Изобретение относится к трубопрокатному производству, а именно к способу производства длинномерных передельных труб большого и среднего диаметров из полых слитков-заготовок электрошлакового переплава (ЭШП) труднодеформируемых марок стали для выдвижных систем (перископов подводных лодок), и может быть использовано на трубопрокатных установках с пилигримовыми станами с последующей перекаткой на станах холодной прокатки.
В трубопрокатном производстве известен способ производства бесшовных горячедеформированных передельных толстостенных труб большого и среднего диаметров из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем, включающий отливку центробежно-литых полых заготовок, механическую обработку их на размер Dнар±3 мм × Dвн.±3,0 мм × L+50 мм (Dнар. - наружный диаметр от 365 до 650 мм, DВН. - внутренний диаметр от 185 до 445 мм, a L - длина центробежно-литой заготовки от 2500 до 3500 мм) общим весом не более 4500 кг, равномерный нагрев полых центробежно-литых заготовок до температуры пластичности (температура внутренней поверхности на выдаче из печи 1160-1190°С), прокатку их на пилигримовом стане в толстостенные трубы с толщиной стенки от 32,5 до 72,0 мм и длиной от 4000 до 9000 мм, в зависимости от размеров труб, механические испытания металла труб на термообработанных продольных образцах с ударной вязкостью KCU не менее 68,6 Дж/см2 по режиму: закалка при температуре 950±15°С с выдержкой 1,5-2,0 часа, охлаждение на воздухе, отпуск при температуре 670±15°С с выдержкой 5,0 часов и охлаждением на воздухе (ТУ 14-3-1564-88'' Трубы бесшовные горячедеформированные толстостенные из стали марок 08Х10Н20Т2 и 08Х10Н16Т2", ТУ 14-3-388-75 "Трубы бесшовные горячекатанные из стали марок 08Х10Н20Т2 и 08Х10Н16Т2", ТУ 14-3-569-77 "Заготовки трубные центробежно-литые механически обработанные из стали марок 08Х10Н20Т2 и 08Х10Н16Т2" и ТИ 158-Тр.ТБ1-6-94 "Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2").
Недостатком данного способа является использование полой центробежно-литой заготовки (ЦЛЗ), из-за отсутствия технологии прошивки слитков электрошлакового переплава (ЭШП) диаметром 400-600 мм из данных марок стали, а также общим весом не более 4500 кг, т.к. существующие машины центробежной разливки не могут отлить заготовку весом более 4500 кг и длиной более 3500 мм. Использование ЦЛЗ приводит к образованию дефектов на трубах, повышенному расходу металла из-за увеличения припуска под механическую обработку, а следовательно, не дает возможности производить трубы длиной 12000-14000 мм, в результате чего приходится производить их путем сварки двух-трех кратов (труб), что приводит к снижению эксплуатационной надежности и увеличению толщины стенки готового изделия, снижению механических свойств, что также приводит к увеличению толщины стенки готового изделия, т.е. его веса (выдвижные системы, работающие в морской воде). Так как изделие работает в морской воде на больших глубинах и при движении аппарата испытывает ударно-колебательные нагрузки, то основным показателем механических свойств металла труб является ударная вязкость (KCU), которая при производстве труб по данной технологии не превышает 68,6-80 Дж/см2. Требования, которые могут быть выполнены при прокатке труб по данному способу, - это магнитная проницаемость и отсутствие склонности к межкристаллитной коррозии, которые гарантируются не технологией производства труб, а химическими свойствами стали и в трубах не контролируются. Производить трубы с высокими механическими свойствами и мелкозернистой структурой из ЦЛЗ по существующему способу невозможно из-за малой степени деформации. Необходима кованая заготовка или слиток ЭШП, при прокатке которых деформация (проработка) металла значительно выше, чем при использовании полой ЦЛЗ. Механические свойства металла труб из ЦЛЗ можно также улучшить (повысить) за счет дополнительной деформации горячекатаной передельной заготовки на станах холодной прокатки за 2-3 переката. Использование холоднокатаной передельной заготовки вместо горячекатаной позволит значительно повысить точность геометрических размеров труб по диаметру и стенке, снизить количество дефектов и их размеры на трубах, а следовательно, даст возможность производить передельные трубы с более тонкими стенками, т.е. уменьшить допуск под механическую обработку и увеличить их длину в 1.5-2.0 раза даже при использовании НЛЗ.
