Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления гигиенического бумажного изделия, имеющего декоративную структуру и функциональную структуру, а также к установке для такого изготовления и соответствующим гигиеническим бумажным изделиям.
Декоративная структура в контексте настоящего изобретения предусматривает проведение обработки любого типа, которая придает эстетически приятный рисунок гигиеническому изделию. То есть, декоративную структуру наносят на гигиеническое изделие в целях получения орнаментов. Типичным декоративным элементом является отпечаток, по меньшей мере, на одной поверхности гигиенического бумажного изделия.
Функциональные структуры, напротив, служат для улучшения свойств гигиенического бумажного изделия, то есть, функциональная структура может обусловить увеличение толщины, впитывающей способности, объемной мягкости изделия и т.д. Типичным функциональным элементом является тисненый орнамент.
Гигиеническое бумажное изделие может быть изготовлено из тонкой бумаги или нетканого полотна.
Тонкая бумага определяется как мягкая впитывающая бумага, имеющая малый вес 1 м2. В общем случае, вес 1 м2 одного слоя выбирают составляющим 8-30 г/м2, в частности, 10-25 г/м2. Общий вес 1 м2 многослойных изделий из тонкой бумаги предпочтительно составляет максимум 65 г/м2, а более предпочтительно - максимум 50 г/м2. Плотность такой бумаги в типичном случае составляет менее 0,6 г/см3, предпочтительно - менее 0,30 г/см3, а в более предпочтительном варианте находится в диапазоне между 0,08 и 0,20 г/см3.
Изготовление тонкой бумаги отличается от изготовления обычной бумаги исключительно малым весом ее 1 м2 и значительно более высоким ее показателем поглощения энергии растяжения (см. DIN EN 12625-4 и DIN EN 12625-5). Бумага и тонкая бумага также имеют общие различия применительно к модулю упругости, который характеризует свойства диаграммы «напряжение - деформация» этих планарных изделий, как параметр материала.
Высокий показатель поглощения энергии деформации тонкой бумагой является результатом внешнего и внутреннего крепирования. Первое осуществляют посредством сжатия бумажного полотна, прилипающего к сухому цилиндру в результате воздействия крепирующего ракеля, а последнее является результатом разности скоростей между двумя проволочными сетками («тканями»). Это вызывает внутренние разрывы еще влажного, способного к пластической деформации полотна за счет сжатия и сдвига, следствием чего является повышенная растяжимость такого полотна под нагрузкой по сравнению с некрепированной бумагой.
Влажные полотна тонкой бумаги обычно сушат посредством так называемой сушки в агрегате Yankee, сквозной сушки воздухом (ССВ) или способом импульсной сушки.
Волокна, содержащиеся в тонкой бумаге, являются главным образом целлюлозными волокнами, такими, как древесные волокна, получаемые из технической целлюлозы (например, сульфитной и сульфатной крафт-целлюлозы), древесной массы (например, порубочных остатков), термомеханической древесной массы, химико-механической древесной массы и/или химико-термомеханической древесной массы (ХТМДМ). Можно использовать древесные массы, полученные как из твердой древесины (лиственных пород), так и из мягкой древесины (хвойных пород). Волокна также могут представлять собой или включать в себя переработанные волокна, которые могут быть отнесены к любым из вышеупомянутых категорий или ко всем таким категориям. Волокна могут быть обработаны добавками, такими как наполнители, мягчителями, такими как соединения четвертичного аммония, и связующими, такими как обычные вещества, придающие прочность в сухом состоянии, или вещества, придающие прочность во влажном состоянии, используемые для облегчения изготовления обычной бумаги или для коррекции ее свойств. Тонкая бумага также может содержать волокна других типов, например регенерированные целлюлозные волокна или синтетические волокна, повышающие, например, прочность, впитывание, гладкость или мягкость бумаги.
Тонкую бумагу можно переработать в готовое изделие из тонкой бумаги многими способами, например, путем тиснения или наслаивания ее с получением многослойного изделия, сматываемого в рулон или складываемого.
Термин «нетканое» (ISO 9092, DIN EN 29092) применим к широкому ассортименту изделий, которые в смысле их свойств находятся между изделиями из бумаги (см., например, DIN 6730, май 1966) и картона (DIN 6730), с одной стороны, и текстильными изделиями, с другой стороны. В связи с получением нетканых материалов используют большое количество весьма различающихся технологических процессов, таких как соответствующие способам раскладки на воздухе или центробежного плетения, а также способам влажной раскладки. Нетканые материалы также можно назвать текстилеобразными композиционными материалами, представляющими собой гибкие пористые ткани, которые нельзя получить классическими способами переплетения основы и утка или кеттлевки. На практике, нетканые материалы получают путем сплетения, когезионного или адгезионного скрепления волокон или комбинации этих методов. Нетканый материал может быть сформирован из натуральных волокон, таких как волокна целлюлозы или хлопка, но может состоять и из синтетических волокон, таких как волокна полиэтилена (ПЭ), полипропилена (ПП), полиуретана (ПУ), сложного полиэфира или регенерированной целлюлозы, либо из смеси разных волокон. Волокна могут присутствовать, например, в форме бесконечных волокон из заранее изготовленных волокон некоторой конечной длины, когда синтетические волокна производят на месте, или в форме штапельных волокон. Таким образом, нетканые материалы в соответствии с изобретением могут состоять из смесей синтетического и целлюлозного волокнистых материалов, например природных растительных волокон (см. ISO 9092, DIN EN 29092).
Гигиенические или обтирочные изделия включают в себя главным образом любые типы тонкой бумаги, крепированной в сухом состоянии, обычной бумаги, крепированной во влажном состоянии, и целлюлозу или набивку, или все типы нетканых материалов, либо их комбинации, слоистые материалы или их смеси. Типичные свойства этих гигиенических и протирочных изделий включают в себя способность в готовом состоянии поглощать энергию растягивающих напряжений, драпируемость таких изделий, приемлемую гибкость подобно текстильным изделиям, а также свойства, которые часто называют объемной мягкостью, высокой поверхностной мягкостью и высоким удельным объемом с видимой толщиной. Желательны как можно более высокая способность впитывать жидкость и - в зависимости от приложения - приемлемая прочность во влажном и сухом состоянии, а также привлекательный внешний вид наружной поверхности изделия. Эти свойства - среди других - позволяют использовать эти гигиенические и обтирочные изделия, например, в качестве очищающих протирочных средств, таких как бумажные или нетканые протирочные средства, салфетки для очистки ветровых стекол, промышленная ветошь, кухонная бумага и т.д., в качестве санитарных изделий, таких как, например, туалетная бумага, бумажные или нетканые носовые платки, бытовые подстилки, полотенца и т.п., в качестве косметических салфеток, например, для лица, и в качестве прокладок или подгузников, причем только что упомянутые изделия являются лишь некоторыми из тех, в качестве которых возможно их использование. Кроме того, гигиенические и протирочные изделия могут быть сухими, увлажненными, смоченными или предварительно обработанными любым способом. Помимо этого гигиенические и протирочные изделия могут быть складываемыми, прокладываемыми или отдельно размещаемыми, укладываемыми в стопу или сворачиваемыми в рулон, соединяемыми или не соединяемыми любым удобным способом.
