Область техники, к которой относится изобретение
Это изобретение относится к отверждаемым на месте облицовочным материалам для бестраншейной реконструкции существующих водоводов и трубопроводов, более конкретно к колонне для непрерывной пропитки отверждаемого на месте облицовочного материала, который может иметь внутренний непроницаемый слой, который обернут наружным непроницаемым слоем, для бестраншейной реконструкции существующих трубопроводов посредством втягивания и надувания.
Уровень техники
Общеизвестно, что существующие водоводы и трубопроводы, особенно подземные трубопроводы, такие как системы канализации для коммунально-бытовых вод, коллекторы ливневой канализации, водоводы и газовые линии, которые применяются для отвода текучих сред, часто необходимо ремонтировать из-за утечки текучей среды. Эта утечка может быть направлена внутрь из окружающей среды во внутреннюю часть или проводящую часть трубопроводов. В качестве альтернативы утечка может быть направлена наружу из проводящей части трубопровода в окружающую среду. В любом случае просачивания или эксфильтрации желательно избегать утечек такого типа.
Утечка в существующих трубопроводах может быть вызвана несовершенным размещением исходного трубопровода или повреждением самой трубы вследствие обычного старения, или действием транспортируемых коррозионных или абразивных материалов. Трещины на соединениях труб или вблизи них могут быть вызваны условиями окружающей среды, такими как землетрясения или движение крупных транспортных средств на надземной поверхности, или аналогичными естественными или искусственными колебаниями, или другими причинами. Независимо от причины такие утечки являются нежелательными и могут привести к выбросу текучей среды, транспортируемой внутри трубопровода, или привести к повреждению окружающей среды и, возможно, к созданию опасности для здравоохранения. В случае длительной утечки она может привести к нарушению структуры имеющихся трубопроводов вследствие потери почвы и боковой опоры трубопровода.
Вследствие постоянно возрастающих затрат на рабочую силу и машинное оборудование становится все более затруднительным и менее экономичным ремонт подземных трубопроводов или их участков, которые могут давать утечку, при выкапывании труб и их замене на новые трубы. В результате были разработаны различные способы ремонта или реконструкции трубопроводов на месте установки. В этих новых способах устраняются затраты и опасности, связанные с выкапыванием и заменой труб или звеньев трубопровода, а также значительные неудобства для людей в процессе ремонтных работ. Одним из наиболее эффективных способов ремонта или бестраншейной реконструкции трубопроводов, который широко распространен в настоящее время, называется Insituform® Process. Этот процесс Insituform Process подробно описан в патентах US 4009063, US 4064211 и US 4135958, все содержание которых включено в это изобретение как ссылка.
Согласно стандартной практике способа Insituform Process удлиненная гибкая цилиндрическая облицовка из нетканого материала, пены или аналогичного материала, который может быть пропитан смолой с внешним непроницаемым покрытием, пропитанным термореактивной отверждаемой смолой, монтируется внутри имеющегося трубопровода. В наиболее широко распространенном варианте выполнения этого способа облицовка устанавливается посредством процесса выворачивания, который описан в патентах US 4064211 и US 4135958 Insituform. В процессе выворачивания радиальное давление, прилагаемое к внутренней части вывернутой наизнанку облицовки, прижимает ее к (и приводит в контакт с) внутренней поверхности трубопровода, когда облицовка развертывается по длине трубопровода. Кроме того, способ Insituform Process осуществляется посредством вытягивания пропитанной смолой облицовки внутрь трубопровода посредством троса или каната с использованием отдельного, непроницаемого для текучей среды накачиваемого эластичного баллона или трубки, которая вывернута наизнанку внутрь облицовки, вызывая отверждение облицовки на внутренней стенке трубопровода. Такую пропитанную смолой облицовку обычно называют "отверждаемым на месте трубопроводом" или "CIPP облицовкой", а такое размещение называется монтажом CIPP.
Традиционные отверждаемые на месте гибкие трубчатые облицовочные материалы для размещения посредством выворачивания, а также втягивания и накачивания CIPP имеют внешний гладкий слой относительно гибкого, практически непроницаемого полимерного покрытия в исходном состоянии. Внешнее покрытие обеспечивает проникновение смолы во внутренний слой материала, который может быть пропитан смолой, такой как войлок. Будучи вывернутым наизнанку, этот непроницаемый слой оканчивается на внутренней облицовке с пропитанным смолой слоем напротив стенки существующего трубопровода. Когда гибкая облицовка монтируется на месте, внутри трубопровода, внутри этого трубопровода создается давление, предпочтительно посредством выворачивающей текучей среды, такой как вода или воздух, радиально воздействуя на облицовку снаружи для того, чтобы привести в контакт и соответствие с внутренней частью поверхности трубопровода. Отверждение смолы инициируется посредством введения отверждающей горячей текучей среды, такой как вода, внутрь вывернутой наизнанку облицовки через рециркуляционный рукав, подсоединенный к концу вывернутой облицовки. Затем отверждают смолу, пропитывающую материал изнутри, получая твердую трубную облицовку с плотной посадкой внутри трубопровода. Эта новая облицовка эффективно уплотняет любые трещины и ремонтирует повреждение любого звена трубопровода или трубного соединения для того, чтобы предотвратить дальнейшую утечку или внутрь, или наружу из трубопровода. Кроме того, отвержденная смола предназначена для укрепления стенки существующего трубопровода, и, таким образом, обеспечивается дополнительная конструкционная поддержка для охраны окружающей среды.
