Область техники, к которой относится изобретение
Настоящее изобретение относится к полиамидной смоле, а более конкретно к полиамидной смоле, содержащей звено адипиновой кислоты, звено пентаметилендиамина и звено гексаметилендиамина, в качестве своих составляющих компонентов, которая может быть получена посредством использования исходных материалов, которые не генерируют двуокиси углерода (CO2), вызывающей проблемы глобального потепления; и полученное с помощью вибрационной сварки формованное изделие, имеющее превосходную прочность вибрационной сварки, шарнирное формованное изделие и бандажная лента, имеющие превосходную низкотемпературную прочность, и элементарная нить, имеющая превосходную прозрачность, которые получают из полиамидной смолы. Кроме того, настоящее изобретение относится к шарнирному формованному изделию, а более конкретно, к шарнирному формованному изделию, полученному из полиамидной смолы, которое является еще более превосходным по свойствам при изгибании и термостойкости (температуре плавления), чем у изделия из нейлона-6, и одновременно с этим имеет хорошую жесткость (модуль изгиба), равную свойствам нейлона-6 или превышающую их.
Уровень техники
Нейлон-6 и нейлон-66 представляют собой смолы, имеющие превосходную пластичность, термостойкость, стойкость к химическому воздействию и механические свойства, и по этой причине они широко используются в различных применениях, таких как детали автомобилей и средств передвижения, электрические и электронные детали, детали для бытового или промышленного электрического оборудования, детали для компьютеров, детали для устройств факсимильной связи или копировальных устройств, механические детали, упаковочные материалы и материалы для рыбной ловли. В частности, в области применений деталей для автомобилей и средств передвижения проделаны интенсивные исследования для применения этих нейлонов для деталей силовой установки автомобилей, таких как впускной коллектор, шарнирная скоба (шарнирное формованное изделие), бандажная лента, резонатор, очиститель воздуха, крышка двигателя, крышка коромысла, крышка головки цилиндра, крышка зубчатого ремня привода, бак для бензина, вспомогательный бак для бензина, бак радиатора, бак для кондиционера, масляный бак, картер, распределительный щит для электропитания, сетчатый масляный фильтр, канистра, детали крепления двигателя, соединительный блок, блок реле, соединительный элемент, гофрированная трубка и предохранительные приспособления.
Требуется, чтобы эти детали силовой установки для автомобилей имели более высокую прочность, чтобы удовлетворять различным требованиям, связанным со сложной структурой деталей и уменьшением их толщины для целей уменьшения массы. Среди этих деталей силовой установки для автомобилей впускной коллектор, имеющий больший размер, является более чувствительным к эффекту уменьшения массы, чем другие детали автомобиля, при уменьшении их толщины. Однако впускной коллектор должен поддерживаться в безопасном состоянии без его повреждений, даже когда внутреннее давление в нем увеличивается из-за обратной тяги двигателя, и тому подобное. По этой причине в настоящее время уменьшение толщины этих деталей, таких как впускной коллектор, возможно только до ограниченной степени.
В последние годы в качестве материала смолы для впускных коллекторов используется в основном армированный стекловолокном нейлон-6, и впускные коллекторы производят из него в основном посредством способа вибрационной сварки. Предложен также впускной коллектор на основе смолы, производимый посредством использования нейлона-56 вместо нейлона-6 (например, со ссылкой на патентный документ 1). Однако имеется тенденция к тому, что прочность нейлона-56 при вибрационной сварке является недостаточной, и, кроме того, он хуже по сохранению термостабильности, и по этой причине является непригодным для формованных изделий большого размера, требующих продолжительного времени цикла формования, таких как впускные коллекторы. По этой причине необходимо создание полиамидных смол, имеющих еще более превосходную прочность при вибрационной сварке и сохранение термостабильности, чем у нейлона-56.
Известен также нейлон-56/66, содержащий меньшее количество нейлона-56 и большее количество нейлона-66 (отношение 56/66 = от 0,5/99,5 до 40/60 % молярных, а предпочтительно, от 0,5/99,5 до 10/90 % молярных) (например, со ссылкой на патентный документ 2). Поскольку полиамидная смола этого типа используется при подавлении гелеобразования нейлона-66, при сохранении в то же время функций нейлона-66, количество нейлона-56, добавленного в нее, является малым. По этой причине считается, что данная полиамидная смола имеет прочность вибрационной сварки, по существу всего лишь идентичную свойствам нейлона-66, хотя четко это не известно. Таким образом, для применения полиамидной смолы при производстве тонкостенных формованных изделий больших размеров требуется дополнительное улучшение ее свойств.
Шарнирные формованные изделия часто используются для деталей силовой установки автомобилей. В настоящее время шарнирные формованные изделия, требующие высокой термостойкости, производят из нейлона-66, в то время как шарнирные формованные изделия, требующие высокой прочности, производят из нейлона-6. Нейлон-66 имеет температуру плавления, достигающую 264°C, и высокую степень кристалличности и, по этой причине, имеет чуть более низкую прочность. По этой причине шарнирные формованные изделия, получаемые из нейлона-66, имеют тенденцию к тому, что они страдают от разлома при сгибании. С другой стороны, нейлон-6 имеет более низкую степень кристалличности, чем у нейлона-66, и по этой причине демонстрирует хорошую прочность. Однако температура плавления нейлона-6 равна 224°C, то есть намного меньше, а именно на 40°, чем у нейлона-66.
При увеличивающейся в настоящее время тенденции к тому, что шарнирные детали имеют сложную форму, требуется создание полиамидных смол, имеющих еще более превосходные свойства при сгибании, чем у нейлона-6. Кроме того, при уменьшении или компактизации размера пространства для двигателя в автомобиле требуется создание полиамидных смол, имеющих более высокую термостойкость (температуру плавления). В дополнение к этому, данные полиамидные смолы должны иметь жесткость (модуль изгиба), такую же, как у нейлона-6, или превышающую ее.
В качестве способа улучшения свойств при изгибании у шарнирных формованных изделий известен способ смешивания полиамидной смолы с порошком нитрида бора и производным алифатической карбоновой кислоты (например, со ссылкой на патентный документ 3). Однако считается, что композиция смолы этого типа не может демонстрировать улучшение термостойкости (температуры плавления).
Известен также способ смешивания полиамидной смолы с полиолефином, таким как полипропилен и полиэтилен (например, со ссылкой на патентный документ 4). Однако композиция полиамидной смолы этого типа имеет тенденцию к ухудшению термостойкости (температуры плавления) или механических свойств, таких как модуль изгиба, по сравнению со свойствами полиамидной смолы.
В качестве полиамидной смолы, удовлетворяющей обоим указанным выше свойствам-характеристикам при сгибании и термостойкости (температура термической деформации), имеется известная композиция полиамидной смолы, содержащая ароматическую полиамидную смолу, модифицированный полиолефин и эпоксисодержащий полимер или блок-сополимер на основе эпоксидированного диена (например, со ссылкой на патентные документы 5 и 6). Однако модуль изгиба композиции полиамидной смолы этого типа составляет всего лишь примерно от 1500 до 1900 МПа, что значительно хуже, если сравнивать с модулем изгиба обычного нейлона-6 (примерно 2550 МПа) и обычного нейлона-66 (примерно 2940 МПа). По этой причине композиция полиамидной смолы имеет тенденцию к дефициту жесткости, как важного механического свойства. По этой причине требуется создание полиамидных смол, способных демонстрировать еще более превосходные свойства при сгибании и термостойкость (температуру плавления), чем у нейлона-6, и одновременно с этим имеющих жесткость (модуль изгиба), идентичную жесткости нейлона-6 или превышающую ее.
Также в качестве исходных материалов для полиамидной смолы используются так называемые ископаемые материалы, такие как нафта. Однако при наличии последних требований по предотвращению глобального потепления посредством подавления выбросов двуокиси углерода, а также созданию общества с замкнутым (рециклируемым) использованием материалов требуется замена материала для производства полиамидных смол исходным материалом, полученным из биологической массы. Более конкретно, требуется, чтобы полиамид производился из исходного материала, имеющего высокое отношение биологической массы (отношение материала, полученного из биологической массы, ко всем исходным материалам, используемым для получения полиамидной смолы).
Использование материала, полученного из биологической массы, широко требуется в различных областях применения, включая не только автомобили, но также электрические и электронные детали, пленки и нити. Конкретные примеры этих деталей включают в себя формованные изделия, полученные с помощью вибрационной сварки, такие как указанный выше впускной коллектор, имеющий превосходную прочность вибрационной сварки, шарнирные формованные изделия и бандажные ленты, имеющие превосходную низкотемпературную прочность, и нити, имеющие превосходную прозрачность.
Известные полиамидные смолы, получаемые посредством полимеризации материала, полученного из биологической массы, включают в себя, например, нейлон-56. Нейлон-56 имеет по существу такую же термостойкость и механические свойства, как у нейлона-6 или нейлона-66. В качестве способа получения нейлона-56 известен способ термической поликонденсации диаминопентана вместе с адипиновой кислотой (например, со ссылкой на патентный документ 7), и способ получения соли диаминопентана и адипиновой кислоты, а затем термической поликонденсации соли (например, со ссылкой на патентный документ 8). Однако, как описано выше, нейлон-56 имеет тенденцию к ухудшению прочности вибрационной сварки и сохранения термостабильности. По этой причине требуется разработка полиамидных смол, которые могут быть получены посредством полимеризации исходных материалов, полученных из биологической массы, и способны обеспечивать бандажные ленты, имеющие превосходную низкотемпературную прочность, и нити, имеющие превосходную прозрачность. Однако имеются неизвестные в стандартных применениях шарнирные формованные изделия, получаемые из нейлона-56.
Патентный документ 1: выложенная заявка на патент Японии (KOKAI) № 2004-269634
Патентный документ 2: описание PCT № 93/00385
Патентный документ 3: выложенная заявка на патент Японии (KOKAI) № 7-82474.
Патентный документ 4: выложенная заявка на патент Японии (KOKAI) № 9-249808.
Патентный документ 5: выложенная заявка на патент Японии (KOKAI) № 9-124934
Патентный документ 6: выложенная заявка на патент Японии (KOKAI) № 2000-204243
Патентный документ 7: выложенная заявка на патент Японии (KOKAI) № 2003-292612
Патентный документ 8: Патент США № 2130948
Описание изобретения
Проблема, которая должна решаться с помощью настоящего изобретения
Таким образом, настоящее изобретение было сделано ввиду указанных выше стандартных проблем, и целью настоящего изобретения является создание полиамидной смолы, которая является превосходной по прочности вибрационной сварки, сохранению термостабильности, низкотемпературной прочности и прозрачности, и может быть получена из материала, полученного из биологической массы.
Другой целью настоящего изобретения является создание композиции полиамидной смолы, содержащей указанную выше полиамидную смолу.
Дополнительной целью настоящего изобретения является создание формованного изделия, полученного с помощью вибрационной сварки, шарнирного формованного изделия, бандажной ленты и нити, которые содержат указанную выше полиамидную смолу или композицию полиамидной смолы.
Другой целью настоящего изобретения является создание шарнирного формованного изделия, полученного из полиамидной смолы, которое является еще более лучшим по свойствам при сгибании и термостойкости (температура плавления), чем у нейлона-6, и одновременно с этим демонстрирует хорошую жесткость (модуль изгиба), идентичную жесткости нейлона-6 или превышающую ее.