В соответствии с вышеуказанным описанием рассматриваемые изделия можно использовать для личного или бытового применения, а также для коммерческого или промышленного применения. Они приспособлены для впитывания жидкостей, могут служить в декоративных целях, для упаковки или даже непосредственно как несущий материал, что обычно бывает в лечебной практике или в больницах. В контексте их широкого ассортимента, гигиенические и протирочные изделия сейчас считаются изделиями повседневного спроса.
Предшествующий уровень техники
Вообще говоря, известно, что гигиенические бумажные изделия содержат функциональную, а также декоративную структуру. В частности, на этих гигиенических бумажных изделиях сначала осуществляют печать, а потом тиснение. На дополнительном этапе, гигиеническое бумажное изделие, которое в типичном случае изготовлено непрерывным, разрезают на отдельные отрезки, желательные для образования одиночного листа, или предусматривают перфорационные отверстия, образующие линию ослабления, которая обеспечивает пользователю возможность отделения одиночного листа от рулона, например рулона туалетной бумаги или рулона кухонных полотенец. Между обработками, а именно печатанием, тиснением и разрезанием или перфорированием, синхронизация обычно не предусматривается. То есть, функциональные или декоративные изменения непрерывного полотна во время переработки зависят от определенных шагов повторения, которые обычно заранее обусловлены используемым оборудованием и поэтому неодинаковы.
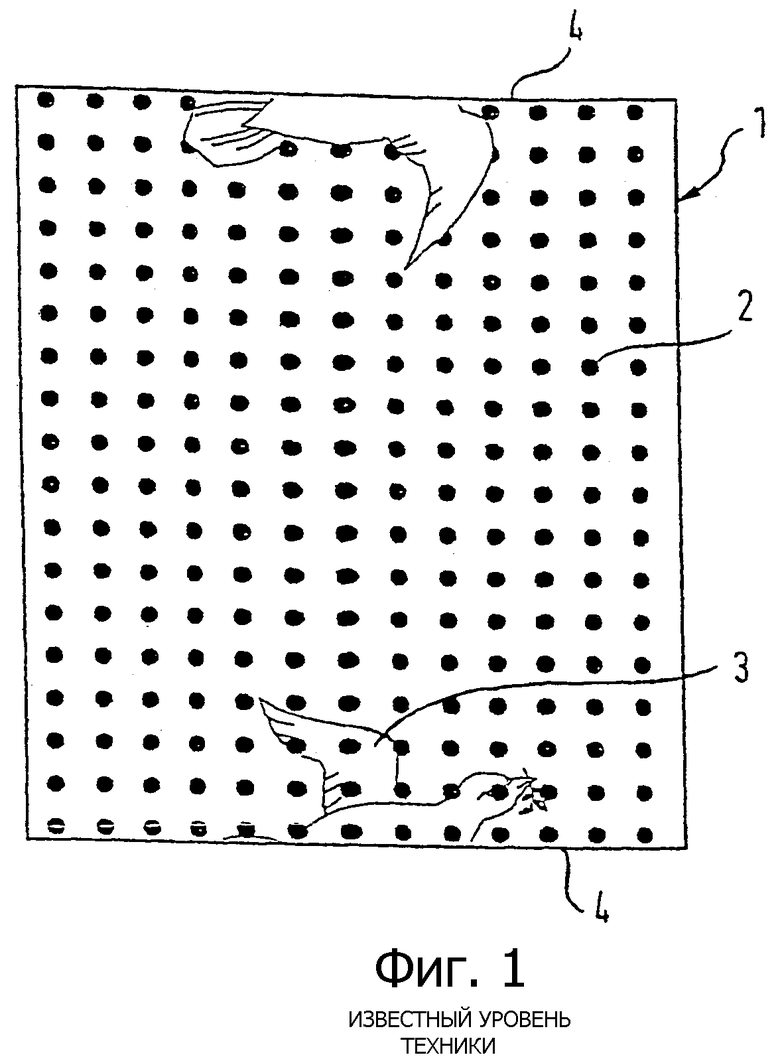
Например, шаг повторения для декорирования печатью может составлять 378 мм, т.е. печатаемый декоративный отрезок составляет 378 мм и повторяется через каждые 378 мм. Вместе с тем, рисунок тиснения повторяется, например, через каждые 30 мм. Следовательно, расположение отпечатка на тисненом орнаменте оказывается разным для каждого одиночного листа, потому что шаги повторения этих обработок не совпадают. То же самое происходит, если отрезок повторения перфорации (длина листа) тоже оказывается отличающимся, то есть, в вышеописанном примере составляет 256 мм. Таким образом, расположение отпечатка и тисненого орнамента оказывается разным на каждом одиночном листе, потому что отрезок повторения перфорации не совпадает с отрезками повторения других аспектов. Как показано на фиг.1, это приводит к нарушению печатаемых рисунков тиснением и перфорационными отверстиями по всему орнаменту. Одиночный лист 1 гигиенического бумажного изделия включает в себя тисненый рисунок 2 и отпечатанный рисунок 3. Кроме того, одиночный лист разрезан или перфорирован вдоль линии 4 отделения. Ввиду того, что шаги повторения этих трех элементов - тисненого орнамента, отпечатков и перфорации - не совпадают, тело отпечатанного животного, например, накладывается на тисненый орнамент и оказывается частично отрезанным или пересеченным, соответственно, линией 4 отделения.
Чтобы улучшить зрительно воспринимаемый внешний вид изделия, в документе ЕР-А-0958112 описана синхронизация или согласование одной из функциональных структур или декоративной структуры с отрезанием или перфорированием. В этом контексте, пространственная взаимосвязь между одним рисунком и линиями окончания (т.е. линиями, которые отделяют один лист от другого посредством либо перфорации или линии ослабления, либо отрезания) задают посредством регулирования либо шага нанесения рисунка, либо шага нанесения перфорации или отрезания, при этом лист транспортируют с постоянной скоростью.