Когда трубчатые, отверждаемые на месте облицовочные материалы монтируются способом втягивания и накачивания, облицовка пропитывается смолой таким же образом, как в процессе выворачивания, втягивается и размещается внутри трубопровода в сплющенном состоянии. При типичном размещении нисходящая труба, накачиваемая труба или трубопровод, имеющий коленчатый патрубок в нижнем конце, размещается внутри имеющегося люка или в месте доступа, и вывернутый эластичный баллон пропускают через нисходящую трубу, раскрытую и отвернутую назад, поверх входной части горизонтального участка коленчатого патрубка, и вставляют в сплющенную облицовку. Затем сплющенную облицовку внутри трубопровода располагают и прикрепляют к отвернутому назад концу накачиваемого эластичного баллона. Затем в нисходящую трубу подают выворачивающую текучую среду, такую как вода, и давление воды побуждает вытеснение накачиваемого эластичного баллона из горизонтального участка коленчатого патрубка и вызывает расширение сплющенной облицовки относительно внутренней части поверхности имеющегося трубопровода. Разворачивание накачиваемого эластичного баллона продолжается, пока этот эластичный баллон не достигнет и не расширится до находящегося ниже люка или второго места доступа. В этот момент дают отвердиться облицовке, прижимающейся к внутренней части поверхности трубопровода. Отверждение инициируется посредством введения горячей отверждающей воды, введенной внутрь накачиваемого эластичного баллона в большой степени таким же образом, как рециркуляционная линия, соединенная с концом вывернутого эластичного баллона, чтобы вызвать отверждение смолы в пропитанном слое.
После отверждения смолы в облицовке накачиваемый эластичный баллон может быть удален или оставлен на месте установки в отвержденной облицовке. Обычно для способа втягивания и накачивания, а также для способа выворачивания требуется доступ оператора для того, чтобы ограничить пространство люка в отдельных случаях в ходе процесса. Например, доступ оператора требуется для закрепления вывернутой облицовки или баллона на конце коленчатого патрубка и вставки ее в сплющенную облицовку.
Независимо от того, как будет смонтирована облицовка, поглощающие слои облицовки пропитываются отверждаемой термореактивной смолой посредством способа, который называется "смачивание". Обычно способ смачивания включает введение смолы в слои, поглощающие смолу через край или отверстие, образовавшееся во внешней непроницаемой пленке, откачку в вакууме и пропускание пропитанной облицовки между прижимными роликами, как хорошо известно из уровня техники облицовки. Могут быть использованы самые различные смолы, такие как полиэфирные, сложные виниловые эфиры, эпоксидные смолы и им подобные, которые могут быть модифицированы, по желанию. Предпочтительно применяются смолы, которые относительно стабильны при комнатной температуре, но которые легко отверждаются при обработке горячим воздухом, паром или водой, или подвергаются действию соответствующего облучения, такого как ультрафиолетовое излучение.
Одна такая методика смачивания облицовки посредством вакуумной пропитки описана в патенте Insituform US 4366012. Когда облицовка имеет внутренние и внешние непроницаемые слои, трубчатая облицовка может быть снабжена фасками и прорезями, сформованными на противоположных сторонах сплюснутой облицовки, причем смола вводится на обе стороны, как описано в патенте US 4009063. Другое устройство для смачивания в процессе монтажа, при откачивании в вакууме на заднем конце облицовки продемонстрировано в патенте US 4182262. Содержание каждого из этих патентов включено в изобретение как ссылка.
Недавно были предприняты усилия для того, чтобы модифицировать способ втягивания и накачивания, используя воздух для выворачивания эластичного баллона внутрь растянутой облицовки из ближайшего места доступа. Когда вывернутый эластичный баллон достигает наиболее удаленного места доступа, в ближайшее место доступа вводится водяной пар для того, чтобы инициировать отверждение слоя, пропитанного смолой. Этот способ обеспечивает преимущество ускоренного отверждения под действием повышенной энергии пара, введенного в качестве отверждающей текучей среды. Однако в этом способе все же требуется выворачивание эластичного баллона внутрь растянутой пропитанной облицовки. С целью устранения этой стадии выворачивания эластичного баллона внутрь растянутой облицовки стадию выворачивания осуществляют на земле. Например, в патенте US 6270289 этот способ включает выворачивание калиброванного рукава в лежащий плоско на земле облицованный рукав до вытягивания рукавного блока в существующий трубопровод. В этом способе исключена стадия выворачивания под землей, но способ существенно ограничен по длине облицовки, которая может быть разложена на земле до вытягивания.
Кроме того, с целью исключения этой стадии выворачивания предлагается производить облицовку, имеющую внутреннее покрытие и внешнее покрытие для того, чтобы отверждающую текучую среду можно было вводить непосредственно внутрь растянутой облицовки. Недостатки способа включают затруднения, возникающие при попытке пропитать смолой материал, который расположен между внутренним и внешним непроницаемым покрытием. Внешнее покрытие является существенным для манипулирования пропитанной облицовкой и для обеспечения втягивания облицовки в трубопровод, а внутреннее покрытие является предпочтительным для отверждения всей смолы паром.
Независимо от усовершенствований как в способе бестраншейной реконструкции с использованием методов выворачивания, так и в способе втягивания и накачивания в обоих способах требуются большие затраты, связанные с интенсивной работой и наличием стадии выворачивания. Поэтому желательно разработать способ и устройство для непрерывной пропитки отверждаемого на месте облицовочного материала, который может быть обернут наружным непроницаемым слоем.
