Область техники, к которой относится изобретение
Один аспект изобретения относится к гибридному многослойному санитарно-гигиеническому бумажному изделию. Другой аспект изобретения относится к способу изготовления гибридного многослойного санитарно-гигиенического бумажного изделия. Такое гибридное многослойное санитарно-гигиеническое бумажное изделие находит применение, в частности, но не исключительно, в производстве санитарно-гигиенической бумаги. Санитарно-гигиеническую бумагу можно использовать для санитарных и бытовых целей. Например, полотно санитарно-гигиенической бумаги наматывают на сердцевину с целью изготовления бумажного полотенца, рулонов туалетной бумаги, рулонов тонкой бумаги для косметических салфеток, туалетной бумаги, обтирочной бумаги или рулонов бумажных полотенец. В другом примере, полотно санитарно-гигиенической бумаги складывают с целью изготовления косметических салфеток, бумажных носовых платков или туалетной бумаги.
Уровень техники
Термин «санитарно-гигиеническое бумажное изделие» в нижеследующем тексте относится к впитывающей бумаге на основе целлюлозной ваты, которую в этой области техники называют также листом основы санитарно-гигиенической бумаги. Типичная впитывающая бумага имеет низкую массу одного квадратного метра, находящуюся в диапазоне от 10 до 45 г/м2.
Санитарно-гигиеническую бумагу можно изготавливать из волокон бумаги в соответствии со способом изготовления посредством обычного влажного прессования (CWP) или способом изготовления посредством сквозной сушки воздухом (TAD) или любым альтернативны способом изготовления (например, посредством усовершенствованной системы формования бумаги (ATMOS) компании Voith или оборудования для энергоэффективной технологически усовершенствованной сушки (eTAD) компании Georgia Pacific). Волокна бумаги можно изготавливать из сырья на основе древесноволокнистой массы первичного помола или макулатурного сырья.
Способ изготовления посредством CWP включает в себя этапы, на которых:
- прессуют и сушат влажные волокна бумаги как лист большого диаметра с помощью нагретого цилиндра (называемого также американским сушильным барабаном), а
- затем отделяют и крепируют лист из высушенных волокон бумаги посредством металлического ножа, прикладываемого к упомянутому цилиндру, поперек направления его вращения.
Операция крепирования создает неровности в листе поперек направления движения. Операция крепирования увеличивает толщину листа, а также придает листу упругость и свойства мягкости на ощупь.
Способ изготовления посредством TAD включает в себя этапы, на которых:
- формуют лист из влажных волокон бумаги на ткани, а
- затем сушат лист, по меньшей мере - частично, посредством пропускания через него тока ил горячего воздуха.
После этого высушенный лист можно крепировать.
Сразу же после изготовления санитарно-гигиенической бумаги необходима особая технологическая операция, называемая операцией переработки, для формирования конечного изделия (т.е. бумажного полотенца, рулонов туалетной бумаги, туалетной бумаги, обтирочной бумаги, рулонов бумажных полотенец, бумажных носовых платков, и т.д. ). Во время операции переработки несколько таких листов, называемых также слоями, можно объединять для формирования упомянутого конечного изделия.
Можно объединять несколько слоев друг с другом, чтобы придать листу конкретные свойства, такие, как толщина, мягкость и пухлость.
Несколько слоев можно объединять друг с другом посредством операции объединения, имеющей химическую природу (например, посредством склеивания) или механическую природу (например, посредством накатывания или тиснения), или посредством комбинации этих операций. Во время склеивания наносят пленку клея на часть поверхности одного из слоев или всю эту поверхность, после чего обработанную клеем поверхность вводят в контакт с поверхностью, по меньшей мере, одного другого слоя. Во время механического объединения слои можно объединять посредством накатывания или посредством сжатия или посредством тиснения. Тиснение - это деформация одного слоя или нескольких слоев по толщине. Она приводит к получению слоя, имеющего конкретный рельеф или отпечаток. После тиснения толщина слоя или нескольких слоев увеличивается по сравнению с его или их исходной толщиной.
В документе US 7497923 описаны многослойные изделия из тонкой бумаги, создающие более сильное осязательное ощущение и обладающие упругостью на ощупь. Тонкие бумаги могут иметь утолщенный средний слой пониженной плотности. Тонкие бумаги могут служить аппликаторами для химических веществ, высвобождаемых во время использования тонкой бумаги. Предложена тонкая бумага, создающая у потребителя более сильное осязательное впечатление и обладающая повышенной упругостью и большой пухлостью. В одном варианте осуществления желательна многослойная структура, имеющая, по меньшей мере, три слоя. Средний или промежуточный слой имеет увеличенную толщину и повышенную пухлость. В общем случае внешние слои тонкой бумаги являются гладкими и приятными на ощупь для потребителя.
Существует потребность в улучшении параметров толщины, мягкости, пухлости, впитывающей способности и прочности многослойных изделий из тонкой бумаги. Кроме того, ее следует получать с использованием меньшей массы волокон бумаги, что приводит к положительным экономическим и экологическим аспектам.
Краткое изложение существа изобретения
Задача изобретения состоит в том, чтобы предложить гибридное многослойное санитарно-гигиеническое бумажное изделие, которое преодолевает недостатки известных многослойных санитарно-гигиенических бумажных изделий, а в частности - разработать изделие, которое толще, чем известные многослойные санитарно-гигиенические бумажные изделия при меньшем, а по крайней мере - таком же весе, и предусматривает использование меньшей массы волокон бумаги.
Согласно одному аспекту предложено гибридное многослойное санитарно-гигиеническое бумажное изделие, содержащее, по меньшей мере, три слоя, состоящих из листа основы санитарно-гигиенической бумаги, при этом:
- по меньшей мере, один слой представляет собой структурированный слой, полученный способом изготовления, предусматривающим структурирование, причем структурированный слой содержит структурированную заднюю поверхность;
- по меньшей мере, другой слой представляет собой слой влажного прессования, полученный способом изготовления посредством влажного прессования;
при этом структурированный слой расположен и ориентирован относительно упомянутых, по меньшей мере, двух других слоев так, что структурированная задняя поверхность структурированного слоя обращена к упомянутым, по меньшей мере, двум другим слоям, ослабляя эффект двусторонности, связанный со структурированной задней поверхностью.
Первый слой влажного прессования может содержать рисунок первой микроструктуры с первыми выпуклостями.
Второй слой влажного прессования может содержать рисунок второй микроструктуры со вторыми выпуклостями.
Рисунки микроструктур могут содержать выпуклости, по существу, с одинаковыми высотами.
Рисунки микроструктур могут содержать комбинацию выпуклостей с первой высотой и выпуклостей со второй высотой.
Вторая высота может быть приблизительно в 1-2 раза больше, чем первая высота.
Выпуклости рисунков микроструктур могут быть выбраны среди группы рисунков микроструктур, содержащей рифление, складки, волнообразные профили, микротиснения в виде пирамид или конусов, микротиснения в виде усеченных пирамид или усеченных конусов.
