Настоящее изобретение относится к полностью закрытым переносным упаковкам, которые выполнены из заготовок посредством сгибания и склеивания и которые обеспечивают полную защиту для удерживаемых в них контейнеров. В заготовке предусмотрено небольшое сужение между каждой угловой панелью и каждой граничащей створчатой панелью для подгибания торцевых клапанных частей в правильном положении в процессе операций сгибания и склеивания, без необходимости использования подгибающих пальцев.
Полностью закрытые коробки, которые обеспечивают защиту для помещенных в них контейнеров, известны в уровне техники. Эти полностью закрытые контейнеры обычно выполнены из заготовки путем ее формирования в коробку посредством гибочной/заклеивающей машины, которая использует формирующие средства, например ножи, пальцы или колеса, способные подгибать стороны коробки внутрь для гарантии того, что все панели находятся в правильном положении. Коробку сгибают и склеивают вдоль боковой, верхней или нижней панелей, заполняют контейнерами с продуктом и приступают к операциям сгибания/склеивания в машине. Затем картонную упаковку поворачивают на 90° и закрывают боковые створки каждой коробки. Верхнюю панель затем отгораживают или прижимают и приклеивают к боковым створкам.
В основном, традиционные гибочные машины включают продольно разнесенные подгибающие пальцы, которые действуют для сгибания торцевых клапанов во время процесса формирования. Эти подгибающие пальцы сжимают створчатые панели вместе после ориентирования коробки в заданном положении. Для приведения в действие подгибающих пальцев упаковка должна быть повернута на 90° для закрывания створчатых панелей, чтобы сформировать угловое соединение. Добавление и функционирование подгибающих пальцев вдоль траектории сгибания требует достаточного пространства и оборудования для выполнения поворота на 90° перед сгибанием, чтобы позволить зазор перемещения подгибающих пальцев. Если гибочная машина не требует наличия таких подгибающих пальцев, операция подгибания могла бы осуществляться более эффективно, без машинного оборудования и с меньшим пространством, чем обычно требуется.
Предложена полностью закрытая упаковка, приспособленная для формирования углового соединения посредством использования особым образом размещенных сужений между каждой подгибаемой внутрь панелью и каждой створчатой панелью. Эти сужения исключают необходимость подгибающих пальцев в гибочной машине.
Заготовка, используемая для формирования настоящей упаковки, включает верхнее угловое соединение, боковые створчатые панели и запирающие нижние панели. Перемычка верхнего углового соединения бигуется, как правило, в виде продольной канавки и выполняется со снятой областью для ослабления прикладываемого вниз усилия к бигам перемычек в процессе сгибания. Боковые створки заготовки имеют сужение в каждом углу панели углового соединения. При закрывании створчатых панелей сужение будет помогать тянуть внутрь подгибаемые внутрь панели. Тянущее внутрь действие подгибаемых внутрь панелей позволяет угловому соединению принять форму без необходимости использования подгибающих пальцев для формирования углового соединения. Здесь также раскрывается способ сгибания и склеивания таких упаковок, использующих сужения.
Сужения предлагаемой упаковки способны гарантировать правильную ориентацию всех торцевых панелей в процессе операции сгибания/склеивания посредством тянущего внутрь действия подгибаемых внутрь панелей. Панели углового соединения тянутся внутрь посредством сужений, образованных между подгибаемыми внутрь панелями и створчатыми панелями.
Поскольку машина не требует обычных подгибающих пальцев или других подгибающих средств, настоящей коробкой будет реализовываться экономия оборудования, пространства и энергии. Давление, необходимое для подгибания внутрь подгибаемых внутрь панелей, является сравнительно небольшим и может быть реализовано путем закрывания боковых торцевых или створчатых панелей. После того, как подгибаемая внутрь панель была подогнута внутрь, машина как правило наносит клей (обычно путем приподнимания клапанов верхних торцевых панелей, достаточного для приема клея или другого адгезива), и затем фальцовкой или иным способом закрывают верхнюю торцевую панель на створчатые панели для закрывания каждого торца коробки.