Средства для решения проблемы
В результате самых ранних исследований авторов настоящего изобретения для решения указанных выше проблем обнаружено, что указанные выше цели могут быть достигнуты посредством такой полиамидной смолы, состоящей из звена адипиновой кислоты, звена пентаметилендиамина и звена гексаметилендиамина, в котором отношение между содержанием звена пентаметилендиамина и звена гексаметилендиамина лежит в конкретном диапазоне, и что шарнирное формованное изделие, содержащее полиамидную смолу, состоящую из звена адипиновой кислоты и звена пентаметилендиамина, может одновременно удовлетворять требованиям хороших свойств при изгибании, высокой термостойкости (температуры плавления) и хорошей жесткости (модуля изгиба). Настоящее изобретение достигается на основе указанных выше данных.
То есть в первом аспекте настоящего изобретения предусматривается полиамидная смола, содержащая составляющие звенья дикарбоновой кислоты, включающие в себя звенья адипиновой кислоты, и составляющие звенья диамина, включающие в себя звенья пентаметилендиамина и звенья гексаметилендиамина, причем массовое отношение звеньев пентаметилендиамина к звеньям гексаметилендиамина находится в пределах от 95:5 до 5:95, и звено пентаметилендиамина получается из пентаметилендиамина, который получают из лизина, с использованием лизиндекарбоксилазы, клеток, способных продуцировать лизиндекарбоксилазу, или продукта переработки таких клеток.
Во втором аспекте настоящего изобретения предусматривается полиамидная смола, содержащая составляющие звенья дикарбоновой кислоты, включающие в себя звенья адипиновой кислоты, и составляющие звенья диамина, включающие в себя звенья пентаметилендиамина и звенья гексаметилендиамина, причем массовое отношение звеньев пентаметилендиамина к звеньям гексаметилендиамина находится в пределах от 95:5 до 60:40.
В третьем аспекте настоящего изобретения предусматривается композиция полиамидной смолы, содержащая указанную выше полиамидную смолу и неорганический наполнитель, причем содержание неорганического наполнителя составляет от 0,01 до 150 частей массовых на 100 частей массовых полиамидной смолы.
В четвертом аспекте настоящего изобретения предусматривается формованное изделие, полученное с помощью вибрационной сварки, содержащее указанную выше полиамидную смолу или указанную выше композицию полиамидной смолы.
В пятом аспекте настоящего изобретения предусматривается шарнирное формованное изделие, содержащее указанную выше полиамидную смолу или указанную выше композицию полиамидной смолы.
В шестом аспекте настоящего изобретения предусматривается бандажная лента, содержащая указанную выше полиамидную смолу или указанную выше композицию полиамидной смолы.
В седьмом аспекте настоящего изобретения предусматривается элементарная нить, содержащая указанную выше полиамидную смолу или указанную выше композицию полиамидной смолы.
В восьмом аспекте настоящего изобретения предусматривается шарнирное формованное изделие, содержащее полиамидную смолу, состоящую из звеньев адипиновой кислоты и звеньев пентаметилендиамина.
Эффект изобретения
Полиамидная смола или композиция полиамидной смолы по настоящему изобретению является превосходной по прочности вибрационной сварки, сохранению термостабильности, низкотемпературной прочности и прозрачности. Также полиамидная смола или композиция полиамидной смолы по настоящему изобретению может обеспечивать формованное изделие, полученное с помощью вибрационной сварки, шарнирное формованное изделие, бандажную ленту и элементарную нить. В частности, шарнирное формованное изделие, полученное из полиамидной смолы по настоящему изобретению, может демонстрировать исключительно высокие свойства при сгибании. Кроме того, полиамидная смола по настоящему изобретению может быть получена из материала, полученного из биологической массы, и, таким образом, как ожидается, продемонстрирует весьма заметное воздействие на уменьшение проблем с окружающей средой в различных промышленных областях. По этой причине настоящее изобретение имеет высокую промышленную ценность в данном отношении. В дополнение к этому, шарнирное формованное изделие по настоящему изобретению может демонстрировать исключительно высокие свойства при изгибании и иметь более высокую термостойкость (температуру плавления), чем у шарнирного формованного изделия, полученного из нейлона-6, а также механические свойства, такие же, как у шарнирного формованного изделия, полученного из нейлона-6, или выше. По этой причине шарнирное формованное изделие является пригодным для использования, в частности, в виде шарнирных деталей, используемых в моторном отсеке автомобилей, и может также быть пригодным в качестве различных шарнирных деталей. Кроме того, полиамидная смола и шарнирное формованное изделие по настоящему изобретению могут быть получены из материала, полученного из биологической массы, и, таким образом, как ожидается, продемонстрируют весьма заметное воздействие на уменьшение проблем с окружающей средой в различных промышленных областях. По этой причине настоящее изобретение имеет также высокую промышленную ценность в этом отношении.
Краткое описание чертежей
Фиг.1 представляет собой пояснительное изображение для определения площади эндотермического пика.
Фиг.2 представляет собой пояснительное изображение для определения площади эндотермического пика.
Фиг.3 представляет собой вид сбоку, показывающий сваренную сторону соответствующих полых деталей в качестве первичных формованных изделий, используемых в испытаниях вибрационной сварки в примерах в соответствии с настоящим изобретением, где фиг.3(a) представляет собой вид, показывающий полую деталь, имеющую выпуклую часть в качестве области сварки в своей части, которая должна свариваться; и фиг.3(b) представляет собой вид, показывающий полую деталь, имеющую плоскую часть, которая должна свариваться.
Фиг.4 представляет собой общий вид, показывающий полую деталь, используемую при испытании вибрационной сварки в примерах в соответствии с настоящим изобретением.
Фиг. 5(a) и 5(b) представляют собой вид сбоку и вид сверху, соответственно, показывающие шарнирное формованное изделие, используемое при исследовании свойств при изгибании при низкой температуре в примерах в соответствии с настоящим изобретением.
Фигуры 6(a) и 6(b) представляют собой вид сбоку и вид сверху, соответственно, показывающие бандажную ленту, используемую при исследовании разрыва ленты при низкой температуре в примерах в соответствии с настоящим изобретением.
Фиг.7 представляет собой пояснительный вид для исследования свойств при изгибании при низкой температуре, осуществляемого в примерах в соответствии с настоящим изобретением.
Фиг.8 представляет собой пояснительное изображение для исследования разрыва ленты при низкой температуре, осуществляемого в примерах в соответствии с настоящим изобретением.
Объяснение ссылочных номеров
1: Часть с верхним отверстием
1': Часть с верхним отверстием
2: Часть с нижним отверстием
Предпочтительные варианты осуществления изобретения
Настоящее изобретение описывается подробно ниже. Хотя далее объясняются типичные примеры предпочтительных вариантов осуществления настоящего изобретения, эти примеры являются только иллюстративными и не предназначены для ограничения рамок настоящего изобретения. Сначала описываются полиамидные смолы в соответствии с первым и вторым аспектами настоящего изобретения. Полиамидные смолы в соответствии с первым и вторым аспектами настоящего изобретения, соответственно, состоят из составляющего звена дикарбоновой кислоты, включающего в себя звено адипиновой кислоты, и составляющего звена диамина, включающего в себя звено пентаметилендиамина и звено гексаметилендиамина.
Содержание звена адипиновой кислоты в составляющем звене дикарбоновой кислоты полиамидной смолы обычно не меньше, чем 90% массовых, а предпочтительно, не меньше, чем 95% массовых. Составляющее звено дикарбоновой кислоты может состоять только лишь из звена адипиновой кислоты. Общее содержание звена пентаметилендиамина и звена гексаметилендиамина в составляющем звене диамина полиамидной смолы обычно не меньше, чем 90% массовых, а предпочтительно, не меньше, чем 95% массовых. Составляющее звено диамина может состоять только из звена пентаметилендиамина и звена гексаметилендиамина.
В полиамидной смоле в соответствии с первым аспектом настоящего изобретения массовое отношение звена пентаметилендиамина к звену гексаметилендиамина в составляющем звене диамина равно от 95:5 до 5:95, предпочтительно, от 95:5 до 60:40, а более предпочтительно, от 90:10 до 70:30. В полиамидной смоле в соответствии со вторым аспектом настоящего изобретения массовое отношение звена пентаметилендиамина к звену гексаметилендиамина в составляющем звене диамина равно от 95:5 до 60:40, предпочтительно, от 92,5:7,5 до 65:35, а более предпочтительно, от 90:10 до 70:30. Когда массовое отношение звена пентаметилендиамина к звену гексаметилендиамина больше, чем 95%, полученная полиамидная смола имеет тенденцию к ухудшению прочности вибрационной сварки, сохранения термостабильности и прозрачности, полученной из нее нити. С другой стороны, когда массовое отношение звена пентаметилендиамина к звену гексаметилендиамина меньше, чем указанный выше диапазон, полученная полиамидная смола имеет тенденцию к ухудшению прочности вибрационной сварки, сохранения термостабильности, низкотемпературной прочности, прозрачности полученной из нее нити, и коэффициента биологической массы. Между прочим, массовое отношение звена пентаметилендиамина к звену гексаметилендиамина в составляющем звене диамина полиамидной смолы может определяться, например, посредством нижеследующего способа. А именно, полиамидную смолу гидролизуют с помощью кислоты или щелочи с разложением смолы на пентаметилендиамин, гексаметилендиамин и адипиновую кислоту, как ее составляющие звенья, и содержание соответствующих компонентов определяют посредством жидкостной хроматографии, и тому подобное, используя калибровочную кривую, полученную ранее.
Полиамидная смола по настоящему изобретению может находиться в форме либо физической смеси гомополиамидов, либо сополимера, постольку, поскольку эти полимеры содержат указанные выше составляющие звенья. Более конкретно, полиамид может находиться в форме физической смеси гомополимера полиамида 56 и гомополимера полиамида 66 или сополиамида, содержащей пентаметилендиамин, гексаметилендиамин и адипиновую кислоту в качестве его составляющих звеньев. Среди них сополиамид является особенно предпочтительным для достижения целевых эффектов настоящего изобретения.
Полиамидная смола по настоящему изобретению может также содержать компоненты иных сомономеров, чем пентаметилендиамин, гексаметилендиамин и адипиновая кислота, в качестве своих главных составляющих звеньев, в количестве, обычно, меньшем, чем 10% массовых, а предпочтительно, меньшем, чем 5% массовых, если только их добавление не влияет отрицательно на целевые эффекты настоящего изобретения. Примеры компонентов сомономеров могут включать в себя аминокислоты, такие как 6-аминокапроновая кислота, 11-аминоундекановая кислота, 12-аминододекановая кислота и п-аминометилбензойная кислота и лактамы, такие как ε-капролактам и ω-лауролактам.
Примеры дикарбоновой кислоты в качестве компонента сомономера могут включать в себя алифатические дикарбоновые кислоты, такие как щавелевая кислота, малоновая кислота, янтарная кислота, глутаровая кислота, адипиновая кислота, пимелиновая кислота, пробковая кислота, азелаиновая кислота, себациновая кислота, ундекандиовая кислота, додекандиовая кислота, брассиловая кислота, тетрадекандиовая кислота, пентадекандиовая кислота и октадекандиовая кислота, алициклические дикарбоновые кислоты, такие как циклогександикарбоновая кислота, и ароматические дикарбоновые кислоты, такие как фталевая кислота, изофталевая кислота, терефталевая кислота и нафталиндикарбоновая кислота.