Слои влажного прессования могут быть скреплены друг с другом в соответствии с процессом изготовления вкладываемых плоских внутренних слоев.
Слой сквозной сушки воздухом может дополнительно содержать временно влажное упрочняющее химическое вещество.
Слой влажного прессования может дополнительно содержать временно влажное упрочняющее химическое вещество.
Структурированный слой может быть слоем, полученным посредством сквозной сушки воздухом (TAD), или с помощью усовершенствованной системы формования бумаги (ATMOS), или способа изготовления посредством оборудования для энергоэффективной технологически усовершенствованной сушки (eTAD), а слой влажного прессования может быть обычным слоем влажного прессования, который получен способом изготовления посредством обычного влажного прессования (CWP).
Согласно другому аспекту предложен способ изготовления гибридного многослойного санитарно-гигиенического изделия, содержащего, по меньшей мере, три слоя, состоящих из листа основы санитарно-гигиенической бумаги, причем способ изготовления заключается в том, что:
- изготавливают, по меньшей мере, один слой в качестве структурированного слоя, полученного способом изготовления, предусматривающим структурирование, причем структурированный слой содержит структурированную заднюю поверхность;
- изготавливают, по меньшей мере, другой слой в качестве слоя влажного прессования, полученного способом изготовления посредством влажного прессования;
при этом способ изготовления дополнительно предусматривает расположение и ориентацию структурированного слоя относительно упомянутых, по меньшей мере, двух других слоев так, что структурированная задняя поверхность структурированных слоев обращена к упомянутым, по меньшей мере, двум другим слоям, ослабляя эффект двусторонности, связанный со структурированной задней поверхностью.
Согласно дополнительному аспекту предложен рулон листового материала, представляющий собой гибридное многослойное санитарно-гигиеническое изделие согласно изобретению, намотанное на сердцевину.
Согласно еще одному дополнительному аспекту предложен сложенный листовой материал, представляющий собой гибридное многослойное санитарно-гигиеническое изделие согласно изобретению, разрезанное и сложенное в упаковку.
Согласно еще одному дополнительному аспекту предложено применение гибридного многослойного санитарно-гигиенического изделия согласно изобретению в качестве бумажного полотенца, рулонов туалетной бумаги, туалетной бумаги, обтирочной бумаги, рулонов бумажных полотенец, косметических салфеток или бумажных носовых платков.
Гибридное многослойное санитарно-гигиеническое бумажное изделие согласно изобретению сбалансировано в контексте пухлости, параметра щупа для контроля неподачи листа или подачи сдвоенного листа, мягкости, упругости и впитывающей способности. Оно является пухлым, обладает превосходной мягкостью и значительно повышенной впитывающей способностью, в результате чего создает приятное осязательное впечатление, имея при этом меньшую массу по сравнению с обычными многослойными санитарно-гигиеническими бумажными изделиями, демонстрирующими аналогичную пухлость и мягкость. Кроме того, даже в случае малой массы изобретение позволяет эффективно ослаблять эффект двусторонности структурированного слоя. Ввиду малой массы изобретение также приводит к экономии волокон бумаги. Таким образом, гибридное многослойное санитарно-гигиеническое бумажное изделие согласно изобретению является экологически чистым, по меньшей мере - снижающим воздействие бумажной промышленности на окружающую среду, а также позволяет минимизировать издержки производства.
Другие преимущества станут очевидными из нижеследующего описания изобретения.
Краткое описание чертежей
Иллюстрации данного изобретения прилагаемыми чертежами являются лишь примерами, а не носят ограничительный характер, причем одинаковые позиции на чертежах обозначают сходные элементы:
на фиг. 1 представлено сечение на виде сбоку гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению, схематически иллюстрирующее первый вариант осуществления, предусматривающий один структурированный слой и два слоя влажного прессования;
на фиг. 2-4 представлены сечения на видах сбоку гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению, схематически иллюстрирующее второй, третий и четвертый варианты осуществления соответственно, предусматривающие один структурированный слой в центральном положении между слоями влажного прессования;
на фиг. 5 представлено сечение на виде сбоку гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению, схематически иллюстрирующее пятый вариант осуществления, предусматривающий два структурированных слоя в центральном положении между слоями влажного прессования;
на фиг. 6 и 7 представлены сечения на видах сбоку гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению, схематически иллюстрирующие шестой и седьмой варианты осуществления соответственно, предусматривающие один структурированный слой в положении, внешнем по отношению к слоям влажного прессования;
на фиг. 8-10 представлены сечения на видах сбоку гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению, схематически иллюстрирующее восьмой, девятый и десятый варианты осуществления соответственно, предусматривающие два структурированных слоя в положении, внешнем по отношению к слою или слоям влажного прессования; и
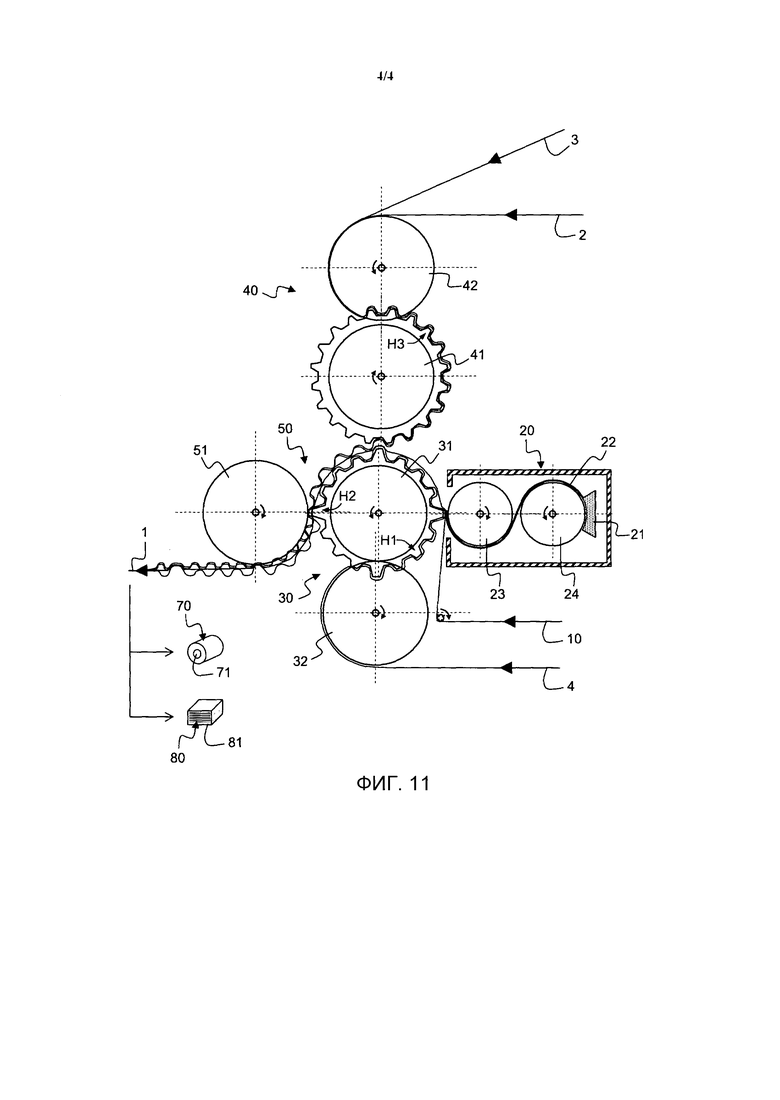
фиг. 11 схематически и частично иллюстрирует пример узла переработки и способа изготовления гибридного многослойного санитарно-гигиенического бумажного изделия в соответствии со вторым вариантом осуществления.