В документе US-А-3594552 описаны система и способ синхронизации сменных одиночных узлов печатной секции друг с другом. Все используемые печатные цилиндры вращаются в унисон, с одной и той же окружной скоростью, и шаги повторения для каждого печатного цилиндра являются одними и теми же. Любой сбой в синхронизации обнаруживается сканером, обнаруживающим контрольную отметку на полотне, где производится печать, а также вращающимся цифровым кодером. Если обнаруживается ошибка, то ее исправляют посредством компенсирующего устройства.
Так, чтобы гарантировать согласование двух рисунков, размер рисунка, т.е. длину в направлении движения полотна (в направлении подачи машины), нужно согласовать с соответствующими процессами. В типичном состоянии известного оборудования, в котором используется комбинация двух валов, длина рисунка печати или тиснения оказывается заранее определенной диаметрами валов, длинами окружностей валов или целым числом длин окружности, соответственно. Например, типичная длина окружности вала печатного пресса составляет 756 мм. Следовательно, длину рисунка, заранее определяемую длиной окружности вала, можно выбрать из значений 756, 378 или 252 и т.д., т.е. длина окружности, деленная на некоторое целое число, будет определять повторяющиеся отрезки. Максимальный повторяющийся отрезок составляет 756. Те же рассуждения применимы к тиснению, при котором гравированный вал для тиснения, выполненный из нержавеющей стали и имеющий некоторый диаметр, определяет максимальный повторяющийся отрезок и приемлемые целые деления. Например, можно использовать гравированный вал для тиснения диаметром 530 мм, имеющий длину окружности 1664 мм.
Теоретически, выбранные повторяющиеся отрезки как для печати, так и для тиснения, должны быть идентичными, чтобы получить согласованное декорирование печатью и тиснением. При вышеупомянутых размерах валов повторение печати через 75,6 мм (10 повторений за оборот) оказалось бы совмещенным и согласованным с повторением тиснения через 75,6 мм (22 повторения за оборот), соответственно. Однако такая теория применима только в случае, если пренебречь некоторыми технологическими параметрами.
В частности, для переработки полотна материала требуется натяжение плотна, которое больше нуля, чтобы можно было тянуть полотно вперед и управлять проводкой полотна. Кроме того, процесс печати, а также процесс тиснения, требует наличия скорости полотна, которая согласована со скоростями поверхностей валов, и предусматривает придание такой скорости. То есть, проскальзывание отсутствует. Кроме того, в рамках процесса печати и тиснения изменяется удлинение полотна. Более того, известные системы управления управляют натяжением полотна таким образом, что изменяется зависимость «напряжение - деформация» в основе полотна. Это - особенно в случае сильно растяжимой ткани - приводит к изменению удлинения при постоянном натяжении полотна. Так, со временем будет привноситься минимальная погрешность и/или разность повторяющихся отрезков или удлинений полотна либо скоростей. Например, после 1000 повторений в вышеупомянутом примере с параметром 75,6 мм, малая разность, составляющая несколько микрометров, будет внесена уже менее чем через две минуты. Фиг.2 схематически иллюстрирует такое рассогласование, которое также называют «уходом рисунка».
Краткое изложение сущности изобретения
Ввиду вышеизложенного техническая задача, заложенная в основу настоящего изобретения, заключается в том, чтобы преодолеть проблемы и теоретические ограничения, характерные для известных технических решений, и разработать способ изготовления гигиенического бумажного изделия, зрительно воспринимаемый внешний вид которого улучшен вследствие согласования декоративной структуры и функциональной структуры, а также разработать установку для осуществления этого способа изготовления и соответствующего гигиенического бумажного изделия.
Техническая задача решается с помощью объекта изобретения, охарактеризованного в независимых пунктах формулы изобретения. Дополнительные варианты осуществления можно уяснить из зависимых пунктов формулы изобретения.
В соответствии с настоящим изобретением способ изготовления гигиенического бумажного изделия включает в себя этапы, на которых подают непрерывное бумажное полотно, перемещают это непрерывное полотно в направлении его продольного протяжения, наносят повторяющуюся декоративную структуру относительно продольного протяжения полотна в качестве первого рисунка на полотно посредством первого вала и наносят повторяющуюся функциональную структуру относительно продольного протяжения полотна в качестве второго рисунка на полотно посредством второго вала. Чтобы совместить первый рисунок со вторым рисунком, то есть сфазировать первый рисунок и второй рисунок относительно друг друга так, чтобы они имели одну и ту же повторяющуюся пространственную взаимосвязь относительно друг друга по всему продольному протяжению непрерывного полотна, осуществляют одновременное управление скоростью повторяющейся поверхности непрерывного полотна и фазированием между первым валом и вторым валом. Иными словами, можно управлять, например, скоростью поверхности непрерывного полотна на первом валу и/или втором валу.
В предпочтительном варианте, процессы печати и тиснения проводят близко друг к другу, при этом либо этап нанесения декоративной структуры, либо этап нанесения функциональной структуры проводят в технологической цепочке после другого из этих этапов в направлении движения полотна. Тот из этих процессов, проводимый в технологической цепочке после другого, настраивают с фиксированной избыточной (например, на 2%) скоростью, а шаги повторения оборудования (повторяющиеся отрезки) обоих процессов, а именно этапа, проводимого в технологической цепочке перед другим, и этапа, проводимого в технологической цепочке после упомянутого, делают отличающимися в фиксированном отношении, согласованном с вышеупомянутой избыточной скоростью и зависящим от нее. То есть, повторяющиеся отрезки, заранее определяемые оборудованием обоих процессов, выбирают так, что в условиях упомянутой избыточной скорости обе нанесенные структуры оказываются согласованными. Регулирование этапа нанесения декоративной структуры с тем, чтобы сфазировать первый рисунок и второй рисунок относительно друг друга по всему продольному протяжению непрерывного полотна, осуществляют за счет фазового сдвига, например, посредством редуктора или сервопривода.