Примеры диамина в качестве компонента сомономера могут включать в себя алифатические диамины, такие как этилендиамин, 1,3-диаминопропан, 1,4-диаминобутан, 1,7-диаминогептан, 1,8-диаминооктан, 1,9-диаминононан, 1,10-диаминодекан, 1,11-диаминоундекан, 1,12-диаминододекан, 1,13-диаминотридекан, 1,14-диаминотетрадекан, 1,15-диаминопентадекан, 1,16-диаминогексадекан, 1,17-диаминогептадекан, 1,18-диаминооктадекан, 1,19-диаминононадекан, 1,20-диаминоэйкозан и 2-метил-1,5-диаминопентан; алициклические диамины, такие как циклогександиамин и бис-(4-аминогексил)метан; и ароматические диамины, такие как ксилолдиамин.
Степень полимеризации полиамидной смолы по настоящему изобретению специально не ограничивается. 98% мас. раствор в серной кислоте полиамидной смолы (концентрация полиамидной смолы: 0,01 г/мл) имеет относительную вязкость обычно от 1,5 до 8,0, а предпочтительно, от 1,8 до 5,0, как измерено при 25°C. Когда относительная вязкость раствора меньше, чем 1,5, полиамидная смола имеет тенденцию к недостаточной прочности при реальном использовании. Когда относительная вязкость раствора больше, чем 8,0, полиамидная смола имеет тенденцию к ухудшению текучести и демонстрирует плохую пластичность.
Когда полиамидная смола по настоящему изобретению подвергается измерению методом ДСК (дифференциальной сканирующей калориметрии), отношение площади эндотермического пика полиамидной смолы, измеренного при температуре не ниже, чем 240°C, к общей площади ее эндотермического пика обычно не больше, чем 60%, а предпочтительно, не больше, чем 50%. Когда отношение площади эндотермического пика полиамидной смолы, измеренного при температуре не ниже, чем 240°C, к общей площади ее эндотермического пика больше, чем 60%, полиамидная смола имеет тенденцию к ухудшению прочности вибрационной сварки, сохранения термостабильности и низкотемпературной прочности. Измерения методом ДСК могут осуществляться с использованием "Robot DSC", производимого Seiko Denshi Kogyo Co., Ltd. В конкретной процедуре измерения методом ДСК примерно 5 мг полученной полиамидной смолы помещают в поддон для образца, нагревают до 290°C в атмосфере азота, а затем выдерживают при 290°C в течение 3 минут. Затем полиамидную смолу охлаждают до 30°C со скоростью падения температуры 20°C/мин и последовательно выдерживают при 30°C в течение 3 минут, а затем нагревают опять от 30°C до 290°C при скорости роста температуры 20°C/мин, для наблюдения и измерения ее эндотермического пика. Площади эндотермического пика полиамидной смолы определяют по полученной таким образом кривой эндотермического пика.
Способ определения площади эндотермического пика полиамидной смолы объясняется со ссылками на фиг.1 и 2. Для эндотермических пиков, наблюдаемых в диапазоне между 200°C и 290°C, когда температура эндотермического пика, наблюдаемая как минимальная температура, выражается как a (°C), а температура эндотермического пика, наблюдаемая как максимальная температура, выражается как b (°C), и эндотермические точки, наблюдаемые при температурах (a-50(°C)) и (b+10(°C)), выражаются как X1 и X2, соответственно, площадь эндотермического пика определяется площадью, окруженной линией (L), соединяющей эндотермические точки X1 и X2, и кривой эндотермического пика (со ссылкой на заштрихованную часть на фиг.1). При этом, как показано на фиг.2, если линия (L), соединяющая эндотермические точки X1 и X2 (показана с помощью прерывистой линии на фиг.2) пересекается с кривой эндотермического пика между эндотермическими точками X1 и X2, площадь эндотермического пика определяется площадью, окруженной кривой эндотермического пика и ломаной линией (X1-C-X2), где C представляет собой точку, в которой эндотерма становится минимальной между эндотермическими пиками (то есть заштрихованной частью, показанной на фиг.2).
Температура плавления (Tпл) полиамидной смолы по настоящему изобретению, наблюдаемая со стороны высоких температур, обычно составляет от 225 до 255°C, а предпочтительно, от 230 до 253°C. При этом температура плавления определяется как температура эндотермического пика, наблюдаемая при ДСК-измерении. Когда детектируются два или более эндотермических пиков, полиамидная смола имеет множество температур плавления, соответствующих эндотермическим пикам.
Полиамидная смола по настоящему изобретению может смешиваться с другими компонентами на произвольной стадии от получения (поликонденсации) полиамидной смолы до ее формования, если только их добавление не влияет отрицательно на целевые эффекты настоящего изобретения.
Примеры других компонентов, смешиваемых с полиамидной смолой, могут включать в себя антиоксиданты и/или термостабилизаторы, агенты для повышения стойкости к факторам внешней среды, агенты зародышеобразования, агенты для высвобождения из формы и/или смазывающие вещества, пигменты, красители, пластификаторы, антистатические агенты, антивоспламенители и другие полимеры.
Конкретные примеры антиоксидантов и/или термостабилизаторов могут включать в себя соединения на основе затрудненных фенолов, соединения на основе гидрохинонов, соединения на основе фосфитов и замещенные соединения, галогениды меди и соединения йода. Конкретные примеры агентов для повышения стойкости к факторам внешней среды могут включать в себя соединения на основе резорцина, соединения на основе салицилатов, соединения на основе бензотриазолов, соединения на основе бензофенонов и соединения на основе затрудненных аминов. Конкретные примеры агентов зародышеобразования могут включать в себя неорганические мелкодисперсные частицы, такие как тальк, каолин, окись кремния и нитрид бора, оксиды металлов и нейлоны с высокими температурами плавления. Конкретные примеры агентов для высвобождения из формы и/или смазывающих веществ могут включать в себя алифатические спирты, алифатические амиды, алифатические бис-амиды, бис-карбаматы и полиэтиленовые воски. Конкретные примеры пигментов могут включать в себя сульфид кадмия, фталоцианин и углеродную сажу. Конкретные примеры красителей могут включать в себя нигрозин и анилиновый черный. Конкретные примеры пластификаторов могут включать в себя октил-п-оксибензоат и (N-бутил)-бензолсульфонамид.
Конкретные примеры антистатических агентов могут включать в себя анионные антистатические агенты типа алкилсульфатов, катионные антистатические агенты типа солей четвертичного аммония, неионные антистатические агенты, такие как полиоксиэтиленсорбитанмоностеарат, и амфотерные антистатические агенты на основе бетаина. Конкретные примеры антивоспламенителей могут включать в себя меламинцианурат, гидроксиды, такие как гидроксид магния и гидроксид алюминия, полифосфаты аммония, бромированные полистиролы, бромированные полифениленоксиды, бромированные поликарбонаты, бромированные эпоксидные смолы, и сочетания этих соединений на основе брома с триоксидом сурьмы. Конкретные примеры других полимеров могут включать в себя другие полиамиды, полиэтилен, полипропилен, сложные полиэфиры, поликарбонаты, простые полифениленовые эфиры, полифениленовые сульфиды, жидкокристаллические полимеры, полисульфоны, полиэфирсульфоны, акрилонитрил-бутадиен-стирольные (АБС) смолы, смолы-сополимеры стирола и акрилонитрила (SAN) и полистиролы.
Из числа этих компонентов, в случае когда полиамидная смола используется в целях литья под давлением, а не в целях армирования, для шарнирных формованных изделий, бандажных лент и тому подобное, агенты зародышеобразования или агенты для высвобождения из формы предпочтительно смешиваются в сухом виде с полиамидной смолой для повышения ее пластичности, если только их добавление не влияет отрицательно на целевые эффекты настоящего изобретения.
Полиамидная смола по настоящему изобретению (включая гомополиамид и полиамидный сополимер) может быть получена с помощью известных способов. Конкретные способы для получения полиамидной смолы описываются в "Handbook for Polyamide Resins" edited by FUKUMOTO, Osamu (Nikkan Kogyo Newspaper Co., Ltd.), и тому подобное. Сополимер полиамида 56 предпочтительно получают посредством способа поликонденсации компонента алифатического диамина, содержащего пентаметилендиамин и гексаметилендиамин, в общем количестве обычно не меньше, чем 90%, а предпочтительно, не меньше, чем 95%, с компонентом дикарбоновой кислоты, содержащим адипиновую кислоту, в количестве обычно не меньше, чем 90%, а предпочтительно, не меньше, чем 95%. Более конкретно, в предпочтительном способе получения соль пентаметилендиамина и адипиновой кислоты и соль гексаметилендиамина и адипиновой кислоты готовят и смешивают друг с другом в присутствии воды, а затем полученную смесь нагревают, так чтобы сделать возможным осуществление в ней реакции дегидратации (термической поликонденсации). В этом случае посредством изменения отношения смешивания между солью пентаметилендиамина и адипиновой кислоты и солью гексаметилендиамина и адипиновой кислоты возможно получение полиамидных смол, имеющих различный состав сополимеризации. Отношение смешивания между солью пентаметилендиамина и адипиновой кислоты и солью гексаметилендиамина и адипиновой кислоты предпочтительно контролируется таким образом, что молярное отношение алифатического диамина к дикарбоновой кислоте обычно находится в пределах от 1,00:1 до 1,05:1.
При этом в настоящем изобретении термическая поликонденсация означает способ получения полиамидных смол, при котором максимальная температура полимеризации реакционной смеси достигает 200°C или выше. Верхний предел максимальной температуры обычно не больше, чем 300°C, по соображениям термостабильности полиамидной смолы при реакции полимеризации. Реакция полимеризации может осуществляться посредством либо загрузочного способа, либо непрерывного способа.
Полиамидная смола, получаемая посредством указанного выше способа, может дополнительно подвергаться твердофазной полимеризации после термической поликонденсации, при этом повышается молекулярная масса полученной полиамидной смолы. Твердофазная полимеризация может осуществляться, например, посредством нагрева полиамидной смолы при температуре не ниже, чем 100°C и не выше, чем ее температура плавления в вакууме или в атмосфере инертного газа.
В полиамидной смоле, описанной в первом аспекте настоящего изобретения, пентаметилендиамин в качестве исходного компонента может быть получен из лизина с использованием лизиндекарбоксилазы, клеток, способных продуцировать лизиндекарбоксилазу, или продукта переработки таких клеток. В полиамидной смоле, описанной во втором аспекте настоящего изобретения, пентаметилендиамин в качестве исходного компонента также предпочтительно получают из лизина с использованием лизиндекарбоксилазы, клеток, способных продуцировать лизиндекарбоксилазу, или продукта переработки таких клеток. Использование такого пентаметилендиамина, полученного из лизина, позволяет полученной полиамидной смоле демонстрировать высокий коэффициент биологической массы (отношение исходного материала, полученного из биологической массы, ко всем исходным материалам, используемым для получения полиамидной смолы). Коэффициент биологической массы (отношение исходного материала, полученного из биологической массы, ко всем исходным материалам, используемым для получения полиамидной смолы) в полиамидной смоле по настоящему изобретению предпочтительно составляет не меньше, чем 5%. Когда отношение биологической массы в полиамидной смоле меньше, чем 5%, невозможно достичь эффекта подавления генерирования двуокиси углерода, вызывающей проблемы глобального потепления.
Более конкретно, указанный выше пентаметилендиамин может быть получен, например, посредством следующего далее способа. А именно, раствор, содержащий лизин, подвергают ферментативной реакции декарбоксилирования, при этом добавляя кислоту в раствор, содержащий лизин, с тем чтобы поддержать значение pH раствора, пригодное для ферментативной реакции декарбоксилирования.