Подробное описание изобретения
на фиг. 1-10 представлены сечения на видах сбоку, схематически иллюстрирующие структуру слоев гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению.
Фиг. 1 схематически иллюстрирует первый вариант осуществления гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению. Это изделие содержит три слоя, а именно два слоя 2 и 3 влажного прессования и один структурированный слой 10. Каждый из этих слоев состоит из листа основы санитарно-гигиенической бумаги. Каждый из двух слоев 2 и 3 влажного прессования получен способом изготовления посредством влажного прессования (CWP). Структурированный слой 10 может быть слоем сквозной сушки воздухом, полученным способом изготовления посредством сквозной сушки воздухом (TAD).
Структурированный слой 10 обработке не подвергается и поэтому является гладким и мягким. Структурированный слой содержит структурированную заднюю поверхность 19, которая подвергнута структурированию и является шероховатой. Структурированный слой содержит переднюю поверхность 18, которая является гладкой, плоской и мягкой.
Оба слоя 2 и 3 влажного прессования могут быть снабжены рисунком первой микроструктуры с первыми выпуклостями 8. Например, они могут быть совместно тисненными на первой высоте h1.
Структурированный слой 10 расположен и ориентирован относительно двух слоев 2 и 3 влажного прессования так, что структурированная задняя поверхность 19 структурированного слоя 10 обращена двум слоям 2 и 3 влажного прессования. Передняя поверхность 18 структурированного слоя 10 образует внешнюю поверхность гибридного многослойного санитарно-гигиенического бумажного изделия 1. Неожиданно обнаружилось, что такие расположение и ориентация соответствующих слоев дают неожиданную выгоду, позволяя ослабить эффект двусторонности, связанный со структурированной задней поверхностью ткани, полученной посредством TAD.
Фиг. 2-5 схематически иллюстрируют различные варианты осуществления, предусматривающие один слой, полученный посредством TAD, или два слоя, полученные посредством TAD и соответственно находящиеся в центральном положении между слоями, полученными посредством CWP.
Фиг. 2 схематически иллюстрирует второй вариант осуществления гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению. Изделие содержит четыре слоя, а именно три слоя 2, 3 и 4 влажного прессования, и один слой 10 сквозной сушки воздухом. Каждый из этих слоев состоит из листа основы санитарно-гигиенической бумаги. Каждый из трех слоев 2, 3 и 4 влажного прессования получен способом изготовления посредством обычного влажного прессования (CWP). Слой 10 сквозной сушки воздухом получен способом изготовления посредством сквозной сушки воздухом (TAD). Слой 10 сквозной сушки воздухом содержит переднюю поверхность 18 и заднюю поверхность 19. Как следствие способа изготовления посредством сквозной сушки воздухом (TAD), в частности - поддержания влажных волокон бумаги на ткани и сушки посредством потока горячего воздуха, проходящим сквозь ткань и волокна бумаги, передняя поверхность 18 является гладкой и мягкой, а задняя поверхность 19 является структурированной (воспроизводящей структуру ткани) и шероховатой. Структурированная задняя поверхность 19 ткани, полученная посредством TAD, создает эффект двусторонности, который нежелателен для потребителя, в частности, с учетом осязательного ощущения. В качестве альтернативы способу изготовления посредством сквозной сушки воздухом (TAD), другой способ изготовления, подобный способам изготовления с помощью усовершенствованной системы формования бумаги (ATMOS) или оборудования для энергоэффективной технологически усовершенствованной сушки (eTAD), приводит к образованию структурированной задней поверхности 19, создающей эффект двусторонности, который нежелателен для потребителя.
Слой 10 сквозной сушки воздухом заключен между находящимися на одной стороне двумя слоями 2 и 3 влажного прессования и находящимся на другой стороне слоем 4 влажного прессования. Таким образом, слой 10 сквозной сушки воздухом находится в центральном положении между слоями 2, 3 и 4, полученными посредством CWP.
Слой сквозной сушки воздухом не подвергнут обработке (т.е. не тиснен). Поэтому слой сквозной сушки воздухом является гладким.
Оба слоя 2 и 3 влажного прессования могут быть снабжены рисунком первой микроструктуры с первыми выпуклостями 8. Например, их тиснят совместно на первой высоте h1. Другой слой 4 влажного прессования может быть снабжен рисунком второй микроструктуры, объединяющим первые и вторые выпуклости 8 и 9. Например, вторые выпуклости 9 могут быть получены тиснением слоя 4 влажного прессования на второй высоте h2 в диапазоне между значениями, одно из которых равно первой высоте h1, а другое в 2 раза больше нее, например это может быть значение, большее в 1,8 раза. Первые выпуклости 8 слоя 4 влажного прессования могут иметь третью высоту h3, которая может быть, например, по существу, идентична первой высоте h1. Плотность первых выпуклостей 8 больше, чем плотность вторых выпуклостей 9.
Слой 10 сквозной сушки воздухом расположен и ориентирован относительно двух слоев 2 и 3 влажного прессования таким образом, что структурированная задняя поверхность 19 ткани, полученная посредством TAD, слоя 10 сквозной сушки воздухом обращена к упомянутым слоям 2 и 3. Передняя поверхность 18 обращена к другому слою 4 влажного прессования.
Как следствие, эффект двусторонности, связанный со структурированной задней поверхностью ткани, полученной посредством TAD, ослабляется упомянутыми двумя слоями 2 и 3. Кроме того, заключение слоя TAD между двумя слоями 2 и 3 влажного прессования на одной стороне и слоем 4 влажного прессования на другой стороне позволяет получить гибридное многослойное санитарно-гигиеническое бумажное изделие, обладающее важным достоинством мягкости.
Фиг. 3 схематически иллюстрирует третий вариант осуществления гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению. Изделие содержит четыре слоя, а именно три слоя 2, 4 и 5 влажного прессования и один слой 10 сквозной сушки воздухом. Отличительные признаки этих слоев пояснены применительно ко второму варианту осуществления.