В предпочтительном варианте осуществления, удлинением полотна управляют за счет зоны контакта при подаче на входе и при разгрузке на выходе перед и после этапа нанесения первого рисунка и/или этапа нанесения второго рисунка и релаксацией полотна после того, как оно покидает зону контакта при разгрузке на выходе. В частности, две дополнительные станции с зонами контакта перед одним из упомянутых двух процессов и после него создают определенное и регулируемое удлинение полотна в течение этого процесса и тем самым гарантируют управление скоростью поверхности непрерывного полотна при осуществлении процесса. В предпочтительном варианте приводы на станциях с зонами контакта подключены к первому или второму валу, соответственно. Таким образом, скорость полотна на этих станциях с зонами контакта оказывается одной и той же, а полотно подвергается соответствующему процессу, не изменяя свое натяжение или удлинение. Полотно релаксирует после того, как покидает зону контакта при подаче на входе. За счет этой компоновки на удлиненном полотне можно отпечатать, например, печатаемый рисунок, присутствующий на печатном валу, с повторяющимися отрезками по 200 мм. При удлинении, например, 5%, печатаемый рисунок на полотне будет сокращаться, например, до длины примерно 190 мм после релаксации. Это приводит к регулируемому повторяющемуся отрезку, хотя печатное оборудование и процесс печати как таковые не являются регулируемыми. Следовательно, в контексте упругого удлинения рассматриваемую систему также можно использовать для коррекции базового рассогласования между повторяющимися отрезками печати и любыми другими повторяющимися отрезками, например тиснения, перфорирования и т.д. Типичный диапазон регулирования для изделия из тонкой бумаги будет составлять от 0% до 20%, а в более предпочтительном варианте - от 0% до 10%, а в наиболее предпочтительном варианте - от 0% до 5%. Например, диапазон от 0% до 5% в случае типичного бытового полотенца обеспечит регулирование повторяющихся отрезков в пределах между 0 мм и 12 мм. Посредством управления удлинением полотна в рамках одного этапа по сравнению с другим этапом можно косвенно управлять скоростью поверхности вала на соответствующем этапе или обеспечивать косвенное влияние на эту скорость путем управления скоростью поверхности непрерывного полотна за счет удлинения полотна на соответствующем этапе.
В предпочтительном варианте способ дополнительно включает в себя управление соотношением скоростей между этапом нанесения первого рисунка и этапом нанесения второго рисунка, а также фазированием между этапом нанесения первого рисунка и этапом нанесения второго рисунка посредством органа осуществляемого с обратной связью управления положением непрерывного полотна относительно контрольной точки. Например, датчик, скажем - съемочная камера, обнаруживает контрольную отметку, предпочтительно, отпечатанную на бракуемой части непрерывного полотна, и выдает по обратной связи разность между целевым расстоянием и измеренным расстоянием между двумя отметками. Этот сигнал можно впоследствии использовать для автоматической коррекции соотношения скоростей приводов обоих процессов. Кроме того, этим методом управления с обратной связью можно управлять правильным фазированием между этими двумя процессами. Приемлемые средства управления с обратной связью известны специалисту в данной области техники, так что подробное описание их здесь не требуется.
В предпочтительном варианте, способ дополнительно включает в себя этап, на котором осуществляют повторяющееся перфорирование непрерывного полотна поперек его продольного протяжения и управляют фазированием между этапом перфорирования и этапом, проводимым в технологической цепочке перед этапом перфорирования, если смотреть в направлении движения полотна, посредством датчика, чтобы фазировать перфорационные отверстия с первым рисунком и/или вторым рисунком и за счет этого иметь одну и ту же повторяющуюся пространственную взаимосвязь перфорационных отверстий относительно первого и/или второго рисунка вдоль всего продольного протяжения непрерывного полотна. Этот этап способа обязателен, например, если приходится изготавливать гигиеническое бумажное изделие, которое как конечное изделие оказывается представленным в форме рулона из множества отдельных листов. Такой рулон содержит множество листов, разделенных линиями ослабления, такими, как линии перфорационных отверстий. Например, рулон может иметь общую длину между 10 м и 20 м.
Перфорирование непрерывного полотна предпочтительно фазируют управляемым образом посредством сигнала датчика, описанного выше, как часть управления с обратной связью. Процессы перфорирования и отрезания довольно некритичны применительно к скорости и в типичном случае проводятся с избыточной - на величину от 2% до 30% - скоростью, чтобы достичь явно лучших процессов. Благодаря скоростной гибкости, автоматически управляемое фазирование оказывается достаточным для достижения согласования перфорирования с печатью и/или тиснением.
В предпочтительном варианте осуществления, на этапе нанесения первого рисунка на непрерывном полотне осуществляют печать, тогда как на этапе нанесения второго рисунка на полотне осуществляют тиснение. В частности, печать придает декоративную структуру, а именно рисунок, тогда как тиснение придает функциональную структуру, например, увеличение толщины изделия, впитывающей способности, объемной мягкости и т.д.
Кроме того, во время этапа нанесения первого рисунка на полотно можно наносить функциональное покрытие. Функциональные покрытия могут быть, например, абразивными покрытиями для улучшения способностей полотенец к протирке в сухом состоянии. В случае вышеописанного процесса, пятна функциональных покрытий можно наносить на определенные области поверхности продукта, например только на пики или впадины тисненого изделия.
Установка для изготовления гигиенического бумажного изделия содержит средства для подачи непрерывного бумажного полотна, средства для перемещения этого непрерывного полотна в направлении его продольного протяжения, первый узел для нанесения первого рисунка и повторяющейся декоративной структуры на бумагу, причем первый узел имеет первый вал, второй узел для нанесения второго рисунка в повторяющейся функциональной структуре на бумажное полотно, причем второй узел имеет второй вал. Для фазирования первого рисунка относительно второго рисунка так, чтобы они имели одну и ту же повторяющуюся пространственную взаимосвязь относительно друг друга по всему продольному протяжению непрерывного полотна, установка дополнительно содержит средства для одновременного управления скоростью поверхности непрерывного полотна и фазированием между первым валом и вторым валом.
В предпочтительном варианте, либо первый узел, либо второй узел располагают в технологической цепочке после другого из этих узлов, если смотреть в направлении движения непрерывного полотна, причем оба узла расположены близко друг к другу. Узел, расположенный в технологической цепочке после другого, имеет некоторую фиксированную избыточную (например, на 2%) скорость, причем шаг повторения узла, расположенного в технологической цепочке перед другим, отличается в некотором фиксированном избыточном соотношении, зависящем от упомянутой фиксированной избыточной скорости. То есть, повторяющийся отрезок выбирают или регулируют так, чтобы теоретически гарантировать приведение обоих рисунков в соответствие с учетом разности скоростей поверхностей, возникающей из-за упомянутой избыточной скорости. Чтобы сфазировать первый рисунок и второй рисунок относительно друг друга по всему продольному протяжению непрерывного полотна, установка дополнительно содержит средство фазового сдвига, причем это средство фазового сдвига соединяет приводы упомянутого узла, расположенного в технологической цепочке перед другим, и упомянутого узла, расположенного в технологической цепочке после другого. Средством фазового сдвига может быть редуктор или сервопривод.
