Предпосылки к созданию изобретения
Настоящее изобретение относится к отверждаемой по месту внутренней облицовке, предназначенной для применения ее при проведении ремонтно-восстановительных работ на существующих трубах и трубопроводах без рытья при этом траншей, а более конкретно - к отверждаемой по месту внутренней облицовке, которая изготавливается непрерывным способом в кусках требуемой длины из пропитываемого полимеризационной смолой материала, имеет выполняемый за одно целое с ней непроницаемый внутренний слой и предназначается для применения ее при проведении ремонтно-восстановительных работ на существующих трубах и трубопроводах без рытья при этом траншей, а всего лишь посредством затягивания этой облицовки внутрь с последующим ее накачиванием.
В общем, известно, что существующие трубы и трубопроводы, в частности - подземные трубы, к примеру, такие как санитарно-канализационные трубы, ливневые канализационные трубы, водопроводные магистрали и газопроводы, которые используются для транспортировки той или иной текучей среды, часто требуют ремонта из-за возникновения в них протечек. При такой протечке внутрь трубопроводов, или в их транспортирующую часть, может снаружи проникать какая-либо текучая среда. В качестве альтернативы, протечка может происходить наружу из транспортирующей части трубопровода в окружающую среду. В любом из этих двух случаев, когда происходит просачивание внутрь или же наружу, желательно ликвидировать такого рода протечки.
Протечка в существующей трубе может возникнуть из-за неправильной ее установки во время монтажа трубопровода, либо из-за разрушения самой трубы вследствие нормального ее старения, либо вследствие разрушительного воздействия движущегося внутри нее какого-нибудь коррозионного или абразивного материала. Трещины в стыках труб или в непосредственной близости от них могут появляться вследствие воздействия каких-либо неблагоприятных условий, возникающих в окружающей среде, к примеру, таких как землетрясения, либо движение каких-нибудь крупных транспортных средств по поверхности, находящейся сверху трубы, либо какие-нибудь естественные или же создаваемые в результате деятельности человека вибрации, либо другие аналогичные явления такого типа. Независимо от действительной причины их возникновения, такие протечки весьма нежелательны и могут в результате приводить к потерям соответствующей жидкой среды, транспортируемой по трубопроводу, либо к нанесению ощутимого ущерба окружающей среде, а также представлять потенциальную угрозу для здоровья большого числа людей. Если такая протечка не будет своевременно устранена, это может привести в конечном итоге к структурному разрушению существующей трубы из-за вымывания грунта и, как следствие, потере для трубы необходимой боковой опоры.
В связи с постоянно растущей стоимостью рабочей силы и соответствующего машинного оборудования становится все труднее и экономически менее выгодно производить ремонт подземных труб или отдельных их участков, на которых может обнаружиться протечка, выкапывая существующую трубу и заменяя ее новой трубой. В результате было предложено множество самых разнообразных способов выполнения ремонтно-восстановительных работ, проводимых по месту расположения существующих трубопроводов. Эти новые способы позволяют избежать тех затрат и опасностей, которые связаны с выкапыванием и заменой трубы или отдельных участков трубы, а также тех существенных неудобств, с которыми приходится обычно мириться общественности в течение всего периода такого строительства. Одним из наиболее успешных способов проведения ремонтно-восстановительных работ, который нашел в настоящее время широкое применение, является способ, который носит название «Инситуформ-пропесс» (Insitufbrm® Process). Способ «Инситуформ-пропесс» рассматривается подробно в описаниях изобретения к патентам США №4009063, №4064211 и №4135958, содержание всех из которых включается в настоящее описание изобретения посредством приведенной здесь ссылки на них.
В типовом случае применения способа «Инситуформ-пропесс» внутри существующего трубопровода устанавливается удлиненная гибкая трубчатая внутренняя облицовка, выполненная из войлочного материала, пеноматериала или иного аналогичного пропитываемого полимеризационной смолой материала, который имеет непроницаемое наружное покрытие и пропитан термореактивной отверждаемой полимеризационной смолой. В наиболее широко применяемом варианте осуществления данного способа такая внутренняя облицовка устанавливается по месту с применением соответствующего способа выворачивания ее наизнанку, рассмотренного в описаниях изобретения к патентам США №№4064211 и 4135958, в которых раскрывается способ «Инситуформ-пропесс». Согласно этому способу выворачивания наизнанку изнутри в радиальном направлении к вывернутой наизнанку внутренней облицовке прикладывается соответствующее давление, под воздействием которого она прижимается к внутренней поверхности трубопровода и входит с ней в плотный контакт по мере разворачивания этой внутренней облицовки в продольном направлении по длине трубопровода. Кроме того, при практическом осуществлении способа «Инситуформ-процесс» предусматривается также затягивание этой внутренней облицовки, пропитанной полимеризационной смолой, внутрь трубы при помощи каната или троса вместе с отдельной накачиваемой камерой или оболочкой, непроницаемой для соответствующей текучей среды и находящейся внутри этой оболочки в вывернутом наизнанку состоянии, и которая используется для поджимания указанной внутренней оболочки во время ее отверждения к внутренней стенке существующего трубопровода. Такие внутренние облицовки, пропитанные полимеризационной смолой, обычно называются «отверждаемыми по месту в трубах внутренними облицовками», или «внутренними облицовками типа ОПМТ» ("CIPP liners"), а установка их называется установкой с ОПМТ (с отверждением по месту в трубах).
Обычные отверждаемые по месту гибкие трубчатые внутренние облицовки, предназначенные как для установки с выворачиванием их наизнанку, так и для установки с отверждением по месту в трубах (ОПМТ), имеют гладкий наружный слой, выполненный в виде сравнительно гибкого и, по существу, непроницаемого полимерного покрытия в изначальном своем состоянии. Такое наружное покрытие позволяет осуществить пропитывание полимеризационной смолой внутреннего слоя, выполненного из пропитываемого полимеризационной смолой материала, к примеру, такого как фетр. Когда внутренняя облицовка находится в вывернутом наизнанку состоянии, этот непроницаемый слой будет располагаться внутри облицовки, а пропитанный полимеризационной смолой слой будет при этом прижиматься к стенке существующего трубопровода. По мере того как происходит установка гибкой внутренней облицовки по месту внутри трубопровода, обеспечивается также повышение внутреннего давления в трубопроводе, предпочтительно - с использованием в этих целях той же текучей среды, что применяется для выворачивания облицовки наизнанку, к примеру, такой как вода или воздух, в результате чего внутренняя облицовка принудительно раздается в радиальном направлении наружу до соприкосновения ее с внутренней поверхностью существующего трубопровода с обеспечением при этом плотного прилегания ее к указанной поверхности. Отверждение полимеризационной смолы инициируется посредством подвода соответствующей горячей отверждающей текучей среды, к примеру, такой как вода, внутрь вывернутой наизнанку внутренней облицовки через рециркуляционный рукав, подсоединяемый к концу вывернутой наизнанку внутренней облицовки. Благодаря этому начинается отверждение полимеризационной смолы, впитавшейся внутрь пропитываемого ею материала, в результате чего внутри существующего трубопровода образуется твердое жесткое внутреннее покрытие, герметично прилегающее к трубе. Новая внутренняя облицовка эффективно уплотняет собой всяческие трещины и обеспечивает надежное проведение ремонта любого подвергшегося разрушению участка трубы или же трубного стыка, предотвращая дальнейшую протечку внутрь существующего трубопровода или же наружу из него. Кроме того, отвержденная полимеризационная смола служит также и для повышения прочности стенки существующего трубопровода, благодаря чему обеспечивается дополнительная структурная опора для прилегающих к нему слоев грунта.