Слой 10 сквозной сушки воздухом заключен между находящимся на одной стороне слоем 2 влажного прессования и находящимися на другой стороне двумя слоями 4 и 5 влажного прессования. Таким образом, слой 10 сквозной сушки воздухом находятся в центральном положении между слоями 2, 4 и 5, полученными посредством CWP.
Слой сквозной сушки воздухом не подвергнут обработке (не тиснен).
Слой 2 влажного прессования может быть снабжен рисунком первой микроструктуры с первыми выпуклостями 8. Например, он тиснен на первой высоте h1. Два других слоя 4 и 5 влажного прессования могут быть снабжены рисунком второй микроструктуры, объединяющим первые и вторые выпуклости 8 и 9. Например, вторые выпуклости могут быть получены тиснением слоев 4 и 5 влажного прессования на второй высоте h2 в диапазоне между значениями, одно из которых равно первой высоте h1, а другое в 2 раза больше нее, например это может быть значение, большее в 1,8 раза. Первые выпуклости 8 слоев 4 и 5 влажного прессования могут иметь третью высоту h3, которая может быть, например, по существу, идентична первой высоте h1. Плотность первых выпуклостей 8 больше, чем плотность вторых выпуклостей 9.
Слой 10 сквозной сушки воздухом расположен и ориентирован относительно двух слоев 4 и 5 влажного прессования таким образом, что структурированная задняя поверхность 19 ткани, полученная посредством TAD, слоя 10 сквозной сушки воздухом обращена к упомянутым слоям 4 и 5. Передняя поверхность 18 обращена к другому слою 2 влажного прессования.
Фиг. 4 схематически иллюстрирует четвертый вариант осуществления гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению. Изделие содержит четыре слоя, а именно три слоя 2, 4 и 6 влажного прессования и один слой 10 сквозной сушки воздухом. Отличительные признаки этих слоев пояснены применительно ко второму варианту осуществления.
Слой 10 сквозной сушки воздухом заключен между находящимся на одной стороне двумя слоями 2 и 6 влажного прессования и находящимся на другой стороне слоем 4 влажного прессования. Таким образом, слой 10 сквозной сушки воздухом находится в центральном положении между слоями 2, 4 и 6, полученными посредством CWP.
Слой 10 сквозной сушки воздухом не подвергнут обработке (не тиснен).
Слой 2 влажного прессования может быть снабжен рисунком первой микроструктуры с первыми выпуклостями 8. Например, он тиснен на первый высоте h1. Слой 6 влажного прессования может быть не подвергнутым обработке (не тисненым). Это позволяет избежать чересчур значительного вложения слоев. Другой слой 4 влажного прессования может быть снабжен рисунком второй микроструктуры, объединяющим первые и вторые выпуклости 8 и 9. Например, вторые выпуклости могут быть получены тиснением слоя 4 влажного прессования на второй высоте h2 в диапазоне между значениями, одно из которых в равно первой высоте h1, а другое в 2 раза больше нее, например это может быть значение, большее в 1,8 раза. Первые выпуклости 8 слоев 4 и 5 влажного прессования могут иметь третью высоту h3, которая может быть, например, по существу, идентична первой высоте h1. Плотность первых выпуклостей 8 больше, чем плотность вторых выпуклостей 9.
Слой 10 сквозной сушки воздухом расположен и ориентирован относительно двух слоев 2 и 6 влажного прессования таким образом, что структурированная задняя поверхность 19 ткани, полученная посредством TAD, слоя 10 сквозной сушки воздухом обращена к упомянутым слоям 2 и 6. Передняя поверхность 18 обращена к слою 4 влажного прессования.
На фиг. 5 представлен вид сбоку гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению, схематически иллюстрирующий пятый вариант осуществления, предусматривающий два слоя 10 TAD в центральном положении между слоями 2, 4, полученными посредством CWP. Изделие содержит четыре слоя, а именно два слоя 2 и 4 влажного прессования, и два слоя 10 и 11 сквозной сушки воздухом. Отличительные признаки этих слоев пояснены применительно ко второму варианту осуществления.
Два слоя 10 и 11 сквозной сушки воздухом заключены между находящимся на одной стороне слоем 2 влажного прессования и находящимся на другой стороне слоем 4 влажного прессования. Таким образом, слои 10 и 11 сквозной сушки воздухом находятся в центральном положении между слоями 2 и 4, полученными посредством CWP.
Слои 10 и 11 сквозной сушки воздухом не подвергнуты обработке (не тиснены).
Слой 2 влажного прессования может быть снабжен рисунком первой микроструктуры с первыми выпуклостями 8. Например, он тиснен на первый высоте h1. Другой слой 4 влажного прессования может быть снабжен рисунком второй микроструктуры, объединяющим первые 8 и вторые выпуклости 8 и 9. Например, второй выпуклости могут быть получены тиснением слоя 4 влажного прессования на второй высоте h2 в диапазоне между значениями, одно из которых равно первой высоте h1, а другое в 2 раза больше нее, например это может быть значение, большее в 1,8 раза. Первые выпуклости 8 слоя 4 влажного прессования могут иметь третью высоту h3, которая может быть, например, по существу, идентична первой высоте h1. Плотность первых выпуклостей 8 больше, чем плотность вторых выпуклостей 9.
Оба слоя 10 и 11 сквозной сушки воздухом расположены и ориентированы относительно двух слоев 2 и 4 влажного прессования таким образом, что структурированные задние поверхности 19 ткани, полученные посредством TAD, слоев 10 и 11 сквозной сушки воздухом обращены друг к другу, а также к упомянутым слоям 2 и 4. Каждая передняя поверхность 18 обращена к соответствующему слою 2 и 4 влажного прессования, соответственно.
Во всех представленных до сих пор вариантах осуществления три или четыре слоя могут быть соединены друг с другом посредством клея на уровне, по меньшей мере, вершин 8 и 9 первых и вторых выпуклостей, которые обращены друг к другу, соответственно. Этот аспект будет описан подробнее со ссылками на фиг. 11.
Фиг. 6-10 схематически иллюстрируют различные варианты осуществления, предусматривающие один слой TAD и, соответственно, два структурированных слоя в положении, внешнем по отношению к слоям, полученным посредством CWP.
На фиг. 6 и 7 представлены сечения на видах сбоку гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению, схематически иллюстрирующие шестой и седьмой варианты осуществления соответственно, предусматривающие один слой TAD в положении, внешнем по отношению к слоям, полученным посредством CWP.
Фиг. 6 схематически иллюстрирует шестой вариант осуществления гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению. Изделие содержит четыре слоя, а именно три слоя 2, 3 и 6 влажного прессования и один слой 12 сквозной сушки воздухом. Отличительные признаки этих слоев пояснены применительно ко второму варианту осуществления.
Слой 12 сквозной сушки воздухом находится на одной стороне, а три слоя 2, 3 и 6 влажного прессования находятся на другой стороне. Таким образом, слой 12 сквозной сушки воздухом находится в положении, внешнем по отношению к слоям 2, 4 и 6, полученным посредством CWP.
