Изобретение относится к области электротехники, в частности к технологии изготовления обмоток высокочастотных тороидальных трансформаторов для преобразователей напряжения и тока.
Известны способы намотки силовых высокочастотных тороидальных трансформаторов преобразователей, в частности описанные в А.с. СССР №1327196 А1, кл. МПК Н01F 19/04, заключающиеся в изготовлении обмоток трансформатора из многожильного провода (литцендрата). Литцендрат (ГОСТ 16186-74) для силовых применений изготавливают следующим образом: первоначально несколько отдельных изолированных медных проволок скручивают между собой, образуя их группу (стренгу). Используя необходимое число таких групп (стренг) для получения требуемого общего сечения, их скручивают в единый жгут круглого сечения. При плотной укладке витков обмотки по внутренней поверхности тороидального магнитопровода витки на наружной его поверхности будут ложиться с зазором между собой, что обусловлено различием длин поверхностей. Это приводит к значительному уменьшению плотности намотки трансформатора, увеличению его габаритов, а следовательно, росту потерь в меди и увеличению индуктивности рассеяния обмоток.
По совокупности признаков, наиболее близким аналогом предлагаемого способа является способ намотки силового трансформатора, описанный в книге Белопольский И.И. и др. Расчет трансформаторов и дросселей малой мощности. - М. - Л.: Госэнергоиздат, 1963, с.60-61. Сущность способа заключается в плотной укладке (виток к витку) витков на внутреннюю поверхность тороидального трансформатора и с равномерным шагом на внешнюю поверхность, продолжением плотной укладки витков на внутреннюю поверхность и в свободные пространства между витками на внешнюю поверхность, далее при заполнении витками внешней поверхности укладка следующего слоя на внешнюю поверхность производится с равномерным шагом и продолжается аналогично начальным операциям.
Недостатком данного способа является высокая индуктивность рассеяния, возникающая из-за увеличенного расстояния витков обмотки между собой и магнитопроводом, удлинение провода обмоток, увеличения габаритов трансформатора. При равномерной укладке витков первого слоя обмотки на внешнюю поверхность магнитопровода между витками остаются свободные пространства, которые заполняются плотно, только если размер многожильного провода кратен свободному пространству, что является исключительным случаем. Поэтому образующиеся пространства на внешней поверхности магнитопровода, не заполненные проводом, уменьшают плотность намотки. Для размещения заданного числа витков требуется увеличивать число слоев обмотки, что приводит к указанным выше недостаткам.
Задачей изобретения является уменьшение индуктивности рассеяния обмоток, сокращение длины провода обмоток и уменьшение габаритных размеров трансформатора.
Поставленная задача решается тем, что в известный способ, заключающийся в плотной укладке витков на внутреннюю поверхность тороидального трансформатора и с равномерным шагом на внешнюю поверхность, продолжением плотной укладки витков на внутреннюю поверхность и в свободные пространства между витками на внешнюю поверхность, далее при заполнении витками внешней поверхности укладка следующего слоя на внешнюю поверхность производится с равномерным шагом и продолжается аналогично начальным операциям введены следующие отличия: перед укладкой провода на внутреннюю поверхность магнитопровода его скручивают в форму с круглым поперечным сечением, а перед укладкой на торцевые и внешнюю поверхности магнитопровода проводу придают форму с прямоугольным поперечным сечением изменяющейся ширины по торцам, пропорциональной отношению текущего радиуса укладки к текущему внутреннему радиусу, а по наружной поверхности - пропорциональной отношению текущего наружного радиуса к текущему внутреннему радиусу окна для каждого слоя обмотки.
В качестве материала для укладки обмоток используют многожильный провод из медных изолированных лаком проволок, скрученных между собой - стренг, которым перед укладкой на внутреннюю поверхность магнитопровода придают форму с круглым поперечным сечением, а перед укладкой на торцевые и внешнюю поверхности магнитопровода придают форму с прямоугольным поперечным сечением с изменяющейся шириной, пропорциональной отношению текущего радиуса укладки к внутреннему радиусу окна для каждого слоя обмотки. Изменяющаяся ширина витков обеспечивает их плотную укладку без зазоров как по внутреннему окну магнитопровода, так и по внешней поверхности и горизонтальным участкам. Если ширину жилы при укладке на внутреннюю поверхность тороидального магнитопровода обозначить через "b", внутренний радиус окна магнитопровода (при укладке первого слоя обмотки - это внутренний радиус магнитопровода) через "r", а наружный радиус - через "R", то при плотной намотке на внутреннюю поверхность магнитопровода можно уложить "n" витков
n=2πr/b.