Таким образом, раскрывается обвертываемая полностью закрытая коробка для транспортировки бутылок, которая включает верхнюю панель, соединенную с наклонными верхними боковыми панелями, которые соединены с нижними боковыми панелями, соединенными с нижними панелями. Коробка имеет боковые торцевые панели, соединенные с каждой стороной каждой нижней боковой панели, и верхние торцевые панели, соединенные с каждой стороной верхней панели. Нижние панели способны сгибаться в закрытое положение. Верхняя торцевая панель способна закрываться посредством состоящей из двух частей перемычки, соединенной по линиям сгиба. Перемычка соединена с каждой соответствующей наклонной верхней боковой панелью и боковой торцевой панелью. Перемычка включает подгибаемую внутрь панель, панель углового соединения и сужение, образованное между каждой подгибаемой внутрь панелью и каждой боковой торцевой панелью. Сужения способны втягивать подгибаемые внутрь панели в процессе формирования коробки.
Также предложен способ формирования обвертываемой полностью закрытой коробки из заготовки. Способ включает этапы: скрепление нижних панелей вместе для формирования рукава вокруг бутылок, закрывание боковых торцевых панелей с сужениями, тянущими панели углового соединения внутрь, и скрепление верхних торцевых панелей с боковыми торцевыми панелями.
Эти и другие задачи, особенности и преимущества настоящего изобретения станут более очевидными из прочтения нижеследующего описания со ссылками на сопроводительные фигуры чертежей, где:
Фиг.1 - вид сверху заготовки для формирования полностью закрытой упаковки данного изобретения;
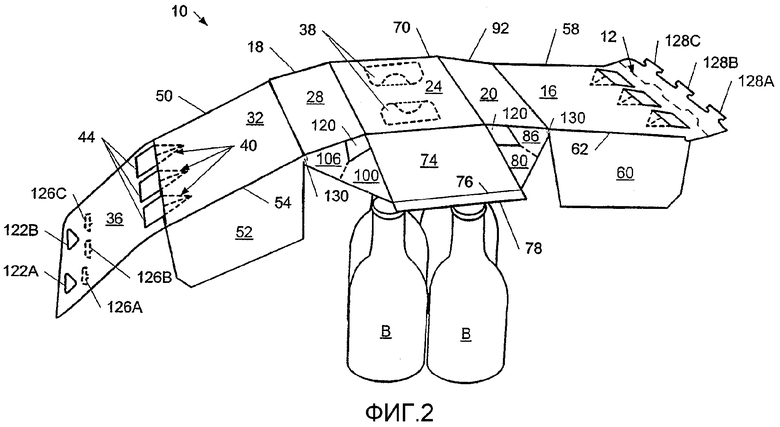
Фиг.2 - вид в перспективе заготовки на Фиг.1 над группой из шести бутылок;
Фиг.3 - вид в перспективе боковой торцевой панели и панелей створок, тянущих внутрь подгибаемые внутрь панели;
