Изобретение относится к трубопроводной арматуре для жидких и газообразных сред, в частности к клиновым задвижкам, и может быть использовано в нефтегазодобывающей, нефтехимической, энергетической и других отраслях промышленности.
Известен способ сборки узла затвора клиновой задвижки (см. RU 2186277 F16К 3/12), включающий доводку (притирку) уплотнительных полей клина и взаимодействующих с ним уплотнительных полей седел, последующее расположение седел в корпусе, установку между ними клина и закрепление седел в корпусе методом развальцовки.
К недостаткам известного способа относится выполнение оболочечного края седла приемлемым для пластической деформации, которая снижает коррозионную стойкость материала, и со временем теряется жесткость соединения, а значит нарушается взаимное расположение деталей узла затвора, что снижает надежность его работы.
Известен также способ сборки узла затвора клиновой задвижки (см. RU 2007288 С В23Р 6/00, прототип) заключающийся в подгонке взаимного расположения рабочих поверхностей клина и седел (уплотнительных полей) по максимальному размеру образующей седла до рабочей поверхности клина на устройстве, содержащем подвижную и неподвижную опоры, в которых выполнены гнезда под седла, с последующей установкой седел в корпус и клина между ними, после чего закрепляют седла в корпусе развальцовкой или вклеиванием.
К недостаткам известного способа следует отнести наличие подгонки взаимного расположения рабочих поверхностей (уплотнительных полей) узла затвора клина и двух седел, которая предусматривает неоднократное проведение операций обработки лезвийным инструментом образующих поверхностей двух седел (диаметра и длины) и установку их в приспособлении для визуального контроля взаимного их расположения относительно друг друга (симметрии расположения седел, высоты выступания клина, отклонение клина от вертикальной оси во фронтальной плоскости, наличие зазора между прилегаемыми друг другу уплотнительными полями седел и клина)
Каждая операция подгонки седел включает в себя изменение длины седла от бурта до рабочей поверхности и уменьшается от максимального размера, полученного в заготовке, до базового.
При неоднократной подгонке на меньшем (посадочном) диаметре седел могут образовываться уступы на длине каждой подрезки с радиальным биением относительно предыдущей т.к. каждая операция подрезки требует точной вставки, что практически трудно достижимо, а значит и без того имеющиеся зазоры между седлами и посадочными местами для них в корпусе будут еще больше.
Такое действие негативно влияет на взаимное расположение рабочих поверхностей деталей затвора при закреплении седел в корпусе, что несомненно влечет за собой снижение надежности работы узла затвора.
Техническая задача - повышение надежности работы узла затвора за счет уменьшения погрешностей при изготовлении и сборке узла.
Поставленная задача достигается тем, что седла и клин с готовыми рабочими уплотнительными полями жестко фиксируют во взаимном их расположении в соответствии с положением «закрыто» затвора задвижки и обрабатывают с выполнением посадочных размеров как седел, так и ответных гнезд для них в корпусе равными; после получения посадочных размеров седел на последние и клин наносят метки взаимного их расположения относительного друг друга.