Два слоя 2 и 3 влажного прессования могут быть снабжены рисунком первой микроструктуры с первыми выпуклостями 8. Например, они тиснены совместно на первой высоте h1. Слой 6 влажного прессования может быть не подвергнутым обработке (не тисненым). Слой сквозной сушки воздухом может быть снабжен рисунком второй микроструктуры со вторыми выпуклостями 13. Слой 12 сквозной сушки воздухом, естественно являющийся толстым, тисненым слоем сквозной сушки воздухом, не придает никакую дополнительную толщину, а скорее допускает наделение слоя эффектом эстетичности. Например, он тиснен на второй высоте h2 в диапазоне между значениями, одно из которых равно первой высоте h1, а другое в 2 раза больше нее, например это может быть значение, большее в 1,8 раза. Первые выпуклости 8 слоя 4 влажного прессования могут иметь третью высоту h3, которая может быть, например, по существу, идентична первой высоте h1. Плотность первых выпуклостей 8 больше, чем плотность вторых выпуклостей 13.
Слой 12 сквозной сушки воздухом расположен и ориентирован относительно упомянутых слоев 2 и 4 влажного прессования таким образом, что структурированная задняя поверхность 19 ткани, полученная посредством TAD, слоя 12 сквозной сушки воздухом обращена к упомянутым слоям 2, 3 и 6. Передняя поверхность 18 обращена к внешней поверхности гибридного многослойного санитарно-гигиенического бумажного изделия 1.
В качестве альтернативного решения отметим, что этот вариант осуществления можно модифицировать, не предусматривая тиснение слоя 2 влажного прессования и тем самым обеспечивая два гладких и плоских слоя 2 и 6 влажного прессования между слоем 12 сквозной сушки воздухом и тисненым слоем 3 влажного прессования. Плоский слой 2 влажного прессования, соответственно - слои 2 и 6, позволяет придать толщину этому санитарно-гигиеническому изделию, избегая вложения слоя 3 влажного прессования в слой 12 сквозной сушки воздухом.
Фиг. 7 схематически иллюстрирует седьмой вариант осуществления гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению. Изделие содержит четыре слоя, а именно три слоя 4, 5 и 7 влажного прессования и один слой 10 сквозной сушки воздухом. Отличительные признаки этих слоев пояснены применительно ко второму варианту осуществления.
Слой 10 сквозной сушки воздухом находится на одной стороне, а три слоя 4, 5 и 7 влажного прессования находятся на другой стороне. Таким образом, слой 10 сквозной сушки воздухом находится в положении, внешнем по отношению к слоям 4, 5 и 7, полученным посредством CWP.
Три слоя 4, 5 и 7 влажного прессования могут быть снабжены рисунком микроструктуры, объединяющим первые и вторые выпуклости 8 и 9. Например, первые выпуклости 8 могут быть получены тиснением слоев 4, 5 и 7 влажного прессования на первой высоте h1. Вторые выпуклости 9 могут быть получены тиснением слоев 4, 5 и 7 влажного прессования на второй высоте h2 в диапазоне между значениями, одно из которых равно первой высоте h1, а другое в 2 раза больше нее. Плотность первых выпуклостей 8 больше, чем плотность вторых выпуклостей 9.
Слой 10 сквозной сушки воздухом может быть не подвергнутым обработке (не тисненым).
Слой 10 сквозной сушки воздухом расположен и ориентирован относительно упомянутых слоев 4, 5 и 7 влажного прессования таким образом, что структурированная задняя поверхность 19 ткани, полученная посредством TAD, слоя 10 сквозной сушки воздухом обращена к упомянутым слоям 4, 5 и 7. Передняя поверхность 18 обращена к внешней поверхности гибридного многослойного санитарно-гигиенического бумажного изделия 1.
На фиг. 8 и 9 представлены виды сбоку гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению, схематически иллюстрирующие восьмой и девятый варианты осуществления, предусматривающие два слоя TAD в положении, внешнем по отношению слоям, полученным посредством CWP, соответственно.
Оба варианта осуществления предусматривают четыре слоя, а именно два слоя 4 и 5 влажного прессования и два слоя 10 и 11 сквозной сушки воздухом. Отличительные признаки этих слоев пояснены применительно ко второму варианту осуществления.
Два слоя 4 и 5 влажного прессования могут быть снабжены рисунком микроструктуры, объединяющим первые и вторые выпуклости 8 и 9. Например, первые выпуклости 8 могут быть получены тиснением слоев 4 и 5 влажного прессования на первой высоте h1. Вторые выпуклости 9 могут быть получены тиснением слоев 4 и 5 влажного прессования на второй высоте h2 в диапазоне между значениями, одно из которых равно первой высоте h1, а другое в 2 раза больше нее, это может быть значение, большее в 1,8 раза. Плотность первых выпуклостей 8 больше, чем плотность вторых выпуклостей 9.
Слои 10 и 11 сквозной сушки воздухом могут быть не подвергнутыми обработке (не тиснеными). В альтернативном варианте один из слоев 10 и 11 сквозной сушки воздухом может быть подвергнут макро- или микротиснению (не показано).
В соответствии с восьмым вариантом осуществления, изображенным на фиг. 8, слои 10 и 11 сквозной сушки воздухом расположены друг напротив друга. Точнее, первый слой 10 сквозной сушки воздухом расположен и ориентирован относительно второго слоя 11 сквозной сушки воздухом таким образом, что структурированная задняя поверхность 19A ткани, полученная посредством TAD, слоя 10 сквозной сушки воздухом обращена к структурированная задней поверхности 19В ткани, полученной посредством TAD, другого слоя 10. Передняя поверхность 18A первого слоя 10 сквозной сушки воздухом обращена к слоям 4 и 5 влажного прессования.
В соответствии с девятым вариантом осуществления, изображенным на фиг. 9, слои 10 и 11 сквозной сушки воздухом расположены стопой. Точнее, слои 10 и 11 сквозной сушки воздухом расположены и ориентированы относительно двух слоев 4 и 5 влажного прессования таким образом, что обе структурированные задние поверхности 19 ткани, полученные посредством TAD, слоев 10 и 11 сквозной сушки воздухом обращены к упомянутым слоям 4 и 5. Передняя поверхность 18 образует внешнюю поверхность гибридного многослойного санитарно-гигиенического бумажного изделия 1.
Фиг. 10 схематически иллюстрирует десятый вариант осуществления гибридного многослойного санитарно-гигиенического бумажного изделия 1 согласно изобретению. Изделие содержит четыре слоя, а именно два слоя 10 и 11 TAD, каждый из которых находится в положении, внешнем по отношению к слоям 14 и 15 CWP. Отличительные признаки этих слоев пояснены применительно ко второму варианту осуществления.
