным покрытием. Техническим результатом является возможность получения равномерного разряжения в вакуумных щелях и обеспечения чистки щелей без прерывания производства. 12 з.п. ф-лы, 8 ил.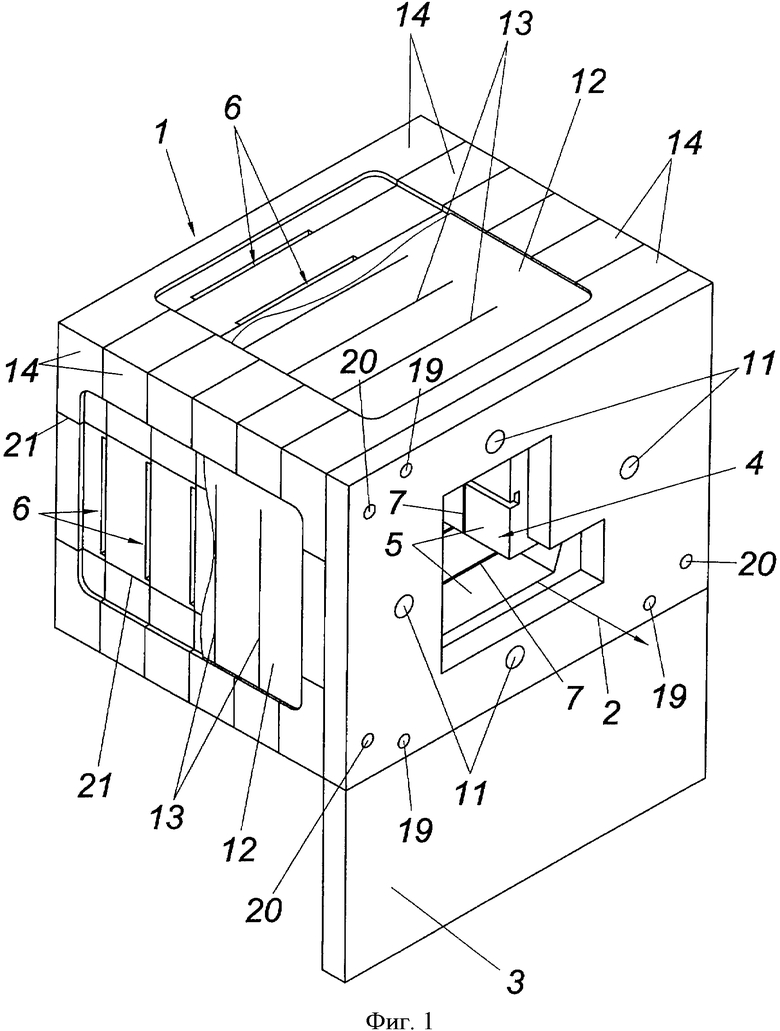
| US 6200119 В1, 13.03.2001 | |||
| US 5316459 А, 31.05.1994 | |||
| КАЛИБРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ЭКСТРУДИРУЕМОЙ ТРУБЫ ИЗ ПЛАСТИЧЕСКОГО МАТЕРИАЛА | 1992 |
|
RU2031000C1 |
| Устройство для прокола настила ткани | 1933 |
|
SU35760A1 |
| US 4976468 А1, 25.12.1990. | |||

