Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием (ППД) нежестких валов с цилиндрическими поверхностями, соосных оси и со смещенной осью (эксцентриков).
Известен способ обкатывания наружных цилиндрических поверхностей двухрядным инструментом, у которого первый ряд деформирующих элементов - ролики, установлен на упругую оправку, а второй ряд роликов смонтирован на жесткой оправке, при этом сепаратор с роликами перемещается при работе по оси импульсами [1].
Недостатком известного способа, реализуемого двухрядным инструментом, является ограниченность применения, узкая специализация и низкая производительность, при этом для получения высокого качества необходимо создание больших рабочих усилий, а это требует использования роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо, кроме того, способ отличается недостаточной эффективностью при обработке: низким КПД, недостаточно большой глубиной упрочненного слоя, недостаточно высокой степенью упрочнения обрабатываемой поверхности и невозможностью регулирования статических и импульсных нагрузок.
Известно устройство для обкатывания нежестких валов, содержащее корпус, с помощью которого устройство крепят на суппорте станка, и державку с деформирующими элементами, шарнирно соединенную с корпусом, причем оно снабжено двумя дисками с центральными отверстиями, один из которых жестко соединен с корпусом, а другой диск жестко крепится к торцу первого диска с помощью распорных втулок и винтов, причем между дисками свободно установлена с помощью трех растяжек в виде пружин растяжения державка, несущая деформирующие элементы, с кольцами, которые вставлены в торцовые пазы державки и ограничивают в осевом направлении деформирующие элементы, свободно расположенные в желобе отверстия державки, при этом для предотвращения вращения державки она снабжена рукояткой, расположенной на периферии, которая опирается на ролик с осью, закрепленной между дисками, кроме того, упомянутые растяжки - пружины, закреплены на распорных втулках [2].
Известное устройство отличается ограниченными технологическими возможностями управления в создании гетерогенных упрочненных слоев, регулярного микрорельефа обрабатываемой поверхности и невозможности регулирования усилия обкатывания, предопределяющего глубину упрочненного слоя и степень упрочнения.
Задачей изобретения является расширение технологических возможностей оснастки путем обеспечения обработки обкатыванием нежестких валов с цилиндрическими поверхностями, соосных оси и со смещенной осью (эксцентриков), а также снижение себестоимости, повышение производительности и улучшение качества изготовления, благодаря использованию предлагаемого устройства, позволяющего осуществить статико-импульсное обкатывание многоэлементным деформирующим инструментом на том же станке, на котором производилась предварительная черновая обработка поверхности заготовки.
Поставленная задача решается путем использования предлагаемого способа статико-импульсного обкатывания валов, включающего сообщение вращательного движения заготовке и движения подачи вдоль обрабатываемой заготовки устройству, состоящему из двух дисков с центральными отверстиями, один из которых имеет Г-образную державку, с помощью которой устройство крепят на суппорте станка, а другой диск жестко крепится к торцу первого диска с помощью распорных втулок и винтов, и деформирующих элементов, подвижно установленных между дисками, при этом деформирующие элементы подвергаются воздействию статической и импульсной нагрузки и установлены в два ряда двух разновидностей в виде шариков и витков стальной винтовой цилиндрической пружины из проволоки круглого сечения, которые последовательно установлены на двух охватывающих обрабатываемую заготовку рычагах, в которых выполнены соответственно дорожки, где расположены шарики, и круговые пазы, где расположены полукольца пружины, и закреплены с помощью крышек, при этом рычаги шарнирно с помощью оси, установленной на одном конце рычагов, соединены друг с другом и подвижно установлены горизонтально между дисками один над другим так, что серединой нижний рычаг опирается на наружное кольцо подшипника, установленного между дисками и сидящего на оси, кроме того, на другом свободном конце нижнего рычага закреплены: гидроударник, импульсно воздействующий на свободный конец верхнего рычага, и нагрузочная пружина.
Сущность способа поясняется чертежами.