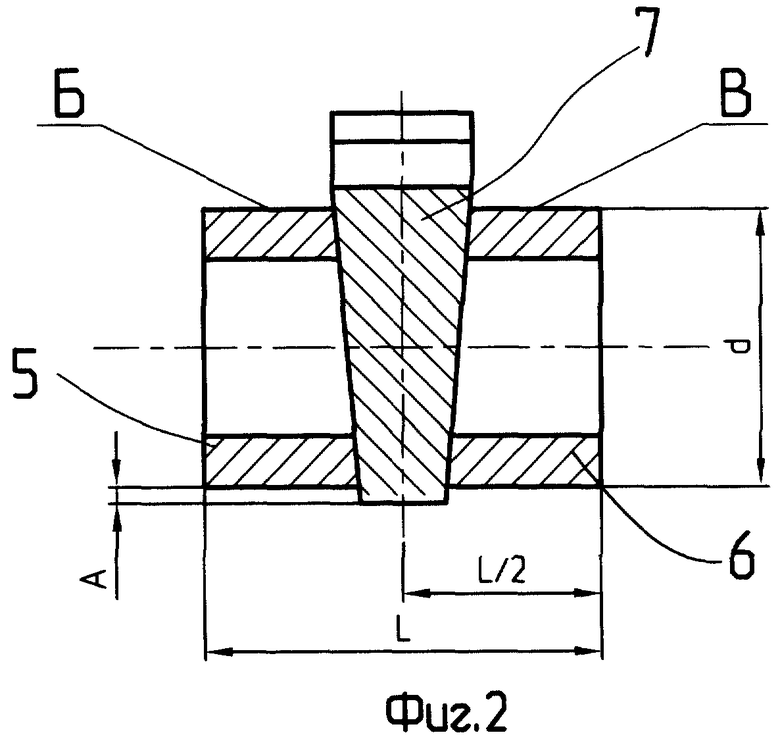
На фиг.1 изображен разрез узла затвора клиновой задвижки; на фиг.2 узел затвора (два седла и клина) в зафиксированном состоянии.
Корпус 1 имеет продольный канал 2 в котором выполняется на длине L расточка 3 диаметром d, располагающаяся симметрично относительно оси вертикального канала 4 корпуса 1 и в расточку 3 помещены седла 5 и 6 и клин 7 между ними.
Сборка узла затвора клиновой задвижки производится следующим образом.
Седла 5, 6 и клин 7 с окончательно обработанными уплотнительными полями жестко фиксируют в приспособлении вне корпуса (не показан) выдерживая размер А, что соответствует их расположению в корпусе в положении задвижки «закрыто», после чего за одну установку обрабатывают диаметры Б и В седел 5 и 6 соответственно выдерживая размеры L и L/2, причем с высокой точностью симметрии относительно вертикальной оси, и наносят метки взаимного расположения на седлах 5, 6 и клине 7.
Затем, зная размеры d, L и L/2, воспроизводят соответствующие расточки (гнезда) 3 в корпусе 1.
После чего в расточки 3 корпуса 1 устанавливают седла 5 и 6, помещают между ними клин 7, совмещают метки взаимного их расположения и закрепляют седла 5 и 6 в корпусе 1, например, сваркой.
Результат остается неизменным, если сначала выполнить расточки 3 с размерами d, L и L/2 в корпусе 1, а затем в этих же размерах обработать седла 5 и 6 в сборе с клином 7, соответственно выдерживая размеры L, L/2 и d.
Таким образом, благодаря тому, что жестко зафиксированные между собой детали узла затвора клиновой задвижки - клин с двумя седлами обрабатываются за одну установку с выполнением посадочных размеров d, L и L/2, как и ответные гнезда для седел в корпусе, с высокой точностью, обеспечивается совпадение вертикальной и горизонтальной осей узла и корпуса. Это снижает погрешность сборки и несомненно повышает надежность работы узла затвора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел затвора клиновой задвижки | 2018 |
|
RU2695672C1 |
| Задвижка клиновая сварная и способ её сборки | 2021 |
|
RU2774560C1 |
