Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гофрированных листов, гнутых профилей и гофрированных лент. Такие профили с продольными или поперечными гофрами изготавливаются на профилегибочных станах путем последовательного формообразования гофров или путем штамповки на прессах, причем гофры имеют самую различную конфигурацию поперечного сечения. Типы гофрированных профилей с открытыми гофрами, изготавливаемых на современных станах, приведены, например, в справочнике под ред. И.С.Тришевского «Производство и применение гнутых профилей проката», М., «Металлургия». 1975, с.11-12 и 495-508.
Все многообразие используемых в промышленности гофрированных профилей с открытыми гофрами по их форме, размерам и расположению в поперечном сечении разделяют на три группы: 1) профили, все поперечное сечение которых гофрировано и между гофрами нет прямолинейных участков (со сквозными гофрами); 2) профили, в поперечном сечении которых гофры отделены один от другого прямолинейными участками; 3) профили сортовые с гофрами (см. Книгу «Производство гнутых профилей проката (оборудование и технология)» Тришевский И.С., Юрченко А.Б., Марьин B.C. и др. М.: Металлургия, 1982, с.262-263). Описываемый профиль относится к первой и второй группам.
Известен гнутый профиль со сплошными гофрами полузамкнутой формы, причем стенки гофров наклонены в сторону оснований, а ширина оснований гофров меньше ширины их вершин (см. заявку регистрационный номер РФ 2004138227/02, от 2004.12.27, номер публикации 2281178, дата публикации 2006.08.10, кл. B21D 13/10). Недостатком этого профиля является его малая поперечная жесткость, что вынуждает либо увеличивать толщину профиля или высоты гофров.
Наиболее близким аналогом к заявляемому объекту является гофрированный гнутый профиль проката с повторяющимися гофрами полузамкнутой формы (смотри ГОСТ 14350-80, пункт №24, примечание №2, нижний рисунок). Недостатком такого профиля также является малая продольная жесткость, для повышения которой приходится увеличивать толщину листа или высоту профиля.
Технической задачей настоящего изобретения является повышение жесткости (несущей способности) этих профилей.
Для решения этой задачи у гофрированного гнутого профиля с повторяющимися гофрами гофры выполнены с замкнутым контуром сечения, а расстояние между гофрами составляет от 1 до 11 значений максимальной ширины гофра.
Соприкасающиеся элементы гофров могут быть прочно соединены между собой. Соединение соприкасающихся элементов гофров может быть выполнено сваркой, пайкой или склеиванием.
Вышеприведенные соотношения между максимальной шириной гофра и расстоянием между гофрами получены экспериментальным путем и являются эмпирическими.
Существенное отличие заявляемого технического решения заключается в принципиально новой форме гофров замкнутой конфигурации и оптимизации параметров гофрированного гнутого профиля.
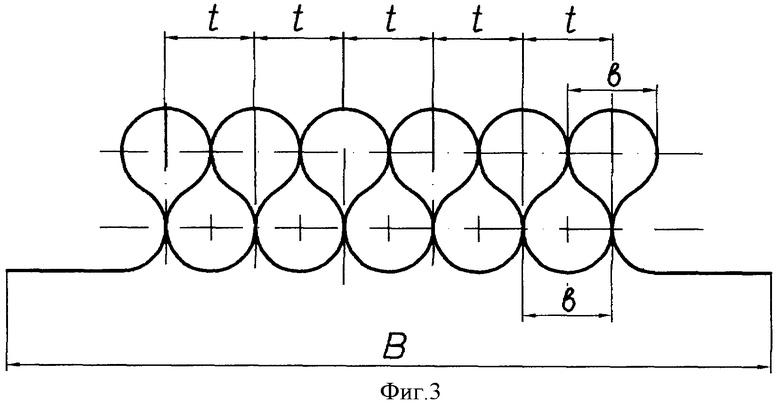
Заявляемый гофрированный гнутый профиль показан на фиг.1. На фиг.2 показана конфигурация его гофров, а на фиг.3 - гофрированный гнутый профиль со сплошными гофрами.
Поперечное сечение профиля состоит из гофров 1, межгофровых участков 2 и полок 3.
Расстояние между гофрами по ширине профиля - t, ширина профиля - В, ширина гофров - b.
На фиг.3 показан профиль у которого расстояние между гофрами (t) равно ширине гофров (b).
Гофры могут иметь полукруглую (см. фиг.1) или прямоугольную, овальную и другие формы (не показаны).
По линии замкового шва (линии соприкосновения одноименных элементов) гофры могут быть прочно соединены посредством сварки, пайки или склеивания.