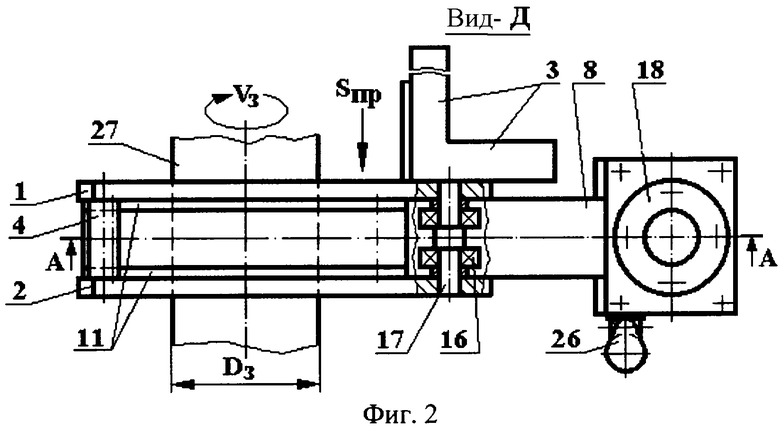
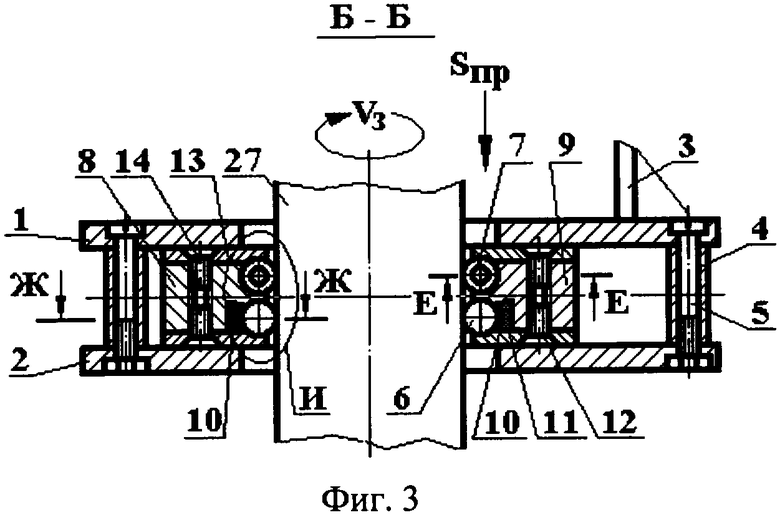
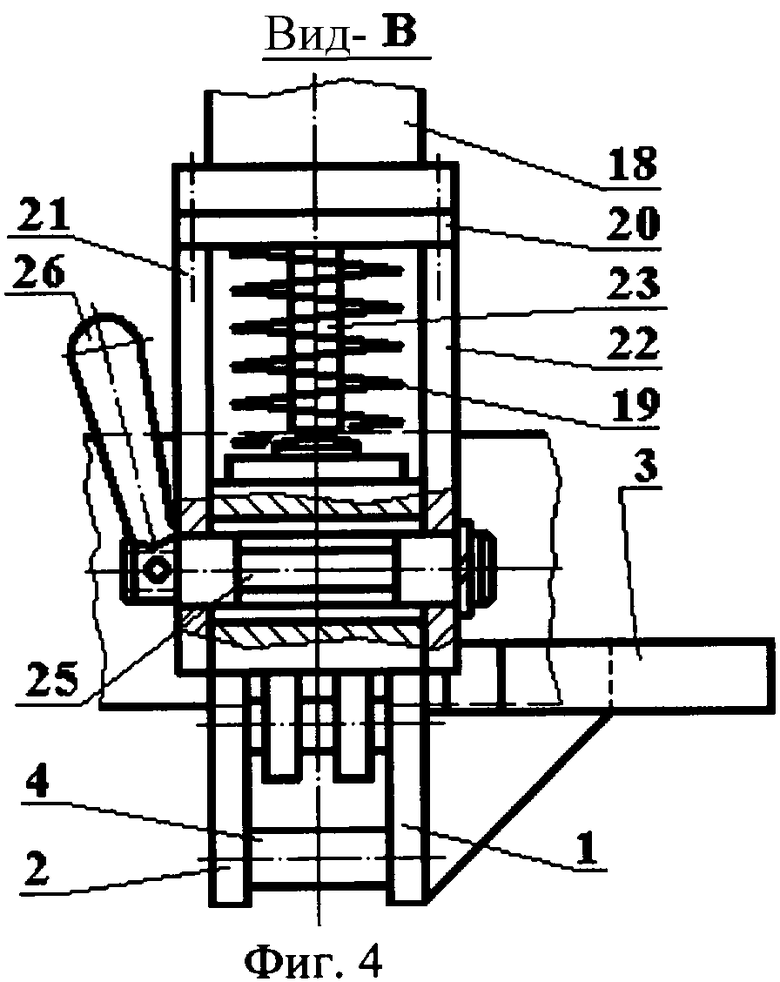
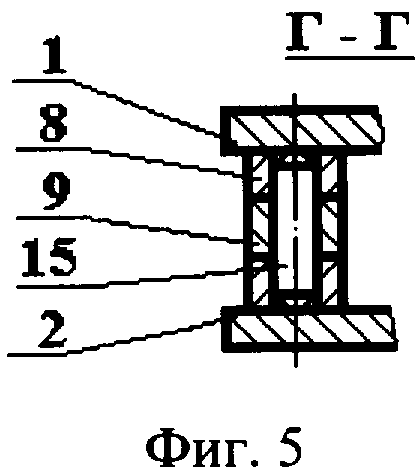
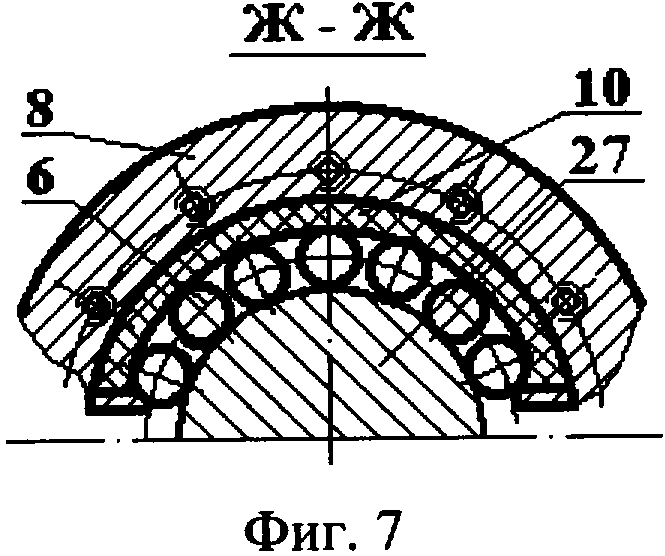
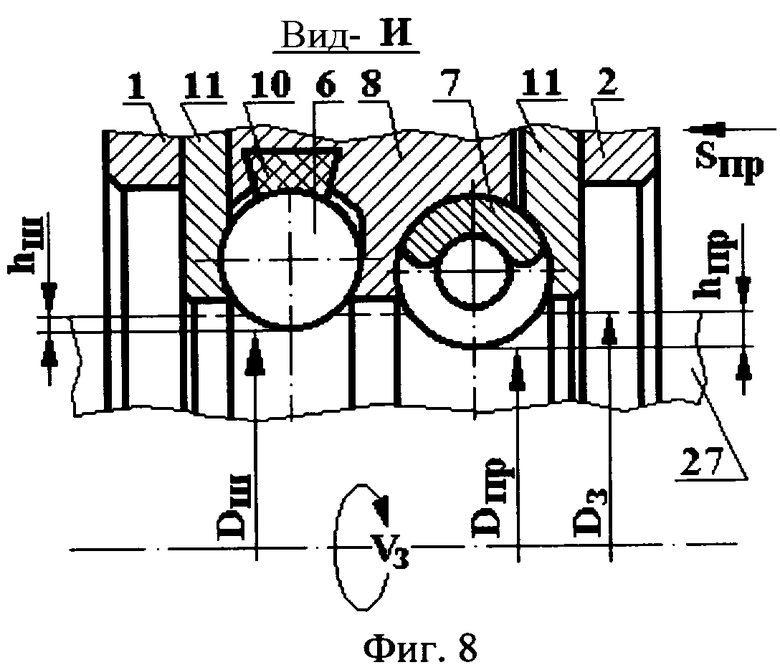
На фиг.1 представлена схема обработки и конструкция устройства для реализации предлагаемого способа комбинированного статико-импульсного обкатывания нежестких валов на токарном станке, продольный разрез по А-А на фиг.2; на фиг.2 - вид сверху по Д на фиг.1; на фиг.3 - разрез по Б-Б на фиг.1; на фиг.4 - вид справа по В на фиг.1; на фиг.5 - поперечный разрез по Г-Г на фиг.1; на фиг.6 - разрез Е-Е на фиг.3; на фиг.7 - разрез Ж - Ж на фиг.3; на фиг.8 - элемент И на фиг.3.
Предлагаемый способ предназначен для комбинированной статико-импульсной обработки поверхностным пластическим деформированием нежестких валов, имеющих цилиндрические поверхности, соосных оси и со смещенной осью (эксцентриков).