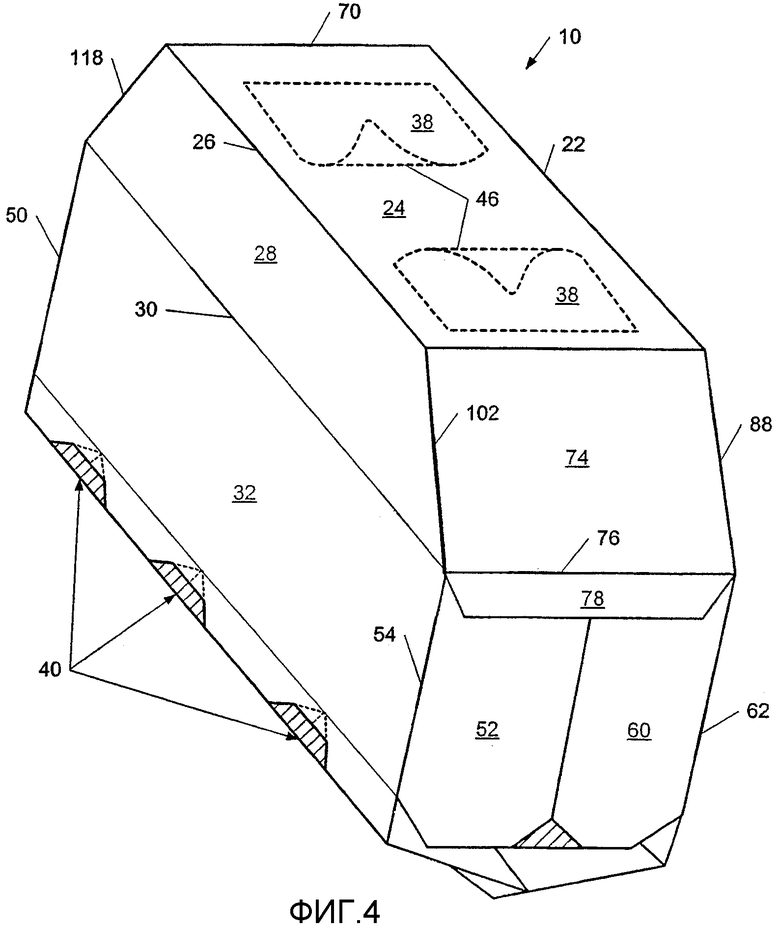
Фиг.4 - вид в перспективе торца коробки полностью обвернутой вокруг группы бутылок на Фиг.2;
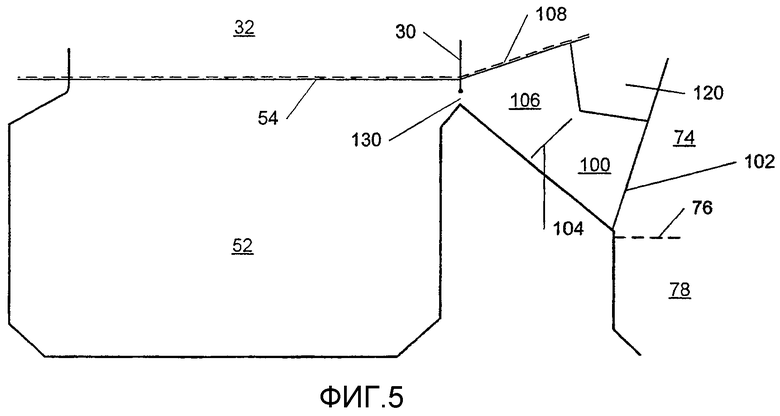
Фиг.5 - увеличенный вид сужения между боковой торцевой панелью и подгибаемой внутрь панелью.
Настоящее изобретение предназначено главным образом для использования с оборачиваемыми коробками, содержащими бутылки или контейнеры вида, используемого для того, чтобы содержать безалкогольные напитки, пиво и подобное. Типичный пример такой бутылки имеет в основном цилиндрический корпус с верхней частью и нижней частью, конусообразный заплечик, который является неразрывным с верхней частью корпуса. Горлышко обычно образовано на заплечике с меньшим диаметром, чем корпус. Традиционная бутылка B показана на Фиг.2 с кромкой горлышка, выступающей наружу из горлышка, и крышкой, закрепленной на верхнем конце кромки горлышка.
Заготовка 10 для формирования коробки настоящего изобретения показана на Фиг.1. Заготовка 10 в данном варианте выполнения содержит шесть бутылок B в два ряда по три в каждом, как показано на Фиг.2, но может иметь размер для вмещения и расположения любого желаемого количества бутылок или других контейнеров с продуктом. Заготовка 10 в основном образована из сгибаемого листового материала, такого как картон. Заготовка 10 имеет первую замковую панель 12, которая с возможностью сгиба соединена с нижней боковой панелью 16 по линии сгиба 14, которая в свою очередь соединена с наклонной верхней боковой панелью 20 по линии сгиба 18. Наклонная верхняя боковая панель 20 соединена с верхней панелью 24 по линии сгиба 22, которая в свою очередь соединена с наклонной верхней боковой панелью 28 по линии сгиба 26. Наклонная верхняя боковая панель 28 соединена с нижней боковой панелью 32 по линии сгиба 30, которая в свою очередь соединена с нижней панелью 36 по линии сгиба 34.