Раскрытие изобретения
В сущности, согласно изобретению разработана колонна без избыточного давления для пропитки смолой отверждаемого на месте облицовочного материала, предназначенного для реконструкции существующих трубопроводов, используя втягивание и накачивание. В конструкции этой колонны для пропитки имеется достаточная высота столба смолы для того, чтобы пропитать материал, поглощающий смолу и проходящий через колонну. Пропитываемый смолой материал, имеющий трубчатую форму и непрерывную длину, тянут прямо наверх колонны посредством верхнего ролика и затем вниз через слой смолы в колонне, под роликом в основании колонны и затем через всю колонну к верхнему калибровочному ролику, где материал выходит из колонны. Затем смоченную трубку обертывают внешним покрытием, непроницаемым для смолы, и герметизируют. Внешнее покрытие может быть легко герметизировано термически посредством термического скрепления или клейкой ленты. Это внешнее покрытие просто капсулирует пропитанный смолой материал, однако оно должно иметь достаточную прочность, чтобы выдерживать манипуляции и истирание в процессе транспортировки и последующего вытягивания облицовочного материала внутрь существующего трубопровода.
Пропитанный смолой материал может быть сформован в трубку и герметизирован различными способами, которые включают термическое скрепление или скрепление клейкой лентой, посредством сшивания и обматывания лентой или герметизацию связующим материалом. В одном варианте выполнения облицовочный материал может иметь внутренний непроницаемый слой, который может быть связан с пропитываемым материалом. Этот облицовочный материал может быть сформован вокруг формующего устройства, с непроницаемым внешним слоем, герметизированным одним из традиционных способов с последующим непрерывным выворачиванием внутри формующего устройства. Теперь внешнее покрытие представляет собой слой, поглощающий смолу, или слои, которые пропитаны и обернуты непроницаемым полимерным покрытием, которое содержит смолу и обеспечивает хранение и последующее вытягивание облицовочного материала внутрь существующего трубопровода. Внутреннее покрытие представляет собой непроницаемый слой, который выдерживает высокую температуру отверждающей текучей среды.
Соответственно, задачей изобретения является разработка усовершенствованного способа реконструкции существующих трубопроводов с отверждением на месте.
Другой задачей изобретения является разработка усовершенствованного устройства для пропитки облицовочного материала для реконструкции существующих трубопроводов с отверждением на месте.
Дополнительной задачей изобретения является разработка усовершенствованного устройства для пропитки облицовочного материала, имеющего внутренний непроницаемый слой, который является подходящим для бестраншейной реконструкции существующих трубопроводов.
Задачей изобретения также является разработка усовершенствованного способа получения пропитанного смолой отверждаемого на месте облицовочного материала, имеющего внешнее непроницаемое покрытие или защитное покрытие по всей длине, без использования вакуума.
Задачей изобретения является разработка способа пропитки отверждаемого на месте облицовочного материала для бестраншейного монтажа трубопровода посредством втягивания и накачивания.
Задачей изобретения является разработка способа получения пропитанного смолой отверждаемого на месте облицовочного материала, имеющего внутренний непроницаемый слой и внешнее непроницаемое защитное покрытие.
Задачей изобретения является разработка способа получения пропитанного смолой отверждаемого на месте облицовочного материала, имеющего объединенный внутренний непроницаемый слой и внешнее непроницаемое защитное покрытие.
Кроме того, другие задачи и преимущества этого изобретения будут отчасти очевидными и будут отчасти явными из описания изобретения.
Соответственно, это изобретение содержит несколько этапов, причем связь одного или нескольких таких этапов относительно друг друга, устройства, в которых воплощены конструктивные признаки, сочетания и компоновка деталей, которые приспособлены для осуществления таких этапов, и продукты, которые обладают характеристиками, признаками, свойствами, и связь компонентов, примеры которых приведены в следующем подробном описании, и объем изобретения будут указаны в формуле изобретения.
Краткое описание чертежей
Изобретение поясняется чертежами, на которых представлено:
фиг.1 - общий вид отрезка типичного пропитываемого смолой, отверждаемого на месте облицовочного материала, предназначенного для применения при облицовке существующих трубопроводов, типа обычно используемых в настоящее время и хорошо известных из уровня техники;
фиг.2 - поперечное сечение отверждаемого на месте облицовочного материала, имеющего внутренний и внешний непроницаемые слои, созданные и скомпонованные согласно изобретению;
фиг.3 - устройство, используемое для получения внутренней части облицовки, имеющей внешний войлочный слой с внутренним высокотемпературным полимерным слоем, используемым в связи с получением отверждаемого на месте облицовочного материала по фиг.2;
фиг.4 - поперечное сечение, демонстрирующее структуру внутренней части облицовки, полученной посредством устройства по фиг.3, до проведения пропитки согласно изобретению;
фиг.5 - вид в вертикальном разрезе, демонстрирующий колонну для пропитки смолой, герметизацию трубки и устройство для нанесения внешнего непроницаемого слоя, созданного и скомпонованного согласно изобретению;
фиг.6 - поперечное сечение по линии 6-6 узла уплотнения кромки в устройстве герметизации и нанесения покрытия по фиг.5;
фиг.7 - поперечное сечение пропитанного облицовочного материала, полученного в устройстве по фиг.5;
фиг.8 - вертикальный разрез, демонстрирующий нанесение обмотки на трубчатый элемент, выходящий из устройства пропитки смолой, с внешним покрытием, посредством пропускания смоченной облицовки через трубчатую обкладочную машину, имеющую заготовленное трубчатое защитное покрытие;
фиг.9 - поперечное сечение облицовки, изготовленной посредством устройства по фиг.8.