Когда трубчатую, отверждаемую по месту внутреннюю облицовку устанавливают способом затягивания этой облицовки внутрь с последующим ее накачиванием, предварительно производят пропитывание внутренней облицовки полимеризационной смолой точно таким же образом, как это делается при применении способа с выворачиванием оболочки наизнанку, после чего затягивают ее в спущенном состоянии внутрь существующего трубопровода. В типичном случае установки такой облицовки опускную накачиваемую камеру или рукав, имеющий на нижнем своем конце соответствующее колено, размещают в люке или в соответствующем месте доступа и через опускную камеру пропускают соответствующую, выворачивающую ее наизнанку накачиваемую камеру, раскрывают ее и обертывают в виде манжеты вокруг входного отверстия на горизонтальном участке колена, а затем вставляют во внутреннюю облицовку, находящуюся в спущенном состоянии. После этого внутреннюю облицовку, находящуюся в спущенном состоянии внутри существующей трубы, располагают поверх обернутого в виде манжеты конца накачиваемой камеры и закрепляют на нем. Затем в опускную камеру подается соответствующая, выворачивающая оболочку наизнанку текучая среда, к примеру, такая как вода, при этом накачиваемая камера выталкивает горизонтальный участок колена и заставляет находящуюся в спущенном состоянии внутреннюю оболочку прижаться к внутренней поверхности существующей трубы. Выворачивание наизнанку накачиваемой камеры продолжается вплоть до тех пор, пока накачиваемая камера не достигнет люка, расположенного дальше по ходу движения, или второго места доступа. В этот момент обеспечивается возможность отверждения внутренней оболочки, прижатой к внутренней поверхности существующей трубы. Отверждение инициируется посредством подачи горячей отверждающей воды, поступающей внутрь накачиваемой камеры, и происходит в значительной мере таким же образом, как и при наличии соответствующей рециркуляционной линии, подводимой к концу накачиваемой камеры, выворачивающей облицовку наизнанку, в результате чего и происходит отверждение полимеризационной смолы, находящейся в пропитанном ею слое.
После того как во внутренней оболочке произойдет отверждение находящейся в ней полимеризационной смолы, можно будет затем удалить накачиваемую камеру оттуда либо оставить ее на месте внутри отвержденной внутренней оболочки. Как способ затягивания внутренней облицовки внутрь с последующим ее накачиванием, так и способ с выворачиванием ее наизнанку в типовом их применении требуют обеспечения соответствующего доступа человека внутрь ограниченного пространства, имеющегося в люке, несколько раз в ходе осуществления и того, и другого способа. Например, обеспечить такой доступ человека требуется для того, чтобы закрепить выворачиваемую наизнанку внутреннюю облицовку или же накачиваемую камеру на конце колена, а затем вставить его во внутреннюю оболочку, находящуюся в спущенном состоянии.
Независимо от того, как производится установка внутренней облицовки, пропитка отверждаемой термореактивной смолой тех слоев внутренней оболочки, которые способны поглощать полимеризационную смолу, осуществляется способом, называемым «смачиванием». При применении способа смачивания обычно предусматривается нагнетание полимеризационной смолы внутрь слоев, способных поглощать полимеризационную смолу, с одного их конца либо через отверстие, выполняемое в непроницаемой наружной пленке с созданием при этом соответствующего разрежения и пропусканием пропитанной внутренней облицовки через прижимные валики, что хорошо известно в данной области техники, связанной с производством различных облицовок. При этом может применяться широкое разнообразие самых различных полимеризационных смол, к примеру, таких как полиэстер, сложные виниловые эфиры, эпоксидные смолы и иные аналогичные полимеризационные смолы, которые при желании могут быть так или иначе видоизменены. Предпочтительно было бы использовать при этом такую полимеризационную смолу, которая сравнительно устойчива при комнатной температуре, но которая легко отверждается при нагревании ее при помощи воздуха, пара или горячей воды либо под воздействием на нее соответствующего излучения, к примеру, такого как ультрафиолетовый свет.
Один из таких способов смачивания внутренней облицовки посредством пропитывания ее под вакуумом рассматривается в описании изобретения к патенту США №4366012, в котором раскрывается способ «Инситуформ-процесс». В тех случаях, когда внутренняя облицовка имеет и внутренний, и наружный непроницаемые слои, поставка такой трубчатой внутренней облицовки может производиться в спущенном ее состоянии, а с противоположных сторон находящейся в спущенном состоянии внутренней облицовки выполняются соответствующие прорези, и через них с обеих сторон внутрь нагнетается соответствующая синтетическая смола, как это указывается в описании изобретения к патенту США №4009063. Другое такое устройство, предназначенное для смачивания внутренней облицовки во время ее установки с обеспечением при этом соответствующего разрежения путем отсасывания воздуха с заднего конца указанной облицовки, представлен в описании изобретения к патенту США №4182262. Содержание каждого из описаний изобретения к этим патентам включается в настоящее описание изобретения посредством приведенной здесь ссылки на них.
Недавно предприняты были попытки соответственно видоизменить существующий способ затягивания внутренней облицовки внутрь с последующим ее накачиванием таким образом, чтобы использовать воздух для выворачивания накачиваемой камеры наизнанку при введении ее во внутреннюю облицовку, затягиваемую внутрь трубы с ближайшего места доступа к ней. Когда выворачивающая наизнанку накачиваемая камера достигает более удаленного места доступа к трубе, производят подачу пара в указанном ближайшем месте доступа к трубе для того, чтобы инициировать отверждение полимеризационной смолы, впитавшейся в слой, пропитываемый полимеризационной смолой. Этот способ обеспечивает соответствующее преимущество, заключающееся в более быстром отверждении, что происходит благодаря большему количеству тепловой энергии, которое переносит пар при использовании его в качестве отверждающей текучей среды. Однако при реализации этого способа все еще требуется осуществлять выворачивание накачиваемой камеры наизнанку при введении ее в пропитанную внутреннюю облицовку, затягиваемую внутрь трубы. Во избежание выполнения операции выворачивания накачиваемой камеры наизнанку при введении ее во внутреннюю облицовку, затягиваемую внутрь трубы, предприняты были попытки проведения этой же операции выворачивания накачиваемой камеры наизнанку на поверхности земли. Например, согласно описанию изобретения к патенту США №6270289, предложен способ, предусматривающий выворачивание соответствующего калиброванного рукава наизнанку с введением его в находящийся в спущенном состоянии внутренний облицовочный рукав еще на поверхности земли перед тем, как начать затягивать такой рукав в сборе внутрь существующей трубы. Этот способ позволяет отказаться от проведения операции выворачивания наизнанку под землей, но имеет существенные ограничения в отношении длины внутренней облицовки, которая может быть уложена на поверхности земли перед затягиванием ее внутрь трубы.
Другое предложение, направленное на устранение необходимости в проведении указанной операции выворачивания наизнанку, заключается в изготовлении такой внутренней облицовки, которая имеет как внутреннее покрытие, так и наружное покрытие, благодаря чему соответствующая отверждающая текучая среда может вводиться непосредственно во внутреннюю облицовку, затягиваемую внутрь трубы. Недостаток в данном случае заключается в тех трудностях, с которыми приходится сталкиваться при пропитывании полимеризационной смолой того материала, который находится между непроницаемыми внутренним и наружным покрытиями и подлежит такой пропитке. При этом наружное покрытие продолжает оставаться необходимым для беспрепятственного выполнения операций подачи и перемещения пропитанной внутренней облицовки, а также операции затягивания такой внутренней облицовки внутрь существующей трубы, а внутреннее покрытие желательно иметь в случае отверждения, осуществляемого при помощи подачи пара.