В предпочтительном варианте осуществления, установка дополнительно содержит две дополнительные станции с зонами контакта, а именно зоной контакта при подаче на входе перед одним из упомянутых первого или второго узлов и зоной контакта при разгрузке на выходе после упомянутого узла, если смотреть в направлении движения непрерывного полотна, причем это полотно релаксирует после того, как оно покидает зону контакта при разгрузке на выходе. Станции с зонами контакта могут быть образованы конструкцией, обеспечивающей S-образную траекторию и снабженной приводом, а приводы на станциях с зонами контакта могут быть подключены к первому или второму валу, соответственно. За счет этой компоновки можно управлять удлинением полотна в пределах соответствующего узла, перед которым и после которого расположены две станции с зонами контакта, и тем самым косвенно управлять скоростью поверхности непрерывного полотна.
В предпочтительном варианте, установка дополнительно содержит орган осуществляемого с обратной связью управления положением, чтобы с его помощью управлять соотношением скоростей между первым и вторым узлами и/или фазированием между ними.
В предпочтительном варианте, для изготовления гигиенического бумажного изделия в форме рулона, имеющего множество отдельных листов, установка дополнительно содержит узел перфорирования, предназначенный для повторяющегося перфорирования непрерывного полотна поперек его продольного протяжения. Узел перфорирования предусмотрен в технологической цепочке после первого и/или второго узла, если смотреть в направлении движения полотна. Для фазирования между узлом перфорирования и первым и/или вторым узлом, в технологической цепочке перед узлом перфорирования предусмотрен датчик. Этот датчик может быть частью вышеупомянутого средства управления с обратной связью, обнаруживая контрольную отметку, предпочтительно, отпечатанную на бракуемой части непрерывного полотна, и выдавая по обратной связи разность между целевым расстоянием и измеренным расстоянием между двумя отметками. Этот сигнал можно впоследствии использовать для автоматического управления фазированием.
В предпочтительном варианте, первый узел содержит узел печати, имеющий печатный вал, а второй узел содержит узел тиснения, имеющий гравированный вал для тиснения.
В настоящем изобретении также предложено изделие, получаемое вышеупомянутым способом или в вышеупомянутой установке.
Гигиеническое бумажное изделие согласно настоящему изобретению предпочтительно имеет форму непрерывного полотна и содержит относительно этого непрерывного полотна первый рисунок с повторяющейся декоративной структурой и второй рисунок с повторяющейся функциональной структурой. Первый рисунок и/или второй рисунок расположены в повторяющемся и регулируемом положении вдоль продольного протяжения полотна. То есть, соответствующий рисунок повторно располагается в некотором определенном месте на полотне относительно контрольной отметки на этом полотне, например относительно перфорационных отверстий или соответствующего другого рисунка.
Предлагаемое гигиеническое бумажное изделие предпочтительно имеет форму непрерывного полотна, присутствующего в форме рулона, и содержит первый рисунок, имеющий повторяющуюся декоративную структуру относительно продольного направления полотна, и второй рисунок, имеющий повторяющуюся функциональную структуру относительно продольного направления полотна. Это гигиеническое бумажное изделие отличается тем, что первый рисунок и второй рисунок, соответственно, согласованы или фазированы относительно друг друга таким образом, что они имеют одну и ту же повторяющуюся пространственную взаимосвязь относительно друг друга по всему продольному протяжению непрерывного полотна.
Гигиеническое бумажное изделие предпочтительно содержит множество листов, выполненных с возможностью отделения друг от друга посредством перфорационных отверстий, выполненных повторяющимися поперек продольного протяжения полотна, причем эти перфорационные отверстия согласованы или фазированы относительно первого рисунка и/или второго рисунка таким образом, что имеют одну и ту же повторяющуюся пространственную взаимосвязь относительно первого и/или второго рисунка по всему продольному протяжению непрерывного полотна.
Например, первый и второй рисунки могут быть полосами, проходящими поперек продольного протяжения полотна, при этом первый рисунок и второй рисунок не перекрываются.
В альтернативном варианте, первый рисунок может окружать второй рисунок, и наоборот. Например, первый рисунок, по существу, равномерно распределен, по существу, по всей поверхности гигиенического бумажного изделия и оставляет свободное место, занимаемое вторым рисунком.
Перфорационные отверстия преимущественно не пересекают первый рисунок и/или второй рисунок. Если перфорационные отверстия также согласованы с первым и вторым рисунком, то оказывается возможным получение гигиенического бумажного изделия, в котором каждый лист множества листов, отделяемых друг от друга перфорационными отверстиями, имеет один и тот же визуально воспринимаемый внешний вид.
В предпочтительном варианте осуществления, первый рисунок является отпечатанным рисунком, а второй рисунок является тисненым рисунком.
Настоящее изобретение обеспечивает большую гибкость применительно к визуально воспринимаемому орнаменту гигиенических бумажных изделий. С помощью настоящего изобретения можно согласовывать различные обработки или рисунки таким образом, что при этом можно получать гигиеническое бумажное изделие, которое имеет улучшенный визуально воспринимаемый внешний вид, а также можно придать типичному желаемому изделию характеристики и свойства и при этом обеспечить его простое изготовление.
Краткое описание чертежей
Настоящее изобретение описано на примерах со ссылками на прилагаемые чертежи предпочтительных конкретных вариантов осуществления, и на этих чертежах одинаковые детали обозначены одинаковыми позициями.
На фиг.1 показан одиночный лист гигиенического бумажного изделия, соответствующий известному уровню техники.
На фиг.2 показано проявление «ухода» рисунков в непрерывном полотне согласно известному уровню техники.
На фиг.3 представлено схематическое изображение предпочтительного варианта осуществления установки, соответствующей настоящему изобретению, имеющей узел печати и узел тиснения.
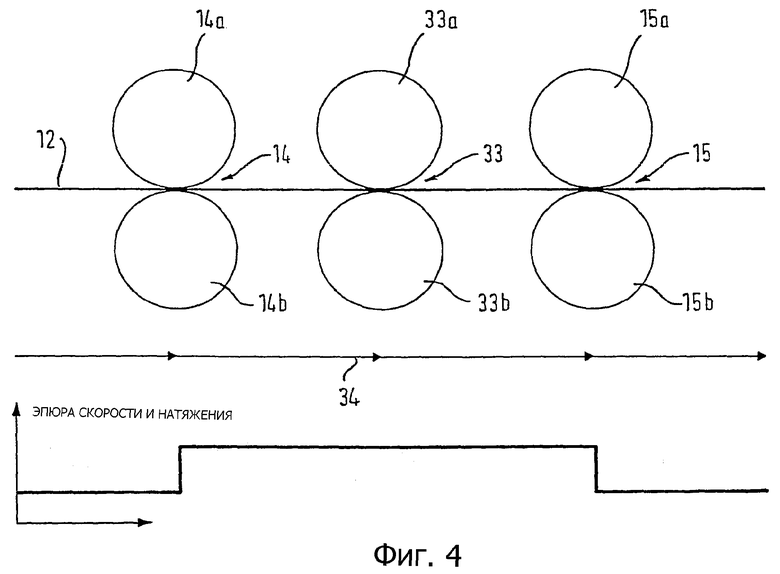
На фиг.4 представлено схематическое изображение узла предлагаемой установки, имеющего зону контакта при подаче на входе и зону контакта при разгрузке на выходе, при этом также показана эпюра скорости и натяжения.