Как показано на Фиг.1, заготовка 10 выполнена симметрично вокруг горизонтальной линии симметрии, что способствует эффективности изготовления настоящей коробки. Однако коробке нет необходимости иметь такую симметрию. Заготовка 10 является прямоугольной с прямыми кромками, которые предусматривают эффективную компоновку заготовок на полотне картона, из которого вырезаются заготовки. Заготовка 10 имеет полости для пальцев 38, образованные в верхних панелях для удобства при переноске наполненной коробки. Эти полости для пальцев 38 показаны как пустоты или отверстия в заготовке, приспособленные для размещения пальцев человека для переноски коробки, однако могли бы быть сформированы в качестве откидных клапанов для пальцев, отделяемых вдоль отрывных линий, позволяющих удалить откидные клапаны для пальцев из или вдавить их в верхнюю панель. Полости для пальцев 38 могут включать смежные линии сгиба 46, позволяющие часть верхней панели сгибать внутрь для дальнейшего использования и для комфортной переноски.
Бутылки B обычно удерживаются от перемещения внутри коробки посредством добавления пяточных удерживающих средств 40 или других пригодных удерживающих средств. Эти пяточные удерживающие средства 40 позволяют коробке быть плотно запертой с пятой каждой бутылки B, проходящей через пяточное отверстие 44, выполненное в каждом пяточном удерживающем средстве 40. В нижней стороне панелей 16 и 32 могут быть выполнены прорези или линии сгиба для выполнения уплотнения коробки и предотвращения пяточных отверстий 44 от разрыва.
Поскольку заготовка 10 здесь формирует полностью закрытую коробку оберточного типа, торцы коробки являются также закрытыми. Соответственно боковая торцевая панель 48 соединена с нижней боковой панелью 32 по линии сгиба 50, а боковая торцевая панель 52 соединена с нижней боковой панелью 32 по линии сгиба 54. Боковая торцевая панель 56 соединена с нижней боковой панелью 16 по линии сгиба 58, а боковая торцевая панель 60 соединена с нижней боковой панелью 16 по линии сгиба 62. Верхние торцы коробки закрываются верхней торцевой панелью 68, которая соединена с верхней панелью 24 по линии сгиба 70. Верхняя торцевая панель 74 соединена с верхней панелью 24 по линии сгиба 72. Верхние торцевые панели 68 и 74 также имеют прикрепленные к ним створки для обеспечения дополнительной опоры для боковых торцевых панелей 48, 52, 56, 60, когда коробка сформирована. Таким образом, клапан 64 верхней торцевой панели соединен с верхней торцевой панелью 68 по линии сгиба 66, а клапан 78 верхней торцевой панели соединен с верхней торцевой панелью 74 по линии сгиба 76.
Когда заготовка 10 формируется в коробку с верхними торцевыми панелями, согнутыми вниз вокруг бутылок B, клапаны 64 и 78 верхних торцевых панелей действуют для усиления боковых торцевых панелей 48, 56 и боковых торцевых панелей 52, 60 соответственно. Клапаны 64 и 78 верхних торцевых панелей способны принимать клей или другой адгезив и сгибаться вокруг соответствующих линий сгиба 66 и 76 для приклеивания к соответствующим боковым торцевым панелям для гарантии закрепленной полностью закрытой коробки. Каждая верхняя торцевая панель соединена со своей смежной боковой торцевой панелью перемычкой, которая облегчает удержание верхних торцевых панелей 68 и 74 и боковых торцевых панелей 48, 52, 56 и 60 в положении после оборачивания коробки вокруг группы бутылок.
Для формирования заготовки 10 в коробку панели углового соединения и подгибаемые внутрь панели размещают между верхними торцевыми панелями 68 и 74 и наклонными верхними боковыми панелями 20 и 28. Панели углового соединения (также показанные как добавочные панели) и подгибаемые внутрь панели образуют угловое соединение коробки. Подгибаемая внутрь панель 86 соединена с наклонной верхней боковой панелью 20 по линии сгиба 82 и соединена с панелью углового соединения 80 по линии сгиба 84. Панель углового соединения 80 соединена с верхней торцевой панелью 74 по линии сгиба 88. Подгибаемая внутрь панель 96 соединена с наклонной верхней боковой панелью 20 по линии сгиба 92 и, в свою очередь, соединена с верхней торцевой панелью 68 по линии сгиба 94. Панель углового соединения 90 соединена с верхней торцевой панелью 68 по линии сгиба 98. Подгибаемая внутрь панель 106 соединена с наклонной верхней боковой панелью 28 по линии сгиба 108 и соединена с панелью углового соединения 100 по линии сгиба 104. Панель углового соединения 100 соединена с верхней торцевой панелью 74 по линии сгиба 102. Подгибаемая внутрь панель 116 соединена с наклонной верхней боковой панелью 28 по линии сгиба 118 и соединена с панелью углового соединения 110 по линии сгиба 114. Панель углового соединения 110 соединена с верхней торцевой панелью 68 по линии сгиба 112.