Несмотря на наличие различных модификаций как способа с выворачиванием внутренней облицовки наизнанку, так и способа затягивания ее внутрь с последующим ее накачиванием, которые осуществляются без рытья при этом траншей, оба эти способа все еще продолжают оставаться весьма трудоемкими, требуют проведения операции выворачивания наизнанку, а также связаны с необходимостью значительных затрат. Соответственно, желательно было бы создать такой способ проведения ремонтно-восстановительных работ с использованием методики затягивания внутренней облицовки внутрь трубы с последующим накачиванием этой облицовки, при осуществлении которого предусматривалось бы изготовление внутренней облицовки таким образом, чтобы она имела внутреннее и наружное покрытия и легко подвергалась пропитке, благодаря чему ее можно было бы отверждать, используя для этого пар в качестве отверждающей среды, что позволило бы воспользоваться получаемым при этом преимуществом, заключающимся в переносе им большего количества тепловой энергии, обеспечив тем самым реализацию такого способа установки внутренней облицовки, который осуществляется ускоренными темпами и с более высокой экономической эффективностью по сравнению с существующими в настоящее время способами проведения ремонтно-восстановительных работ.
Краткое описание изобретения
Вообще говоря, в соответствии с настоящим изобретением создана пропитанная полимеризационной смолой и отверждаемая по месту внутренняя облицовка, имеющая выполненный за одно целое с ней непроницаемый внутренний слой и пригодная для применения ее при проведении ремонтно-восстановительных работ на существующих трубопроводах посредством затягивания внутренней облицовки внутрь трубы с последующим накачиванием этой облицовки. Внутренняя облицовка непрерывно формируется из куска соответствующего материала, способного поглощать полимеризационную смолу, которому придается трубчатая форма, а также имеющего непроницаемый слой, приклеиваемый к одной из его поверхностей, и, обеспечивая при этом требуемую герметичность, облицовка устанавливается затем внутри трубы таким образом, чтобы непроницаемый слой ее был обращен к внутренней поверхности трубы. Трубчатая внутренняя облицовка, способная поглощать полимеризационную смолу и имеющая непроницаемый внутренний слой, может быть также обернута дополнительными слоями материала, способного поглощать полимеризационную смолу, которым при этом тоже придается трубчатая форма. Вокруг внутренней трубчатой облицовки, способной пропитываться полимеризационной смолой, наматывается непроницаемая пленка. Материал, способный поглощать полимеризационную смолу, может пропитываться соответствующей термореактивной смолой до или после наматывания наружной пленки, непроницаемой для этой смолы, вокруг внутренней трубчатой облицовки.
Непроницаемый внутренний спой должен быть таким, чтобы он обладал достаточно высоким сопротивлением к воздействию высоких температур, которые может иметь соответствующая отверждающая текучая среда, а также к воздействию, оказываемому на этот слой различными видами текучей среды, предполагаемой к транспортировке по восстановленной трубе. Наружный слой может просто быть герметизирован с применением тепла с образованием при этом соответствующего термического соединения либо приклеиваться с помощью соответствующей липкой ленты. Такое наружное уплотнение всего лишь только обеспечивает герметизацию материала, пропитанного полимеризационной смолой, но при этом оно должно также обладать достаточно высокой прочностью для того, чтобы избежать возможных повреждений его при выполнении соответствующих операций подачи и перемещения материала и абразивного истирания во время транспортировки внутренней облицовки и последующего затягивания ее внутрь существующей трубы.
Материал, способный поглощать полимеризационную смолу и имеющий выполненный на одной из его поверхностей за одно целое с ним непроницаемый слой, может быть сформирован таким образом, чтобы он имел трубчатую форму и был герметизирован каким-либо из большого разнообразия различных способов. Трубчатая облицовка изготавливается непрерывно таким образом, чтобы слой, непроницаемый для полимеризационной смолы, формировался с внутренней стороны относительно соответствующего трубчатого устройства и в одном направлении с непроницаемым слоем, формирующимся с наружной стороны, и герметизировался каким-либо обычным способом, а затем непрерывно выворачивался наизнанку при пропускании его через соответствующее формирующее устройство. Тогда из наружного слоя образуется слой или слои, способные поглощать полимеризационную смолу, которые пропитываются до или после обертывания их полимерным покрытием и, следовательно, будут содержать полимеризационную смолу, причем такая внутренняя облицовка, имеющая внутренний и наружный полимеризационные слои, пригодна для хранения и ее можно затягивать внутрь существующей трубы.
Соответственно задачей настоящего изобретения является создание усовершенствованного способа проведения ремонтно-восстановительных работ на существующих трубопроводах согласно принципу отверждения по месту.
Другой задачей настоящего изобретения является создание усовершенствованной, отверждаемой по месту внутренней облицовки, предназначенной для проведения ремонтно-восстановительных работ на существующих трубопроводах.
Это достигается тем, что способ непрерывной подготовки куска отверждаемой по месту внутренней облицовки, имеющей выполненный за одно целое с ней непроницаемый внутренний слой и, по меньшей мере, один наружный слой материала, способного пропитываться полимеризационной смолой, предусматривает:
получение соответствующего куска материала, способного пропитываться полимеризационной смолой и имеющего непроницаемый слой, соединенный с одной из его поверхностей;
подачу куска материала, способного пропитываться полимеризационной смолой, в первом направлении и придание куску материала трубчатой формы таким образом, чтобы непроницаемый слой находился с наружной его стороны;
соединение продольных кромок куска материала, способного пропитываться полимеризационной смолой, вместе друг с другом с образованием при этом трубчатого элемента;
герметизацию соединенных вместе продольных кромок трубчатого элемента;
выворачивание трубчатого элемента наизнанку внутрь самого себя во втором, противоположном направлении таким образом, чтобы наружным стал слой материала, способного пропитываться полимеризационной смолой; и
непрерывное удаление трубчатого элемента с указанным, выполненным за одно целое с ним непроницаемым слоем, находящимся с внутренней его стороны.
При этом сплошной кусок отверждаемой по месту внутренней облицовки, имеющей выполненный за одно целое с ней непроницаемый внутренний слой и, по меньшей мере, один слой материала, способного пропитываться полимеризационной смолой, сформирован посредством получения соответствующего куска материала, способного пропитываться полимеризационной смолой и имеющего непроницаемый слой, соединенный с одной из его поверхностей, причем указанному куску материала придана форма трубчатого рукава, у которого указанный непроницаемый слой находится с наружной его стороны; а также соединения продольных кромок указанного куска материала вместе друг с другом с последующей герметизацией их и образованием при этом трубчатого элемента, который вывернут наизнанку таким образом, что наружным является слой материала, способного пропитываться полимеризационной смолой.
Следующей задачей настоящего изобретения является создание усовершенствованной внутренней облицовки, имеющей выполненный за одной целое с ней непроницаемый внутренний слой и пригодной для применения ее при проведении ремонтно-восстановительных работ на существующих трубопроводах без рытья при этом траншей.
Еще одной задачей настоящего изобретения является создание усовершенствованного способа непрерывного производства отверждаемой по месту внутренней облицовки, пропитанной полимеризационной смолой и имеющей выполненный за одной целое с ней непроницаемый внутренний слой.
Следующей, еще одной задачей настоящего изобретения является создание способа производства отверждаемой по месту внутренней облицовки, пропитанной полимеризационной смолой, имеющей выполненные за одной целое с ней непроницаемый внутренний слой и непроницаемое наружное покрытие и предназначенной для установки ее внутри трубопровода посредством затягивания внутрь с последующим накачиванием и без рытья при этом траншей.