В трубопрокатном производстве известны способы прокатки труб на пилигримовых станах, где в качестве заготовки используются слитки ЭШП (Патент РФ №2119395, бюл. №27, 1998; Патент РФ №2180874, бюл. №9, 2002; Патент РФ №2247612, бюл. №7, 2005 и Патент РФ №2275977, бюл. №13, 2006). Недостатком указанных способов является то, что они распространяются на производство труб на трубопрокатных установках с пилигримовыми станами из слитков ЭШП углеродистых, малолегированных и легированных марок стали.
Наиболее близким техническим решением является способ производства длинномерных передельных труб большого и среднего диаметров из центробежно-литых заготовок и слитков электрошлакового переплава стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем (перископов подводных лодок) с обеспечением ударной вязкости KCU более 100 дж/см2, включающий отливку центробежно-литых заготовок, нагрев их до температуры пластичности, прокатку на пилигримовом стане в толстостенные трубы с припуском под механическую обработку и термическую обработку, на пилигримовом стане передельные горячекатаные трубы катают диаметром с учетом последующих 1-3 перекатов на станах холодной прокатки в зависимости от вида заготовки и размеров готовых изделий - длины, диаметра и толщины стенки, прокатку передельных горячекатаных труб на промежуточный и готовый размеры на станах холодной прокатки производят с вытяжкой μ=1,2-1,55, в качестве трубной заготовки используют сверленые слитки ЭШП, центробежно-литые полые заготовки и сверленые слитки электрошлакового переплава выдерживают на колосниках методической печи без кантовки при температуре 950-1000°С в течение 180-300 минут гомогенизации в зависимости от диаметра и толщины стенки, а затем производят равномерный нагрев центробежно-литых заготовок до температуры 1150-1200°С со скоростью нагрева 2,3-2,5°С в минуту с кантовкой через каждые 15-20 минут и общим временем нагрева 8-11 часов, а слитков ЭШП до температуры 1200-1250°С со скоростью нагрева 1,8-2,0°С в минуту с кантовкой через 20-25 минут и общим временем нагрева 9,5-12,5 ч, при этом большая продолжительность нагрева относится к заготовкам и слиткам больших размеров, центробежно-литые заготовки прокатывают на пилигримовом стане в передельные горячекатаные трубы большего диаметра с учетом последующих 2-3 перекатов на станах холодной прокатки, а гильзы, прошитые из слитков электрошлакового переплава, прокатывают на пилигримовом стане в передельные горячекатаные трубы диаметром с учетом последующих 1-2 перекатов на станах холодной прокатки, слитки электрошлакового переплава диаметром до 500 мм, включительно, прошивают в стане косой прокатки в гильзы за одну прошивку с вытяжкой μ=1,2-1,4, а слитки диаметром 540 мм и более - за две прошивки с вытяжками, соответственно, μ1=1,2-1,4 и μ2=1,1-1,3, передельные длинномерные трубы холодной прокатки после промежуточного размера подвергают аустенизации по режиму: температура печного пространства в момент посада 1000-1100С°, нагрев по мощности печи до температуры 1050±15°С с выдержкой при данной температуре 1 мин на 1 мм толщины стенки трубы и охлаждением на воздухе, а передельные длинномерные трубы холодной прокатки готового размера после прокатки и аустенизации подвергают термообработке-отпуску по режиму: посад при температуре 700-730°С, нагрев по мощности печи, выдержка при температуре 685±15°С, время выдержки 5-5,5 часов и охлаждение на воздухе (Патент РФ №2257271, бюл. №21, 2005).
Недостатком данного способа производства качественных длинномерных передельных труб большого и среднего диаметров для выдвижных систем из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 является использование станов косой прокатки для получения гильз необходимого размера. Гильзы диаметром до 500 мм на станах косой прокатки получают за одну прошивку, гильзы диаметром от 500 до 600 мм за две прошивки, а для производства передельных труб размером 530×71 мм необходимы гильзы диаметром 630-650 мм, которые на существующих станах косой прокатки получить невозможно даже за счет тройной прошивки, т.к. в стан можно задать заготовку или гильзу не длиннее 2000 мм. Двойная прошивка связана с двойным нагревом, а это, в свою очередь, приводит к потере производительности ТПА с пилигримовыми станами, соответственно, в 2,0 раза, что, в свою очередь, ведет к удорожанию передельных труб. Стали 08Х10Н20Т2 и 08Х10Н16Т2 относятся к труднодеформируемым маркам, при прошивке в станах косой прокатки на гильзах образуются дефекты в виде наружных и внутренних плен, из-за чего приходится увеличивать толщину стенки передельных труб под механическую обработку, а это приводит к увеличению расходного коэффициента металла и, как следствие, к увеличению стоимости передельных труб.