Осуществление изобретения
Пропитанный смолой, отверждаемый на месте облицовочный материал, согласно изобретению имеет внешнюю и внутреннюю непроницаемую облицовку, так чтобы ее можно было вставить способом втягивания и накачивания и наполнить и отвердеть нагретой текучей средой без использования накачиваемого эластичного баллона. Эту облицовку с внешним и внутренним непроницаемым полимерным покрытием или слоями получают непрерывной длины. Облицовку пропитывают без использования вакуума, так как ее компонуют с учетом необходимости дополнительных усилий для того, чтобы пропитать сплюснутую облицовку, содержащую между внутренним и внешним покрытием материал, поглощающий смолу, используя традиционную технологию вакуумной пропитки.
Эти дополнительные усилия подтверждаются практикой способа, предложенного в патенте US 6270289. При этом калиброванный рукав выворачивается наизнанку на земле, образуя лежащий плоско рукав с пропитанной облицовкой, или рукав с пропитанной облицовкой посредством сжатого воздуха выворачивается наизнанку, образуя трубчатую пленку. В этом случае длина облицованного рукава приблизительно равна длине подземного трубопровода, подлежащего облицовке. Для выворачивания одной трубки внутри другой требуется свободное пространство, равное длине самого длинного слоя. Если эти два слоя не были предварительно пропитаны, то может возникнуть необходимость вводить смолу между слоями с обеих сторон плоско лежащих труб для того, чтобы обеспечить соответствующую степень пропитки. Пропитка облицованных труб представляет собой трудную и неэффективную операцию. Таким образом, не только ограничена длина, но также пропитка является чрезвычайно затруднительной.
На фиг.1 показан гибкий, отверждаемый на месте облицовочный материал 11 типа, обычно используемого в настоящее время и хорошо известного из уровня техники. Облицовочный материал 11 выполнен, по меньшей мере, из одного слоя гибкого материала, выполненного с возможностью пропитки смолой, такого как войлочный слой 12, имеющий внешний слой 13 из непроницаемой полимерной пленки. Войлочный слой 12 и внешний полимерный слой 13 сшиваются вдоль линии стыка 14, образуя трубчатую облицовку. Совместимая термопластичная пленка в форме ленты или штампованного материала 16 помещается (или прессуется) сверху линии стыка 14 для обеспечения непроницаемости облицовочного материала 11. В показанном на фиг.1 и применяемом во всем описании изобретения варианте выполнения облицовка содержит внутреннюю трубку второго войлочного слоя 17, который также сшивается вдоль линии стыка 18, расположенной в таком месте трубки, которое отличается от положения линии стыка 14 во внешнем войлочном слое 12. Затем формируется внешний войлочный слой 12 с полимерным слоем 13 вокруг внутреннего трубчатого слоя 17. После пропитки облицовочного материала 11 по всей длине его хранят в камере охлаждения для того, чтобы подавлять преждевременное отверждение смолы. Затем отрезают желаемый отрезок облицовочного материала 11, после втягивания его внутрь существующего трубопровода, или отрезают до выворачивания наизнанку внутри существующего трубопровода.
Облицовка, типа показанной на фиг.1, непроницаема для воды и воздуха. Это позволяет использовать воздух или воду при выворачивании, как описано выше. Однако при монтаже посредством втягивания и надувания согласно изобретению необходимо, чтобы внешнее покрытие на облицовке было лишь в достаточной степени непроницаемым для того, чтобы обеспечить легкость манипулирования и сохранение смолы и чтобы предотвратить повреждение облицовки, когда она втягивается внутрь существующего трубопровода.
При более крупном диаметре облицовки могут быть использованы несколько слоев войлока или пропитываемого смолой материала. Войлочные слои 12 и 17 могут быть выполнены в виде естественных или синтетических гибких материалов, поглощающих смолу, таких как полиэфирные, акриловые, полипропиленовые или неорганические волокна, такие как из стекла и углерода. В качестве альтернативы поглощающий смолу материал может представлять собой пену. Непроницаемым покрытием 13 на внешнем непроницаемом слое 12 может быть полиолефин, такой как полиэтилен или полипропилен, виниловый полимер, такой как поливинилхлорид, или полиуретан, которые хорошо известны из уровня техники. Для соединения материала в виде трубки могут быть использованы любые формы сшивания, соединения склеиванием или газопламенная сварка, или любые другие соответствующие приемы. На начальной стадии монтажа для любой бестраншейной реконструкции проводят очистку и видеоосмотр существующего трубопровода.
На фиг.2 показано поперечное сечение отверждаемого на месте облицовочного материала 21 согласно изобретению. Облицовочный материал 21 изготовлен таким же образом, как традиционный облицовочный материал 11, однако он содержит внутренний трубчатый элемент с внутренним непроницаемым слоем 22, в котором содержится тонкий войлок или связанный с ним слой 23, пропитываемый смолой. Внутренний войлочный слой 23 с непроницаемым слоем 22 сшит вдоль линии стыка 24 посредством ряда строчек 26 и герметизирован лентой 27, нанесенной сверху строчек 26. Внешний войлочный слой 28 обернут вокруг внутреннего тонкого войлочного слоя 23, и ему придана форма трубки посредством строчек 29. Окончательно внешний слой или защитное покрытие 31 располагается вокруг внешнего войлочного слоя 28.