Для плотной укладки такого же числа витков на внешнюю поверхность магнитопровода необходимо воздействием на жгут (многожильный провод) увеличить его ширину до размера В
В=2πR/n.
Учитывая равенство витков в одном слое обмотки как на внутренней, так и на наружной поверхности магнитопровода, можно записать уравнение
2πr/b=2πR/B.
Из последнего следует, что
B=Rb/r.
При промежуточном радиусе укладки r* ширина жгута b* изменяется в соответствии с формулой
b*=r*b/r.
Поэтому в процессе укладки каждого слоя обмотки поперечному сечению жгута придают прямоугольную форму с изменяющейся в радиальном направлении шириной, пропорциональной отношению текущего радиуса укладки обмотки к внутреннему радиусу окна магнитопровода. В результате повышается плотность намотки, обеспечивается наиболее близкое расположение обмоток одна над другой по всей поверхности тороидального магнитопровода, что снижает индуктивность рассеяния обмоток, уменьшает их длину и сокращает габаритные размеры трансформатора.
На фиг.1 изображено расположение витков обмоток на тороидальном магнитопроводе;
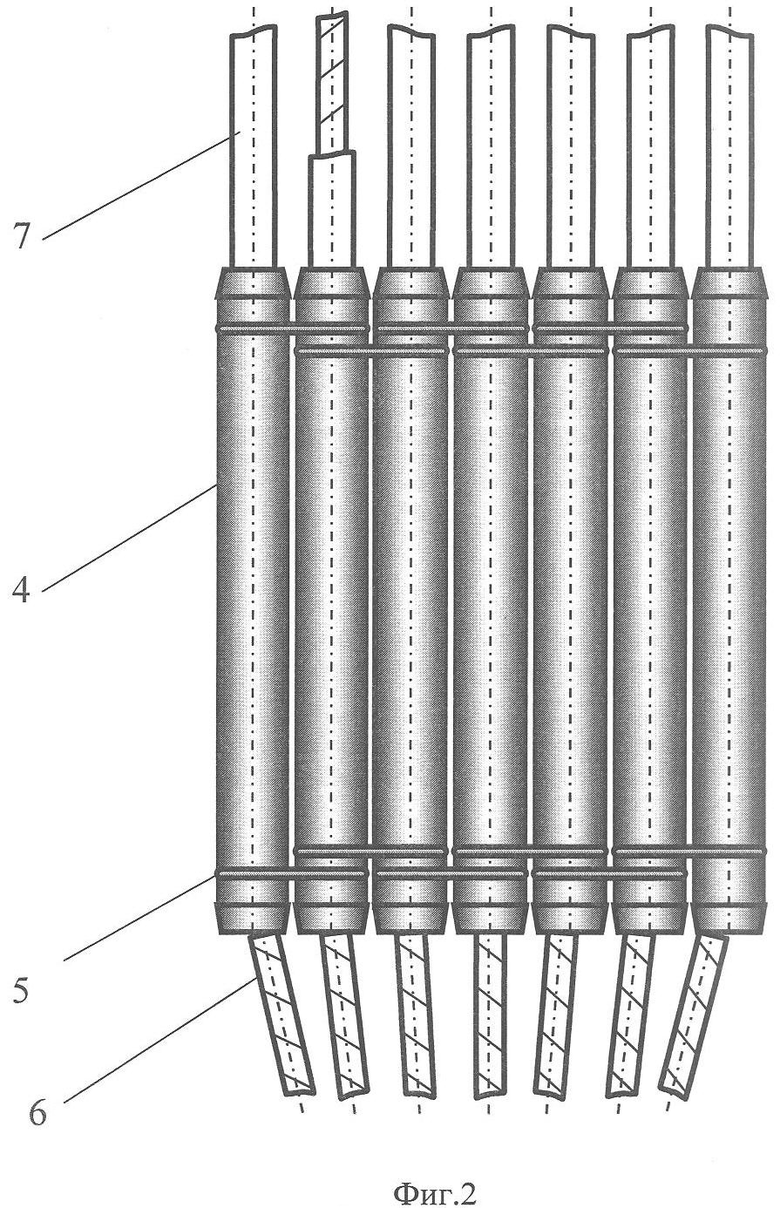
на фиг.2 - трансформируемая оправка, состоящая из группы направляющих трубок, соединяемых между собой скобами;
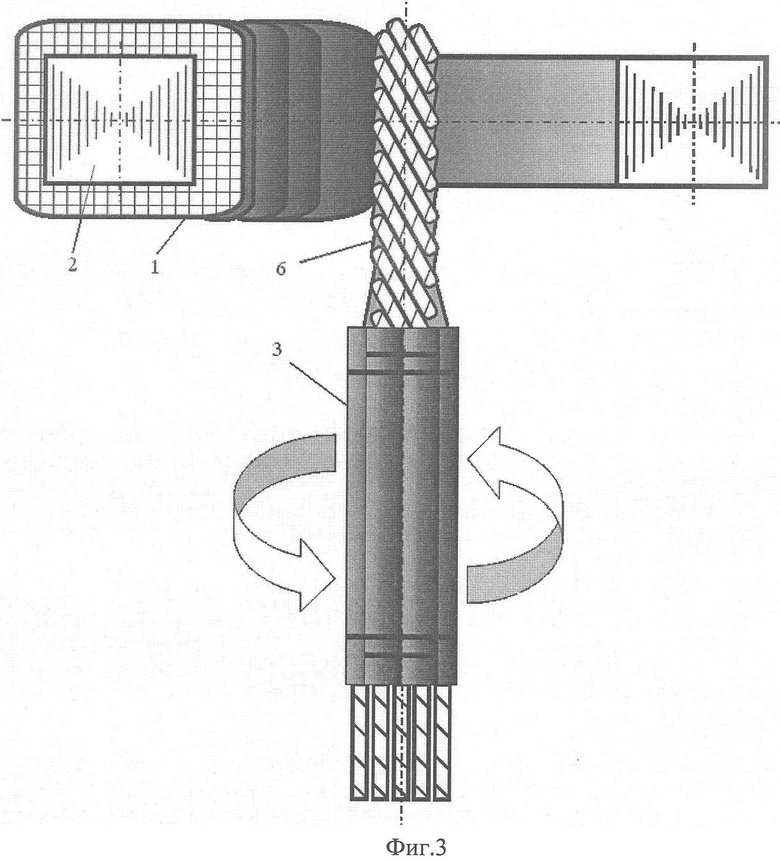
на фиг.3 - трансформируемая оправка в форме близкой к круглому поперечному сечению;
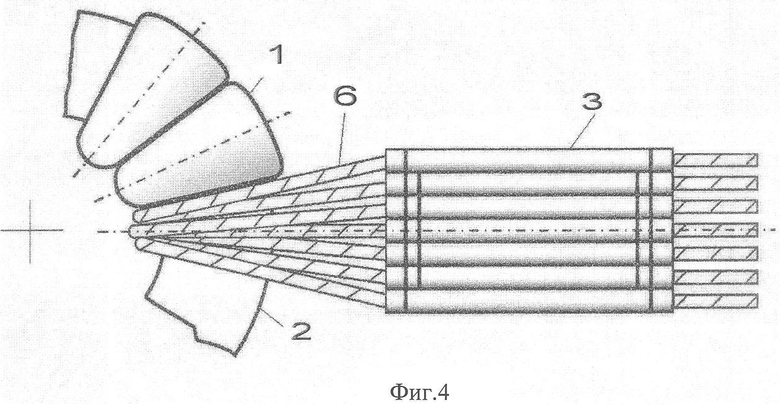
на фиг.4 - трансформируемая оправка в форме близкой к прямоугольной;
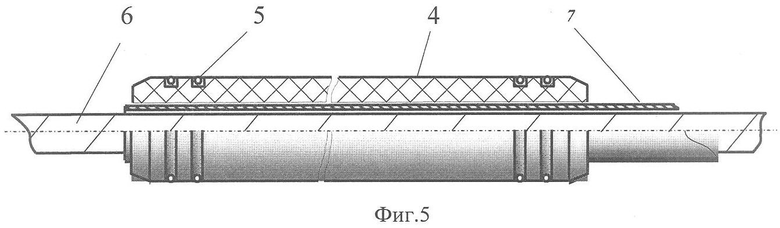
на фиг 5 - гибкие полимерные трубки оправки;
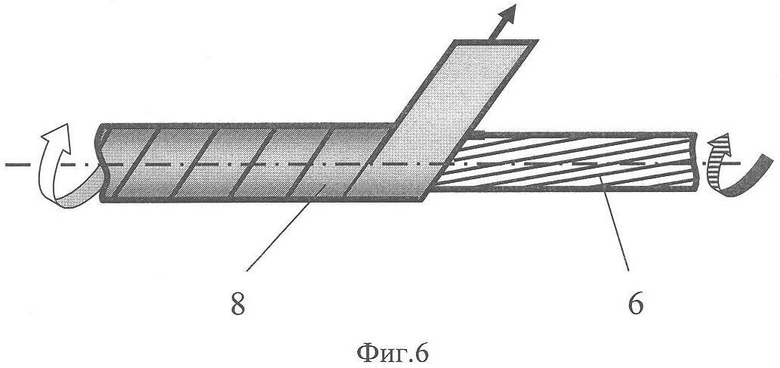
на фиг.6 - изоляция стренги лентой с клеевым слоем.