Задачей предложенного способа производства длинномерных передельных труб большого и среднего диаметров из полых слитков-заготовок электрошлакового переплава (ЭШП) труднодеформируемых марок стали для выдвижных систем является исключение из технологического процесса прошивки слитков, исключение двойного нагрева, увеличение производительности ТПА с пилигримовыми станами, снижение расхода металла при переделе полый слиток-заготовка - передельная труба для изготовления выдвижных систем и снижение их стоимости.
Указанный технический результат достигается тем, что в известном способе производства длинномерных передельных труб большого и среднего диаметров из слитков-заготовок электрошлакового переплава (ЭШП) труднодеформируемых марок стали для выдвижных систем, включающем отливку слитков ЭШП, гомогенизацию и нагрев слитков ЭШП до температуры пластичности, прошивку слитков ЭШП в станах косой прокатки в гильзы за одну или две прошивки в зависимости от диаметра слитков, прокатку на пилигримовом стане в толстостенные трубы диаметром с учетом последующих 1-2 перекатов с припуском под механическую и термическую обработки в зависимости от вида заготовки и размеров готовых изделий - длины, диаметра и толщины стенки трубы, используют полые слитки-заготовки ЭШП с отношением диаметра к толщине стенки D/S=3,0-5,5, большие значения которого относятся к полым слиткам-заготовкам большего диаметра, и длиной L=2,75-3,25 м, большие значения которой относятся к слиткам меньшего диаметра, полые слитки ЭШП обтачивают и растачивают в полые слитки-заготовки с удалением окалины и дефектов литейного производства на величины, значения которых определяют из выражений Δ=K·D·S/(D-S), Δ1=K1·D·S/(D-S), где Δ - величина удаляемого металла при обточке полых слитков ЭШП, мм; Δ1 - величина удаляемого металла при расточке полых слитков ЭШП, мм; D - наружный диаметр полых слитков ЭШП, мм; S - толщина стенки полых слитков ЭШП, мм; K=0,03 - коэффициент при обточке полых слитков ЭШП; K1=0,04 - коэффициент при расточке полых слитков ЭШП, полые слитки-заготовки ЭШП после гомогенизации равномерно нагревают до температуры 1200-1220°С со скоростью нагрева 1,8-2,0°С в минуту с кантовкой на 180° через 20-25 минут, а затем при температуре 1200-1220°С выдерживают в течение 2,0-3,0 часов с кантовкой через 25-30 минут и общим временем нагрева 9,0-12,0 часов, при этом большая продолжительность нагрева и большее время выдержки относятся к полым слиткам-заготовкам ЭШП больших диаметров и толщин стенок, а нагретые до температуры пластичности полые заготовки ЭШП прокатывают на пилигримовом стане с обжатием по диаметру 30-45% и вытяжкой μ=3,0-4,5.
Сущность способа заключается в том, что для увеличения длины передельных труб для выдвижных систем, снижения расхода металла, исключения двойного нагрева, повышения производительности ТПА с пилигримовыми станами и станов ХПТ, исключения из технологического процесса прошивки слитков ЭШП в станах косой прокатки в качестве трубной заготовки используют полые слитки-заготовки ЭШП с отношением диаметра к толщине стенки D/S=3,0-5,5, большие значения которого относятся к полым слиткам-заготовкам большего диаметра, и длиной L=2,75-3,25 м, большие значения которой относятся к слиткам меньшего диаметра, полые слитки ЭШП обтачивают и растачивают в полые слитки-заготовки с удалением окалины и дефектов литейного производства на величины, значения которых определяют из выражений