Там, где подгибаемые внутрь панели 86, 96, 106 и 116 прикреплены к соответствующим боковым торцевым панелям 60, 56, 52 и 48, выполнено сужение 130. Как будет описано ниже, поскольку каждая боковая торцевая панель сгибается внутрь, сужение 130 будет действовать так, чтобы тянуть внутрь соответствующую подгибаемую внутрь панель для формирования углового соединения без использования подгибающих пальцев в гибочной машине.
Коробка по данному изобретению может быть склеена вместе и/или может использовать соответствующую запирающую систему. В варианте выполнения, показанном на Фиг.1-4, предусмотрена запирающая система, которая включает первую запирающую систему и вторую запирающую систему. Первая запирающая система представляет собой запирающее зацепление между первыми охватываемыми замками 124A-B в первой замковой панели 12 и первыми охватывающими отверстиями 122A-B в нижней панели 36. В процессе запирания коробки первые охватываемые замки 124A-B зацепляются с уступами первых охватывающих отверстий 122A-B. Эти первые замки действуют в качестве основной запирающей особенности и соединяют торцы коробки вместе с клапанами для затягивания коробки плотно вокруг бутылок B.
Вторая показанная запирающая система включает вторые охватываемые замки 128A-C, сформированные в виде расширения первой замковой панели 12, и вторые охватывающие отверстия 126A-C, сформированные в нижней панели 36. Эти вторые замки предусмотрены в дополнение к первым замкам для гарантии того, что коробка останется запертой.
Для данной коробки могут быть использованы другие запирающие системы, включающие любое количество и расположение охватываемых замков и охватывающих отверстий. Дополнительно, коробка может быть скреплена вместе клеем, лентой или другим адгезивом, который будет закрывать и удерживать полностью закрытую коробку надежно на месте.
Как показано на Фиг.2, коробка в данном варианте выполнения формируется из заготовки 10, показанной на Фиг.1, посредством перемещения верхней панели 24 заготовки 10 поверх верхней части группы бутылок B. Верхние торцевые панели 68 и 74 затем сгибаются упаковочной машиной вниз поверх бутылок.
На Фиг.3 изображен вид в перспективе створок боковых торцевых панелей, тянущих внутрь подгибаемые внутрь панели. В коробках уровня техники, упаковочная машина включала подгибающие пальцы, используемые, чтобы тянуть внутрь подгибаемые внутрь панели 86, 96, 106 и 116 в процессе сгибания. Однако в настоящей коробке предусмотрены сужения 130 между подгибаемыми внутрь панелями и боковыми торцевыми панелями, которые позволяют закрывать настоящую коробку перемещением внутрь боковых торцевых панелей 48, 52, 56 и 60. Эти боковые торцевые панели затем тянут внутрь подгибаемые внутрь панели 86, 96, 106 и 116. Это тянущее внутрь усилие подгибаемых внутрь панелей 86, 96, 106 и 116 позволяет угловому соединению принимать форму без необходимости подгибающих пальцев в гибочной машине. Таким образом, сужения 130 тянут внутрь подгибаемые панели в достаточной степени для подгибания панелей углового соединения 80, 90, 100 и 110 внутрь при закрывании верхних торцевых панелей 68 и 74 для формирования закрытой коробки, как показано на Фиг.4. Настоящая заготовка, таким образом, формируется в коробку без использования подгибающих пальцев.
Как показано на увеличенном виде, на Фиг.5, включенные в заготовку 10 сужения 130, в основном сформированы как области между линией сгиба и внешней периферией заготовки 10. Сужения 130 обычно формируются в виде 1,5-3-миллиметровых сегментов, однако могли бы быть любой длины, которая бы выполняла подробно описанные здесь функции. Сужения действуют так, чтобы тянуть внутрь панели углового соединения, поскольку они прикреплены к створкам и панелям углового соединения.