При обработке по предлагаемому способу заготовке вала сообщают вращательное движение VЗ, а устройству с деформирующими элементами -продольную подачу SПР.
Устройство, реализующее предлагаемый способ, состоит из двух дисков 1 и 2 с центральными отверстиями, один из которых, поз.1, имеет Г-образную державку 3, с помощью которой устройство крепят на суппорте токарного станка (не показан).
Другой диск 2 жестко крепится к торцу первого диска 1 с помощью распорных втулок 4 и винтов 5.
Деформирующие элементы выполнены двух разновидностей в виде шариков 6 и витков 7 стальной винтовой цилиндрической пружины из проволоки круглого сечения. Наборы деформирующих элементов в виде шариков 6 и витков 7 полуколец пружины последовательно установлены на двух охватывающих обрабатываемую заготовку рычагах 8 и 9. Один конец рычагов 8 и 9 выполнен полукруглой формы, а второй - прямолинейный. В полукруглой части рычагов 8 и 9, которая охватывает обрабатываемую заготовку, выполнены: соответственно, дорожки, где расположены шарики 6, и круговые пазы, где расположены витки 7 полукольца пружины. Деформирующие элементы в виде шариков 6 могут быть установлены в сепараторе (не показан), так и без него, например, с опорой элементов на вставки 10 из фторопласта и удерживаются от выпадения крышкой 11, закрепленной на торце рычага 8 винтами 12. Деформирующие элементы в виде витков 7 пружины, свернутой в полукольцо, установлены в круговой паз, расположенный в полукруглой части рычага 8, и удерживаются крышкой 13, закрепленной на другом торце рычага винтами 14, при этом индивидуально каждый виток пружины уложен и закреплен в пазу, выполненном в круговом пазу рычага под острым углом к продольной оси обрабатываемой заготовки, равным углу наклона витков пружины, форма и размеры которых являются ответными виткам пружины, а глубина - не менее диаметра проволоки пружины. Закрепление витков осуществлено известными способами, например чеканкой (см. фиг.6), пайкой, сваркой, механически - с помощью планок и болтов и т.п. Закрепление деформирующих элементов на рычаге 9 аналогично креплению их на рычаге 8.