За счет облицовки, имеющей внутренний и внешний непроницаемые слои, отпадает необходимость выворачивания облицовки в ходе ее размещения или выворачивания накачиваемого эластичного баллона после втягивания облицовки внутрь существующего трубопровода. Таким образом, могут быть существенно сокращены затраты труда в процессе монтажа. Кроме того, это позволяет использовать нагретую отверждающую текучую среду, такую как пар, чтобы отвердить смолу. В таком случае все нагретые текучие среды вводятся внутрь облицовки под землей, что обеспечивает более безопасные условия труда.
Войлочные слои 23 и 28 могут быть пропитаны обычным способом с использованием вакуума. В качестве альтернативы войлочные слои 23 и 28 сначала пропитывают смолой и затем наносят внешний непроницаемый защитный слой 31. При этом устраняются затруднения при пропитке окончательной облицовки, в которой имеются войлочные слои между внутренним и внешним пропитываемым слоем. В патенте US 4009063 (Eric Wood) предложено вводить смолу в войлочный слой посредством игл, вставленных с противоположных сторон полученной сплюснутой облицовки. Для этой операции требуется нарезка и наложение заплат на отверстия от игл во внешнем покрытии. Способ вакуумной пропитки, раскрытый в патенте US 4366012, может оказаться неподходящим, если вакуум не подводится с обеих сторон, так как внутреннее покрытие представляет собой барьер для течения смолы внутрь облицовки с внутренним и внешним покрытием. Для преодоления затруднений при пропитке облицовочный материал 21 производят из бесконечных рулонов плоско покрытого и гладкого войлока, непрерывно пропитанного до нанесения внешнего защитного покрытия 31.
Хотя войлочным слоям 23 и 28 на фиг.2 придается форма трубок посредством сшивания и/или скрепления лентой, подходящими являются любые традиционно известные способы формирования труб из войлочных или других пропитываемых смолой материалов. Например, трубы могут быть сформованы посредством различных клеев или связующих материалов, а также газопламенной сварки. Лента может быть нанесена на внутренний непроницаемый слой 22 внутреннего войлочного слоя 23 посредством связующей полосы или посредством экструзии слоя полимерного материала для того, чтобы герметизировать стыковое соединение войлочного материала и отверстия, образовавшиеся в процессе сшивания.
На фиг.3 показан способ непрерывного формирования отрезка трубы или пропитываемого смолой материала с герметизированным внутренним слоем непроницаемого материала. Рулон 36 покрытого войлока, имеющий бесконечную длину войлока 37, с непроницаемым слоем 38 поступает сверху направляющего ролика 39 в плоской форме, причем покрытая сторона ролика 39 обращена в сторону устройства 41, формирующего трубу.
Устройство 41, формирующее трубку, содержит трубчатую опорную раму 42, имеющую сшивающее устройство 43, которое может быть выполнено в виде швейной машины и машины для запечатывания липкой лентой, клеильным станком или устройством газопламенной сварки. Войлок 37 с непроницаемым слоем 38, обращенным к ролику 39, поступает в направлении стрелки А к ближайшему концу устройства 41, формирующего трубу, где он наматывается вокруг опорной рамы 42 и сшивается в трубу 44 вдоль линии стыка 46 с войлоком 37 на внутренней стороне и непроницаемым слоем 38 на внешней стороне. Затем трубу 44 пропускают в лентообмоточное устройство 47, в котором лента 48 накладывается сверху линии стыка 46, образуя непроницаемый трубчатый элемент 45, покрытый лентой.
Затем трубчатый элемент 45, покрытый лентой, продолжает перемещаться вдоль трубчатой опорной рамы 42 к инвертерному кольцу 49 на наиболее удаленном конце опорной рамы 42. Затем обернутый лентой трубчатый элемент 45 выворачивают наизнанку внутрь трубчатой опорной рамы 42, при этом непроницаемый слой 38 занимает положение внутри трубки 45, когда ее извлекают из ближайшего конца трубчатой опорной рамы 42 вдоль линии, обозначенной стрелкой В. В этом месте вывернутая наизнанку трубка 45 имеет структуру, показанную в поперечном разрезе на фиг.4, с непроницаемым слоем 38 на внутренней стороне и войлочным слоем 37 на внешней стороне. Трубка 45 после этого продолжает перемещаться в направлении стрелки В для добавления одного или нескольких плоских войлочных слоев. Затем трубка 45 хранится для последующего использования с другим непроницаемым покрытием, или она может быть подана прямо на стадию пропитки смолой, как показано на фиг.5, до окончательного обертывания 12 изоляцией.