Для сгибания перемычек могут быть также предусмотрены апертуры или отверстия 120 между подгибаемыми внутрь панелями, панелями углового соединения, верхними торцевыми панелями и наклонными верхними боковыми панелями. Наклонные верхние боковые панели 20 и 28 нажимаются вниз, как показано на Фиг.3. Первая запирающая панель 12 и верхняя панель 36 сгибаются вверх напротив днищ бутылок B и запираются. Сжимающие пальцы вставляются через пяточные отверстия 44 для сжимания коробки для запирания. Вторые охватываемые замки 128A-C нажимаются вниз во вторые охватывающие отверстия 126A-C. Первые охватываемые замки 124A-B надавливаются вниз в первые охватывающие отверстия 122A-B. Вторая запирающая система гарантирует, что первая запирающая система не разомкнется.
Для формирования заготовки 10 в полностью закрытую коробку может быть использована традиционная упаковочная машина, которая однако не будет требовать использование подгибающих пальцев для закрывания торцов коробки. Исключение необходимости в подгибающих пальцах имеет следствием существенную экономию пространства и времени и будет исключать обычный этап в процессе сгибания и склеивания.
Описанная здесь полностью закрытая упаковка выполнена с перемычкой между нижней панелью и верхней панелью, согнутыми плотно внутрь к бутылкам. Первая замковая панель 12 и нижняя панель перекрывают друг друга и помогают облегчению удерживания заготовки в положении напротив бутылок. Перемычка между нижней панелью, первой запирающей панелью и верхней торцевой панелью крепится посредством включения панелей углового соединения, подгибаемых внутрь панелей и боковых торцевых панелей для удержания наклонных верхних боковых панелей и нижних боковых панелей плотно напротив бутылок.
Хотя размеры и геометрия различных описанных здесь панелей могут быть изменены, в зависимости от размеров и формы помещаемых в коробку бутылок или контейнеров, критичным является гарантия того, что формирование панелей обеспечивает достаточно плотную подгонку коробки вокруг бутылок так, чтобы закрепить бутылки внутри полностью закрытой коробки.
Несмотря на то, что изобретение было раскрыто в его предпочтительных формах, специалисту в данной области будет очевидно, что в нем может быть выполнено множество модификаций, дополнений и исключений, без отхода от идеи и объема изобретения и его эквивалентов, как изложено в нижеследующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ФОРМИРОВАНИЯ НЕСУЩЕГО ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗДЕЛИЙ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ НЕСУЩЕГО ПРИСПОСОБЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2158705C2 |
| КОРОБКА ДЛЯ УДЕРЖИВАНИЯ ГИБКИХ ПАКЕТОВ, СОДЕРЖАЩИХ ПОЛУЖИДКИЙ ПИЩЕВОЙ ПРОДУКТ, УПАКОВКА И ЗАГОТОВКА ДЛЯ ФОРМИРОВАНИЯ КОРОБКИ | 2004 |
|
RU2317926C2 |
| Коробка | 2022 |
|
RU2784739C1 |
| Восьмигранная коробка | 2023 |
|
RU2808851C1 |
| Восьмигранная коробка | 2023 |
|
RU2811596C1 |
| УПАКОВКА ДЛЯ ХРАНЕНИЯ И ПЕРЕНОСКИ ПРЕДМЕТОВ | 1995 |
|
RU2150419C1 |
| КОРОБКА ДЛЯ СИГАРЕТ И ЗАГОТОВКА ДЛЯ НЕЕ | 2006 |
|
RU2391281C2 |
| ТОВАРНЫЙ КОНТЕЙНЕР | 1993 |
|
RU2118604C1 |
| КОРОБКА (ВАРИАНТЫ) И УПАКОВКА (ВАРИАНТЫ) С ВЫДАЮЩИМ УСТРОЙСТВОМ | 2004 |
|
RU2345940C2 |
| ТАРА ДЛЯ ИЗДЕЛИЙ И ЗАГОТОВКА ДЛЯ НЕЕ | 2000 |
|
RU2261207C2 |

Коробка содержит верхнюю панель, верхние боковые панели, соединенные с верхней панелью, нижние боковые панели, соединенные соответственно с верхними боковыми панелями по соответствующим линиям сгиба, и по меньшей мере одну нижнюю панель, соединенную с по меньшей мере одной из нижних боковых панелей. Причем боковые торцевые панели соединены соответственно со сторонами нижних боковых панелей, а верхние торцевые панели соединены соответственно со сторонами верхней панели. Коробка также содержит перемычки, соединенные с верхними торцевыми панелями по линиям сгиба. При этом каждая перемычка включает подгибаемую внутрь панель, панель углового соединения и сужение. Причем подгибаемые внутрь панели являются соответственно смежными боковым торцевым панелям, а сужение перемычки образовано между подгибаемой внутрь панелью перемычки и боковой торцевой панелью, которая является смежной к перемычке. Причем сужения предназначены для оттягивания внутрь подгибаемых внутрь панелей в процессе формирования коробки и каждое сужение сформировано как область между линией сгиба, соединяющей нижнюю боковую панель с верхней боковой панелью, и внешней периферией заготовки. Заявленная группа изобретений также относится к заготовке для формирования вышеуказанной коробки и способу формирования коробки из заготовки. Предложенная группа изобретений позволяет изготавливать коробки в гибочной машине, не имеющей подгибающих пальцев. 3 н. и 13 з.п. ф-лы, 5 ил.