Еще другие задачи и преимущества настоящего изобретения будут частично очевидными и станут частично явными из нижеследующего подробного описания изобретения.
Настоящим изобретением соответственно предусматривается выполнение нескольких операций, а также наличие взаимосвязи одной или более из таких операций по отношению к каждой из остальных операций, создание соответствующих устройств, воплощающих в себе отличительные особенности конструкции, разработка различных сочетаний и вариантов расположения, отдельных их частей с учетом влияния, оказываемого при этом ими на такие операции, а также производство промышленных изделий, которые обладают соответствующими характеристиками, признаками и свойствами, и еще наличие взаимосвязи между различными компонентами изобретения, что иллюстрируется примерами его осуществления, рассматриваемыми в нижеследующем подробном описании настоящего изобретения, объем которого определяется приведенной далее формулой изобретения.
Краткое описание чертежей
В целях более полного понимания настоящего изобретения дальнейшее его описание ведется здесь со ссылками на прилагаемый(е) чертеж(и), на которых:
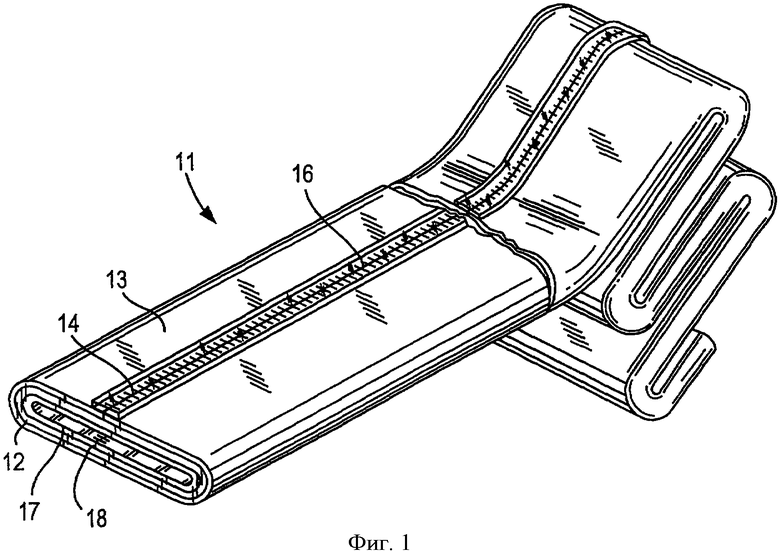
Фиг.1 - представленное в перспективе изображение соответствующего куска типичной, отверждаемой по месту внутренней облицовки, пропитанной полимеризационной смолой и пригодной для применения ее при облицовке изнутри существующих трубопроводов такого типа, которая, как правило, применяется в настоящее время и хорошо известна в данной области техники;
Фиг.2 - вид в поперечном разрезе для отверждаемой по месту внутренней облицовки, имеющей выполненные за одной целое с ней непроницаемый внутренний слой и непроницаемую наружную пленку, или обертку, конструкция и относительное расположение которых выполнены в соответствии с настоящим изобретением;
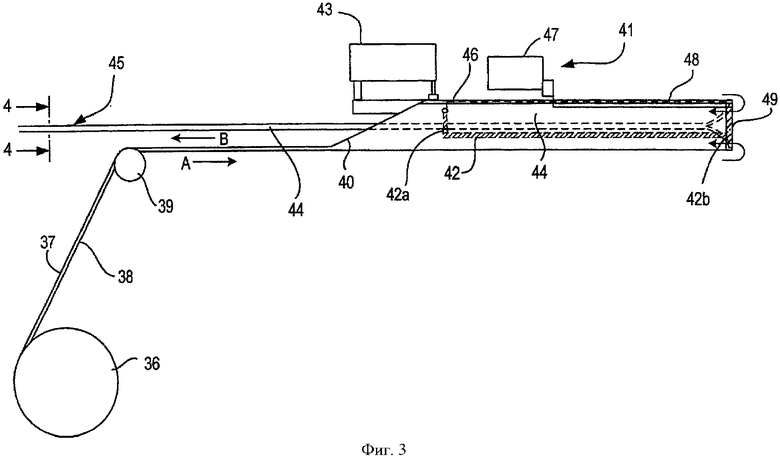
Фиг.3 - схематическое изображение установки, которая предназначается для подготовки внутренней части внутренней облицовки, имеющей наружный войлочный слой с выполненным из жаростойкого полимера за одно целое с ним внутренним слоем, и применяется при изготовлении отверждаемой по месту внутренней облицовки, показанной на Фиг.2;
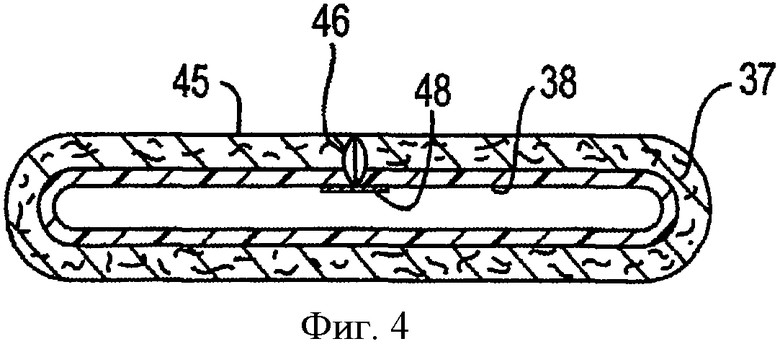
Фиг.4 - вид в поперечном разрезе, показывающий конструкцию внутренней трубчатой части внутренней облицовки, изготовленной с помощью установки, представленной на Фиг.З;
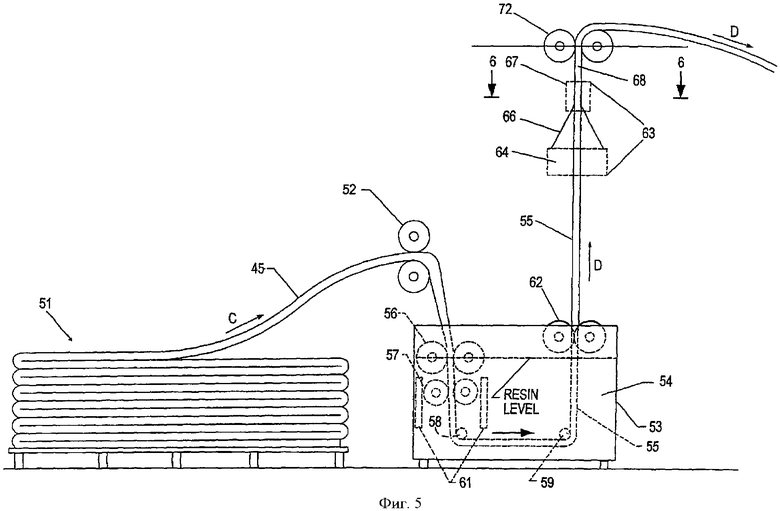
Фиг.5 - схематический вид в вертикальном разрезе, показывающий операцию пропитывания полимеризационной смолой и обертывания трубчатого элемента, представленного на Фиг.4, при изготовлении пропитанной внутренней облицовки типа ОПМТ, имеющей внутренний и наружный непроницаемые слои, в соответствии с настоящим изобретением;
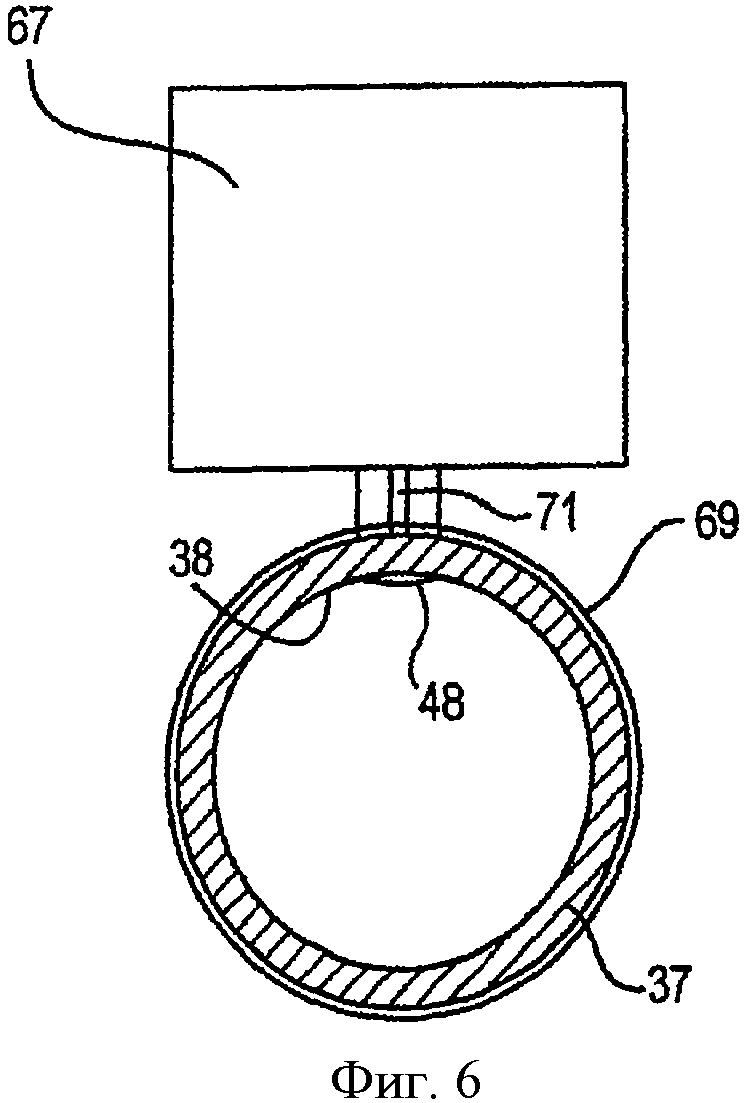
Фиг.6 - вид в поперечном разрезе по линии 6-6 для устройства обертывающей установки, показанной на Фиг.5, которое предназначено для герметичного соединения кромок пленки между собой; и
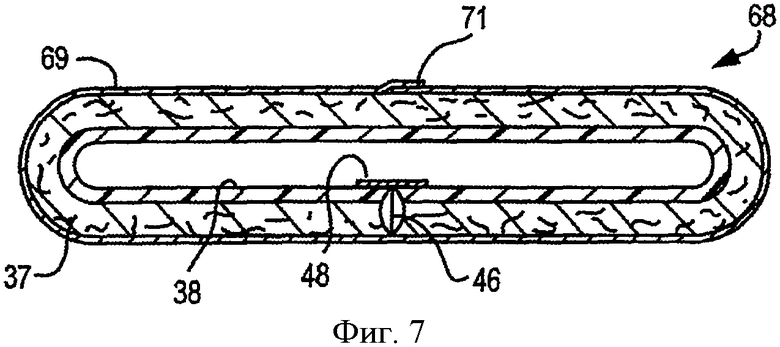
Фиг.7 - поперечный разрез внутренней облицовки, изготовленной при помощи установок, показанных на Фиг.3 и 5.
Описание предпочтительных вариантов осуществления изобретения
Отверждаемая по месту внутренняя облицовка, пропитанная полимеризационной смолой и изготовленная в соответствии с настоящим изобретением, имеет выполненный за одной целое с ней внутренний слой, благодаря чему установка такой облицовки может производиться с применением способа затягивания облицовки внутрь с последующим ее накачиванием, причем накачивание ее и отверждение могут осуществлять с помощью соответствующей нагретой текучей среды без использования с этой целью какой-либо накачиваемой камеры. Пропитанная внутренняя облицовка, имеющая непроницаемый внутренний слой полимера, изготавливается непрерывно кусками желательной длины. Пропитка такой внутренней облицовки может осуществляться еще в процессе ее сборки в связи с тем, что для пропитывания внутренней облицовки, которая состоит из материала, поглощающего полимеризационную смолу и расположенного между внутренним и наружным покрытиями, с использованием обычной технологии пропитки под вакуумом, когда такая облицовка находится в спущенном состоянии, необходимо будет приложить к ней более высокое усилие.