Примеры кислоты, используемой при ферментативной реакции декарбоксилирования, могут включать в себя неорганические кислоты, такие как хлористоводородная кислота, серная кислота и фосфорная кислота, и органические кислоты, такие как уксусная кислота. Полученный раствор продукта реакции может подвергаться воздействию обычных способов разделения и очистки для извлечения из него высвобожденного пентаметилендиамина.
Когда в качестве кислоты, добавляемой при ферментативной реакции декарбоксилирования, используют дикарбоновую кислоту, такую как адипиновая кислота, является также возможным извлечение пентаметилендиаминдикарбоксилата, который может непосредственно использоваться в качестве исходного материала для производства полиамида. Способ получения пентаметилендиаминадипата посредством ферментативной реакции декарбоксилирования лизина, с использованием адипиновой кислоты в качестве указанной выше кислоты, описан в выложенной заявке патента Японии (KOKAI) № 2005-6650.
Далее объясняется композиция полиамидной смолы в соответствии с третьим аспектом настоящего изобретения. Композиция полиамидной смолы по настоящему изобретению содержит полиамидную смолу в соответствии с первым или вторым аспектом настоящего изобретения и неорганический наполнитель.
Примеры неорганического наполнителя могут включать в себя графит, сульфат бария, сульфат магния, карбонат кальция, карбонат магния, оксид сурьмы, оксид титана, оксид алюминия, оксид цинка, оксид железа, сульфид цинка, цинк, свинец, никель, алюминий, медь, железо, нержавеющую сталь, стекловолокно, стеклянные гранулы, стеклянные шарики, углеродное волокно, тальк, окись кремния, каолин, глину, волластонит, слюду, нитрид бора, титанат калия, борат алюминия, бентонит, монтмориллонит, синтетическую слюду, и тому подобное. Среди этих неорганических наполнителей предпочтительным является стекловолокно, благодаря высокому эффекту армирования и его относительно низкой стоимости.
В качестве стекловолокна могут использоваться те стекловолокна, которые обычно используются для термопластичных смол. Среди этих стекловолокон предпочтительными являются нарезанные нити, получаемые из E-стекла (стекла, не содержащего щелочи). Диаметр волокна у стекловолокна обычно равен от 1 до 20 мкм, а предпочтительно, от 5 до 15 мкм. Стекловолокно предпочтительно подвергается поверхностной обработке с помощью агента, связывающего силан, и тому подобное, для увеличения адгезии с полиамидной смолой.
Неорганический наполнитель может смешиваться с полиамидной смолой на произвольной стадии, от получения (поликонденсации) полиамидной смолы до ее формования. Неорганический наполнитель предпочтительно загружают в экструдер, который участвует в процессе формования полиамидной смолы, и проводят в нем перемешивание в расплаве с полиамидной смолой.
Количество смешиваемого неорганического наполнителя равно от 0,01 до 150 частей массовых, а предпочтительно, от 0,01 до 100 частей массовых на 100 частей массовых полиамидной смолы. Когда количество смешиваемого неорганического наполнителя больше, чем 150 частей массовых, полученная композиция имеет тенденцию к ухудшению текучести.
Композиция полиамидной смолы по настоящему изобретению может также смешиваться с другими компонентами на произвольной стадии от получения (поликонденсации) полиамидной смолы до ее формования, если только их добавление не влияет отрицательно на эффекты настоящего изобретения. Примеры других компонентов могут включать в себя те, которые описаны в первом и втором аспектах настоящего изобретения, а именно антиоксиданты и/или термостабилизаторы, агенты для повышения стойкости к факторам внешней среды, агенты зародышеобразования, агенты для высвобождения из формы и/или смазывающие вещества, пигменты, красители, пластификаторы, антистатические агенты, антивоспламенители и другие полимеры.
Далее, ниже объясняются полученные с помощью вибрационной сварки формованные изделия в соответствии с четвертым аспектом настоящего изобретения, шарнирное формованное изделие в соответствии с пятым аспектом настоящего изобретения, бандажная лента в соответствии с шестым аспектом настоящего изобретения и элементарная нить в соответствии с седьмым аспектом настоящего изобретения. Полученное с помощью вибрационной сварки формованное изделие, шарнирное формованное изделие, бандажная лента и элементарная нить по настоящему изобретению, соответственно, содержат полиамидную смолу в соответствии с первым или вторым аспектом настоящего изобретения или композицию полиамидной смолы в соответствии с третьим аспектом настоящего изобретения.
Полученное с помощью вибрационной сварки формованное изделие по настоящему изобретению может быть получено посредством следующего способа. Сначала множество деталей, соответственно, формуют из полиамидной смолы или композиции полиамидной смолы, с формованием первичных формованных изделий. Способ формования первичных формованных изделий специально не ограничен, и могут использоваться любые произвольные способы формования, такие как способ литья под давлением, способ формования из пленки, способ вытягивания из расплава, способ формования раздувом и способ вакуумного формования. Среди этих способов формования предпочтительным является способ литья под давлением. Форма первичного формованного изделия специально не ограничена, и первичное формованное изделие может иметь любую желаемую форму. Кроме того, формы множества первичных формованных изделий могут быть одинаковыми или отличаться друг от друга.
Далее, множество сформованных таким образом деталей в качестве первичных формованных изделий связывают друг с другом посредством вибрационной сварки, с получением изготовленного с помощью вибрационной сварки формованного изделия. В способе вибрационной сварки частота вибрации, используемой для этого, обычно равна от 100 до 300 Гц и ее амплитуда обычно равна от 0,5 до 2,0 мм, а предпочтительно, от 0,8 до 1,6 мм. Давление сварки, используемое при вибрационной сварке, обычно равно от 0,5 до 10 МПа, а предпочтительно, от 0,8 до 6 МПа. Когда давление сварки является слишком высоким или слишком низким, полученное с помощью вибрационной сварки формованное изделие имеет тенденцию к ухудшению прочности сварки. В частности, когда давление сварки является слишком низким, сваренные части полученного с помощью вибрационной сварки формованного изделия имеют тенденцию к недостаточной прочности сварки, приводящей к плохой герметичности для воздуха в случае, когда формованное изделие представляет собой полое изделие. Время сварки, используемое при данном давлении, может контролироваться, с тем чтобы получить желаемый сваренный край, и время удерживания формованного изделия после прекращения приложения вибрации может контролироваться, с тем чтобы сделать возможным полное отверждение сваренных частей.
Шарнирное формованное изделие и бандажная лента по настоящему изобретению могут быть получены посредством формования полиамидной смолы или композиции полиамидной смолы по настоящему изобретению в желаемую форму посредством любых произвольных способов, подобных тем, которые используются для получения первичного формованного изделия, входящего в состав полученного с помощью вибрационной сварки формованного изделия. Среди способов формования особенно предпочтительным является способ литья под давлением.
Конкретные примеры шарнирного формованного изделия и бандажной ленты могут включать в себя шарнирные скобы, шарнирные соединительные элементы, шарнирные бандажные ленты и тому подобное. Толщина шарнирной части этих изделий обычно равна от 0,2 до 0,8 мм, а предпочтительно от 0,3 до 0,6 мм. Когда толщина шарнирной части меньше, чем 0,2 мм, полиамидная смола, используемая в шарнирной части, имеет тенденцию к ухудшению текучести. С другой стороны, когда толщина шарнирной части больше, чем 0,8 мм, имеется тенденция к увеличению степени кристалличности полиамида, используемого в шарнирной части, так что шарнирная часть имеет тенденцию к разрыву или появлению трещин при изгибании.
Элементарная нить по настоящему изобретению может быть получена посредством формования полиамидной смолы или композиции полиамидной смолы по настоящему изобретению в форме нити при помощи способа вытягивания из расплава. Элементарная нить по настоящему изобретению предпочтительно применяется в ворсистой части соответствующих составляющих слоев (включая основную ткань, ворсовый слой и уплотняющий слой) мата. В частности, когда элементарная нить применяется для такого мата, требующего хороших свойств стойкости к загрязнениям, элементарную нить по настоящему изобретению предпочтительно смешивают с агентом зародышеобразования, таким как тальк, окись кремния, каолин и глина. Элементарная нить по настоящему изобретению может также применяться не только в составляющих слоях мата, но также и в коврах для домашнего использования, коврах для офисов, коврах для автомобилей, нити для тканей, и тому подобное.
Как описано выше, полиамидная смола и композиция полиамидной смолы по настоящему изобретению может формироваться в желаемую форму посредством произвольного способа формования, такого как способ литья под давлением, способ формования пленки, способ вытягивания из расплава, способ формования раздувом и способ формования в вакууме. Например, полиамидная смола и композиция полиамидной смолы по настоящему изобретению может использоваться в изделиях, полученных с помощью литья под давлением, в пленках, листах, нитях, конических нитях, волокнах, и тому подобное, а также в качестве клеев и красок.
Конкретные примеры применений полиамидной смолы и композиции полиамидной смолы по настоящему изобретению могут включать в себя детали автомобилей и средств передвижения, например, детали силовой установки автомобилей, таких как впускной коллектор, шарнирные скобы (шарнирные формованные изделия), бандажные ленты, резонаторы, очистители для воздуха, крышки для двигателей, крышки для коромысла, крышки головок цилиндров, крышки зубчатых ремней, баки для бензина, вспомогательные баки для бензина, баки радиаторов, баки для кондиционера, масляные баки, картеры, электрические щиты, масляные сетчатые фильтры, канистры, детали крепления для двигателя, соединительные блоки, блоки реле, соединительные элементы, изогнутые трубки и протекторы, наружные детали автомобиля, такие как ручки дверей, крылья, выступы на капоте, опоры для креплений на крыше, опоры для дверных зеркал, бамперы, спойлеры и диски для колес, внутренние детали автомобиля, такие как держатели для стаканов, консольные коробки, педали акселератора, педали сцепления, основания для рычага коробки передач и рукоятки рычага коробки передач.
Кроме того, полиамидная смола и композиция полиамидной смолы по настоящему изобретению может также использоваться в различных применениях, например в материалах для рыбной ловли, таких как рыболовная леска и рыболовная сеть; и в электрических и электронных деталях, деталях домашнего и офисного электрического оборудования, деталях для компьютеров, деталях для устройств факсимильной связи и копировальных устройств и механических деталях, таких как обычные переключатели, ползунковые микропереключатели, переключатели DIP (с двухрядным расположением выводов), корпуса переключателей, патроны для ламп, бандажные ленты, соединительные элементы, корпуса вилок, корпуса розеток, колодки для ИС, бобины для провода, крышки для бобин, реле, коробки реле, корпуса конденсаторов, внутренние детали двигателей, корпуса двигателей малых размеров, шестерни и кулачки, плавающие ролики, прокладки, изоляторы, ролики, соединительные щиты, корпуса для электрического инструмента, изолирующие части стартера, плавкие предохранители, корпуса контактов, опоры для подвесов, диафрагмы громкоговорителей, теплостойкие контейнеры, детали электронных печей, детали пароварок для риса и направляющие для ленты в принтере.
Далее объясняется шарнирное формованное изделие в соответствии с восьмым аспектом настоящего изобретения. Шарнирное формованное изделие в соответствии с восьмым аспектом настоящего изобретения содержит полиамидную смолу, состоящую из звеньев адипиновой кислоты и звеньев пентаметилендиамина, и может содержать одну лишь полиамидную смолу.