верхнюю панель;
верхние боковые панели, соединенные с верхней панелью;
нижние боковые панели, соединенные соответственно с верхними боковыми панелями по соответствующим линиям сгиба;
по меньшей мере одну нижнюю панель, соединенную с по меньшей мере одной из нижних боковых панелей;
боковые торцевые панели, соединенные соответственно со сторонами нижних боковых панелей;
верхние торцевые панели, соответственно соединенные со сторонами верхней панели; и
перемычки, соответственно соединенные с верхними торцевыми панелями по линиям сгиба, при этом каждая перемычка включает подгибаемую внутрь панель, панель углового соединения и сужение;
подгибаемые внутрь панели являются соответственно смежными боковым торцевым панелям; при этом
для каждой перемычки сужение перемычки образовано между подгибаемой внутрь панелью перемычки и боковой торцевой панелью, которая является смежной к перемычке; причем
сужения предназначены для соответственно оттягивания внутрь подгибаемых внутрь панелей в процессе формирования коробки, и при этом
каждое сужение сформировано как область между соответствующей линией сгиба, соответственно соединяющей нижнюю боковую панель с верхней боковой панелью и внешней периферией заготовки.
верхнюю панель;
верхние боковые панели, соединенные с верхней панелью;
нижние боковые панели, соответственно соединенные с верхними боковыми панелями по соответствующим линиям сгиба;
по меньшей мере одну нижнюю панель, соединенную с по меньшей мере одной из нижних боковых панелей;
верхние торцевые панели, соответственно соединенные со сторонами верхней панели;
боковые торцевые панели, соответственно соединенные со сторонами нижних боковых панелей; и
перемычки, соответственно соединенные с верхними торцевыми панелями по линиям сгиба, при этом каждая перемычка включает подгибаемую внутрь панель, панель углового соединения и сужение;
подгибаемые внутрь панели являются соответственно смежными боковым торцевым панелям; при этом
для каждой перемычки сужение перемычки образовано между подгибаемой внутрь панелью перемычки и боковой торцевой панелью, которая является смежной к перемычке; причем
сужения предназначены для соответственно оттягивания внутрь подгибаемых внутрь панелей в процессе формирования заготовки в коробку, и при этом каждое сужение сформировано как область между линией сгиба, соответственно соединяющей нижнюю боковую панель с верхней боковой панелью и внешней периферией заготовки.
закрепление по меньшей мере одной нижней панели для формирования рукава;
закрывание боковых торцевых панелей; и скрепление верхних торцевых панелей с боковыми торцевыми панелями.
| US 2004000494 A1, 01.01.2004 | |||
| Корпус плоскодонного мореходного судна | 1979 |
|
SU1009878A1 |
| EP 1144261 A, 17.10.2001 | |||
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ LiMnO СО СТРУКТУРОЙ ШПИНЕЛИ | 1998 |
|
RU2132818C1 |
| Способ заливки отверстия для шпинделя в шлифовальных кругах | 1932 |
|
SU31231A1 |