На фиг.1 показано расположение витков обмотки 1 на тороидальном магнитопроводе 2 в соответствии с предлагаемым способом их намотки. Плотную укладку витков на внутреннюю поверхность магнитопровода осуществляют посредством устройства - трансформируемой оправки 3, состоящей из группы направляющих трубок 4, соединяемых между собой скобами 5 (фиг.2). Форму оправки изменяют в зависимости от стадии укладки каждого витка (на внутреннюю поверхность тороидального магнитопровода, на его наружную поверхность либо на торцевые поверхности). Трубки 4 группируют, фиксируют скобами 5 между собой и перед укладкой провода на внутреннюю поверхность магнитопровода его скручивают в форму с круглым поперечным сечением (фиг.3), а перед укладкой на торцевые и внешнюю поверхности магнитопровода проводу придают форму с прямоугольным поперечным сечением (фиг.4) изменяющейся ширины по торцам, пропорциональной отношению текущего радиуса укладки к текущему внутреннему радиусу, а по наружной поверхности пропорциональной отношению текущего наружного радиуса к текущему внутреннему радиусу окна для каждого слоя обмотки. Стренги 6 перед укладкой продевают в отверстия направляющих трубок 4. На свободные части стренг надевают гибкие полимерные трубки 7 (фиг 5). Это защищает стренги 6 от их взаимного спутывания в процессе укладки. Предварительно стренги 6 изолируют лентой 8 с клеевым слоем (фиг.6). По мере формирования жгута с изменяющейся формой поперечного сечения, стренги 6 вытягивают из полимерных трубок 7. Вращение оправки 3 в плоскости, перпендикулярной оси формируемого жгута, изменяет его форму, а следовательно, и ширину. Так, для создания круглой в сечении формы (фиг.3) необходимы несколько оборотов оправки в одном направлении. Для плавного расширения жгута в процессе укладки необходимо трансформировать оправку 3 в форму с прямоугольным поперечным сечением и вращать оправку в противоположном направлении вплоть до состояния, когда все проволоки расположатся в одной плоскости (фиг.4) и многожильный провод будет уложен на внешнюю поверхность тороидального магнитопровода. Далее трансформация оправки 3 и ее вращение равномерно уменьшает ширину жгута и приведет его поперечное сечение к круглой форме (фиг.3), оптимальной для плотной укладки на внутреннюю поверхность магнитопровода. Последующие витки формируются и укладываются аналогично.