Фиг.5 схематично иллюстрирует пропитку запаса 51 трубчатого элемента 45. Здесь трубка 45 вытягивается посредством пары вытягивающих роликов 52 и 53 с каучуковым покрытием в открытую сверху колонну со смолой 54, заполненную до заданного уровня отверждаемой термореактивной смолой 57, чтобы образовалась пропитанная или смоченная трубка 55. Трубка 45 проходит сверху ролика 53 и идет вниз по всей высоте колонны 54 к нижнему ролику 59, вокруг которого трубка 45 разворачивается в верхнем направлении к паре прижимных роликов 61 и 62. Колонна 54 имеет высоту приблизительно от 6 до 14 футов (1,83-4,27 м), но может иметь любую высоту для обеспечения столба жидкости, достаточного для пропитывания и смачивания пропитываемого слоя трубки 45. Эта высота, необходимая для обеспечения достаточного столба жидкости для пропитывания пропитываемого материала, зависит от вязкости смолы, толщины пропитываемого материала и скорости его подачи в колонне. В этот момент времени пропитанная трубка 55, выходящая из колонны 54, готова для окончательного обертывания внешней непроницаемой изоляцией.
Пропитанная трубка 55, выходящая из открытой сверху колонны 54 в направлении стрелки D, поступает во впускное отверстие 68а трубного формирователя 64 в направлении стрелки D' и обертывается посредством вывернутой пленочной трубки 72. Когда пленочная трубка 72 выворачивается наизнанку, уплотнение по кромке 73 расположено на внутренней стороне трубки 72, так что уплотнение по кромке 73 располагается между пропитанной трубой 55 и пленочной трубкой 72. Обернутая смоченная трубка 74, включающая смоченную трубу 55 и вывернутую наизнанку пленочную трубку, вытягивается из выходного отверстия 64b трубного формирователя 64 и поступает на охлажденную платформу для хранения и перевозки к месту размещения.
На фиг.5 показан узел обертывания и герметизации защитной пленкой 63, который включает трубный формирователь 64, имеющий впускное отверстие 64а и выходное отверстие 64b, и узел сварки кромки 65, расположенный выше средней секции трубного формирователя 64. Рулон 66 материала 67 с непроницаемой для смолы пленкой, которым будет обернута пропитанная труба 55, поступает в трубный формирователь 64. Материал 67 с непроницаемой для смолы пленкой поступает из рулона 66 на ряд направляющих роликов 68а-е и протягивается парой приводных роликов 69а и 69b, когда пленка 67 поступает поверх роликов 70а-d в трубный формирователь 64. Дефлектор 71 у выходного отверстия 64b направляет пленку 67 вокруг трубного формирователя 64 до ее подачи внутрь узла сварки 65, чтобы образовалась пленка 66 в трубке 72 с уплотнением по кромке 73, выступающей из трубы наружу. Трубка 72 из непроницаемого материала, передвигающаяся вдоль трубного формирователя 64, вытягивается в направлении, указанном стрелкой Е, к входному концу 64а трубного формирователя 64, после чего трубка 72 непрерывно выворачивается наизнанку во внутренней части трубного формирователя 64, поступая на пропитанную трубу 55, и вытягивается в противоположном направлении, показанном пунктирной стрелкой F.
На фиг.7 показано поперечное сечение узла для сварки 65 и трубного формирователя 64 вдоль линии 6-6 на фиг.5. В узле для сварки 65 образуется уплотнение по кромке 73 в пленочной трубке 72 при прохождении трубки 72 сверху наружной стороны трубного формирователя 64. Когда трубка 72 вывернута наизнанку, уплотнение по кромке 73 с внутренней стороны обертывает смоченную трубу 74, которую вытягивают из выходного отверстия 64b трубного формирователя 64. Внешняя непроницаемая пленка 72 может быть нанесена до или после смачивания. В случае, когда это выполнено до смачивания, труба 45, полученная, как показано на фиг.3, поступает непосредственно в блок трубного формирователя 63 на фиг.5, и образуется облицовка 74, приведенная в поперечном сечении на фиг.7.
На фиг.8 проиллюстрировано альтернативное устройство 82 для нанесения внешнего защитного покрытия из непроницаемой трубки 81 вокруг пропитанной трубы 55. Труба 55 может быть пропитана таким же образом, как описано в связи с колонной 54 для смачивания на фиг.5, и затем труба 55 поступает в трубчатую обкладочную машину 83, имеющую входной конец 83а и выпускной конец 83b. Для идентичных элементов здесь используется такая же нумерация, как и для фиг.5.
Запас гибкой непроницаемой трубки 81 подается на внешнюю сторону поверхности трубчатой обкладочной машины 83, имеющей входной конец 83а и выпускной конец 83b. Пропитанная труба 55 после резервуара со смолой 53 поступает во входной конец 83а трубчатой обкладочной машины 83. Когда труба 55 поступает во входной конец 83а трубчатой обкладочной машины 83, непроницаемая трубка 81 вытягивается наружу из трубчатой обкладочной машины 83 и вывертывается наизнанку вокруг входного конца 83а вовнутрь трубчатой обкладочной машины 83, чтобы обернуть пропитанную трубу 55, когда она покидает выпускной конец 83b. При этом образуется завершенная трубка 86 в виде облицовки, имеющая внутренний непроницаемый слой 38 и внешнее непроницаемое покрытие 81. Трубку 86 с непроницаемой трубкой 81 выводят из выпускного конца 83b трубчатой обкладочной машины 83 посредством пары ведомых роликов 87 и 88 или другого вытягивающего устройства, такого как протяжный механизм, в направлении стрелки F. Когда в этом варианте выполнения применяется штампованная труба, на непроницаемой трубке 81 отсутствует шов. Единственным ограничением при изготовлении трубки 86 этим способом является длина непроницаемой трубки 81, которая может быть помещена в трубчатую обкладочную машину 83. Установлено, что на трубчатой обкладочной машине длиной приблизительно 20 футов (6,1 м) может быть обжата непроницаемая труба длиной приблизительно 1000 футов (304,80 м). Более длинный отрезок может быть оснащен на более длинной трубчатой обкладочной машине.