Необходимость приложения такого более высокого усилия очевидна при рассмотрении способа, изложенного в описании изобретения к патенту США №6270289. В этой публикации указывается на то, что калиброванный рукав, располагаясь пока еще только на поверхности земли, преобразуется в соответствующий пропитанный рукав внутренней облицовки, находящийся в спущенном состоянии, либо посредством подачи сжатого воздуха осуществляется преобразование пропитанного рукава внутренней облицовки в трубчатую пленку. В этом случае длина рукава внутренней облицовки приближается по своей величине к длине трубы, находящейся под землей, внутри которой предстоит установить эту внутреннюю облицовку. Для такого преобразования одного трубчатого рукава внутри другого требуется обеспечить наличие такого свободного участка, длина которого будет равна длине самого длинного слоя. Если эти два слоя не были предварительно подвергнуты пропитке, то тогда необходимо будет обеспечить нагнетание соответствующей полимеризационной смолы в промежуток между слоями по обе стороны трубчатых рукавов, находящихся в спущенном состоянии, для того чтобы обеспечить при этом соответствующее их пропитывание. Такой способ пропитки трубчатых рукавов внутренней облицовки является трудноисполнимым и малоэффективным. Таким образом, при этом не только ограничивается длина рукава, но также в крайней степени затрудняется и само выполнение операции пропитывания.
На Фиг.1 иллюстрируется гибкая, отверждаемая по месту внутренняя облицовка 11 такого типа, который, как правило, применяется в настоящее время и хорошо известен в данной области техники. Внутренняя облицовка 11 формируется в виде, по меньшей мере, одного слоя гибкого материала, способного пропитываться полимеризационной смолой, к примеру, такого как войлочный слой 12, и имеющего непроницаемый наружный слой 13, выполненный в виде полимерной пленки. Войлочный слой 12 и наружный слой 13 полимера сострачиваются вместе друг с другом по линии шва 14, образуя тем самым соответствующую трубчатую внутреннюю облицовку. Предусматривается накладывание совместимой термопластичной пленки, выполненной в виде ленты или экструдированного материала 16, по линии шва 14 либо экструдирование такой пленки или материала непосредственно вдоль этой линии для того, чтобы обеспечить тем самым непроницаемость внутренней облицовки 11. В варианте осуществления настоящего изобретения, иллюстрируемом на Фиг.1, применительно к которому ведется нижеследующее описание, внутренняя облицовка 11 содержит еще внутренний трубчатый рукав, представляющий собой второй войлочный слой 17, который также сострачивается по линии шва 18, прокладываемого по этому трубчатому рукаву со смещением относительно места пролегания линии шва 14 по наружному войлочному слою 12. Затем осуществляется формирование наружного войлочного слоя 12 вместе со слоем 13 полимера вокруг внутреннего трубчатого слоя 17. После ее пропитки внутренняя облицовка 11 хранится в рефрижераторной установке с целью предотвратить преждевременное отверждение полимеризационной смолы. Затем внутреннюю облицовку 11 обрезают на желательной ее длине после затягивания внутрь существующего трубопровода, либо обрезание ее производят перед тем, как вывернуть эту облицовку наизнанку в процессе введения ее внутрь существующего трубопровода.