Содержание звеньев адипиновой кислоты в составляющем звене дикарбоновой кислоты, образующей полиамидную смолу, обычно не меньше, чем 90% массовых, предпочтительно, не меньше, чем 95% массовых, и составляющее звено дикарбоновой кислоты может состоять только из звеньев адипиновой кислоты. Содержание звеньев пентаметилендиамина в составляющем звене диамина, образующем полиамидную смолу, обычно не меньше, чем 90% массовых, предпочтительно, не меньше, чем 95% массовых, и составляющее звено диамина может состоять только из звеньев пентаметилендиамина.
Полиамидная смола, используемая в восьмом аспекте настоящего изобретения, может содержать компоненты сомономеров, иные чем основные составляющие звена пентаметилендиамина и адипиновой кислоты, в количестве, как правило, меньшем, чем 10% массовых, а предпочтительно, меньшем, чем 5% массовых, по отношению к массе всех составляющих звеньев, если только их добавление не влияет отрицательно на целевые эффекты настоящего изобретения. В качестве компонентов сомономеров могут использоваться такие компоненты сомономеров, как объяснено в связи с полиамидными смолами в соответствии с первым и вторым аспектом настоящего изобретения, а именно дикарбоновые кислоты в качестве сомономеров и диамины в качестве сомономеров (также может использоваться 1,6-диаминогексан).
Степень полимеризации полиамидной смолы, используемой в восьмом аспекте настоящего изобретения, специально не ограничивается и может быть по существу идентичной степени полимеризации полиамидных смол в соответствии с первым и вторым аспектами настоящего изобретения.
Полиамидная смола, используемая в восьмом аспекте настоящего изобретения, обычно имеет две температуры плавления (Tпл), то есть примерно 255°C и примерно 232°C. В то же время способ измерения температур плавления является по существу идентичным способу, используемому для измерения температуры плавления полиамидных смол в соответствии с первым и вторым аспектами настоящего изобретения.
Способ получения, термическая поликонденсация, твердофазная поликонденсация и способ полимеризации полиамидной смолы, используемой в восьмом аспекте настоящего изобретения, являются по существу идентичными способам, описанным в связи с полиамидными смолами в соответствии с первым и вторым аспектами настоящего изобретения.
В полиамидной смоле, используемой в восьмом аспекте настоящего изобретения, которую получают посредством указанного выше способа, пентаметилендиамин, в качестве исходного компонента для нее, предпочтительно получают из лизина, используя лизиндекарбоксилазу, клетки, способные продуцировать лизиндекарбоксилазу, или продукт переработки таких клеток. Посредством использования такого пентаметилендиамина, как получают из лизина, может быть увеличен коэффициент биологической массы полиамидной смолы (отношение исходного материала, полученного из биологической массы, ко всем исходным материалам, используемым в полиамидной смоле). Отношение биологической массы полиамидной смолы (отношение исходного материала, полученного из биологической массы, ко всем исходным материалам, используемым в полиамидной смоле) предпочтительно не меньше, чем 25%. Когда отношение биологической массы меньше, чем 25%, может быть трудным достижение эффекта подавления генерирования двуокиси углерода, вызывающего проблемы глобального потепления.
Способ получения указанного выше пентаметилендиамина является по существу идентичным способу получения, описанному в связи с полиамидными смолами в соответствии с первым и вторым аспектами настоящего изобретения.
Полиамидная смола, используемая в восьмом аспекте настоящего изобретения, может смешиваться с другими компонентами на произвольной стадии от получения (поликонденсации) полиамидной смолы до ее формования, если только ее добавление не влияет отрицательно на целевые эффекты настоящего изобретения. Примеры других компонентов, смешиваемых с полиамидной смолой, могут включать в себя компоненты, описанные в связи с полиамидными смолами в соответствии с первым и вторым аспектами настоящего изобретения, а именно, агенты зародышеобразования, антиоксиданты и/или термостабилизаторы, агенты для повышения стойкости к факторам внешней среды, агенты для высвобождения из формы и/или смазывающие вещества, пигменты, красители, пластификаторы, антистатические агенты, антивоспламенители и другие полимеры. Из числа эти компонентов, когда полиамидная смола используется в целях литья под давлением, но не для целей армирования, для шарнирных формованных изделий, бандажных лент, и тому подобное, агент зародышеобразования или агент для высвобождения из формы предпочтительно перемешивается в сухом состоянии с полиамидной смолой для повышения ее пластичности (формуемости), если только его добавление не влияет отрицательно на целевые эффекты настоящего изобретения.
Шарнирное формованное изделие в соответствии с восьмым аспектом настоящего изобретения может быть получено посредством формования полиамидной смолы по настоящему изобретению в желаемой форме посредством произвольного способа формования. Примеры способа формования могут включать в себя способ литья под давлением, способ формования пленки, способ вытягивания из расплава, способ формования раздувом и способ вакуумного формования. Среди этих способов формования особенно предпочтительным является способ литья под давлением.
Конкретные примеры шарнирного формованного изделия и толщины его шарнирной части являются по существу идентичными тем, которые описаны в связи с шарнирным формованным изделием в соответствии с пятым аспектом настоящего изобретения.
ПРИМЕРЫ
Настоящее изобретение описывается ниже более подробно с помощью следующих далее примеров, но эти примеры являются только иллюстративными и не предназначены для ограничения рамок настоящего изобретения. В то же время, среди следующих далее примеров и сравнительных примеров, примеры 1-8 и сравнительные примеры 1-5 относятся к первому-седьмому аспектам настоящего изобретения, а пример 9 и сравнительный пример 6 относятся к восьмому аспекту настоящего изобретения. Различные свойства, описанные в настоящем изобретении, измеряют посредством следующих далее способов.
Настоящее изобретение ниже описывается более подробно с помощью следующих далее примеров, но эти примеры являются только иллюстративными и не предназначены для ограничения рамок настоящего изобретения. Способы для оценки различных свойств полиамидной смолы, композиции полиамидной смолы, формованных изделий, полученных из них, и шарнирное формованное изделие описаны ниже.
(1) Относительная вязкость (ηr):
Готовят раствор полиамидной смолы в 98% серной кислоте (концентрация: 0,01 г/мл) и измеряют его относительную вязкость при 25°C, используя вискозиметр типа Оствальда.
(2) ДСК (дифференциальная сканирующая калориметрия):
Измерение методом ДСК осуществляют с использованием "Robot DSC", производимого Seiko Denshi Kogyo Co., Ltd. Сначала примерно 5 мг полиамидной смолы загружают в поддон для образца и нагревают до 290°C в атмосфере азота, и выдерживают при 290°C в течение 3 минут для полного расплавления смолы. После этого расплавленную полиамидную смолу охлаждают до 30°C при скорости падения температуры 20°C/мин для измерения температуры экзотермического пика, наблюдаемого во время падения температуры. Наблюдаемая таким образом температура экзотермического пика определяется как температура кристаллизации при понижении температуры (T(°C)). В дальнейшем полиамидную смолу выдерживают при 30°C в течение 3 минут, а затем нагревают опять от 30°C до 290°C при скорости роста температуры 20°C/мин, с измерением ее эндотермического пика и определением из него площади эндотермического пика. Температуру наблюдаемого таким образом эндотермического пика определяют как температуру плавления (Tm) полиамидной смолы. Когда детектируется множество эндотермических пиков, их температуры определяют как множество температур плавления полиамидной смолы.
(3) Сохранение термостабильности:
7 г полиамидной смолы в качестве образца помещают в пробирку объемом 18 см3, и пробирку, заполненную образцом, герметично закрывают в атмосфере азота и погружают в масляную баню, поддерживаемую при температуре на 30°C выше температуры плавления полиамидной смолы (температура плавления +30°C). По прохождении 9 часов образец извлекают для измерения его относительной вязкости. Процент сохранения вязкости полиамидной смолы вычисляют по относительным значениям ее вязкости, измеренным до и после исследования на сохранение термостабильности.
(4) Испытание на вибрационную сварку:
(4-1) Испытание под давлением для полого изделия:
<Первичное формование деталей полого изделия>
Композиция полиамидной смолы, армированная стекловолокном, формуется в виде пары деталей полого изделия, каждое из которых имеет толщину 2 мм и ширину поверхности сварки 4 мм, в качестве первичных формованных изделий, как показано на фиг.3(a) и 3(b). Первичное формование осуществляют при температуре смолы 270°C и температуре формы 80°C, используя для литья под давлением "IS 350 Model", производимую Toshiba Kikai Co., Ltd.
<Вибрационная сварка деталей полого изделия>
С использованием машины для вибрационной сварки "VIBRATION WELDER Model 2800" производимой Emerson Japan, Ltd., указанную выше пару деталей полого изделия связывают вместе посредством вибрационной сварки. Вибрационную сварку осуществляют при условиях, включающих в себя давление сварки, как показано в таблице 1, частоту вибраций 240 Гц, амплитуду вибраций 1,5 мм, свариваемый край 1,5 мм, давление удерживания, по существу идентичное давлению сварки непосредственно перед прекращением вибраций, и время удерживания 5,0 сек, получая при этом формованное изделие (полое изделие), полученное с помощью вибрационной сварки, как показано на фиг.4. При указанной выше вибрационной сварке размер свариваемого края каждой детали полого изделия контролируют с использованием бесконтактного контроллера размеров сварки (WDC) "CX132 Model", производимого Emerson Japan, Ltd.
<Исследование под давлением полого изделия>
Полученное таким образом полое изделие подвергают исследованию под давлением. Используя тестер давления, произведенный Toyo Seiki Seisakusho Co., Ltd., два верхних отверстия (1) и (1') (диаметр отверстия: 32 мм) полого изделия закрывают, и прикладывают гидравлическое давление внутри полого изделия через нижнее отверстие (2) (диаметр отверстия: 32 мм) при скорости изменения давления 980 кПа/мин, для измерения давления при разрыве полученного с помощью вибрационной сварки формованного изделия. Исследование повторяют 3 раза для каждого давления сварки, и вычисляют среднюю величину для измеренных значений для определения предела стойкости к давлению для полого изделия.
(4-2) Исследование прочности вибрационной сварки для прямоугольного исследуемого образца:
<Первичное формование прямоугольного исследуемого образца>
Композицию полиамидной смолы, армированной стекловолокном, формуют с получением двух первичных формованных изделий в форме прямоугольного параллелепипеда, каждое имеет нижнюю поверхность 25 мм × 4 мм и высоту 60 мм. Первичное формование осуществляют при температуре смолы 270°C и температуре формы 80°C, с использованием машины для литья под давлением "J75-ED Model" производимой Japan Steel Works, LTD.
<Вибрационная сварка прямоугольного исследуемого образца>
Используя машину для вибрационной сварки " VIBRATION WELDER Model 2800", производимую Emerson Japan, Ltd., указанные выше два первичных формованных изделия связывают вместе на их нижних поверхностях с помощью вибрационной сварки. Вибрационную сварку осуществляют при условиях, включающих в себя давление сварки, как показано в таблице 1, частоту вибраций 240 Гц, амплитуду вибраций 1,5 мм, свариваемый край 1,5 мм, давление удерживания, по существу идентичное давлению сварки непосредственно перед прекращением вибраций, и время удерживания 5,0 сек, получая при этом формованное изделие, соединенное с помощью вибрационной сварки, состоящее из указанных выше двух первичных формованных изделий, сваренных вместе на их нижних поверхностях. При указанной выше вибрационной сварке размер свариваемого края получаемого с помощью вибрационной сварки формованного изделия контролируют с использованием бесконтактного контроллера размера сварки (WDC) "CX132 Model", производимого Emerson Japan, Ltd.