На фиг.5 представлен возможный вариант осуществления одиночного листа гигиенического бумажного изделия, соответствующего настоящему изобретению.
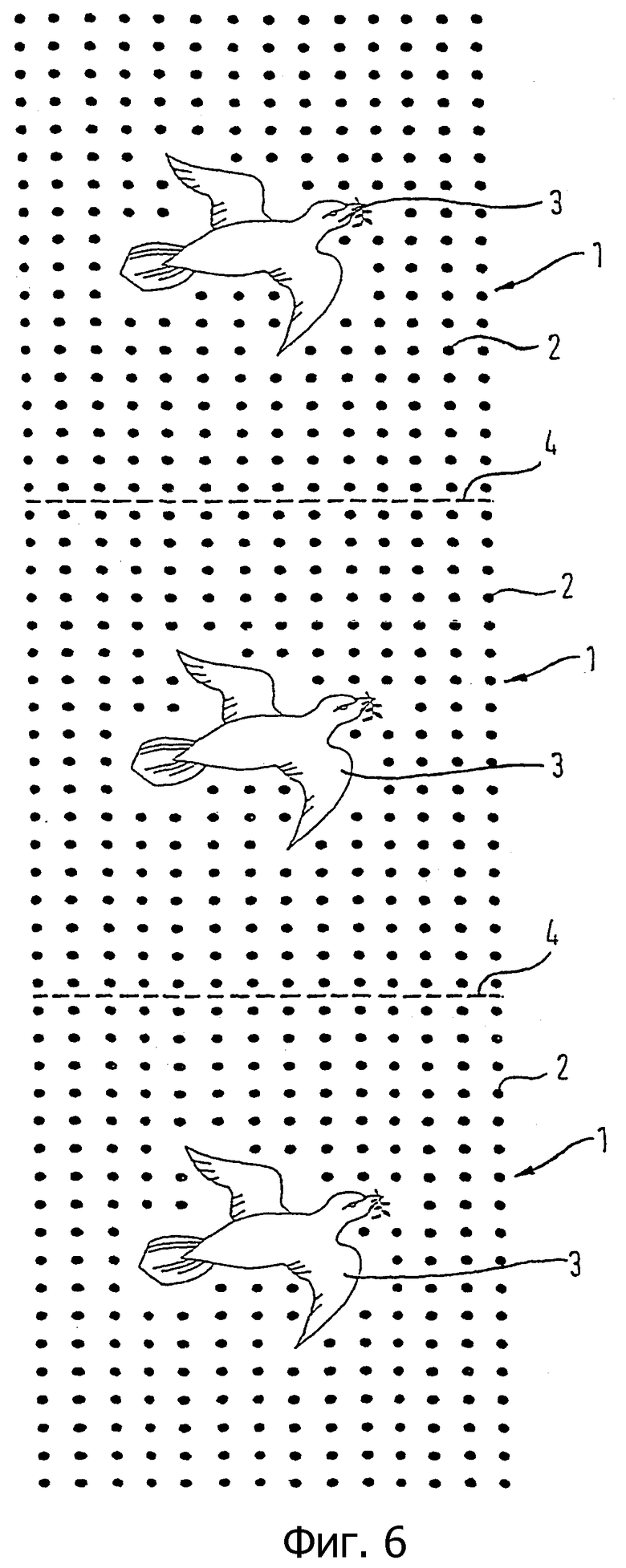
На фиг.6 показан вариант осуществления гигиенического бумажного изделия, соответствующего настоящему изобретению, в форме непрерывного полотна, содержащего множество листов, отделяемых друг от друга посредством перфорационных отверстий.
Подробное описание изобретения
На фиг.3 представлено схематическое изображение предпочтительного варианта осуществления установки, соответствующей настоящему изобретению. Установка содержит узел 10 размотки для подачи непрерывного бумажного полотна на соответствующий этап изготовления. В узле 10 размотки разматывается разматываемый рулон 11, и с него осуществляется подача материала в форме непрерывного бумажного полотна 12 в соответствующий узел. Разматываемый рулон это большой рулон бумаги, перерабатываемой в многочисленные отдельные гигиенические изделия в форме листов или рулонов. Разные разматываемые рулоны обладают разными свойствами, которые влияют на транспортировку листов через установку. Например, величина растяжения в листе, когда тот проходит через установку, часто претерпевает значительные изменения между разматываемыми рулонами. Когда эти свойства изменяются, то же самое происходит и с согласованием первого рисунка со вторым рисунком и/или с перфорацией. Однако с помощью установки, соответствующей настоящему изобретению, можно избежать этой проблемы.
В показанном примере непрерывное полотно сначала транспортируется в узел 13 печати. До узла печати, т.е. в технологической цепочке перед узлом печати, если смотреть в направлении движения полотна через установку, предусмотрена зона 14 контакта при подаче на входе, выполненная в форме конструкции, обеспечивающей S-образную траекторию, и образованная двумя валиками 14а, 14b. Вне узла 13 печати, т.е. в технологической цепочке после узла печати, находится зона 15 контакта при разгрузке на выходе, выполненная в форме конструкции, обеспечивающей S-образную траекторию, и образованная двумя валиками 15а, 15b. Узел печати расположен между зоной 14 контакта при подаче на входе и зоной 15 контакта при разгрузке на выходе и содержит четыре печатных цилиндра 16, 17, 18 и 19 и один прижимной вал 20 для всех четырех печатных цилиндров. Как будет очевидно, узел печати 13 является узлом четырехцветной печати и поэтому содержит четыре печатных цилиндра. Вместе с тем, возможны также другие традиционные компоновки узла печати и другое количество цветов, что очевидно для специалиста в данной области техники. На чертеже показано, что непрерывное полотно транспортируется от узла 10 размотки к узлу 13 печати, то есть, как показано на чертеже, непрерывное полотно 12 движется слева направо. Следовательно, если смотреть в направлении движения непрерывного полотна 12, зона 14 контакта при подаче на входе находится в технологической цепочке перед узлом печати, а зона 15 контакта при разгрузке на выходе находится в технологической цепочке после узла печати.