Δ=K·D·S/(D-S), Δ1=K1·D·S/(D-S), где Δ - величина удаляемого металла при обточке полых слитков ЭШП, мм; Δ1 - величина удаляемого металла при расточке полых слитков ЭШП, мм; D - наружный диаметр полых слитков ЭШП, мм; S - толщина стенки полых слитков ЭШП, мм; K=0,03 - коэффициент при обточке полых слитков ЭШП; K1=0,04 - коэффициент при расточке полых слитков ЭШП, полые слитки-заготовки ЭШП после гомогенизации равномерно нагревают до температуры 1200-1220°С со скоростью нагрева 1,8-2,0°С в минуту с кантовкой на 180° через 20-25 минут, а затем при температуре 1200-1220°С выдерживают в течение 2,0-3,0 часов с кантовкой через 25-30 минут и общим временем нагрева 9,0-12,0 часов, при этом большая продолжительность нагрева и большее время выдержки относятся к полым слиткам-заготовкам ЭШП больших диаметров и толщин стенок, а нагретые до температуры пластичности полые заготовки ЭШП прокатывают на пилигримовом стане с обжатием по диаметру 30-45% и вытяжкой μ=3,0-4,5. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
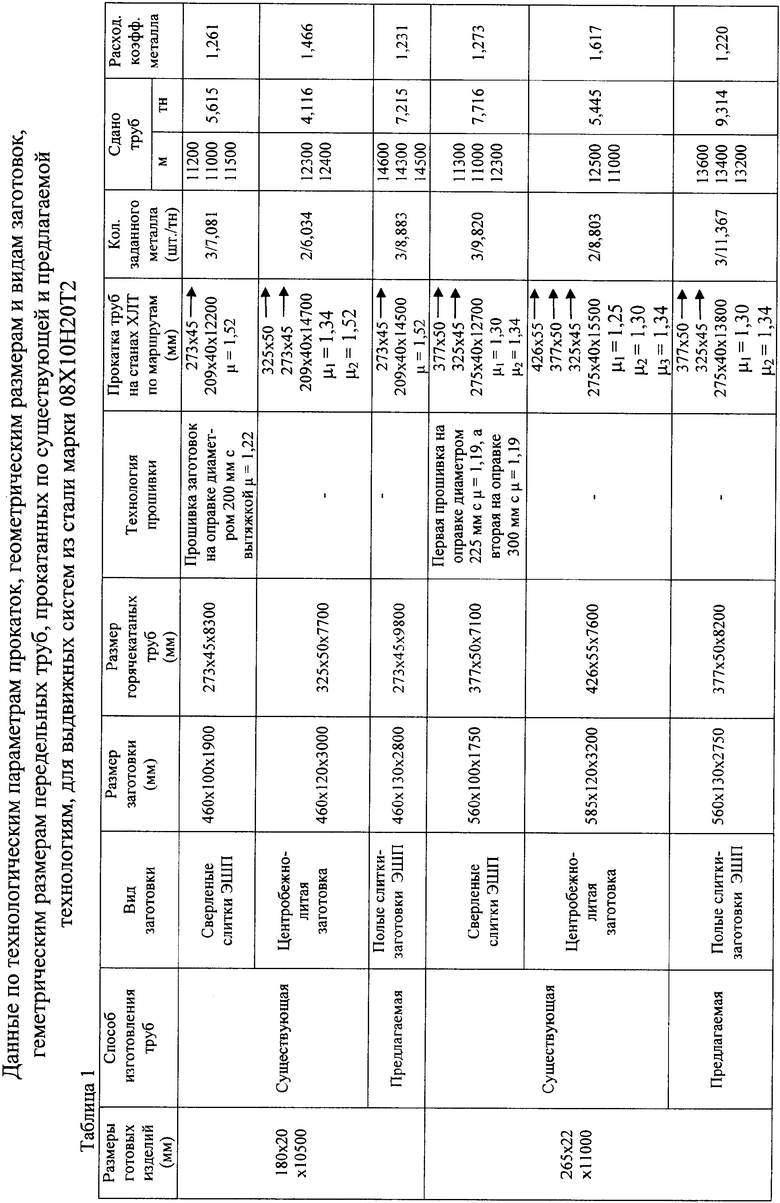
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16", на станах холодной прокатки ХПТ 450 и ХПТ 250 ОАО "ЧТПЗ". Изготовление готовых изделий размером 180×20×10500 мм производили по существующему и предлагаемому способу. По существующему способу для прокатки передельных горячекатаных труб размером 273×45×8300 мм в производство были заданы сверленые слитки ЭШП размером 460×100×1900 мм, которые были нагреты в методической печи до температуры пластичности и прошивались в стане косой прокатки на оправке диаметром 200 мм в гильзы размером 460×215вн.×2320 мм с вытяжкой μ=1,22. При прошивке нагрузка на двигатель прошивного стана находилась на верхнем пределе, а именно 8,0-8,5 КА, при норме не более 8,0 КА. На гильзах были внутренние и наружные плены. По данной технологии из сверленых слитков ЭШП размером 460×100×1900 мм получены три горячекатаные трубы размером 273×45×8300 мм, которые были перекатаны на стане ХПТ 250 в трубы размером 209×40×12200 мм и сданы как передельные длиной 11,2; 11,0 и 11,5 м, общим весом 5,615 тонн. Расходный коэффициент металла по данной партии труб составил 1,261. По существующей технологии в производство также были заданы две центробежно-литые заготовки размером 460×120×3000 мм, которые были нагретые до температуры пластичности, выданы из печи, краном подавались на пилигримовый стан и прокатывались в передельные трубы размером 325×50×7700 мм. Затем за два переката на станах ХПТ 450 и ХПТ 250 прокатывались в трубы размером 273×45 и 209×40 мм. Из данных заготовок получены две передельные трубы длиной 12,3 и 12,4 м, общим весом 4,116 тонн. Расходный коэффициент металла по трубам данной партии составил 1,466. По предлагаемой технологии полые слитки-заготовки электрошлакового переплава размером 460×130×2800 мм, изготовленные на ОАО "ЗМЗ" в соответствии с пп.1 и 2 формулы изобретения, после гомогенизации равномерно нагревали до температуры 1200-1220°С со скоростью нагрева 1,8-2,0°С в минуту с кантовкой на 180° через 20-25 минут, а затем при температуре 1200-1220°С выдерживали в течение 2,5 часов с кантовкой через 25-30 минут и общим временем нагрева 9,5 часов. Нагретые до температуры пластичности три полых слитка-заготовки выдавались из печи и краном подавались на пилигримовый стан и прокатывались на пилигримовом стане в передельные горячекатаные трубы размером 273×45×9800 мм с обжатием по диаметру 40,6% и вытяжкой 4,18. Передельные горячекатаные трубы были перекатаны на стане ХПТ 250 в передельные трубы размером 209×40×14500 мм. Расходный коэффициент металла по трубам данной партии составил 1,231.