<Исследование прочности вибрационной сварки для прямоугольного исследуемого образца>
Полученное таким образом формованное изделие, полученное с помощью вибрационной сварки, подвергают исследованию прочности вибрационной сварки. С использованием "TENSILON UTM-III-2500" производимого A & D Corp., полученное с помощью вибрационной сварки формованное изделие подвергают исследованию на разрыв при дистанции между захватами 60 мм и при скорости растяжения 5 мм/мин, для измерения его прочности при разрыве. Для каждого давления сварки исследуют шесть формованных изделий, и вычисляют среднюю величину измеренных значений для определения прочности вибрационной сварки формованного изделия.
(5) Оценка механических свойств (исследование на разрыв, исследование на изгиб и испытание на удар по Шарпи образца с разрезом)
Композицию полиамидной смолы, армированной стекловолокном, и композицию неармированной полиамидной смолы, соответственно, формуют в виде образцов для исследования ISO согласно ISO Standard. Формование осуществляют с использованием машины для литья под давлением "J75EII Model", производимой Japan Steel Works, LTD., при температуре смолы 270°C и температуре формы 80°C для композиции полиамидной смолы, армированной стекловолокном, или при температуре смолы 265°C и температуре формы 80°C для композиции неармированной полиамидной смолы. Сформованные таким образом образцы для исследований ISO подвергают исследованиям на разрыв, исследованиям на изгиб и испытанию на удар по Шарпи образца с разрезом в соответствии с соответствующими методиками ISO Standards.
(6) Характеристики изгибания при низкой температуре:
Композиция неармированной полиамидной смолы формуется в виде шарнирного формованного изделия, как показано на фиг.5, и бандажной ленты, как показано на фиг.6. Формование шарнирного формованного изделия осуществляют с использованием машины для литья под давлением "PS40 Model", производимой Nissei Plastic Industrial Co., Ltd., при температуре смолы 265°C и температуре формы 80°C. Формование бандажной ленты осуществляют с использованием машины для литья под давлением "SE50D Model", производимой Sumitomo Heavy Industries, Ltd., при температуре смолы 265°C и температуре формы 80°C. Шарнирная часть этих формованных изделий имеет длину 2 мм, ширину 40 мм и толщину 0,4 мм.
Шарнирное формованное изделие охлаждают в печи с постоянной температурой, в которой поддерживают температуру, показанную в таблице 2, в течение 2 часов. Между прочим, в качестве печи с постоянной температурой используется камера большого размера, которая может обеспечить возможность лицу, осуществляющему измерение, войти внутрь для осуществления исследований. После охлаждения шарнирного формованного изделия в течение 2 часов лицо, осуществляющее измерение, входит в печь с постоянной температурой и стоит там в течение 10 минут для полного устранения отрицательных воздействий изменений температуры из-за входа лица, осуществляющего измерения. После этого осуществляют исследования посредством изгибания шарнирной части от 90° (состояние перпендикулярного изгиба) до 180° (плоское состояние по отношению к полу), как показано на фиг.7. Более конкретно, удерживая формованное изделие в его части с горизонтальной поверхностью в одной руке, вертикальную часть его поверхности быстро изгибают другой рукой. Исследуют двадцать шарнирных формованных изделий при каждой температуре измерения. Количество шарнирных формованных изделий, для которых шарнирные изделия не содержат разломов, принимают в качестве измеренного значения исследования.
(7) Свойства разрыва ленты при низкой температуре:
Бандажную ленту охлаждают в печи с постоянной температурой, при температуре, показанной в таблице 2. В то же время в качестве печи с постоянной температурой используют камеру большого размера, которая может дать возможность лицу, осуществляющему измерение, входить в нее для осуществления исследования. После охлаждения бандажной ленты в течение 2 часов лицо, осуществляющее измерение, входит в печь с постоянной температурой и стоит там в течение 10 мин, чтобы полностью устранить отрицательные воздействия изменения температуры, связанные с входом лица, осуществляющего измерения. После этого исследование осуществляют посредством вставки одного конца ленты в отверстие, предусмотренное на другом конце ленты, как показано на фиг.8, а затем сильно тянут один конец ленты, при этом удерживая другой ее конец одной рукой. Исследуют двадцать бандажных лент для каждой температуры измерения. Количество бандажных лент, которые не содержат разломов, принимают в качестве измеренного значения исследования.
(8) Прозрачность нити:
В качестве экструдера для вытягивания используют одношнековый экструдер диаметром 40 мм, производимый фирмой UNIPLAS CORPORATION, и снабженный на его выходном конце шестеренчатым насосом и фильерой с 18 отверстиями, каждое из которых имеет диаметр 0,6 мм. Полиамидную смолу расплавляют при температуре, превышающей на 20°C температуру плавления полиамидной смолы (температура плавления + 20°C), и вытягивают из расплава с использованием указанного выше экструдера, пропускают через емкость с охлаждающей водой при 20°C для охлаждения и отверждения вытягиваемой смолы, растягивают при 98°C в условиях влажного тепла, подвергают растяжению на второй стадии в емкости для растягивания с горячим воздухом при 172°C, а затем термически фиксируют в емкости для растягивания с горячим воздухом при 168°C, получая при этом элементарную нить, имеющую диаметр 0,079 мм. Полученную таким образом элементарную нить наблюдают визуально для оценки ее прозрачности.
В следующих далее примерах и сравнительных примерах "соль AH", производимую фирмой Rhodia Ltd., используют в качестве эквимолярной соли гексаметилендиамина и адипиновой кислоты. При этом эквимолярная соль пентаметилендиамина и адипиновой кислоты получается с помощью способа, описанного в примерах 1-3 выложенной заявки на патент Японии (KOKAI) № 2005-6650.
Пример 1 (Композиция полиамидной смолы и полученное с помощью вибрационной сварки формованное изделие):
25 кг воды добавляют к 25 кг смеси, содержащей эквимолярную соль пентаметилендиамина и адипиновой кислоты и эквимолярную соль гексаметилендиамина и адипиновой кислоты (что касается их массового отношения, оно дано в таблице 1), а затем к ним добавляют 1,25 г фосфорной кислоты, для полного растворения смеси, в атмосфере азота, при этом получая водный раствор исходного материала. Полученный таким образом водный раствор исходного материала переносят в автоклав, предварительно продутый азотом, с использованием плунжерного насоса. Посредством доведения температуры кожуха и давления в автоклаве до 280°C и 1,47 МПа, соответственно, содержимое автоклава нагревают до 270°C. Затем внутреннее давление автоклава постепенно сбрасывают и дополнительно уменьшают для завершения реакции в момент времени, когда мощность перемешивания достигает заданного значения. После завершения реакции внутреннее давление автоклава восстанавливают посредством подачи в него азота и содержимое автоклава вводят в емкость с охлаждающей водой в виде непрерывной заготовки, а затем гранулируют с использованием роторного резака. Полученные гранулы сушат при 120°C и 1 Торр (0,13 кПа) до тех пор, пока содержание воды в них не достигает 0,1% или ниже, получая при этом полиамидную смолу. Для полученной таким образом полиамидной смолы производят оценку различных ее свойств.
100 частей массовых полученной полиамидной смолы смешивают с 43 частями мас. стекловолокна "T249H", производимого Nippon Electric Glass Co., Ltd., тем самым получая композицию полиамидной смолы, армированную стекловолокном. Смешивание осуществляют с использованием двухшнекового смесителя "TEM-35B Model", производимого Toshiba Machine Co., Ltd. Стекловолокно вводят сбоку, чтобы предотвратить его разламывание, и температуру смешивания в расплаве устанавливают равной 270°C. Полученная таким образом композиция полиамидной смолы подвергается испытанию на вибрационную сварку и оценке ее механических свойств. Результаты показаны в таблице 1.
Сравнительный пример 1:
Осуществляют такую же процедуру, как определено в примере 1, за исключением того, что композицию мономеров, загружаемых в виде исходных солей, изменяют, как показано в таблице 1, получая при этом полиамидную смолу. Полученная таким образом полиамидная смола смешивается со стекловолокном с помощью такого же способа, как определено в примере 1, с получением при этом композиции полиамидной смолы, армированной стекловолокном. Полученную таким образом композицию полиамидной смолы подвергают испытанию на вибрационную сварку и оценке ее механических свойств. Результаты показаны в таблице 1.
Пример 2: Композиция полиамидной смолы, шарнирное формованное изделие и бандажная лента
100 частей мас. полиамидной смолы, полученной в примере 1, смешивают с 0,02 части мас. талька, в качестве агента зародышеобразования, имеющего средний размер частиц 3,0 мкм, а затем перемешивают в сухом состоянии, получая при этом неармированную композицию полиамидной смолы. Для полученной таким образом композиции полиамидной смолы проводят оценку характеристик при изгибании при низкой температуре, характеристик разрыва ленты при низкой температуре и ее механических свойств. Результаты показаны в таблице 2.
Сравнительный пример 2:
Осуществляют такую же процедуру, как определено в примере 1, за исключением того, что композицию мономеров, загружаемых в виде исходных солей, изменяют, как показано в таблице 1, получая при этом полиамидную смолу. Полученную таким образом полиамидную смолу смешивают с тальком посредством такого же способа, как определено в примере 2, а затем их перемешивают в сухом состоянии друг с другом, получая при этом неармированную композицию полиамидной смолы. Для полученной таким образом композиции полиамидной смолы проводят оценку характеристик при изгибании при низкой температуре, характеристик разрыва ленты при низкой температуре и ее механических свойств. Результаты показаны в таблице 2.
Сравнительный пример 3:
25 кг капролактама, производимого Mitsubishi Chemical Corporation, 0,75 кг воды и 1,74 г пентагидрата гидрофосфита натрия загружают в контейнер, и после того, как контейнер продувают азотом, содержимое контейнера растворяют при 100°C. Полученный таким образом водный раствор исходного материала переносят в автоклав. Начинают нагрев раствора посредством установления температуры кожуха 280°C. Затем, после нагрева содержимого автоклава до 270°C, внутреннее давление автоклава постепенно сбрасывают и дополнительно уменьшают для завершения реакции поликонденсации в момент времени, когда мощность перемешивания достигает заданного значения. После завершения реакции внутреннее давление автоклава восстанавливают посредством подачи в него азота и содержимое автоклава вводят в емкость с охлаждающей водой в форме непрерывной заготовки, а затем гранулируют с использованием роторного резака. Полученные гранулы обрабатывают кипящей водой в количестве, превышающем в 1,5 раза количество гранул, для экстракции и удаления из них непрореагировавших мономеров и олигомеров. Гранулы, из которых удалены непрореагировавшие соединения, сушат при 120°C и 1 торр (0,13 кПа) до тех пор, пока содержание воды в них не достигает 0,1% или ниже, получая при этом полиамидную смолу. Для полученной таким образом полиамидной смолы проводят оценку различных ее свойств.
Полученную таким образом полиамидную смолу смешивают с тальком посредством такого же способа, как определено в примере 2, а затем их перемешивают в сухом состоянии друг с другом, получая при этом неармированную композицию полиамидной смолы. Для полученной таким образом композиции полиамидной смолы проводят оценку характеристик при изгибании при низкой температуре, характеристик разрыва ленты при низкой температуре и ее механических свойств. Результаты показаны в таблице 2.