На фиг.9 представлено поперечное сечение трубки 86 в виде облицовки, которая покидает трубчатую обкладочную машину 83. Трубка 86 включает внутренний трубчатый элемент из материала 37, поглощающего смолу и имеющего непроницаемое внутреннее покрытие 38, герметизированное лентой 48, как описано в связи с фигурой 4. После выхода из трубчатой обкладочной машины 83 трубка 86 имеет непроницаемую трубку 81, выполненную в виде защитного покрытия. Принимая во внимание то, что непроницаемая трубка 81 представляет собой предварительно штампованную трубку, на ней отсутствуют какие-либо швы в связи с фигурами 6 и 8.
Будучи на месте размещения, обернутая пропитанная трубка 74 или 86, имеющая внутренний непроницаемый слой 38 и внешнее непроницаемое защитное покрытие 72 или непроницаемую трубку 81, выполненную в виде покрытия, подготовлена для монтажа способом втягивания и накачивания. Этот способ полностью описан в патенте US 4009063, содержание которого введено в изобретение как ссылка. В случае монтажа способом втягивания и накачивания для наполнения облицовки не нужен отдельный выворачиваемый эластичный баллон благодаря наличию внутреннего непроницаемого слоя 38. В результате подбора соответствующих материалов для внутреннего непроницаемого слоя 38, таких как полипропилен, отверждение может быть выполнено посредством пара, введенного внутрь облицовки 74 или 86, сразу в положении трубопровода.
Когда облицовка не имеет внутреннего непроницаемого слоя 38, и она обернута внешним непроницаемым защитным покрытием 72, монтаж может быть выполнен с использованием традиционного способа выворачивания, который описан в патенте US 4064211. В качестве альтернативы монтаж такой облицовки также может быть выполнен с использованием накачиваемого баллона, который описан в патенте US 6539979 B1 и в патенте US 6708728 B2, все содержание которых включено в это изобретение как ссылка. Из указанных источников информации известно, что после отверждения смолы в облицовке накачиваемый баллон может быть извлечен или смещен влево в отверждаемой облицовке. Если накачиваемый баллон будет смещен влево, то баллон будет, по существу, один, так что относительно тонкий, пропитываемый смолой слой будет внутри непроницаемого наружного слоя. При этом пропитываемый слой после выворачивания будет вызывать приклеивание баллона к пропитываемому смолой слою облицовки, что хорошо известно из уровня техники.
Описанные в изобретении способы и устройства предоставляют удобные возможности для получения отверждаемого на месте облицовочного материала, имеющего как внутренний, так и внешний непроницаемые слои. Колонна для пропитки, которая показана на фиг.5, представляет простой способ пропитки непроницаемой для смолы трубки, имеющей внутренний непроницаемый слой, до нанесения внешнего непроницаемого слоя.
Трубка, полученная в устройстве, показанном на фиг.5, устраняет необходимость в пропитке с использованием вакуума или технологии высокого давления, которые являются громоздкими в связи с разработкой непрерывного способа пропитки труб.
Очевидно, что эффективно достигнуты изложенные выше цели среди тех, которые стали очевидны в свете предшествующего описания, и, поскольку при выполнении указанного выше способа могут быть сделаны определенные изменения в описанном продукте, и в конструкции (узлах), изложенных без отклонения от объема изобретения, предполагается, что все материалы, содержащиеся в приведенном выше описании и показанные в сопровождающих чертежах, должны истолковываться как иллюстративные, но не в аспекте ограничения.
Кроме того, очевидно, что следующие ниже притязания предназначены для защиты всех родовых и специфических признаков описанного здесь изобретения и всех формулировок объема изобретения, которые по существу редакции могут быть отнесены к формуле изобретения.
Изобретение относится к трубопроводному транспорту и используется при ремонте трубопроводов. Пропитываемый смолой материал, имеющий трубчатую форму, подают наверх колонны посредством верхнего ролика, затем вниз через слой смолы в колонне, под роликом, расположенным в основании колонны, и через всю колонну к верхнему калибровочному ролику, где материал выходит из колонны. Смоченную трубку обертывают внешним покрытием, непроницаемым для смолы, и герметизируют. Колонна имеет высоту столба смолы, достаточную для того, чтобы полностью пропитать слой материала. Пропитанный облицовочный материал используют для монтажа в трубопроводе методом растягивания и накачивания, или посредством его выворачивания. Для облицовочных материалов, сформованных с внутренним непроницаемым слоем, целесообразно отверждение облицовки трубопровода паром. Расширяет арсенал технических средств. 3 н. и 14 з.п. ф-лы, 9 ил.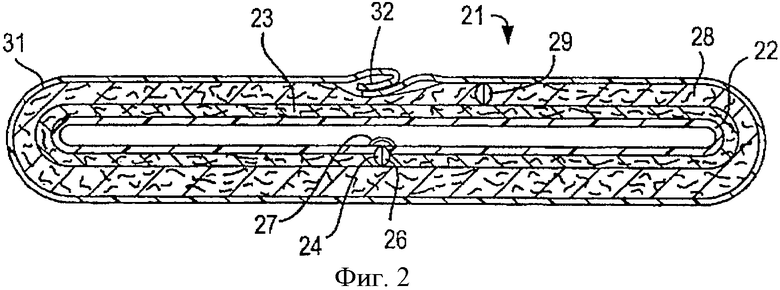
1. Способ пропитки смолой отвержденного на месте облицовочного материала, при котором формируют отрезок первого трубчатого элемента, имеющего, по меньшей мере, один слой пропитываемого смолой материала; подают первый трубчатый элемент в колонну для пропитки смолой, имеющую достаточную высоту заполнения смолой для обеспечения достаточного давления для полной пропитки смолой пропитываемого материала; удаляют пропитанный трубчатый элемент из колонны.