Слои 14 и 15 влажного прессования заключены между находящимся на одной стороне первым слоем 10 сквозной сушки воздухом и находящимся на другой стороне вторым слоем 11 сквозной сушки воздухом. Таким образом, слои 14 и 15 влажного прессования находятся в центральном положении между слоями 10 и 11 сквозной сушки воздухом.
Слои 10 и 11 сквозной сушки воздухом не подвергнуты обработке (не тиснены).
Слои 14 и 15 влажного прессования могут быть не подвергнутыми обработке (не тиснеными). В альтернативном варианте слои 14 и 15 влажного прессования могут быть тиснеными, имея рисунок микроструктуры, объединяющий первые и второе выпуклости, как описано применительно к другим вариантам осуществления.
Каждый из слоев 10 и 11 сквозной сушки воздухом соответственно расположен и ориентирован относительно двух слоев 14 и 15 влажного прессования таким образом, что структурированная задняя поверхность 19 ткани, полученная посредством TAD, соответствующего слоя 10 и 11 сквозной сушки воздухом обращена к упомянутым слоям 14 и 15, а также к другому слою 11 или 10 сквозной сушки, соответственно. Передние поверхности 18 слоев 10 и 11 сквозной сушки воздухом образуют внешние поверхности гибридного многослойного санитарно-гигиенического бумажного изделия 1.
Во всех представленных до сих пор вариантах осуществления, по меньшей мере, один из слоя сквозной сушки воздухом или слоя влажного прессования может быть обработан временно влажным упрочняющим химическим веществом.
В нижеследующей таблице представлены различные характеристики, которые измерены для различных многослойных санитарно-гигиенических бумажных изделий. Среди этих характеристик, намерение осуществить покупку, НОП - это параметр, обозначающий намерение купить заинтересовавшее санитарно-гигиеническое бумажное изделие и полученный от группы потребителей. Кроме того, мягкость - это параметр, полученный от группы потребителей. Масса измерена в соответствии со стандартом EN ISO 12625-6:2005. Толщина измерена в соответствии со стандартом EN ISO 12625-3:2005. Прочность в направлении движения (НД) и прочность в поперечном направлении (ПН) (в сухом состоянии) измерены в соответствии со стандартом EN ISO 12625-4:2005. Впитывание измерено в соответствии со стандартом EN ISO 2625-8:2006. В первом столбце, первая, вторая и третья строки относятся к известным санитарно-гигиеническим изделиям соответственно с тремя слоям, четырьмя слоями и пятью слоями, полученными посредством CWP. Санитарно-гигиеническое изделие с пятью слоями, полученными посредством CWP, представляет собой эталон по толщине, мягкости и намерению осуществить покупку. Другие строки в первом столбце относятся к различным вариантам осуществления, изображенным на фиг. 2-7 и 10. Восьмая и девятая строки относятся к варианту осуществления согласно фиг. 6, причем в первом случае гибридное многослойное санитарно-гигиеническое бумажное изделие содержит один слой низкой прочности, полученный посредством CWP, и два слоя высокой прочности, полученные посредством CWP, а во втором случае гибридное многослойное санитарно-гигиеническое бумажное изделие содержит три слоя низкой прочности, полученные посредством CWP.
Второй вариант осуществления (изображенный на фиг. 2) представляет собой предпочтительное гибридное многослойное санитарно-гигиеническое бумажное изделие, имеющее один из наивысших параметров НОП - на уровне 4,24, один из наивысших параметров мягкости - на уровне 2, толщину 0,7 мм/лист и массу 61,5 г/м2. Это характеристики, близкие к пятислойному эталонному изделию, или лучшие, при этом имеющаяся масса на 30% ниже. Это значит, что получено изделие, лучшее, чем эталонное изделие, или, по меньшей мере, эквивалентное ему (за исключением характеристик прочности в НД и ПН) по толщине, мягкости и намерению осуществить покупку, НОП, но при этом использующее меньше волокон бумаги, чем эталонное изделие. Таким образом, в результате использования меньшего количества волокон бумаги, гибридное многослойное санитарно-гигиеническое бумажное изделие согласно изобретению представляет собой экологически чистое и экономически эффективное изделие. Кроме того, характеристики второго варианта осуществления лучше чем у четырехслойного эталонного изделия (за исключением характеристик прочности в НД и ПН), в частности, по толщине, поглощению, мягкости и намерению осуществить покупку, НОП. Помимо этого, другие варианты осуществления также представляют изделие лучшее, чем пятислойное эталонное изделие, или, по меньшей мере, эквивалентное ему. Более того, вариант осуществления согласно изобретению дает возможность существенного ослабления эффекта двусторонности структурированного слоя, даже если во время процесса изготовления бумаги посредством сквозной сушки воздухом (TAD) используют более грубую ткань (создавая таким образом важный эффект двусторонности).
Фиг. 11 схематически и частично иллюстрирует пример узла переработки и способа изготовления гибридного многослойного санитарно-гигиенического бумажного изделия в соответствии со вторым вариантом осуществления (изображенным на фиг. 2). Узел переработки содержит устройство 20 раздачи клея, первое устройство 30 тиснения, второе устройство 40 тиснения и соединительное устройство 50. Узел переработки и способ переработки для изготовления такого гибридного многослойного санитарно-гигиенического бумажного изделия, которые будут подробно пояснены ниже, основаны на оборудовании, предназначенном для изготовления обычного двух- или трехслойного бумажного изделия с вкладываемым слоем, при этом существенные изменения в компонентах или наладках не требуются (процесс получения вкладываемого внутреннего слоя описан в документе EP 1081284). Таким образом, изготовление гибридного многослойного санитарно-гигиенического бумажного изделия согласно изобретению в существующем узле переработки является, в частности, экономически эффективным.
Первое устройство 30 тиснения содержит гравированный формный цилиндр 31 и сопрягаемый с ним цилиндр 32 с резиновой облицовкой, вращающиеся в противоположных направлениях. Формный цилиндр 31 гравирован с получением рисунка микроструктуры, объединяющего первые тиснящие вершины высотой H1 и вторые тиснящие вершины высотой H2. Первые тиснящие вершины ниже, чем вторые тиснящие вершины. Первый внешний слой 4 тиснят в первом устройстве 30 тиснения. Гравированный формный цилиндр 31 позволяет осуществить двухуровневое гравирование. Получаемый тисненый первый внешний слой 4 содержит, по меньшей мере - частично, высокие дискретные выпуклости высотой h2 (например, дискретные усеченные выпуклости и/или линейные выпуклости, такие, как виньетки), и низкие выпуклости высотой h1 (например дискретные усеченные выпуклости). Высоты h1 и h2 зависят от высот H1 и H2 гравировок, а также от других параметров тиснения, а именно давления, качества резины, и т.д.
Рисунок микроструктуры может содержать рифления, складки, волнообразные профили, микротиснения в виде пирамид или конусов, микротиснения в виде усеченных пирамид или усеченных конусов.