Примеры 3-8 (Полиамидная смола и элементарная нить):
Осуществляют такую же процедуру, как определено в примере 1, за исключением того, что композицию мономеров, загружаемых в водный раствор исходных материалов, изменяют, как показано в таблицах 3 и 4, получая при этом полиамидную смолу. Для полученной таким образом полиамидной смолы проводят оценку различных ее свойств. Затем полученную полиамидную смолу формуют в виде нити посредством способа, описанного выше в разделе "оценка прозрачности", для оценки ее прозрачности. Результаты показаны в таблицах 3 и 4.
Сравнительный пример 4:
Осуществляют такую же процедуру, как определено в примере 1, за исключением того, что композицию мономеров, загружаемых в водный раствор исходных материалов, изменяют, как показано в таблице 5, получая при этом полиамидную смолу. Для полученной таким образом полиамидной смолы проводят оценку различных ее свойств. Затем полученную полиамидную смолу формуют в виде нити посредством способа, описанного выше в разделе "оценка прозрачности", для оценки ее прозрачности. Результаты показаны в таблице 5.
Сравнительный пример 5:
Осуществляют такую же процедуру, как определено в примере 5, за исключением того, что композицию мономеров, загружаемых в водный раствор исходных материалов, изменяют, как показано в таблице 5, получая при этом полиамидную смолу. Для полученной таким образом полиамидной смолы проводят оценку различных ее свойств. Затем полученную полиамидную смолу формуют в виде нити посредством способа, описанного выше в разделе "оценка прозрачности", для оценки ее прозрачности. Результаты показаны в таблице 5.
пример 1
примеры
184
Пример 9:
25 кг воды добавляют к 25 кг эквимолярной соли пентаметилендиамина и адипиновой кислоты, а затем к ним добавляют 1,25 г фосфорной кислоты для полного растворения смеси в атмосфере азота, получая при этом водный раствор исходного материала. Полученный таким образом водный раствор исходного материала переносят в автоклав, предварительно продутый азотом, с использованием плунжерного насоса. Посредством доведения температуры кожуха и давления в автоклаве до 280°C и 1,47 МПа, соответственно, содержимое автоклава нагревают до 270°C. Затем внутреннее давление автоклава постепенно сбрасывают и дополнительно уменьшают для завершения реакции в момент времени, когда мощность перемешивания достигает заданного значения. После завершения реакции внутреннее давление автоклава восстанавливают посредством подачи в него азота, и содержимое автоклава вводят в емкость с охлаждающей водой в виде непрерывной заготовки, а затем гранулируют с использованием роторного резака. Полученные гранулы сушат при 120°C и 1 Торр (0,13 кПа) до тех пор, пока содержание воды в них не достигает 0,1% или ниже, получая при этом полиамидную смолу. Для полученной таким образом полиамидной смолы проводят оценку ее различных свойств. Результаты показаны в таблице 6.
100 частей массовых полученной полиамидной смолы смешивают с 0,02 частями мас. талька, в качестве агента зародышеобразования, имеющего средний размер частиц 3,0 мкм, затем перемешивают в сухом состоянии друг с другом, получая при этом неармированную композицию полиамидной смолы. Для полученной таким образом композиции полиамидной смолы проводят оценку характеристик при изгибании при низкой температуре и ее механических свойств. Результаты показаны в таблице 6.
Сравнительный пример 6:
25 кг капролактама, производимого Mitsubishi Chemical Corporation, 0,75 кг воды и 1,74 г пентагидрата гидрофосфита натрия загружают в контейнер, и после того, как контейнер продувают азотом, содержимое контейнера растворяют при 100°C. Полученный таким образом водный раствор исходных материалов переносят в автоклав. Нагрев раствора начинают посредством установления температуры кожуха 280°C. После нагрева содержимого автоклава до 270°C внутреннее давление автоклава постепенно сбрасывают и дополнительно уменьшают для завершения реакции поликонденсации в момент времени, когда мощность перемешивания достигает заданного значения. После завершения реакции внутреннее давление автоклава восстанавливают посредством подачи в него азота и содержимое автоклава вводят в емкость с охлаждающей водой, в виде непрерывной заготовки, а затем гранулируют с использованием роторного резака. Полученные гранулы обрабатывают кипящей водой в количестве, в 1,5 раза превышающем количество гранул, для экстракции и удаления из нее непрореагировавших мономеров и олигомеров. Гранулы, из которых удалены непрореагировавшие соединения, сушат при 120°C и 1 Торр (0,13 кПа) до тех пор, пока содержание воды в них не достигает 0,1% или ниже, получая при этом полиамидную смолу. Для полученной таким образом полиамидной смолы проводят оценку различных ее свойств.