| ЗАТВОР КЛИНОВОЙ ЗАДВИЖКИ И СПОСОБ ЕГО СБОРКИ | 2013 |
|
RU2572030C2 |
| ЗАТВОР КЛИНОВОЙ ЗАДВИЖКИ | 2013 |
|
RU2572032C2 |
| УЗЕЛ ЗАТВОРА КЛИНОВОЙ ЗАДВИЖКИ | 2008 |
|
RU2382923C2 |
| СПОСОБ СБОРКИ ЗАТВОРА КЛИНОВОЙ ЗАДВИЖКИ | 2013 |
|
RU2572029C2 |
| ЗАТВОР ЗАДВИЖКИ КЛИНОВОЙ И СПОСОБ ЕГО СБОРКИ | 1997 |
|
RU2151938C1 |
| ЗАТВОР КЛИНОВОЙ ЗАДВИЖКИ С САМОУСТАНАВЛИВАЮЩИМИСЯ СЕДЛАМИ | 2008 |
|
RU2371621C1 |
| ЗАТВОР КЛИНОВОЙ ЗАДВИЖКИ | 2012 |
|
RU2511771C2 |
| ЗАДВИЖКА | 2013 |
|
RU2572031C2 |
Изобретение относится к трубопроводной арматуре. Способ заключается в изготовление седел и клина вне корпуса с окончательно обработанными уплотнительными полями. При этом седла и клин жестко фиксируют во взаимном их расположении в соответствии с положением «закрыто» затвора задвижки. Затем обрабатывают с выполнением посадочных размеров как седел, так и ответных гнезд для них в корпусе равными. Устанавливают седла в корпус. Клин помещают между ними. После закрепляют седла в корпусе. Изобретение позволяет повысить надежность работы узла затвора за счет уменьшения погрешностей при изготовлении и сборке узла. 2 ил.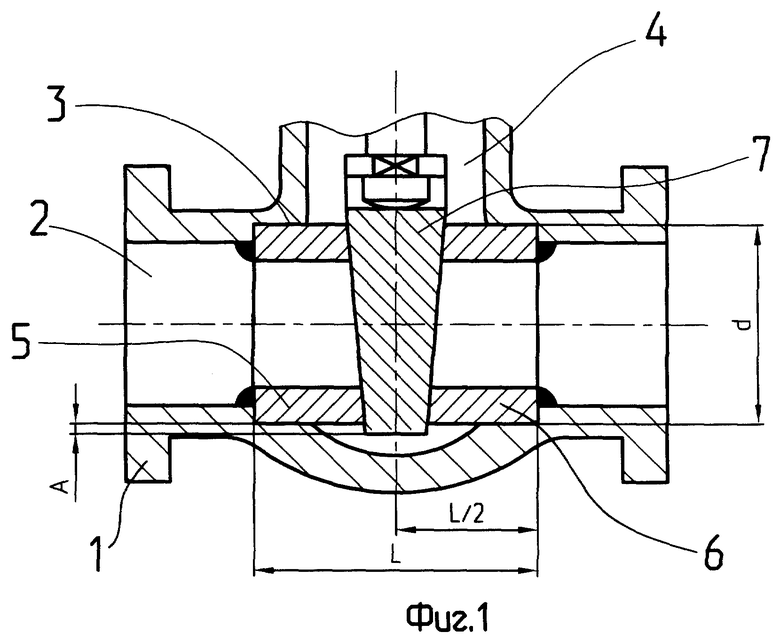
Способ сборки узла затвора клиновой задвижки, включающий изготовление седел и клина вне корпуса с окончательно обработанными уплотнительными полями, установку седел в корпус и клина между ними с последующим закреплением седел в корпусе, отличающийся тем, что седла и клин жестко фиксируют во взаимном их расположении в соответствии с положением «закрыто» затвора задвижки и обрабатывают с выполнением посадочных размеров как седел, так и ответных гнезд для них в корпусе равными.
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАПОРНОГО УЗЛА | 1992 |
|
RU2007288C1 |
| КЛИНОВАЯ ЗАДВИЖКА И СПОСОБ ГЕРМЕТИЗАЦИИ КЛИНОВОЙ ЗАДВИЖКИ | 2000 |
|
RU2186277C2 |
| ЗАТВОР ЗАДВИЖКИ КЛИНОВОЙ И СПОСОБ ЕГО СБОРКИ | 1997 |
|
RU2151938C1 |
| Способ селекции яровой мягкой пшеницы | 1986 |
|
SU1584835A1 |
| US 3863889 А, 04.02.1975 | |||
| Способ заканчивания скважины, вскрывающей неустойчивый продуктивный пласт | 1988 |
|
SU1567761A1 |