Прокатка передельных труб размером 275×40 мм по существующей технологии производилась из сверленых слитков ЭШП и ЦЛЗ. В производство было задано 3 сверленых слитка ЭШП размером 560×100×1750 мм, которые были нагреты до температуры пластичности, прошиты в стане косой прокатки в гильзы размером 560×240вн.×2080 мм на оправке диаметром 225 мм. Нагрузка на привод прошивного стана находилась на верхнем пределе. Гильзы в горячем состоянии были посажены в печь, нагреты до температуры пластичности и прошиты-раскатаны в стане косой прокатки на оправке диаметром 300 мм в гильзы размером 560×315вн.×2480 мм. Гильзы на пилигримовом стане прокатывались в передельные трубы размером 377×50×7100 мм, которые на станах ХПТ 450 и ХПТ 250 перекатывались в трубы 325×45 и 275×40 мм. В результате прокаток получены три трубы длиной 11,0; 11,0 и 11,3 м общим весом 7,716 тонн. Расходный коэффициент металла по данной партии составил 1,273. Из двух центробежно-литых заготовок размером 585×120×3200 мм на ТПА 8-16" прокатаны две горячекатаных трубы размером 426x55x7600 мм, которые за три переката на станах ХПТ 450 прокатаны в трубы размером 275×40×15500 мм. Из данных труб сданы две трубы длиной 11000 и 12500 мм. Отходы по дефектам проката (металла) составили 4500 и 4000 мм. Расходный коэффициент металла по данной партии труб составил 1,617. По предлагаемой технологии в производство были заданы три полых слитка-заготовки размером 560×130×2750 мм, изготовленные на ОАО "ЗМЗ" в соответствии с пп.1 и 2 формулы изобретения, после гомогенизации равномерно нагревали до температуры 1200-1220°С со скоростью нагрева 1,8-2,0°С в минуту с кантовкой на 180° через 20-25 минут, а затем при температуре 1200-1220°С выдерживали в течение 3,0 часов с кантовкой через 25-30 минут и общим временем нагрева 11,5 часов. Нагретые до температуры пластичности три полых слитка-заготовки выдавались из печи и краном подавались на пилигримовый стан и прокатывались на пилигримовом стане в передельные горячекатаные трубы размером 377×50×8200 мм с обжатием по диаметру 35,0% и вытяжкой 3,42, а затем перекатаны на стане ХПТ 450 в два переката в трубы размером 275×40×13800 мм. Сдано три трубы длиной 13200-13600 мм, общим весом 9,314 тонн. Расходный коэффициент металла по трубам данной партии составил 1,220. Данные по технологическим параметрам прокаток, геометрическим размерам и видам заготовок, геометрическим размерам передельных труб, прокатанных по существующей и предлагаемой технологиям, для выдвижных систем из стали марки 08Х10Н20Т2 приведены в таблице. Из таблицы видно, что лучшие результаты по расходному коэффициенту металла получены при производстве длинномерных передельных труб из полых слитков-заготовок ЭШП, прокатанных по предлагаемому способу. При прокатке труб размером 209×40 мм из полых слитков-заготовок ЭШП получено снижение расходного коэффициента металла, по сравнению со сверлеными слитками, 30 кг на тонне труб при одновременном увеличении длины ˜ на 30%. При прокатке труб размером 275×40 мм по предлагаемому способу, по сравнению с прокаткой из сверленых слитков ЭШП, получено снижение расходного коэффициента металла 53 кг на тонне труб и увеличение длины труб ≈ на 16,5%.