Использование витков 7 пружины в качестве деформирующих элементов позволяет каждому элементу постоянно находиться в контакте с обрабатываемой поверхностью и иметь стабильную распределенную нагрузку на каждый из витков, независимо от их местоположения на обрабатываемой поверхности.
Таким образом, две пружины с деформирующими витками 7, закрепленные в рычагах 8 и 9, охватывают обкатываемую поверхность в поперечном сечении, равномерно располагаясь друг относительно друга. При таком расположении, с условием возможности независимого планетарного движения рычагов относительно дисков, витки хорошо отслеживают обкатываемую поверхность.
Рычаги 8 и 9 своими концами шарнирно соединены друг с другом осью 15 и подвижно установлены горизонтально один над другим между дисками 1 и 2, при этом своей серединой нижний рычаг 9 опирается на опору в виде одного или двух подшипников 16, установленных между дисками и смонтированных на оси 17. Эта опора служит для восприятия нагрузки крутящего момента и уменьшения силы трения при перемещении рычагов в их планетарном движении между дисками в момент обкатки поверхностей заготовки, имеющей эксцентриситет.
На свободном конце нижнего рычага 9 закреплен гидроударник 18, импульсно воздействующий на свободный конец верхнего рычага 8, и нагрузочная пружина 19. Гидроударник 18 закреплен на площадке 20, которая смонтирована на стойках 21 и 22 на свободном конце нижнего рычага 9. Выходной вал 23 гидроударника 18 осуществляет импульсную нагрузку на наковальню 24, которая установлена на свободном конце верхнего рычага 8. Выходной вал 23 гидроударника 18 смонтирован и расположен в пружине сжатия 19, которая постоянно воздействует на верхний рычаг 8, упираясь в площадку 20.
По предлагаемому способу имеется возможность обкатывать различные поверхности в двух режимах: в режиме постоянного статического нагружения деформирующих элементов за счет пружины 19, когда не работает гидроударник 18, и в режиме статико-импульсного обкатывания.
Режим ударного статико-импульсного обкатывания расширяет технологические возможности приспособления и дает возможность оптимального подбора параметров упрочняющей обработки поверхности.
Для изменения величины сжатия пружины и соответственно изменения давления на витках в режиме статического обкатывания достаточно изменить расстояние lП или поставить другую пружину с необходимой жесткостью.
Использование рычагов 8 и 9 в качестве элементов, передающих усилия РСТ нагрузочной пружины 19 и РИМ гидроударника 18 деформирующим шарикам и виткам для воздействия на обрабатываемую поверхность, позволяет увеличить эти усилия в l2/l1 раз, где l1 и l2 - соответственно расстояния между осью 15 и продольной осью обрабатываемой заготовки и между осью 15 и осью выходного вала гидроударника.
Для установки и снятия нагрузки на обрабатываемую заготовку, что необходимо при ее смене, служит кулачок 25, шарнирно установленный в дисках 1 и 2 и имеющий рукоятку 26. Кулачок 25 при повороте рукоятки 26 на 90° относительно положения, показанного на фиг.1, раздвигает рычаги 8 и 9 и прерывает контакт деформирующих элементов с заготовкой, освобождая последнюю от действия нагрузки.
Работа по предлагаемому способу осуществляется в следующей последовательности. Так как способ предназначен для финишной обработки поверхностным пластическим деформированием - обкатыванием деталей типа валов, для этого устройство, реализующее предлагаемый способ, устанавливают, например, в резцедержателе токарного станка и пропускают через центральное отверстие дисков специальный удлиненный вращающийся центр задней бабки (не показан). Заготовку 27 вала закрепляют в патроне шпинделя передней бабки и поджимают удлиненным центром задней бабки. Заготовке обрабатываемого вала сообщают вращательное движение VЗ. Скорость вращения заготовки задают в зависимости от требуемой производительности, конструктивных особенностей заготовки, оборудования. Обычно скорость составляет 3...8 м/мин.