Внутренняя облицовка 11 такого типа, который проиллюстрирован на Фиг.1, непроницаема для воды и воздуха. Это позволяет использовать воздух или воду для выворачивания ее наизнанку, как указано в приведенном здесь выше описании. Однако при установке внутренней облицовки по способу затягивания ее внутрь трубы с последующим накачиванием, осуществляемому в соответствии с настоящим изобретением, для наружного покрытия, наносимого на такую внутреннюю облицовку, вполне достаточно быть непроницаемым всего лишь в такой мере, чтобы обеспечивать приемлемое смачивание ее в соответствующей полимеризационной смоле и удерживание этой смолы внутри нее, а также предотвратить возможное повреждение внутренней оболочки во время затягивания ее внутрь существующего трубопровода.
Для более крупных диаметров внутренней облицовки может предусматриваться наличие нескольких слоев войлока или же какого-нибудь иного материала, способного пропитываться полимеризационной смолой. Войлочные слои 12 и 17 могут выполняться из гибкого натурального или синтетического материала, способного поглощать полимеризационную смолу, к примеру, такого как полиэстер, акриловый полипропилен или же неорганические волокна, к примеру, такие как стекловолокно или углеродное волокно. В качестве альтернативы, такой материал, способный поглощать полимеризационную смолу, может представлять собой какой-нибудь пеноматериал. Непроницаемая пленка 13, использующаяся в качестве наружного непроницаемого слоя 12, может выполняться из полиолефина, к примеру, такого как полиэтилен или полипропилен, из винилового полимера, к примеру, такого как полихлорвинил, либо из полиуретана, что хорошо известно в данной области техники. Для соединения между собой краев материала с образованием при этом соответствующих трубчатых рукавов могут быть применены различные виды сшивания, клеевого соединения или же соединения с нагреванием пламенем либо какие-нибудь иные, пригодные для использования их с этой целью технические средства. На начальном этапе проведения всяких ремонтно-восстановительных работ без рытья при этом траншей существующие трубопроводы перед установкой в них внутренних облицовок сначала подготавливаются посредством их очистки и проведения соответствующих видеозаписей на магнитную ленту.
Далее, на Фиг.2 представлена отверждаемая по месту внутренняя облицовка 21, выполненная в соответствии с настоящим изобретением и показанная на нем в поперечном разрезе. Внутренняя облицовка 21 по своей конструкции аналогична обычной внутренней облицовке 11, но включает в себя дополнительно внутренний трубчатый элемент с выполненным за одно целое с ним непроницаемым слоем 22, который снабжен соединяемым с ним тонким войлочным, или способным пропитываться полимеризационной смолой, слоем 23. Внутренний войлочный слой 23 вместе с непроницаемым слоем 22 прострачивается вдоль сложенных друг с другом впритык кромок, образуя при этом линию шва 24, посредством наложения ряда стежков 26 и затем герметизируется с помощью ленты 27, накладываемой поверх стежков 26. Внешний войлочный слой 28 обертывается вокруг тонкого внутреннего войлочного слоя 23 и закрепляется на нем в виде трубчатого рукава посредством стежков 29. И, наконец, производится наложение наружного слоя, или обертки, 31 посредством обматывания его вокруг наружного войлочного слоя 28.
Благодаря созданию внутренней облицовки, имеющей как внутренний, так и наружный непроницаемые слои, отпадает необходимость в выворачивании такой внутренней облицовки наизнанку во время ее установки или же в выворачивании накачиваемой камеры после того, как такая внутренняя облицовка будет уже затянута внутрь существующей трубы. Таким образом, при этом обеспечивается возможность существенного сокращения трудозатрат во время установки такой внутренней облицовки. Кроме того, при этом обеспечивается также возможность применения какой-либо нагретой отверждающей текучей среды, к примеру, такой как пар, для накачивания внутренней облицовки и отверждения полимеризованной смолы. В таком случае все разновидности нагретой текучей среды вводятся во внутреннюю оболочку, уже находящуюся под землей, благодаря чему обеспечиваются более безопасные условия для проведения всех необходимых работ.
Войлочные слои 23 и 28 могут пропитываться, как обычно, под вакуумом. В альтернативном варианте войлочные слои 23 и 28 сначала пропитываются соответствующей полимеризационной смолой, а уже потом на них накладывается непроницаемая обертка 31. Это позволяет избежать тех трудностей, с которыми приходится сталкиваться при пропитывании уже полностью готовой внутренней облицовки, в которой войлочные слои находятся между внутренним и наружным непроницаемыми слоями. В описании изобретения к патенту США №4009063 изобретателем Эриком Вудом (Elic Wood) предлагается осуществлять нагнетание полимеризационной смолы внутрь войлочного слоя с применением в этих целях соответствующих игл, вводимых с противоположных сторон в уже законченную сборкой внутреннюю облицовку, находящуюся в спущенном состоянии. Для проведения такой операции требуется проделывать в наружном покрытии соответствующие отверстия для введения игл внутрь, а потом ставить заплаты на эти отверстия. Способ пропитки под вакуумом, раскрываемый в описании изобретения к патенту США №4366012, фактически будет непригоден к практической его реализации, если для создания разрежения не будет предусматриваться отсасывание воздуха с обеих сторон обрабатываемой внутренней облицовки, потому что ее внутреннее покрытие представляет собой преграду для поступления потока полимеризационной смолы внутрь оболочки, которая имеет и внутреннее, и наружное покрытие. Для того чтобы преодолеть эти трудности, связанные с пропитыванием, предлагается изготавливать внутреннюю облицовку 21 в виде бесконечных рулонов гладкого войлока с ровным покрытием, непрерывно осуществляя при этом пропитывание войлока перед наложением на него наружной обертки 31. Эта цель достигается с помощью способа, представленного на Фиг.3 и 5, в результате чего получают внутреннюю облицовку 68, показанную на Фиг.7.
Хотя в рассматриваемом здесь варианте осуществления настоящего изобретения и предлагается придавать войлочным слоям 23 и 28 форму трубчатых рукавов, сострачивая вместе их кромки и (или) прокладывая поверх совмещенных кромок соответствующую ленту, тем не менее приемлемыми для использования их с этой же целью являются любые из известных обычных способов, применяемых для придания формы трубчатых рукавов войлочному или же какому-нибудь другому материалу, способному пропитываться полимеризационной смолой. Например, такие трубчатые рукава могут формироваться с применением различных клеев или клеящих составов, а также посредством соединения кромок соответствующего материала между собой с предварительным нагреванием их пламенем. Соответствующая лента может быть проложена по внутреннему войлочному слою 23 и по непроницаемому внутреннему слою 22 дня того, чтобы герметизировать состыкованные кромки войлочного материала и отверстия, пробитые в нем во время выполнения операции сострачивания кромок, в виде какой-либо липкой ленты, посредством экструдирования слоя полимерного материала или же посредством оплавливания материала соединяемых кромок под воздействием тепла.
На Фиг.3 показан способ непрерывного формирования куска трубчатого рукава, изготавливаемого из материала, способного пропитываться полимеризационной смолой, с герметизированным внутренним слоем, выполненным из непроницаемого материала. С рулона войлока 36, имеющего соответствующее покрытие, бесконечно сматывается кусок войлока 37 вместе с непроницаемым слоем 38, соединенным с одной из его поверхностей, причем этот войлок подается в плоском виде поверх направляющего валика 39 таким образом, чтобы его сторона, имеющая покрытие, была обращена к валику 39, и поступает в таком виде к устройству 41, в котором производится формирование трубчатого рукава.