Покинув зону 15 контакта при разгрузке на выходе, полотно транспортируется в узел 21 тиснения. Узел 21 тиснения содержит гравированный вал 22 для тиснения и соответствующий прижимной вал 23. В технологической цепочке перед гравированным цилиндром 22 для тиснения, если смотреть в направлении движения полотна 12, находится датчик 24, который является частью средства управления с обратной связью (не показан). Этот датчик 24 выполнен с возможностью обнаружения контрольной отметки, отпечатанной на бумажном полотне, предпочтительно - с помощью узла 13 печати, а более предпочтительно - на бракуемой части полотна 12, которую на более позднем этапе отрезают для придания полотну нужной формы. Средство управления с обратной связью вычисляет разность между целевым расстоянием и измеренным расстоянием между двумя контрольными отметками на бумажном полотне 12. На основании этого сигнала регулируют, если это потребуется, соотношение скоростей привода печатных цилиндров 16, 17, 18, 19 и гравированного цилиндра 22 для тиснения, чтобы скорректировать любые отклонения. Кроме того, приводы гравированного цилиндра 22 для тиснения и печатных цилиндров 16, 17, 18, 19 соединены посредством редуктора или сервопривода, действующего по принципу «ведущий - ведомый».
Как становится очевидно, узел 21 тиснения содержит второй гравированный вал 25 для тиснения и второй прижимной вал 26. Например, второе непрерывное полотно 27, подлежащее тиснению, можно подавать в узел тиснения, а затем наслаивать на первое непрерывное полотно 12, чтобы обеспечить изготовление многослойного бумажного изделия. Естественно, что можно использовать альтернативные компоновки узла тиснения, хорошо известные специалисту в данной области техники.
После тиснения бумажное полотно транспортируется в узел 28 перфорирования, содержащий перфорационный вал 29 и прижимной вал 30. Перед узлом 28 перфорирования может быть расположена дополнительная станция 31 с зоной контакта, содержащая два валика 31а и 31b. После осуществления перфорирования, непрерывное полотно 12 или, в случае, если происходит наслаивание двух полотен, многослойное полотно 27 перематывают с помощью узла 32 перемотки. Таким образом, можно обеспечить конечное изделие в форме рулона, например, такого как рулоны туалетной бумаги или рулоны кухонных полотенец. В альтернативном варианте, вместо узла перфорирования можно предусмотреть узел отрезания. В этом случае конечное изделие имеет форму одиночного листа, например, такого как подгузники.
Обращаясь теперь к фиг.4, отмечаем, что здесь схематически показана компоновка зоны 14 контакта при подаче на входе и зоны 15 контакта при разгрузке на выходе, между которыми заключена только одна зона 33 печатного контакта. Зона 33 печатного контакта ограничена печатным валом 33а и прижимным валом 33b. Приводы всех трех зон 14, 15 и 33 контакта связаны друг с другом, а скорости полотна на этих станциях с зонами контакта идентичны, так что полотно проходит по процессу без изменения натяжения или удлинения полотна. После выхода из зоны 15 контакта при разгрузке на выходе полотно релаксирует.
Как можно заметить из соответствующей эпюры скорости и натяжения, показанной на фиг.4, на удлиненном полотне можно отпечатать печатаемый орнамент, имеющий, например, повторяющиеся отрезки по 200 мм на печатных цилиндрах. Полотно претерпевает удлинение между зоной контакта при подаче на входе и зоной контакта при разгрузке на выходе и, покинув зону контакта при разгрузке на выходе, снова релаксирует. При удлинении 5% печатаемый орнамент, повторяющийся через 200 мм, который печатают на удлиненное полотно, будет сокращаться примерно до 190 мм на полотне, когда оно покинет зону 15 контакта при разгрузке на выходе. Таким образом, в контексте упругого удлинения, систему также можно использовать для коррекции базового рассогласования между повторяющимися отрезками печати и любыми другими повторяющимися отрезками, такими как в предпочтительном варианте осуществления, предусматривающем тиснение и/или перфорирование. Типичный диапазон регулирования для изделия из тонкой бумаги будет находиться между 0% и 20%. В качестве примера отметим, что диапазон от 0% до 5% для типичного бытового полотенца обеспечит регулирование повторяющегося отрезка на величину, находящуюся в диапазоне между 0 мм и 12 мм. Удлинение полотна 12 регулируют с помощью приводов соответствующих станций с зонами контакта. Стрелка 34 указывает направление движения полотна 12.
На фиг.5 показан один лист гигиенического бумажного изделия в форме непрерывного полотна, предназначенного для сматывания в рулон, или гигиенического бумажного изделия, которое как таковое и представляет собой этот лист. Лист 1 содержит функциональный тисненый рисунок 2 и декоративный отпечатанный рисунок 3. Как становится очевидно из фиг.5, рисунок 2 и рисунок 3 совмещены, то есть оба рисунка согласованы или фазированы относительно друг друга. Кроме того, лист отделен путем отрезания по линии 4 отделения, на которой предусмотрены перфорационные отверстия. Следовательно, настоящее изобретение гарантирует повторяющееся изготовление листов, которые имеют тисненый рисунок 2 и отпечатанный рисунок 3, фазированные относительно друг друга таким образом, что можно изготовить множество листов, имеющих повторяющуюся одну и ту же пространственную взаимосвязь рисунков относительно друг друга. В частности, настоящее изобретение гарантирует изготовление гигиенических бумажных изделий в форме рулона, содержащего множество листов, отделенных друг от друга перфорационными отверстиями 4, расположенными поперек продольного протяжения полотна, образующего рулон, причем каждый лист имеет одну и ту же пространственную взаимосвязь между тисненым рисунком 2 и отпечатанным рисунком 3, и при этом перфорационные отверстия выполнены такими, что эти рисунки 2 и 3, повторяясь, имеют одну и ту же пространственную взаимосвязь на поверхности одного листа.
Вышеупомянутое пояснение становится еще очевиднее из фиг.6.
Теперь будет приведено более подробное описание работы установки, соответствующей настоящему изобретению. Как становится очевидным из фиг.3, процессы печати и тиснения осуществляются близко друг к другу. Как упоминалось выше, приводы узла печати, а также узла тиснения соединены посредством фазосдвигающего редуктора или с помощью электронного устройства через посредство сервоприводов, действующих по принципу «ведущий - ведомый». Процесс тиснения настроен на работу с фиксированной избыточной, например, на 2%, скоростью. То есть, скорость поверхности гравированного вала 22 для тиснения и прижимного вала 23 согласована с упомянутой фиксированной избыточной скоростью. Кроме того, повторяемые оборудованием рисунки, предусматриваемые обоими процессами, то есть повторяемый отрезок в процессе печати и повторяемый отрезок в процессе тиснения, отличаются в некотором фиксированном соотношении, установленном в соответствии с вышеупомянутой избыточной скоростью. Иными словами, повторение отпечатка не совпадает с повторением тисненого орнамента, но шаг повторения в обоих случаях отрегулирован в соответствии с избыточной скоростью поверхности соответствующих валов. Помимо этого регулирование печати в соответствии с рисунком тиснения осуществляют за счет фазового сдвига посредством редуктора или сервопривода.