Устройству сообщают продольную подачу SПР в одну сторону, которую определяют по формуле:
SПР=kS1,
где k - число деформирующих элементов - шариков;
S1 - оптимальная подача на один деформирующий элемент, принимается не более - 0,01...0,08 мм/об.
В процессе обработки рычаги направляются по поверхности вала деформирующими шариками, обеспечивая постоянный гарантированный контакт их с поверхностью детали, а деформирующие витки самоустанавливаются, прогибаются и принимают форму эллипсов. При этом рычаги совершают планетарное движение, опираясь одним концом на неподвижную опору - подшипники, если обрабатывается эксцентричная поверхность вала.
Возникающие в процессе обработки осевые силы воспринимаются через рычаги дисками.
Сущность процесса заключается в том, что деформирующие элементы - шарики, расположены по внутреннему диаметру DШ, который меньше, чем диаметр обрабатываемой заготовки DЗ, определяемому по формуле:
DШ=DЗ-2hШ,
где hШ - натяг деформирующих элементов - шариков, равный 0,01...0,5 мм, а деформирующие элементы - витки, в свободном состоянии устанавливаются по внутреннему диаметру DПР, который значительно меньше, чем диаметр обрабатываемой заготовки DЗ и DШ, определяемому по формуле:
DПР=DЗ-2hПР,
где hПР - натяг деформирующих элементов - витков пружины, равный 0,1...1,0 мм.
Предлагаемый способ, осуществляемый с помощью данного устройства с двухрядным комбинированным обкатывающим инструментом, позволяет обрабатывать поверхности за два перехода: предварительный и чистовой. За счет этого достигается более высокое качество обработки. Кроме того, первый ряд деформирующих элементов - шариков, жестко смонтированный, позволяет повысить точность обработки. Назначение упругих деформирующих элементов - витков пружины - создать постоянные условия деформирования микронеровностей.
Благодаря натягу часть витка, контактирующего с заготовкой, смещается в радиальном направлении и виток из цилиндрического превращается в эллипс, т.е. деформирующие элементы - витки, самоустанавливаются («плавают») в радиальном направлении.
Деформирующие шарики и витки под действием статической нагрузки производят выглаживающее действие, а под действием мгновенной импульсной нагрузки пластически деформируют обрабатываемую поверхность.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1...0,4 мкм при исходном значении Ra=0,8...3,2 мкм. Твердость поверхности увеличивается на 30...80% при глубине наклепанного слоя 0,3...3 мм. Остаточные напряжения сжатия достигают на поверхности 350...750 Мпа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4...1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм.
Достоинствами предлагаемого способа являются: уменьшение погрешности предшествующей обработки; многоэлементность устройства позволяет осуществить многопроходность обработки, за счет чего достигается более высокое качество обработки; позволяет разгрузить узлы станка от одностороннего приложения усилия и обрабатывать нежесткие валы; образование определенной макро- и микрогеометрической формы обработанной поверхности, уменьшение параметра шероховатости - сглаживание поверхности, изменение структуры материала за счет поверхностного наклепа и создание определенного напряженного состояния - все это благоприятно действует на износостойкость.
Периодическую импульсную нагрузку Рим осуществляют с помощью гидроударника 18, выходной вал 23 которого воздействует на верхний рычаг 8 и далее на деформирующие шарики 6 и витки пружины 7. Проходящий импульс формирует динамическую составляющую силы деформации, которая интенсифицирует процесс поверхностного пластического деформирования и упрочняет поверхностный слой обрабатываемой поверхности. Возможность рационального использования энергии ударных волн определяется размерами инструмента.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного по предлагаемому способу, проведены экспериментальные исследования обработки вала, который имел следующие размеры: общая длина - 1290 мм, длина обрабатываемой части - 1230 мм, диаметр поперечного сечения вала - ⊘27-0,05 мм, шероховатость Ra=0,4 мкм; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,9 кг.