Устройство 41 для формирования трубчатого рукава включает в себя трубчатую опорную раму 42, имеющую ближний конец 42а и дальний конец 42b, а также приспособление 40, предназначенное для деформирования пленки. Предусматривается также наличие соответствующего герметизирующего устройства, которое может представлять собой швейно-ленточную машинку, клеящую машинку или же соответствующее устройство, предназначенное для соединения кромок посредством предварительного нагревания их пламенем, которое смонтировано сверху опорной рамы 42. Войлок 37, обращенный своим непроницаемым слоем 38 к валику 39, подается в направлении стрелки А к ближнему концу устройства 41, предназначенного для формирования трубчатого рукава, где происходит отклонение войлока дефлектором 40 и обертывание его вокруг опорной рамы 42 с образованием при этом герметичного трубчатого рукава 44 посредством соединения кромок по линии шва 46, причем войлок 37 будет находиться при этом с внутренней стороны, а непроницаемый слой 38 - с наружной стороны этого трубчатого рукава. Затем трубчатый рукав 44 пропускается через соответствующее устройство 47 для наложения ленты, в котором на этот рукав сверху накладывается лента 48, располагающаяся по линии шва 46, в результате чего образуется трубчатый элемент 45, который имеет непроницаемое покрытие и герметизирован с помощью ленты.
Далее трубчатый элемент 45, герметизированный с помощью ленты, продолжает свое движение вдоль трубчатой опорной рамы 42 к соответствующему кольцу 49, предназначенному для выворачивания трубчатого элемента наизнанку, которое расположено на дальнем конце 42b опорной рамы 42. Затем вывернутый наизнанку трубчатый элемент 45, герметизированный с помощью ленты, поступает внутрь трубчатой опорной рамы 42, причем теперь непроницаемый слой 38 будет уже находиться с внутренней стороны трубчатого элемента 45, когда он выходит наружу на ближнем конце 42а трубчатой опорной рамы 42 по линии, обозначенной стрелкой В. В этот момент вывернутый наизнанку трубчатый элемент 45 будет иметь структуру, проиллюстрированную в поперечном сечении на Фиг.4, где показано, что непроницаемый слой 38 находится с внутренней стороны трубчатого элемента 45, а войлочный слой 37 располагается с наружной его стороны. Затем трубчатый элемент 45 продолжает свое движение в направлении стрелки В, где на него дополнительно наносится один или несколько слоев гладкого войлока. После этого трубчатый элемент 45, обернутый наружным непроницаемым покрытием, направляется на хранение до того момента, когда он понадобится для дальнейшего его использования, либо может быть сразу же передан непосредственно для проведения операции пропитывания его полимеризационной смолой, как показано на Фиг.5, которую проводят перед окончательным обертыванием трубчатого элемента.
На Фиг.5 иллюстрируется в схематическом виде операция пропитывания запаса 51 трубчатого элемента 45, герметизированного с помощью ленты. В данном случае трубчатый элемент 45 протягивается в направлении стрелки С при помощи пары подающих валиков 52, имеющих резиновое покрытие, или проходит в зазор между ними, направляясь при этом в резервуар 53 с полимеризационной смолой, имеющий открытый верх и заполняемый до заранее установленного уровня соответствующей отверждаемой термореактивной смолой 54, в результате чего на выходе из резервуара получают пропитанный, или смоченный, трубчатый элемент 55. Находясь внутри резервуара, трубчатый элемент 45 сначала пропускается в зазор между валиками первого и второго блока сжимающих валиков соответственно 56 и 57, далее проходит вокруг первого направляющего валика 58, разворачивающего трубчатый элемент 45 и задающего ему горизонтальное направление движения, а затем вокруг второго направляющего валика 59, разворачивающего трубчатый элемент еще раз и задающего ему вертикальное направление движения. В резервуаре может предусматриваться также наличие соответствующего генератора 61 звуковых волн, предназначенного для использования его вместо сжимающих валиков 57 второго блока либо в дополнение к ним. Генератор 61 звуковых волн способствует лучшему пропитыванию полимеризационной смолой 54 войлочного слоя 37 трубчатого элемента 45 по мере того, как этот элемент проходит через резервуар 53 с полимеризационной смолой. Изменив направление своего движения при прохождении вокруг второго направляющего валика 59, пропитавшийся трубчатый элемент 55, проходит затем между парой пневматических калибровочных валиков 62. В этот момент трубчатый элемент 55 поступает тогда на рабочий пост 63, где во время прохождения трубчатого элемента через этот пост производится обертывание его пленкой и герметизация.
На рабочем посту 63, где производится обертывание трубчатого элемента пленкой и его герметизация, имеется рулон 64 соответствующего пленочного материала 66, непроницаемого для полимеризационной смолы, который обертывается вокруг движущегося пропитанного трубчатого элемента 55 по мере поступления его в устройство 67, предназначенное для герметичного соединения кромок пленки между собой. Здесь трубчатый элемент 55, пропитанный полимеризационной смолой, превращается в обернутый трубчатый элемент 68, имеющий непроницаемую наружную обертку 69 с герметичным кромочным швом 71, и затем выходит из этого устройства 67, предназначенного для герметичного соединения кромок пленки между собой, уже в таком виде, который показан в поперечном сечении на Фиг.7. Обернутый трубчатый элемент 68 протягивается при помощи пары конечных подающих валиков 72 и поступает в направлении стрелки D, как показано на Фиг.5, на погрузку к грузовому автомобилю с рефрижераторной установкой для последующей транспортировки его к месту установки.
На Фиг.6 представлен вид в поперечном сечении, на котором показано устройство 63, предназначенное для герметичного соединения кромок пленки между собой, где видна пленка 66, которой придается форма герметизированного трубчатого рукава 69, выполняемого из непроницаемой пленки 66 с обеспечением при этом герметичного соединения кромок 71 пленки между собой.
На Фиг.7 представлен вид в поперечном сечении, на котором показан готовый обернутый трубчатый элемент 68, имеющий способный пропитываться слой 37 и соединенный в одно целое с ним непроницаемый внутренний слой 38, а также наружную обертку 69. Как указано выше при рассмотрении внутренней облицовки 21, показанной на Фиг.2, может предусматриваться также наличие больше, чем одного слоя, способного пропитываться полимеризационной смолой, в зависимости от диаметра облицовки или же от технических требований на установку такой внутренней облицовки.
При поступлении на место его установки пропитанный трубчатый элемент 68, имеющий непроницаемый внутренний слой 38 и непроницаемую наружную обертку 69, практически уже готов к установке его на свое место при помощи способа затягивания этого элемента внутрь трубы с последующим его накачиванием. Этот способ полностью раскрывается в описании изобретения к патенту США №4009063, содержание которого включается в настоящее описание изобретения посредством данной ссылки на него. В случае установки такого трубчатого элемента при помощи способа затягивания его внутрь трубы с последующим накачиванием отпадает необходимость в применении для накачивания этого элемента отдельной накачиваемой камеры, выворачиваемой наизнанку, благодаря наличию у такой внутренней облицовки соответствующего непроницаемого внутреннего слоя 38, выполненного за одно целое с ней. При условии правильного подбора материала для такого непроницаемого внутреннего слоя 38, выполняемого за одно целое с внутренней облицовкой, к примеру, такого как полипропилен, для накачивания и отверждения полимеризационной смолы может использовать пар, вводимый во внутреннюю облицовку 68 после того, как она будет установлена на свое место внутри существующей трубы.