2. Способ по п.1, при котором направляют первый трубчатый элемент в верхнюю часть колонны, далее в нижнюю часть и удаляют из верхней части колонны.
3. Способ по п.1, при котором укладывают не проницаемое для смолы покрытие вокруг пропитанного трубчатого элемента.
4. Способ по п.3, при котором на стадии укладывания внешнего покрытия вокруг трубчатого элемента наносят обмотку плоского листа не проницаемого для смолы материала вокруг пропитанного трубчатого элемента и сваривают кромки листа в трубку.
5. Способ по п.3, при котором на стадии укладывания не проницаемого для смолы покрытия вокруг пропитанного трубчатого элемента обеспечивают наличие трубки из не проницаемого для смолы материала вокруг пропитанного трубчатого элемента.
6. Способ по п.5, при котором на стадии укладывания внешнего покрытия вокруг пропитанного трубчатого элемента выворачивают трубку не проницаемого материала на пропитанный трубчатый материал, когда он проходит через внешнее покрытие.
7. Способ по п.1, при котором не проницаемый для смолы материал включает в себя слой непроницаемого для смолы материала.
8. Способ по п.3, при котором не проницаемый для смолы материал представляет собой лист не проницаемого материала и из указанного листа формируют трубку и укладывают ее вокруг трубчатого элемента.
9. Способ по п.1, при котором выполняют стадию формирования, по меньшей мере, одной дополнительной трубки из непроницаемого материала вокруг первого трубчатого элемента перед подачей в колонну.
10. Способ изготовления отвержденного на месте облицовочного материала, имеющего внутренний непроницаемый слой, в котором:
формируют первый трубчатый элемент, по меньшей мере, одного слоя пропитываемого смолой материала, имеющего внутренний непроницаемый слой, путем:
обеспечивают наличие отрезка пропитываемого смолой материала, имеющего непроницаемый слой, связанный с одной поверхностью;
подают отрезок пропитываемого смолой материала в первом направлении и формируют этот отрезок материала в форме трубки, имеющей непроницаемый слой на внешней стороне;
соединяют вместе продольные кромки отрезка пропитываемого смолой материала с образованием трубчатого элемента;
герметизируют соединенные продольные кромки трубчатого элемента;
выворачивают внутрь трубчатый элемент во втором, противоположном, направлении таким образом, чтобы внешний слой представлял собой не проницаемый для смолы материал; и
непрерывно перемещают трубчатый элемент с объединенным непроницаемым слоем на внутренней стороне;
подают первый трубчатый элемент в колонну для пропитки смолой, имеющую достаточную высоту заполнения смолой для обеспечения достаточного давления и пути для пропитывания смолой пропитываемого смолой материала;
удаляют пропитанный элемент из колонны и укладывают не проницаемое для смолы покрытие вокруг пропитанного трубчатого элемента.
11. Устройство для пропитываемого материала отвержденного на месте облицовочного материала, имеющего, по крайней мере, один слой пропитываемого материала, содержащее вертикальную колонну, имеющею верхний участок, открытый в атмосферу, и нижний участок с закрытым дном, причем колонна имеет достаточную высоту для содержания смолы на достаточной высоте для создания напора смолы, достаточного для полной пропитки материала, причем трубчатый материал подают через верхний участок колонны и извлекают из верхнего участка колонны после прохождения через содержащуюся в ней смолу.
12. Устройство по п.11, в котором колонна имеет высоту, по меньшей мере, пять футов (1,52 м).
13. Устройство по п.11, содержащее ролик, смонтированный в нижней части колонны на глубине смолы, достаточной для пропитки пропитываемого смолой материала, для изменения направления движения трубчатого материала, когда пропитываемый смолой материал проходит через смолу в колонне.
14. Устройство по п.11, содержащее, по меньшей мере, один втягивающий ролик, смонтированный в верхней части колонны, обеспечивающий возможность поступления пропитываемого смолой материала в верхнюю часть колонны.
15. Устройство по п.11, содержащее вытягивающее средство, обеспечивающее возможность удаления пропитанного материала, когда он удаляется из колонны.
16. Устройство по п.11, содержащее средство калибровки, предназначенное для управления количеством смолы в пропитанном материале, когда он удаляется из колонны.
17. Устройство по п.11, в котором колонна содержит ролик в нижней части, обеспечивающий возможность изменения направления движения трубчатого материала, когда он подается в верхнюю часть колонны, поступает в нижнюю часть и удаляется из верхней части колонны после прохождения через смолу в колонне.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1996 |
|
RU2107216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА (ВАРИАНТЫ) | 1997 |
|
RU2125680C1 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Уточный контролер для бесчелночного ткацкого станка | 1988 |
|
SU1601234A1 |