Действительно устойчивость предлагаемого профиля при нагружении значительно выше благодаря взаимной компенсации горизонтальных усилий в замкнутом гофре.
Гофры указанной конфигурации «упираются» своими вершинами друг в друга. При этом горизонтальные реакции взаимно компенсируются, в результате чего профиль выдерживает значительно большую нагрузку без деформации. Кроме того, у предлагаемого гнутого профиля ширина горизонтальных участков значительно больше, чем у известного. В результате этого, при нагружении профиля снижаются напряжения в металле.
Опытную проверку предлагаемого гнутого профиля осуществляли на профилях, изготовленных методом поэлементной гибки.
С этой целью во всех случаях профили с различной конфигурацией гофров, изготовленные из стальной заготовки толщиной 0,5...1,0 мм с δ≤630 МПа, подвергали осадке на прессе с записью диаграммы «усилие-деформация». Испытания проводились на образцах с гофрами различной конфигурации (полукруглой, овальной и треугольной).
Изготавливались и испытывались образцы с замкнутой и незамкнутой формой гофров. Наибольшую жесткость показали гнутые профили с предлагаемыми замкнутыми гофрами.
Усилие, необходимое для деформации профилей с замкнутыми гофрами, в 1,2...1,9 раза больше, чем при деформации аналогичных профилей с полузамкнутыми гофрами.
Прочное соединение по линии замкового шва гнутых профилей с замкнутыми гофрами производилось путем их склеивания. При этом прочность на изгиб у профилей возросла на 15...23%. Особенно интересные свойства после склеивания швов приобретают профили, расстояние между гофрами в которых равно ширине гофров (см. фиг.3). Поскольку в таком профиле замковые швы располагаются на обеих сторонах профиля, после склеивания он приобретает свойства жесткой конструкции подобно сотовой панели. Такой профиль имеет высокую жесткость как в поперечном, так и в продольном направлениях, а также значительное сопротивление осевому скручиванию.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом, выбранным в качестве ближайшего аналога. Технико-экономический анализ показал, что металлоемкость заявляемого профиля будет меньше, чем у известного примерно в 1,3...1,6 раза за счет возможности использования более тонкой заготовки.
Перспективно использование гнутых профилей, имеющих прочное соединение замкового шва с двух сторон профиля (при расстоянии между гофрами, равном ширине гофров) вместо панелей.
Пример конкретного выполнения.
Гофрированный гнутый профиль шириной В=900 мм выполнен из стали толщиной S=0.8 мм с δ=500 МПа и содержит три полукруглых замкнутых гофра.
Основные параметры профиля:
расстояние между гофрами t=300 мм,
высота гофров hг=88 мм,
расстояние от кромки полки до оси крайнего гофра равняется 150 мм,
радиусы закруглений R=25 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2004 |
|
RU2281177C1 |
| ГОФРИРОВАННЫЙ ГНУТЫЙ ПРОФИЛЬ | 1994 |
|
RU2070458C1 |
| СТАЛЬНАЯ ПАНЕЛЬ-КАССЕТА | 2006 |
|
RU2332275C2 |
| ЛИСТОВОЙ ГНУТЫЙ ПРОФИЛЬ | 2004 |
|
RU2281178C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| ГНУТЫЙ ЗАМКНУТЫЙ ПРОФИЛЬ | 2009 |
|
RU2393934C1 |
| ГНУТЫЙ ЛИСТОВОЙ ПРОФИЛЬ | 1996 |
|
RU2116151C1 |
| ПРОФИЛЬ ВЫСОКОЙ ЖЕСТКОСТИ | 1995 |
|
RU2073574C1 |
| ГНУТЫЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2471584C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гофрированных листов, гнутых профилей и гофрированных лент. Профиль имеет повторяющиеся гофры. Гофры выполнены с замкнутым контуром в поперечном сечении. Расстояние между гофрами составляет 1...11 максимальной ширины гофра. Соприкасающиеся элементы гофров прочно соединены между собой. Увеличивается жесткость профилей. 1 з.п. ф-лы, 3 ил.
| Способ отделения шламов из шламовых вод при обогащении марганца | 1929 |
|
SU14350A1 |
| Гнутые профили проката, пункт 24, примечание № 2, нижний рисунок | |||
| Устройство для изготовления ленты с гофрами,имеющими поперечные надрезы и перемычки между ними | 1983 |
|
SU1174124A1 |
| Листовой гофрированный профиль | 1991 |
|
SU1750780A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| US 6038911 A, 21.03.2000 | |||
| ЧЕКМАРЕВ А.П | |||
| Гнутые профили проката | |||
| - М.: Металлургия, 1974, с.134-135. | |||