В качестве примера, отметим, что первые тиснящие вершины на цилиндре 31 имеют высоту H1 гравировки между 0,2 и 2 мм, а вторые тиснящие вершины на цилиндре 31 имеют такую высоту H2 гравировки, что разность H2-H1 высот находится между 0,1 и 0,7 мм. Рисунки микроструктур могут иметь плотность более 20 выпуклостей на см2.
Слой 10 сквозной сушки воздухом накладывают на выпуклости тисненого первого внешнего слоя 4 на уровне гравированного формного цилиндра 31. Слой 10 сквозной сушки воздухом плотно садится на высокие выпуклости тисненого первого внешнего слоя 4. В дальнейшем он остается, по существу, планарным между двумя последовательными высокими выпуклостями. В альтернативном варианте он может поддерживаться планарными областями низких выпуклостей.
Вместо упомянутого наложения между тисненым первым внешним слоем 4 и слоем 10 сквозной сушки воздухом, устройство 20 раздачи клея наносит клей 22 на внешнюю сторону слоя 10 сквозной сушки воздухом. Клей 22 можно наносить на внешнюю сторону слоя 10 сквозной сушки воздухом напротив дистальных областей выпуклостей высотой h2 тисненого первого внешнего слоя 4.
Устройство 20 раздачи клея содержит бак 21, наносящий цилиндр 23 и погружной цилиндр 24. Наносящий цилиндр 23 упирается в наложенный слой 10 сквозной сушки воздухом и тисненый первый внешний слой 4 у гравированного формного цилиндра 31. Погружной цилиндр 24 подбирает клей 22 в баке 21 и переносит клей 22 на наносящий цилиндр 23. Наносящий цилиндр 23 расположен так, что прикладывает определенное давление к гравированному формному цилиндру 31 в дистальной области выпуклостей высотой h2 тисненого первого внешнего слоя 4. Находясь под упомянутым определенным давлением, клей 22 пересекает слой 10 сквозной сушки воздухом. Таким образом, слой 10 сквозной сушки воздухом тоже оказывается слегка тисненым. В альтернативном варианте наносящий цилиндр 23 может соприкасаться с гравированной поверхностью, нанося клей 22 лишь на часть выпуклостей. Это позволяет придать гибкость гибридному многослойному санитарно-гигиеническому бумажному изделию 1.
Поскольку области склеивания ограничены дистальными планарными областями высоких выпуклостей тисненого первого внешнего слоя 4, можно заранее определить получающуюся жесткость гибридного многослойного санитарно-гигиенического бумажного изделия 1. Таким образом, получающуюся жесткость можно регулировать. Фиг. 11 иллюстрирует лишь конкретный пример, предусматривающий составляющее один к трем соотношение высоких выпуклостей и низких выпуклостей.
Клей 22 может быть поливинилацетатным клеем или клеем-расплавом. Клей можно разбавлять водой в соответствии с пропорцией, обеспечивающей надлежащий перенос на различные слои.
По существу, одновременно с формированием тисненого первого внешнего слоя 4 и слоя 10 сквозной сушки воздухом происходит тиснение двух других слоев 2 и 3 влажного прессования во втором устройстве 40 тиснения.
Второе устройство 40 тиснения содержит гравированный формный цилиндр 41 и сопрягаемый с ним цилиндр 42 с резиновой облицовкой, вращающиеся в противоположных направлениях. Формный цилиндр 41 гравирован с получением рисунка микроструктуры, имеющего тиснящие вершины высотой H3. Высота H3 может быть, по существу, равна высоте H1.
Получающиеся вторые тисненые внешние слои 2 и 3 содержат, по меньшей мере - частично, низкие дискретные выпуклости высотой h1. Второй гравированный формный цилиндр 41 также может содержать эстетичный рисунок (например, виньетки).
Впоследствии тисненый первый внешний слой 4 и слой 10 сквозной сушки воздухом, а также тисненые вторые внешние слои 2 и 3 соединяют друг с другом в режиме вложения в соединяющем устройстве 50.
Соединяющее устройство 50 содержит состыковывающий цилиндр 51, работающий во взаимодействии с гравированным формным цилиндром 31 первого блока 30 тиснения. Поверхность состыковывающего цилиндра 51 может быть гладкой. В альтернативном варианте она также может быть гравированной и может содержать зазоры для регулирования поверхности соединения и гибкости готового гибридного многослойного санитарно-гигиенического бумажного изделия 1.
Соединение первого тисненого внешнего слоя 4, совмещенного с покрытым клеем слоем 10 сквозной сушки воздухом, со вторыми тиснеными внешними слоями 2 и 3 осуществляют таким образом, что:
- с одной стороны, дистальные области высоких выпуклостей первого тисненого внешнего слоя 4 вкладываются, по меньшей мере - частично, в дистальные области выпуклостей вторых тисненых внешних слоев 2 и 3, а
- с другой стороны, прикладывается давление, достаточное для сцепления четырех слоев 2, 3, 4 и 10 с помощью клея 22.
В качестве альтернативы устройству 50 раздачи клея, показанному на фиг. 11, слой (например, клея-расплава, клея на водной основе, и т.д. ) можно напылять подходящими средствами на каждой сторон слоя 10 сквозной сушки воздухом перед соединением слоя 10 сквозной сушки воздухом с другими внешними слоями.
Затем гибридное многослойное санитарно-гигиеническое бумажное изделие можно намотать на сердцевину 71 как рулон листового материала 70, или можно уложить стопкой и сложить в упаковку 81 как сложенный листовой материал 80. Эти операции не относятся к данному изобретению и в дальнейшем описаны не будут. Гибридное многослойное санитарно-гигиеническое бумажное изделие можно использовать в качестве бумажного полотенца, рулонов туалетной бумаги, туалетной бумаги, обтирочной бумаги, рулонов бумажных полотенец, косметических салфеток или бумажных носовых платков, и т.д.
Вышеописанные узел и способ переработки можно легко адаптировать к изготовлению в соответствии с различными вариантами осуществления, изображенными на фиг. 1 и 3-10. Такая адаптация может заключаться в изменении порядка следования и природы различных слоев, рисунка микроструктуры на первом гравированном формном цилиндре 31 и втором гравированном формном цилиндре 41. Поэтому соответствующие узлы и способы переработки и их варианты дополнительно описаны не будут, поскольку они основаны на узле и способе переработки, изображенных на фиг. 11.
Чертежи и их описания, приведенные выше, скорее иллюстрируют, нежели ограничивают изобретение.
Хотя изобретение описано применительно к различным вариантам осуществления гибридных многослойных санитарно-гигиенических бумажных изделий, содержащих три слоя и четыре слоя, это неограничительные примеры. Специалист легко поймет, что гибридное многослойное санитарно-гигиеническое бумажное изделие может содержать больше слоев, например, пять, шесть, семь, и т.д., при условии что структурированная задняя поверхность структурированного слоя обращена к упомянутым, по меньшей мере, двум другим слоям, ослабляя эффект двусторонности, связанный со структурированной задней поверхностью.