Обработка проводилась на токарно-винторезном станке мод. 16К20 с использованием устройства с гидроударником мод. ДОН УПИ совм. с Кар ПТИ с энергией ударов А=250 Дж, максимальной частотой f=960 мин-1 и КПД=0,47. Значения технологических факторов (частоты ударов, диаметр шариков, пружины и проволоки, из которой навиты деформирующие витки инструмента, величина продольной подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического поджатия инструмента к обрабатываемой поверхности и ударно-импульсной нагрузки составляла Рст≥25...40 кН; Рим=255...400 кН. Глубина упрочненного статико-импульсной обработкой слоя в 3...4 раза выше, чем при традиционном упрочнении.
Упрочненный слой при традиционной статической обработке формируется в условиях длительного действия больших статических усилий [3-5].
По предлагаемому способу аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии. При близких степенях упрочнения поверхностного слоя величина статической составляющей нагрузки в предлагаемой статико-импульсной обработки значительно меньше.
Исследования напряженного состояния упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,3...1,5 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования.
Достигаемая в процессе обработки по предлагаемому способу предельная величина шероховатости составляет Ra=0,08 мкм, возможно снижение исходной шероховатости в 4 раза.
Импульсные нагрузки, создаваемые устройством, реализующим предлагаемый способ, благоприятно сказываются на условиях работы инструмента. Наложение импульсной нагрузки приводит к более равномерному распределению ее на деформирующие элементы инструмента, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование упрочняемой поверхности. Импульсные нагрузки способствуют лучшему проникновению смазки в зону обработки. При наложении колебаний нагрузки деформирующая поверхность инструмента периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях импульсных нагрузок резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия смазки вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Предлагаемый способ обкатывания поверхностей вращения отличается простотой в реализации, а устройство - несложное по конструкции и надежное в эксплуатации. Получаемые на поверхности упрочняемой заготовки структуры слоев обладают повышенной твердостью, а соответственно, износостойкостью и сопротивлением усталостному разрушению.
Использование предлагаемого способа позволяет повысить производительность обработки в 1,9...2,5 раза и обеспечить высокую точность.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.392-393, рис.14.
2. Патент РФ №2268134, МПК В24В 39/00. Плавающее устройство для обкатывания нежестких винтов. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Афанасьев Б.И., Катунин А.А., Фомин Д.С. Заявка 2004128667, 27.09.2004; 20.01.2006. Бюл. №02 - прототип.
3. Патент РФ №2268135, МПК В24В 39/00. Способ обкатывания нежестких винтов. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Афанасьев Б.И., Катунин А.А., Фомин Д.С.Заявка 2004128668, 27.09.2004; 20.01.2006. Бюл. №02.
4. Патент РФ №2275288, МПК В24В 39/04. Охватывающий деформирующий инструмент. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Афанасьев Б.И., Фомин Д.С. Заявка 2004131325/02, 26.10.2004; 27.04.2006. Бюл. №12.