Фиксированное соотношение скоростей имеет место одновременно с фиксированным натяжением полотна, причем последнее не регулируется. Однако разные технические характеристики изделий и разные исходные материалы, вводимые посредством разматываемого рулона 11, требуют разных натяжений полотна для достижения оптимального качества изделий и безотказной работы. Кроме того, упомянутое фиксированное соотношение также определяет разность повторяющихся отрезков между печатью и тиснением, как упоминалось выше. Как бы то ни было, любая погрешность в повторяющемся отрезке приведет к «уходящим» рисункам, показанным на фиг.2. Поскольку трудно определить отрезки повторения в типичном узле, где тиснение осуществляется со стали на резину, в соответствии с настоящим изобретением осуществляют дополнительное регулирование посредством двух дополнительных станций 14 и 15 с зонами контакта, расположенных перед оборудованием для процесса печати и после такого оборудования. Как становится очевидно из фиг.3, непрерывное бумажное полотно подается в узел 13 печати и попадает в зону 14 контакта при подаче на входе, проходит через зоны печатного контакта, ограниченные печатными цилиндрами 16, 17, 18 и 19 и прижимным валом 20, а затем покидает узел 13 печати через зону 15 контакта при разгрузке на выходе. В промежутке между этими двумя зонами 14 и 15 контакта можно управлять удлинениями полотна с тем, чтобы регулировать повторяющиеся отрезки в процессах печати и тиснения. Фактически, как упоминалось выше, путем удлинения полотна 12 в рамках процесса печати можно регулировать повторяющийся отрезок печати, не регулируя фактический повторяющийся отрезок, заранее определенный оборудованием, а именно длиной окружности печатных валов и соответствующим выбором повторяющихся отрезков. Например, печатаемый орнамент с отрезками по 200 мм на печатных клише, то есть повторяющимися отрезками, заранее определенными оборудованием, можно печатать на удлиненном полотне при удлинении полотна, составляющем 5% по сравнению с его нерастянутым состоянием, таким образом, что печатаемый орнамент будет уменьшаться до примерно 190 мм на полотне после релаксации, то есть после того, как полотно 12 покинет зону 15 контакта при разгрузке на выходе. Удлинение полотна регулируется соединенными друг с другом приводами станций 14, 15 и 33 с зонами контакта.
Кроме того, во время процесса печати на бумажном полотне через заранее определенный промежуток печатаются контрольные отметки. Датчик 24 обнаруживает эти контрольные отметки, а средство управления с обратной связью сравнивает целевой промежуток с измеренным расстоянием между двумя контрольными отметками. На основании этого сигнала происходит автоматическая коррекция соотношений скоростей, гарантирующая желаемое фазирование между двумя рисунками. Посредством этого средства управления с обратной связью можно проводить автоматическую коррекцию и автоматическое управление с целью достижения правильного удлинения полотна при печати и тиснении, а также фазирования между печатью и тиснением.
Кроме того, вышеупомянутый сигнал датчика фазирует перфорирование тонкого бумажного полотна и управляет этим перфорированием. Процессы перфорирования и отрезания довольно некритичны применительно к скорости, причем типичные системы работают с избыточной, на величину от 2% до 20%, скоростью, чтобы достичь явно лучших процессов. Благодаря этой скоростной гибкости автоматически управляемое фазирование оказывается достаточным для достижения согласования перфорирования с печатью и/или тиснением. То есть, благодаря сигналу, принимаемому из датчика и органа управления с обратной связью, регулирование скорости узла перфорирования оказывается простым, обеспечивая согласование с печатью и/или тиснением.
Хотя настоящее изобретение описано применительно к предпочтительным вариантам его осуществления, специалисту в данной области техники будет ясно, что в рамках объема притязаний изобретения, охарактеризованного в прилагаемой формуле изобретения, можно провести различные изменения.


Изобретение относится к гигиеническому бумажному изделию и способу его изготовления, а также к установке для осуществления данного способа. Способ изготовления гигиенического бумажного изделия включает в себя этапы, на которых подают непрерывное бумажное полотно и перемещают это непрерывное полотно в направлении его продольного протяжения. Наносят на полотно повторяющуюся декоративную структуру относительно продольного протяжения полотна в качестве первого рисунка посредством первого вала. Наносят на полотно повторяющуюся функциональную структуру относительно продольного протяжения полотна в качестве второго рисунка посредством второго вала. Осуществляют одновременное управление скоростью повторяющейся поверхности непрерывного полотна и фазированием между первым валом и вторым валом, чтобы сфазировать первый рисунок и второй рисунок относительно друг друга с получением одной и той же повторяющейся пространственной взаимосвязи друг с другом по всему продольному протяжению непрерывного полотна. При этом удлинением полотна управляют за счет зоны контакта при подаче на входе и зоны контакта при разгрузке на выходе перед и после этапа нанесения первого рисунка и/или этапа нанесения второго рисунка и релаксацией полотна после того, как оно покидает зону контакта при разгрузке на выходе. Предложенное изобретение обеспечивает получение изделия с улучшенным внешним видом, вследствие согласования декоративной и функциональной структуры. 4 н. и 16 з.п. ф-лы, 6 ил.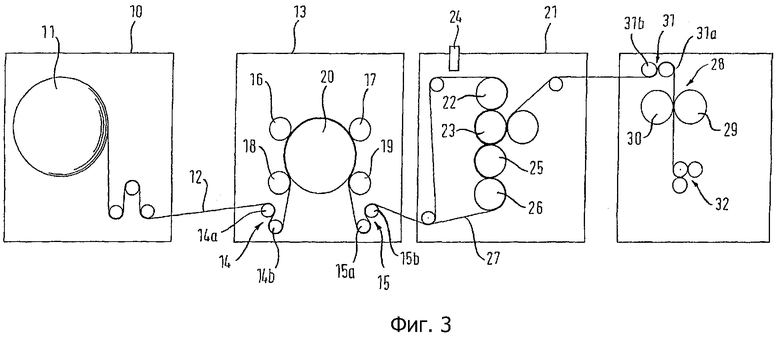
| ЕР 1304215 A1, 23.04.2003 | |||
| WO 9938679 A, 05.08.1999 | |||
| US 5802974 A, 08.09.1998 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИДАЗЫ | 1991 |
|
RU2036649C1 |