Количества, плотности, положения и формы микротиснений в изображенных вариантах осуществления являются неограничительными примерами. Специалист легко поймет, что эти количества, плотности, положения и формы можно изменить, если это желательно или представляется необходимым, например, в контексте желаемого эстетического эффекта, достигаемого гибридными многослойными санитарно-гигиеническими бумажными изделиями.
Любую ссылочную позицию чертежей, указываемую в пункте формулы изобретения, не следует считать ограничивающей этот пункт формулы изобретения. Слово «содержащий (-ая, -ое, -ее, -ие)» не исключает присутствие элементов, отличающихся от тех, которые перечислены в пункте формулы изобретения. Признак единственного числа или формулировка «по меньшей мере, один» перед указанием элемента не исключает присутствия множества таких элементов.



Предложено гибридное многослойное санитарно-гигиеническое бумажное изделие, содержащее, по меньшей мере, три слоя, состоящих из листа основы санитарно-гигиенической бумаги, при этом, по меньшей мере, один слой представляет собой структурированный слой, полученный способом изготовления, предусматривающим структурирование, причем структурированный слой содержит структурированную заднюю поверхность. По меньшей мере, другой слой представляет собой слой влажного прессования, полученный способом влажного прессования; при этом структурированный слой расположен и ориентирован относительно упомянутых, по меньшей мере, двух других слоев так, что структурированная задняя поверхность структурированного слоя обращена к упомянутым, по меньшей мере, двум другим слоям, ослабляя эффект двусторонности, связанный со структурированной задней поверхностью. Предложенное гибридное многослойное санитарно-гигиеническое бумажное изделие имеет большую толщину при меньшей массе бумаги. 5 н. 10 з.п. ф-лы, 11 ил.
1. Гибридное многослойное санитарно-гигиеническое бумажное изделие (1), содержащее, по меньшей мере, три слоя, выполненных из листа основы санитарно-гигиенической бумаги, при этом:
- по меньшей мере, один слой представляет собой структурированный слой (10, 11, 12), полученный способом изготовления, предусматривающим структурирование, причем структурированный слой (10, 11, 12) содержит структурированную заднюю поверхность (19);
- по меньшей мере, другой слой представляет собой слой (2, 3, 4, 5, 6, 7, 14, 15) влажного прессования, полученный способом изготовления посредством влажного прессования;
при этом структурированный слой (10, 11, 12) расположен и ориентирован относительно упомянутых, по меньшей мере, двух других слоев так, что структурированная задняя поверхность (19) структурированного слоя (10, 11, 12) обращена к, по меньшей мере, двум другим слоям, так чтобы ослаблять эффект двусторонности, связанный со структурированной задней поверхностью (19).
2. Бумажное изделие по п. 1, в котором первый слой (2, 3, 4, 5, 7) влажного прессования содержит рисунок первой микроструктуры с первыми выпуклостями (8).
3. Бумажное изделие по п. 1, в котором второй слой (2, 3, 4, 5, 7) влажного прессования содержит рисунок второй микроструктуры со вторыми выпуклостями (9).
4. Бумажное изделие по п. 2 или 3, в котором рисунки микроструктур содержат выпуклости (8, 9), по существу, с одинаковыми высотами.
5. Бумажное изделие по п. 2 или 3, в котором рисунки микроструктур содержат комбинацию выпуклостей (8) с первой высотой (h1) и других выпуклостей (9) со второй высотой (h2).
6. Бумажное изделие по п. 5, в котором вторая высота (h2) приблизительно имеет значение от однократной величины первой высоты (h1) до двукратной величины первой высоты (h1).
7. Бумажное изделие по п. 4, в котором выпуклости (8, 9) рисунков микроструктур выбраны из группы рисунков микроструктур, содержащей рифление, складки, волнообразные профили, микротиснения в виде пирамид или конусов, микротиснения в виде усеченных пирамид или усеченных конусов.
8. Бумажное изделие по п. 1, в котором слои (2, 3, 4, 5, 6, 7, 14, 15) влажного прессования скреплены друг с другом в соответствии с процессом изготовления вкладываемых плоских внутренних слоев.
9. Бумажное изделие по п. 1, в котором слой (10, 11, 12) сквозной сушки воздухом дополнительно содержит временно влажное упрочняющее химическое вещество.
10. Бумажное изделие по п. 1, в котором слой (2, 3, 4, 5, 6, 7, 14, 15) влажного прессования дополнительно содержит временно влажное прочное химическое вещество.
11. Бумажное изделие по п. 1, в котором структурированный слой (10, 11, 12) является слоем, полученным посредством сквозной сушки воздухом (TAD), или с помощью усовершенствованной системы формования бумаги (ATMOS), или способа изготовления посредством оборудования для энергоэффективной технологически усовершенствованной сушки (eTAD), а слой (2, 3, 4, 5, 6, 7, 14, 15) влажного прессования является обычным слоем влажного прессования, который получен способом изготовления посредством обычного влажного прессования (CWP).
12. Способ изготовления гибридного многослойного санитарно-гигиенического изделия (1), содержащего, по меньшей мере, три слоя, выполненных из листа основы санитарно-гигиенической бумаги, причем способ изготовления содержит следующие этапы:
- изготавливают, по меньшей мере, один слой в качестве структурированного слоя (10, 11, 12), полученного способом изготовления, предусматривающим структурирование, причем структурированный слой содержит структурированную заднюю поверхность (19);
- изготавливают, по меньшей мере, другой слой в качестве слоя (2, 3, 4, 5, 6, 7, 14, 15) влажного прессования, полученного способом изготовления посредством влажного прессования;
при этом способ изготовления дополнительно предусматривает расположение и ориентацию структурированного слоя (10, 11, 12) относительно, по меньшей мере, двух других слоев так, что структурированная задняя поверхность (19) структурированного слоя (10, 11, 12) обращена к упомянутым, по меньшей мере, двум другим слоям, ослабляя эффект двусторонности, связанный со структурированной задней поверхностью (19).
13. Рулон листового материала (70), содержащий гибридное многослойное санитарно-гигиеническое изделие по любому из пп. 1-11, намотанное на сердцевину (71).
14. Сложенный листовой материал (80), содержащий гибридное многослойное санитарно-гигиеническое изделие по любому из пп. 1-11, разрезанное и сложенное друг на друга и сложенное в упаковку (81).
15. Применение гибридного многослойного санитарно-гигиенического изделия по любому из пп. 1-11 в качестве бумажного полотенца, рулонов туалетной бумаги, туалетной бумаги, обтирочной бумаги, рулонов кухонных бумажных полотенец, салфеток для лица или бумажных носовых платков.
| US 2009162597 A1, 25.06.2009 | |||
| US 2005022955 A1, 03.02.2005 | |||
| Соединение колонны с фундаментным стаканом | 1982 |
|
SU1081284A1 |