Заявляемый способ, сохраняя положительные качества приведенных в описании аналогов, обеспечивает по сравнению с ними, за счет изменения формы поперечного сечения провода в процессе укладки, изготовление обмоток с пониженной индуктивностью рассеяния, сокращение длины многожильного провода и уменьшение габаритов тороидального трансформатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОВОД ОБМОТОЧНЫЙ МНОГОЖИЛЬНЫЙ | 2024 |
|
RU2839892C1 |
| Способ изготовления трехфазного трансформатора | 2016 |
|
RU2633960C1 |
| Трансформатор отношений | 1975 |
|
SU556508A1 |
| Однофазный трансформатор с повышенной нагрузочной способностью | 2023 |
|
RU2833485C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| ТРАНСФОРМАТОР МАЛОЙ МОЩНОСТИ | 2006 |
|
RU2316841C1 |
| СВЕРХПРОВОДЯЩИЙ ТРАНСФОРМАТОР | 2015 |
|
RU2604056C1 |
| Сварочный трансформатор | 2017 |
|
RU2647876C1 |
| ТРАНСФОРМАТОР | 1991 |
|
RU2054722C1 |
| ТРАНСФОРМАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2065631C1 |
Изобретение относится к электротехнике. Заявленный способ заключается в том, что укладку обмоток производят многожильным проводом из изолированных лаком проволок. Провод перед укладкой на внутреннюю поверхность магнитопровода скручивают в форму с круглым поперечным сечением. При укладке на торцевые и внешнюю поверхности магнитопровода проводу придают форму с прямоугольным поперечным сечением изменяющейся ширины, пропорциональной отношению текущего радиуса укладки к внутреннему радиусу окна для каждого слоя обмотки. Изменяющаяся ширина витков обеспечивает повышенную плотность их укладки по всей поверхности магнитопровода, что уменьшает индуктивность рассеяния обмоток, сокращает длину многожильного провода и уменьшает габаритные размеры трансформатора. В этом и состоит технический результат. 6 ил.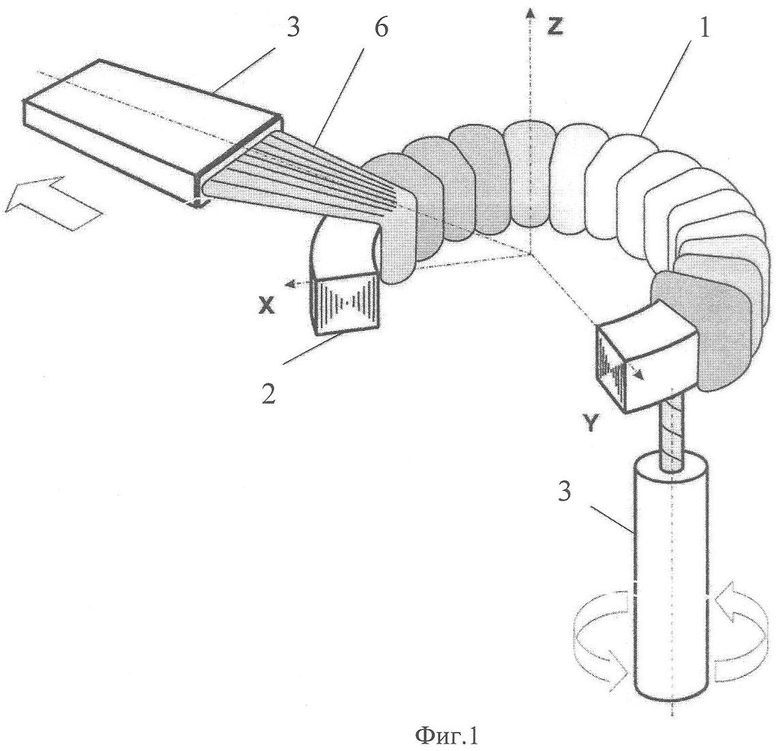
Способ намотки тороидальных высокочастотных трансформаторов многожильным проводом, заключающийся в плотной укладке витков на внутреннюю поверхность магнитопровода, отличающийся тем, что перед укладкой провода на внутреннюю поверхность магнитопровода его скручивают в форму с круглым поперечным сечением, а перед укладкой на торцевые и внешнюю поверхности магнитопровода проводу придают форму с прямоугольным поперечным сечением изменяющейся ширины по торцам, пропорциональной отношению текущего радиуса укладки к текущему внутреннему радиусу, а по наружной поверхности - пропорциональной отношению текущего наружного радиуса к текущему внутреннему радиусу окна для каждого слоя обмотки.
| БЕЛОПОЛЬСКИЙ И.И.и др | |||
| «Расчет трансформаторов и дросселей малой мощности», Москва-Ленинград, Госэнергоиздат, 1963, с.60-63 | |||
| Индукционное устройство | 1985 |
|
SU1327196A1 |
| ЕР 0569231 А1, 10.11.1993 | |||
| Дифференциальный усилитель | 1975 |
|
SU566303A1 |
| 0 |
|
SU198535A1 | |
| US 4473716 А, 25.09.1984. | |||