5. Патент РФ №2275289, МПК В24В 39/04. Способ поверхностного пластического деформирования охватывающими кольцами. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Афанасьев Б.И., Фомин Д.С. Заявка 2004131340, 26.10.2004; 27.04.2006. Бюл. №12.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347666C1 |
| МНОГОРЯДНОЕ УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347667C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347662C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347663C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2324584C1 |

Изобретение относится к обработке металлов давлением, а именно к обработке поверхностным пластическим деформированием. Сообщают вращательное движение заготовке и движение подачи вдоль обрабатываемой заготовки устройству. Устройство состоит из двух дисков с центральными отверстиями, один из которых имеет Г-образную державку, а другой - жестко закреплен на торце первого диска с помощью распорных втулок и винтов, и деформирующих элементов, подвижно установленных между дисками. Воздействуют статической и импульсной нагрузками на деформирующие элементы. Деформирующие элементы выполнены в виде шариков и витков стальной винтовой цилиндрической пружины из проволоки круглого сечения, последовательно установлены на двух охватывающих обрабатываемую заготовку рычагах. В рычагах выполнены соответственно дорожки, в которых расположены шарики, и круговые пазы, в которых расположены полукольца пружины. Рычаги шарнирно соединены друг с другом с помощью оси, установленной на одном конце рычагов, и подвижно установлены горизонтально между дисками один над другим. Нижний рычаг серединой опирается на наружное кольцо подшипника, установленного между дисками и сидящего на оси. На другом свободном конце нижнего рычага закреплены гидроударник, импульсно воздействующий на свободный конец верхнего рычага, и нагрузочная пружина. В результате расширяются технологические возможности, повышается производительность обработки, обеспечивается ее высокое качество и снижается себестоимость. 8 ил.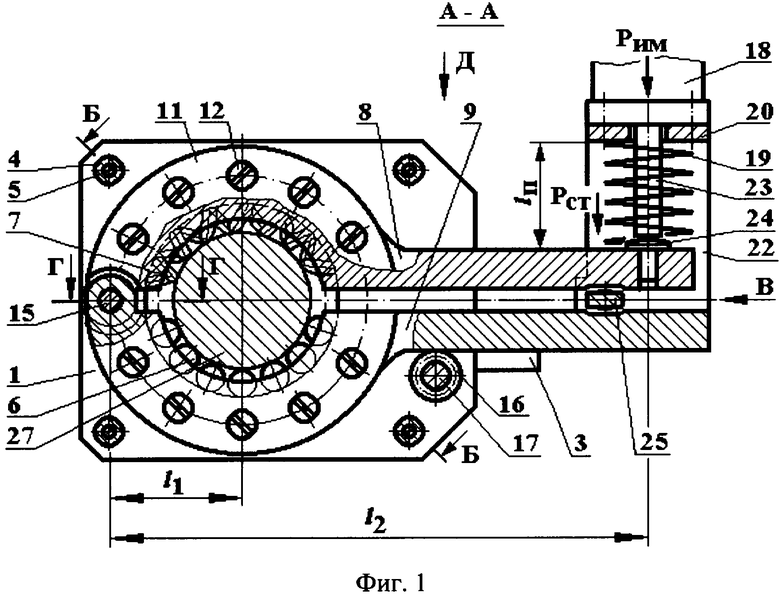
Способ статико-импульсного обкатывания валов, включающий сообщение вращательного движения заготовке и движения подачи вдоль обрабатываемой заготовки устройству, состоящему из двух дисков с центральными отверстиями, один из которых имеет Г-образную державку для крепления устройства на суппорте станка, а другой диск жестко закреплен на торце первого диска с помощью распорных втулок и винтов, и деформирующих элементов, подвижно установленных между дисками, отличающийся тем, что воздействуют статической и импульсной нагрузками на деформирующие элементы, которые установлены в два ряда, выполнены двух разновидностей в виде шариков и витков стальной винтовой цилиндрической пружины из проволоки круглого сечения, последовательно установлены на двух охватывающих обрабатываемую заготовку рычагах, в последних выполнены соответственно дорожки, в которых расположены шарики, и круговые пазы, в которых расположены полукольца винтовой цилиндрической пружины и закреплены с помощью крышек, при этом рычаги шарнирно соединены друг с другом с помощью оси, установленной на одном конце рычагов, и подвижно установлены горизонтально между дисками один над другим так, что серединой нижний рычаг опирается на наружное кольцо подшипника, установленного между дисками и сидящего на оси, причем на другом, свободном, конце нижнего рычага закреплены гидроударник, импульсно воздействующий на свободный конец верхнего рычага, и нагрузочная пружина.
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| Устройство для обкатывания винтовых поверхностей | 1982 |
|
SU1031719A1 |
| Устройство для упрочняюще-чистовой обработки валов | 1981 |
|
SU1031720A1 |
| Устройство для отделочно-упрочняющей обработки нежестких валов | 1990 |
|
SU1763158A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