Полученную полиамидную смолу смешивают с тальком посредством такого же способа, как определено в примере 9, затем их перемешивают в сухом состоянии, получая при этом неармированную композицию полиамидной смолы. Для полученной таким образом композиции полиамидной смолы проводят оценку характеристик при изгибании при низкой температуре и ее механических свойств. Результаты показаны в таблице 6.
Хотя настоящее изобретение описывается выше в связи с вариантами осуществления, которые считаются наиболее практичными и предпочтительными в настоящее время, настоящее изобретение не ограничивается этими вариантами осуществления, и различные изменения и модификации могут быть соответствующим образом сделаны в рамках формулы изобретения и всего описания настоящей заявки без отклонения от предмета и идеи настоящего изобретения, и нужно считать, что изменения и модификации включаются в технические пределы настоящего изобретения. Между прочим, настоящая заявка на патент основывается на заявке на патент Японии № 2004-152059, зарегистрированной 21 мая 2004 года, заявке на патент Японии № 2005-144478, зарегистрированной 17 мая 2005 года, и заявке на патент Японии № 2005-145847, зарегистрированной 18 мая 2005 года, все содержание которых включается сюда в качестве ссылок.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ СТРУКТУРА | 2014 |
|
RU2647030C2 |
| МНОГОСЛОЙНАЯ КОНСТРУКЦИЯ | 2014 |
|
RU2660882C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИАМИДНОЙ СМОЛЫ И ФОРМОВОЕ ИЗДЕЛИЕ | 2010 |
|
RU2540661C2 |
| ВОЛОКНИСТОЕ ПОЛОТНО И ФОРМОВАННОЕ ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ФОРМОВАНИЕМ ВОЛОКНИСТОГО ПОЛОТНА | 2014 |
|
RU2658274C2 |
| ФОРМОВАННОЕ ТЕЛО И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2015 |
|
RU2678031C2 |
| СМЕШАННАЯ ПРЯЖА, СПОСОБ ДЛЯ ПРОИЗВОДСТВА СМЕШАННОЙ ПРЯЖИ И ТКАНАЯ ТКАНЬ | 2014 |
|
RU2655158C2 |
| ПОЛИАМИДНАЯ СМОЛА | 2010 |
|
RU2544013C2 |
| ФОРМОВАННЫЕ ИЗДЕЛИЯ ИЗ ПОЛИАМИДНОЙ СМОЛЫ | 2011 |
|
RU2628072C2 |
| КОМПОЗИЦИЯ ПОЛИАМИДНОЙ СМОЛЫ | 2006 |
|
RU2418017C2 |
| СОПОЛИМЕРИЗОВАННАЯ ПОЛИАМИДНАЯ СМОЛА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СМОЛЯНАЯ КОМПОЗИЦИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ СОПОЛИМЕРИЗОВАННОЙ ПОЛИАМИДНОЙ СМОЛЫ ИЛИ СМОЛЯНОЙ КОМПОЗИЦИИ | 2010 |
|
RU2565069C2 |
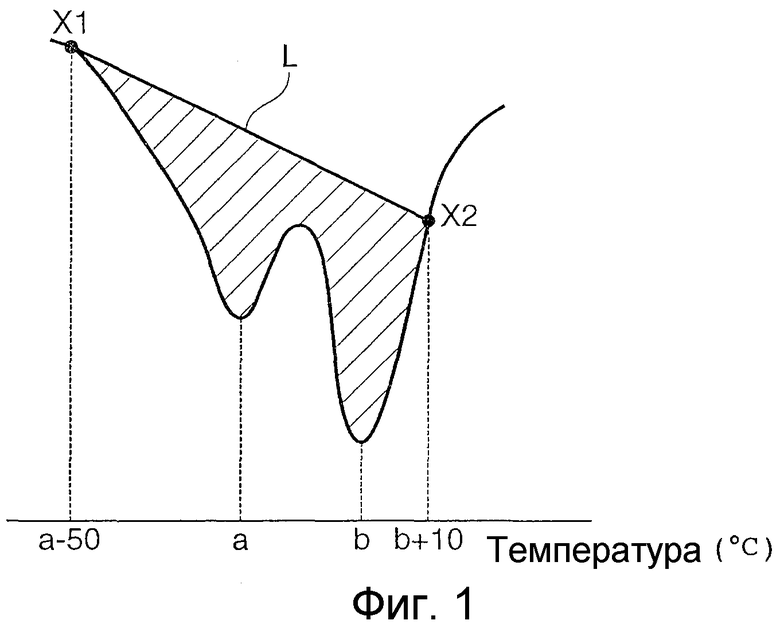
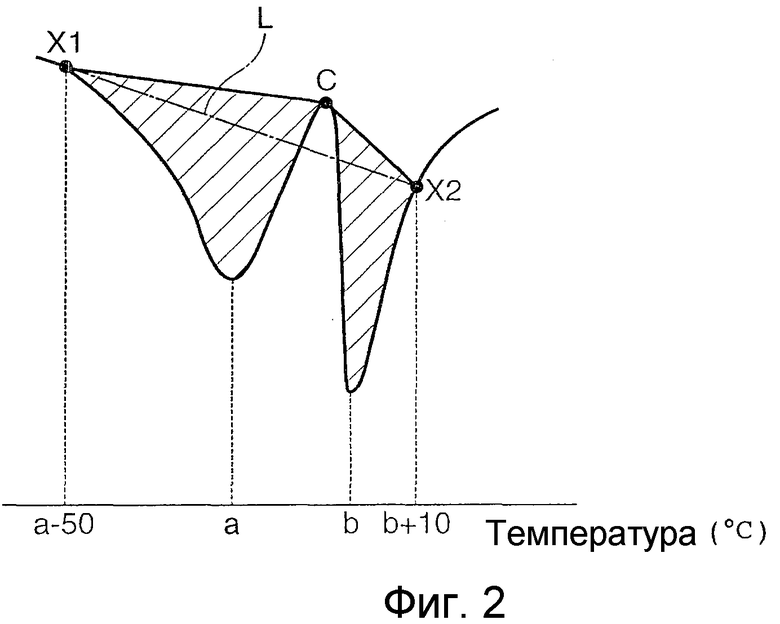
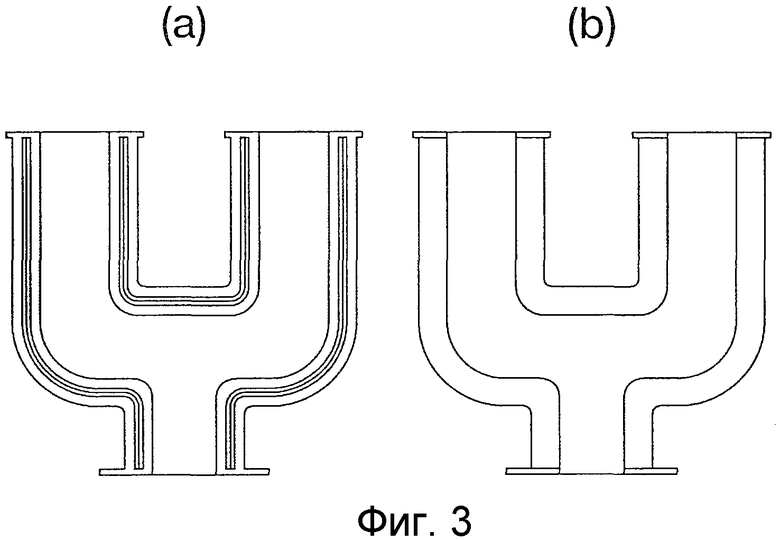
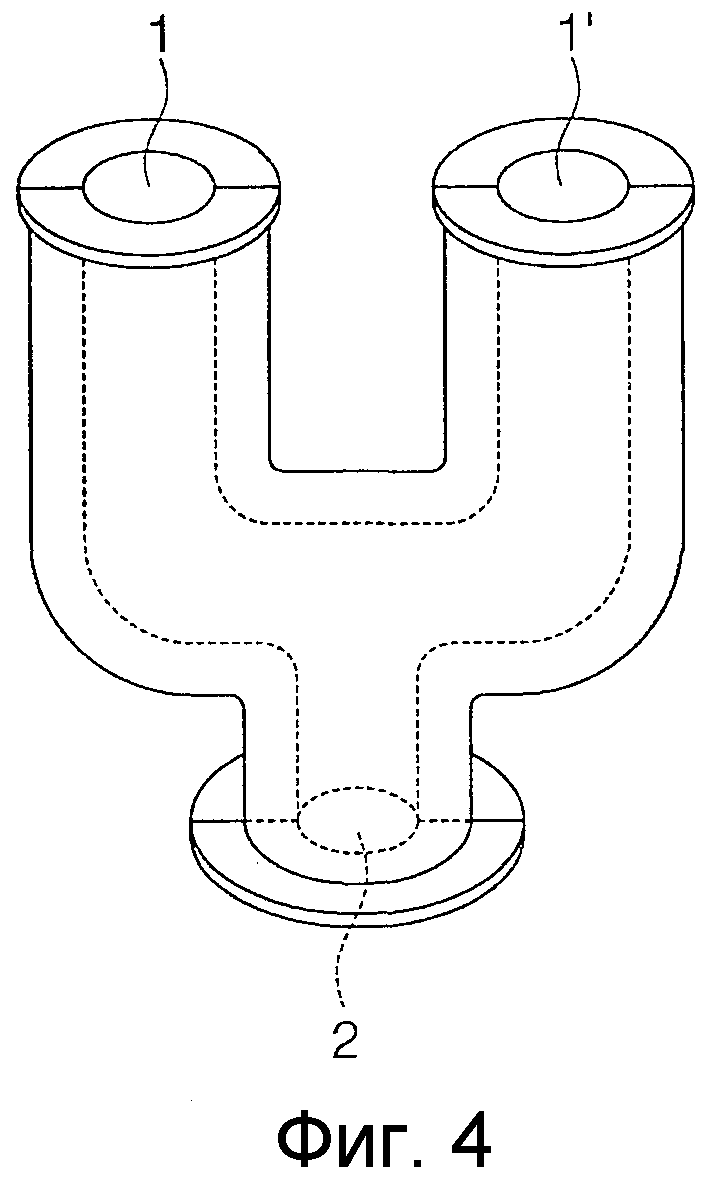
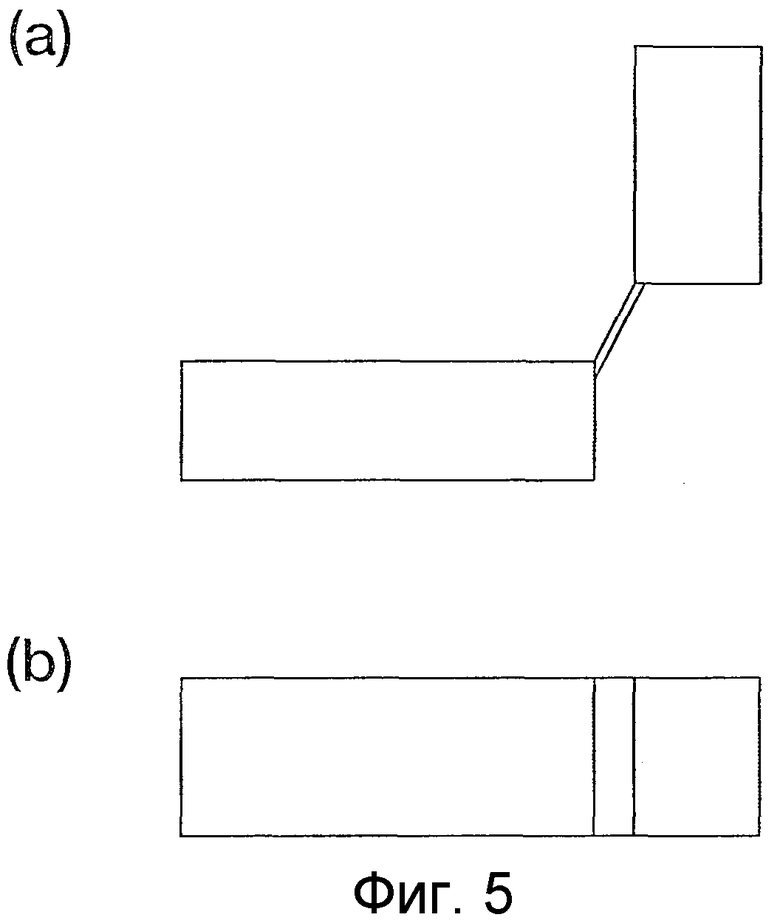
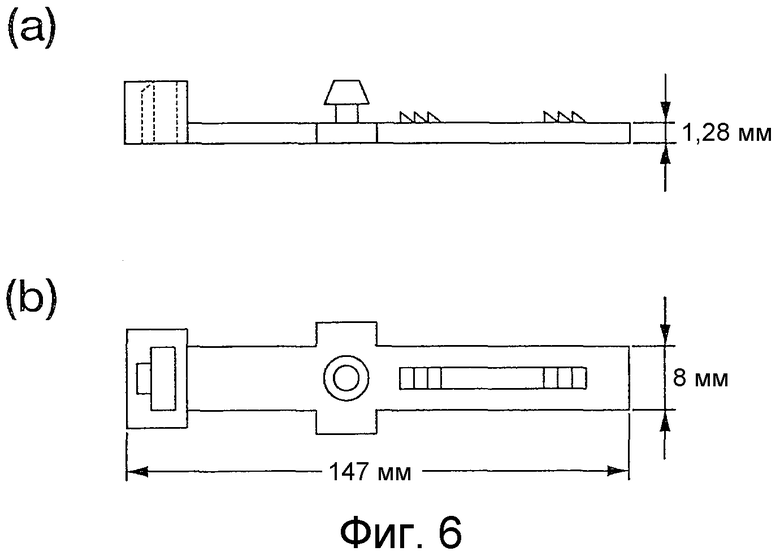
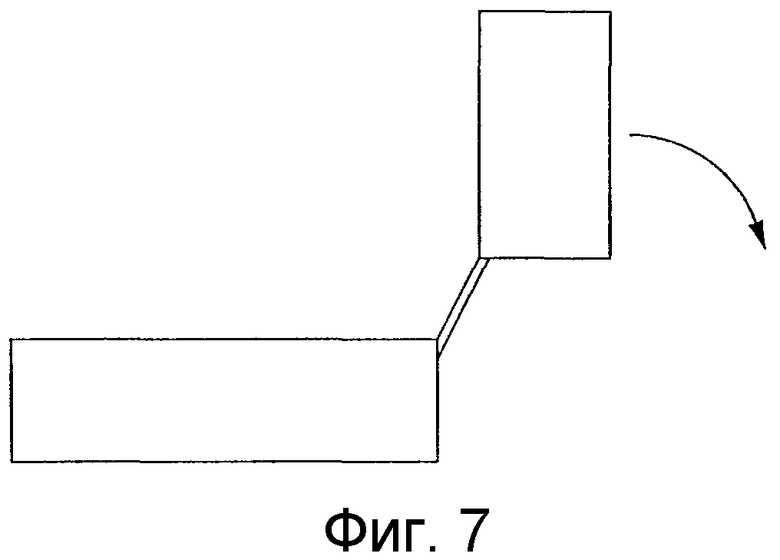
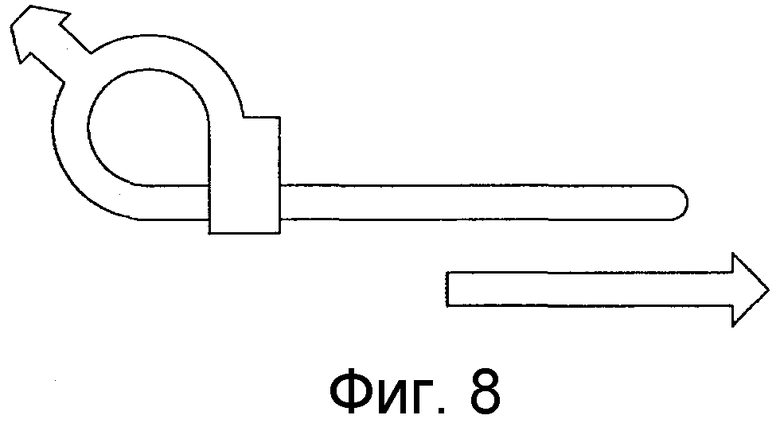
Изобретение относится к вариантам полиамидной смолы в виде гранул, к композиции полиамидной смолы, к формованному изделию, к вариантам шарнирного формованного изделия, к бандажной ленте, к элементарной нити. По первому варианту полиамидная смола содержит составляющие звенья дикарбоновой кислоты, включающие в себя звенья адипиновой кислоты, и составляющие звенья диамина, включающие в себя звенья пентаметилендиамина и звенья гексаметилендиамина. Массовое отношение количества звеньев пентаметилендиамина к количеству звеньев гексаметилендиамина находится в пределах от 95:5 до 5:95. Звенья пентаметилендиамина образованы из пентаметилендиамина, полученного из лизина с использованием лизиндекарбоксилазы, способных продуцировать лизиндекарбоксилазу клеток, или продукта переработки таких клеток. По второму варианту полиамидная смола содержит составляющие звенья диамина при массовом отношение количества звеньев пентаметилендиамина к количеству звеньев гексаметилендиамина в пределах от 95:5 до 60:40. Композиция полиамидной смолы состоит по существу из вышеуказанной полиамидной смолы и неорганического наполнителя. Содержание неорганического наполнителя составляет от 0,01 до 150 частей массовых по отношению к 100 частям массовым полиамидной смолы. Из полиамидной смолы или из композиции полиамидной смолы получают формованное изделие с помощью вибрационной сварки, или шарнирное формованное изделие, или бандажную ленту, или элементарную нить. Шарнирное формованное изделие может быть также выполнено из полиамидной смолы, состоящей из звеньев адипиновой кислоты и звеньев пентаметилендиамина. Изобретение позволяет получить полиамидную смолу с высокой термостойкостью, формованное изделие, имеющее высокую прочность вибрационной сварки, шарнирное формованное изделие и бандажную ленту, имеющие хорошую низкотемпературную прочность, элементарную нить, имеющую хорошую прозрачность. 8 н. и 12 з.п. ф-лы, 6 табл., 8 ил.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| JP 2003292612 A, 15.10.2003 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| JP 2000351897 A, 19.12.2000 | |||
| JP 61229540, A, 13.10.1986 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| AU 2002226475 A8, 16.07.2002. | |||

