% %% %%%%%й $$$% $
А
-1
2S
S
i
Фиг. 1
2. Устройство по п. 1, отличающееся тем, что все канавки размещены на .одной стороне каждого диска на равном расстоянии ot оси валка.
3. Устройство по п, 1, отличающееся тем, что канавки размещены на обеих сторонах кадого диска, при этом на соседних дисках на равном расстоянии от оси валка.
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ С ГОФРАМИ, ИМЕЩИМИ ПОПЕРЕЧНЫЕ НАДРЕЗЫ И ПЕРЕМЫЧКИ МЕЖДУ НИЬШ, содержащее закрепленные в корпусе верхний и нижний валки, выполненные в виде набора зубчатых дисков , при этом кромки зубьев выполнены заостренными,а боковые кромки зубьев соседних дисков установлены со смещением в окружном направтличающее с, я с целью расширения диапазона изготавливаемых изделий, на боковых торцах зубьев каждого диска выполнены окружные канавки для получения перемычек между надрезами.
Изобретение относится к обработ.ке металлов давлением, в частности к устройствам для гофрирования листового материала.
Целью изобретения является расширение диапазона изготавливаемых изделий.
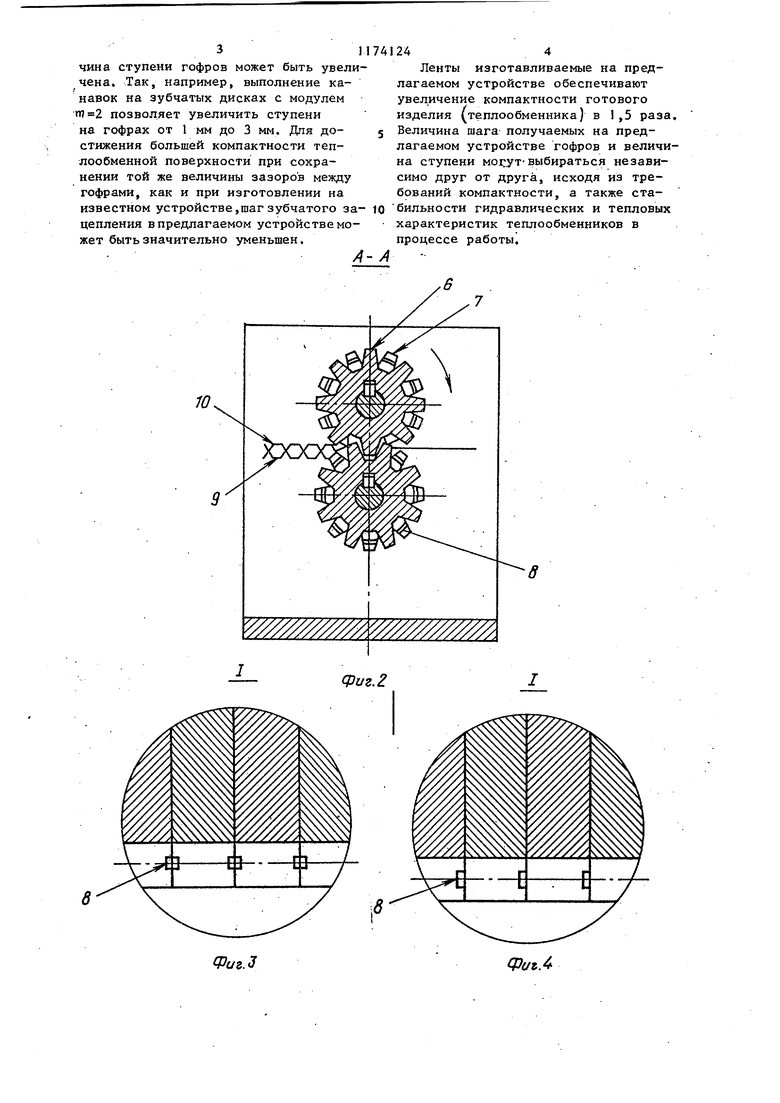
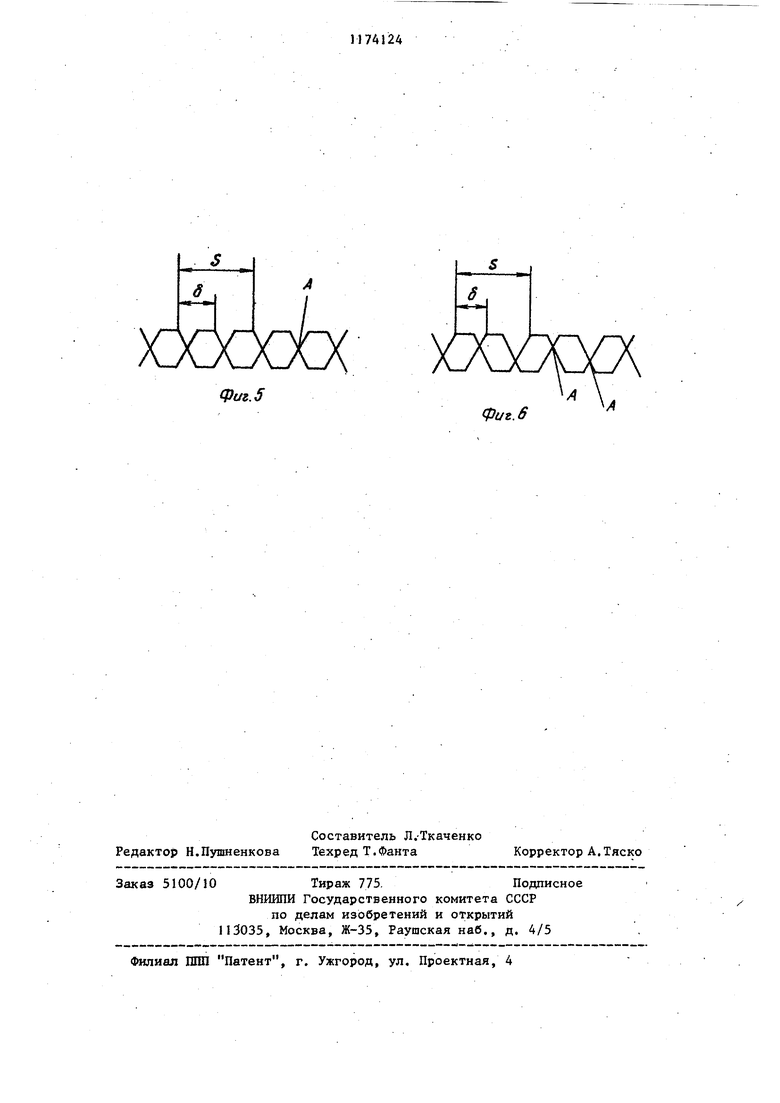
На фиг. 1 показано устройство, общий вид, на фиг. 2 -.то же, разрез А-А на фиг. 1, на фиг. 3 - узел Г на фиг,1,на фиг. 4 - то же, вариант выполнения, на фиг. 5 и 6 получаемые изделия.
Устройство содержит установленные в корпусе 1 верхний приводной 2 и нижний 3 валки, содержащие неподвижно закрепленные на осях, например, с помощью шпонки 4 зубчатые диски 5. Кромки зубьев выполнены заостренными, а боковые кромки 6 и 7 зубьев соседних дисков установлены со смещением в окружном направлении.
На боковых торцах зубьев каждого диска выполнены окружные канавки. Величина смещения кромок может до- стигать половину шага зубьев. Несовпадение боковых кромок может быть выполнено, например, за счет относительного углового смещения ос шпоночного паза двух соседних дисков при использовании зубчатых диск с одинаковым шагом и профилем зубье либо за счет применения дисков,, имеющих различный шаг и (или)толщину зуба ширину впадины. На торцах зубьев по окружности выполнены канавки 8, Канавки могут быть выполнены с обеих сторон диска фиг. З) либо с одной стороны (фиг. 4). В первом случае суммарная глубина канавок, а во втором - глубина каждой канавки должна быть не меньше толщины гофрируемой ленты. Назначение канавок - обеспечить перемычки неразрезанного металла. Следовательно, они должны разъединять режущие кромки зубьев на расстояние, превышающее толщину металла.