Использование предлагаемого способа позволит производить длинномерные трубы необходимой длины (исключить стыковую сварку двух и более труб - кратов) с гарантированным обеспечением значений ударной вязкости KCU и повышенными механическими свойствами, а следовательно, повысить эксплуатационную надежность готовых изделий (выдвижных систем) и снизить расход дорогостоящего металла при переделе полый слиток ЭШП - выдвижная система, исключить из технологического процесса прошивку сверленых слитков ЭШП и прошивку-раскатку гильз из слитков ЭШП, повысить производительность пилигримовых станов ≈ в 2 раза и, как следствие, снизить стоимость выдвижных систем, повысить ресурс их эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 265×22×13000±300 И 285×25×11750±50 мм ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ-ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК | 2012 |
|
RU2527591C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЦЕНТРОБЕЖНО-ЛИТЫХ ПОЛЫХ ЗАГОТОВОК И СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16T2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ (ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК) С ОБЕСПЕЧЕНИЕМ УДАРНОЙ ВЯЗКОСТИ KCU БОЛЕЕ 100 ДЖ/СМ | 2004 |
|
RU2257271C1 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387499C2 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2386499C2 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387494C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306991C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ МАРОК СТАЛИ, ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2346765C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311979C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311980C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 132,1Х18 ММ ДЛЯ ИЗГОТОВЛЕНИЯ МУФТ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2014 |
|
RU2577884C2 |
Изобретение относится к трубопрокатному производству, а именно к способу производства длинномерных передельных труб большого и среднего диаметров из полых слитков-заготовок электрошлакового переплава труднодеформируемых марок стали 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем (перископов подводных лодок) на трубопрокатных установках с пилигримовыми станами с последующей перекаткой на станах холодной прокатки. В способе в качестве трубной заготовки используют полые слитки-заготовки ЭШП с отношением диаметра к толщине стенки D/S=3,0-5,5, большие значения которого относятся к полым слиткам-заготовкам большего диаметра, и длиной L=2,75-3,25 м, большие значения которой относятся к слиткам меньшего диаметра, которые обтачивают и растачивают в полые слитки-заготовки с удалением окалины и дефектов литейного производства на величины, значения которых определяют из выражений
Δ=K·D·S/(D-S), Δ1=K1·D·S/(D-S), где Δ - величина удаляемого металла при обточке полых слитков ЭШП, мм; Δ1 - величина удаляемого металла при расточке полых слитков ЭШП, мм; D - наружный диаметр полых слитков ЭШП, мм; S - толщина стенки полых слитков ЭШП, мм; K=0,03 - коэффициент при обточке полых слитков ЭШП; K1=0,04 - коэффициент при расточке полых слитков ЭШП. Обеспечивается повышение эксплуатационной надежности готовых изделий (выдвижных систем), снижение их стоимости и повышение ресурса их эксплуатации, снижение расхода дорогостоящего металла, повышение производительности пилигримовых станов ≈ в 2 раза. 3 з.п. ф-лы, 1 табл.
Δ=K·D·S/(D-S),
Δ1=K1·D·S/(D-S),
где Δ - величина удаляемого металла при обточке полых слитков ЭШП, мм;
Δ1 - величина удаляемого металла при расточке полых слитков ЭШП, мм;
D - наружный диаметр полых слитков ЭШП, мм;
S - толщина стенки полых слитков ЭШП, мм;
K=0,03 - коэффициент при обточке полых слитков ЭШП;
K1=0,04 - коэффициент при расточке полых слитков ЭШП.