Способы и устройства, раскрываемые в приведенном здесь выше описании настоящего изобретения, представляют собой удобное средство для подготовки отверждаемой по месту внутренней облицовки, имеющей непроницаемый внутренний слой и непроницаемую наружную пленку. Устройство для формирования трубчатого рукава и выворачивания его наизнанку, проиллюстрированное на Фиг.3, позволяет легко осуществить на практике предложенный способ изготовления внутренней части готового трубчатого рукава с обеспечением при этом наличия у него как герметизированного непроницаемого слоя с внутренней стороны такого трубчатого рукава, так и наружного войлочного, или способного к пропитыванию полимеризационной смолой, слоя. При желании, вокруг уже сформированного внутреннего трубчатого рукава могут быть обернуты дополнительные слои войлока, не имеющего какого-либо покрытия.
Трубчатый элемент, изготовленный в соответствии со способом, рассмотренным в приведенном здесь выше описании настоящего изобретения со ссылками на Фиг.3, легко подвергается затем пропитке в соответствующем резервуаре, имеющем открытый верх и наполненном полимеризационной смолой, с последующим обертыванием этого элемента в непроницаемую обертку, как это указывается при рассмотрении установки, представленной на Фиг.5. Применение открытого резервуара с полимеризационной смолой и сжимающих валиков позволяет отказаться от пропитывания с использованием технологий, основанных на создании высокого давления, которые на практике оказались весьма неудобными при применении их для проведения пропитки на непрерывной основе. В альтернативном варианте, если внутреннюю облицовку обертывают до пропитки ее полимеризационной смолой, можно обеспечить смачивание такой внутренней облицовки этой смолой под вакуумом обычным способом, что уже было отмечено здесь выше.
Таким образом, должно быть совершенно очевидно, что указанные здесь цели настоящего изобретения, в том числе и рассмотренные в приведенном выше подробном описании, достигаются весьма эффективно, а поскольку могут быть внесены определенные изменения, касающиеся осуществления предложенного способа, описываемого здесь промышленного изделия и рассматриваемой(ых) конструкции(й), которые не выходят за пределы объема и существа изобретения, то предполагается, что все материалы, содержащиеся в приведенном здесь выше описании и показанные на прилагаемых чертежах, следует интерпретировать исключительно только лишь как иллюстрирующие, но ни в коей мере не ограничивающие настоящее изобретение.
Кроме того, следует также понимать, что приведенная здесь ниже формула изобретения охватывает собой все родовые и конкретные признаки настоящего изобретения, рассмотренные в приведенном здесь описании, а также все указания, касающиеся объема изобретения, и о которых, с точки зрения их формулировки, можно было бы сказать, что они имеют определенное отношение к существу изобретения.
Изобретение относится к ремонту трубопроводов без рытья траншей. Способ непрерывной подготовки куска отверждаемой по месту внутренней облицовки, имеющей выполненный за одно целое с ней непроницаемый внутренний слой и, по меньшей мере, один наружный слой материала, способного пропитываться полимеризационной смолой, предусматривает получение соответствующего куска материала, способного пропитываться полимеризационной смолой и имеющего непроницаемый слой, соединенный с одной из его поверхностей; подачу куска материала, способного пропитываться полимеризационной смолой, в первом направлении и придание куску материала трубчатой формы таким образом, чтобы непроницаемый слой находился с наружной его стороны; соединение продольных кромок куска материала, способного пропитываться полимеризационной смолой, вместе друг с другом с образованием при этом трубчатого элемента; герметизацию соединенных вместе продольных кромок трубчатого элемента; выворачивание трубчатого элемента наизнанку внутрь самого себя во втором, противоположном направлении таким образом, чтобы наружным стал слой материала, способного пропитываться полимеризационной смолой; и непрерывное удаление трубчатого элемента с указанным, выполненным за одно целое с ним непроницаемым слоем, находящимся с внутренней его стороны. Изобретение также относится к сплошному куску отверждаемой по месту внутренней облицовки, имеющей выполненный за одно целое с ней непроницаемый внутренний слой и, по меньшей мере, один слой материала, способного пропитываться полимеризационной смолой, сформированного посредством получения соответствующего куска материала, способного пропитываться полимеризационной смолой и имеющего непроницаемый слой, соединенный с одной из его поверхностей, причем указанному куску материала придана форма трубчатого рукава, у которого указанный непроницаемый слой находится с наружной его стороны; а также соединения продольных кромок указанного куска материала вместе друг с другом с последующей герметизацией их и образованием при этом трубчатого элемента, который вывернут наизнанку таким образом, что наружным является слой материала, способного пропитываться полимеризационной смолой. 2 н. и 9 з.п. ф-лы, 7 ил.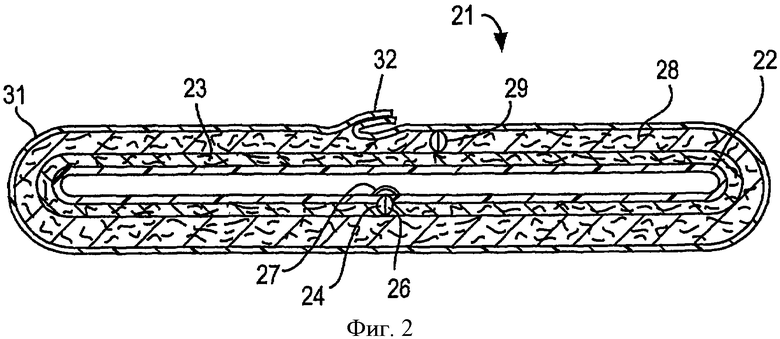
получение соответствующего куска материала, способного пропитываться полимеризационной смолой и имеющего непроницаемый слой, соединенный с одной из его поверхностей;
подачу куска материала, способного пропитываться полимеризационной смолой, в первом направлении и придание куску материала трубчатой формы таким образом, чтобы непроницаемый слой находился с наружной его стороны;
соединение продольных кромок куска материала, способного пропитываться полимеризационной смолой, вместе друг с другом с образованием при этом трубчатого элемента;
герметизацию соединенных вместе продольных кромок трубчатого элемента;
выворачивание трубчатого элемента наизнанку внутрь самого себя во втором, противоположном направлении таким образом, чтобы наружным стал слой материала, способного пропитываться полимеризационной смолой; и
непрерывное удаление трубчатого элемента с указанным, выполненным за одно целое с ним непроницаемым слоем, находящимся с внутренней его стороны.
обеспечение запаса, по существу, плоской непроницаемой пленки;
размещение непроницаемой пленки вокруг указанного трубчатого элемента; и
герметичное соединение непроницаемой пленки с трубчатой оберткой, накладываемой вокруг трубчатого элемента.
получение, по меньшей мере, одного дополнительного куска материала, способного пропитываться полимеризационной смолой;
подача дополнительного материала, способного пропитываться полимеризационной смолой, вокруг трубчатого элемента, выполненного из материала, способного пропитываться полимеризационной смолой, таким образом, чтобы непроницаемый слой находился с внутренней его стороны;
и соединение дополнительного материала, способного пропитываться полимеризационной смолой, с образованием при этом трубчатого рукава вокруг первого трубчатого элемента таким образом, чтобы непроницаемый слой находился с внутренней его стороны.
| US 4366012 A, 28.12.1982 | |||
| СПОСОБ ОБКЛАДКИ КАНАЛИЗАЦИОННОГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2122076C1 |
| US 4009063 A, 22.02.1977 | |||
| US 4064211 A, 20.12.1977 | |||
| WO 9831964 A, 23.07.1998 | |||
| US 4135958 A, 23.01.1979. | |||