Канавки располагают так, что обеспечить перемычки в местах пересечения контуров зубьев (точки А). . Расположение точек пересечения контуров зависит от величины ступен гофров. При ступени, равной половине шага гофра (), точки пересечения контуров находятся на середине высоты гофров. Следователь-но, канавка должна быть расположена на диаметре начальной окружности. При меньшей величине ступени
(Sfij ) канавки на зубьях должны
быть смещены ближе к вершине зуба либо изготавливаться более широкими Если ступени гофров равны половине шага, перемычки находятся на одной высоте и для разъединения режущих кромок зубьев достаточно канавки с .одной стороны диска. При расположении точек пересечения контуров на различных уровнях необходимо делать канавки с двух сторон дисков.
Устройство работает следующим образом.
Верхний валок 2 приводится во вращение от привода. Благодаря зубчатому зацеплению приводится во вращение и нижний валок. Плоская лента прокатывается между зубьями дисков верхнего и нижнего валков и деформирует.ся. На ленте образуются гофры 9 и 0 со ступенями, равными смещению боковых кромок 6 и 7 зубьев соседних дисков. В местах расположения канавок на дисках верхнего и нижнего вала лента не разрезается и позтомуне распадается на отдельные полоски .
Благодаря выполнению канавок на торцах зубьев зубчатых дисков, вели3чина ступени гофров может быть увел чена. Так, например, выполнение канавок на зубчатых дисках с модулем позволяет увеличить ступени на гофрах от I мм до 3 мм. Для достижения большей компактности теплообменной поверхности при сохранении той же величины зазоров между гофрами, как и при изготовлении на известном устройстве,шаг зубчатого з цепления в предлагаемом устройстве мо жет быть значительно уменьшен. 244 Ленты изготавливаемые на предлагаемом устройстве обеспечивают увеличение компактности готового изделия (теплообменника) в 1,5 раза. Величина шага получаемых на предлагаемом устройстве гофров и величина ступени могут-выбираться независимо друг от друга, исходя из требований компактности, а также стабильности гидравлических и тепловых характеристик теплообменников в процессе работы.
ХТСхОУЛ
Фиг.6
| Патент США № 3433044, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Патент Англии № 1601952, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
