Изобретение относится к электротехнике и может быть использовано в производстве трансформаторов, электродвигателей в качестве обмоточных проводов, в частности, для изготовления обмотки трансформаторов тока.
Обмоточные провода предназначены для изготовления обмоток электрических машин, аппаратов и различных приборов. Такие провода соответствуют определенным требованиям, чтобы обеспечивать надежность и безопасность работы электрических устройств. К основным требованиям относятся: высокая температурная стабильность, эффективная изоляция, устойчивость к физическим воздействиям.
Известны обмоточные провода, применяемые в области электротехники, в том числе при производстве трансформаторов.
Например, известный обмоточный провод с комбинированной изоляцией из синтетических лент [Патент 115973 RU на полезную модель, приор. от 17.06.2011, опубл. 10.05.2012, МПК H02K 3/02 (2006.01)] выполнен прямоугольного сечения с гибкой медной жилой прямоугольного сечения и изоляцией из комбинации лент полиэтилентерефталатной пленки марки ПЭТ-Э и арамидной бумаги НОМЕКС. Для придания гибкости проводу токопроводящая жила скручена из медных мягких проволок и провальцована до прямоугольного сечения.
Недостатком указанного выше технического решения является недостаточная гибкость провода, в результате чего происходит транспонирование провода при укладке, что делает процесс производства сложным и длительным.
Также известен обмоточный провод [Патент 42129 RU на полезную модель, приор. от 30.07.2004, опубл. 20.11.2004, МПК H01B 3/00 (2000.01)], содержащий токопроводящую жилу, покрытую изоляционным слоем, отличающийся тем, что изоляционный слой состоит из двух лент из полимерной пленки, наложенных обмоткой друг на друга, клеящего материала, наложенного по верхнему слою второй полимерной ленты и одной ленты арамидной бумаги, наложенной обмоткой по слою клеящего материала.
Недостатком известного решения является недостаточная гибкость провода, ввиду наличия клеящего слоя, который создает дополнительную толщину провода и придает ему жесткость.
Таким образом, изобретение направлено на решение проблемы, заключающейся в излишней жесткости провода и его неподатливости при намотке, так что при формировании первичного окна обмотки происходит транспонирование провода, то есть его изгибание в виде «восьмерки», влекущее за собой дополнительные временные затраты на укладывание провода, увеличение вероятности повреждения изоляции.
Техническим результатом, достигаемым при реализации изобретения, является повышение гибкости и эластичности обмоточного провода, стойкого к механическим повреждениям.
Провод обмоточный многожильный содержит жилу, скрученную из стренг, скрученных в свою очередь из множества проволок, а также многослойную изоляцию.
Провод характеризуется тем, что изоляция включает в себя три изоляционных слоя, каждый из которых выполнен с перекрытием витков ленты изоляционного слоя по ширине для обеспечения гибкости и эластичности провода с надежной изоляцией.
При этом слои выполнены и размещены следующим образом:
- первый слой выполнен из полимерной пленки и наложен по направлению повива жилы,
- второй слой выполнен из кабельной бумаги и наложен по направлению повива жилы, и
- третий слой выполнен из полимерной пленки и наложен в направлении противоположном повиву жилы.
Слои из полимерной пленки обеспечивают надежную изоляцию с достаточной гибкостью провода. Слой из кабельной бумаги позволяет быстро обнаруживать прорыв изоляции, в случае его возникновения, обеспечивая тем самым надежность провода, сохраняя его гибкость. Причем заявленная последовательность слоев обеспечивает достаточную гибкость, эластичность и податливость провода с надежной многослоевой изоляцией, хорошее скрепление слоев которой обусловлено разным направлением их повива.
Такое исполнение провода обмоточного обеспечивает гибкость, эластичность и податливость провода при формировании первичного окна и всей обмотки в целом, сохраняя надежную изоляцию и прочность к механическим повреждениям.
Для обеспечения оптимальной гибкости и податливости провода кратность шага скрутки проволок в стренгу может находиться в диапазоне от 32 до 38 включительно, предпочтительно равна 35, а кратность шага скрутки стренг в жилу - в диапазоне от 9 до 11, предпочтительно равна 10.
Для дополнительного поддержания гибкости провода при хороших параметрах электрической прочности толщина каждого изоляционного слоя из полимерной пленки может составлять не более 20 мкм.
Диаметр проволок в диапазоне 0,39-0,4 мм и выполнение проволок из меди позволит дополнительно обеспечить гибкость и податливость провода, при этом сохраняя приданную форму.
В заявленном техническом решении витки каждого изоляционного слоя могут быть выполнены с перекрытием по ширине в диапазоне от 25% до 35% от ширины ленты, что дополнительно способствует созданию надежной изоляции при сохранении гибкости и податливости провода.
В качестве полимерной пленки может быть использована полиэтилентерефталатная пленка как обладающая оптимальным сочетанием плотности, толщины и электрической прочности, обеспечивающими наилучшее показатели гибкости провода.
Для наиболее плотного укладывания и податливости при намотке провод дополнительно может быть выполнен прямоугольным.
Таким образом, заявленное техническое решение представляет собой провод обмоточный многожильный с высокой гибкостью, эластичностью и податливостью при его намотке и формировании первичного окна, при этом сохраняя надежную изоляцию. В зависимости от конкретного варианта исполнения провод подходит к оборудованию разных размеров: и к такому, где витки обмотки меньшего размера и требуют большей податливости провода, и для витков большего размера, где требования к податливости снижены (в сравнении с изделиями малого размера).
Сущность заявляемого изобретения поясняется фигурами, где представлено:
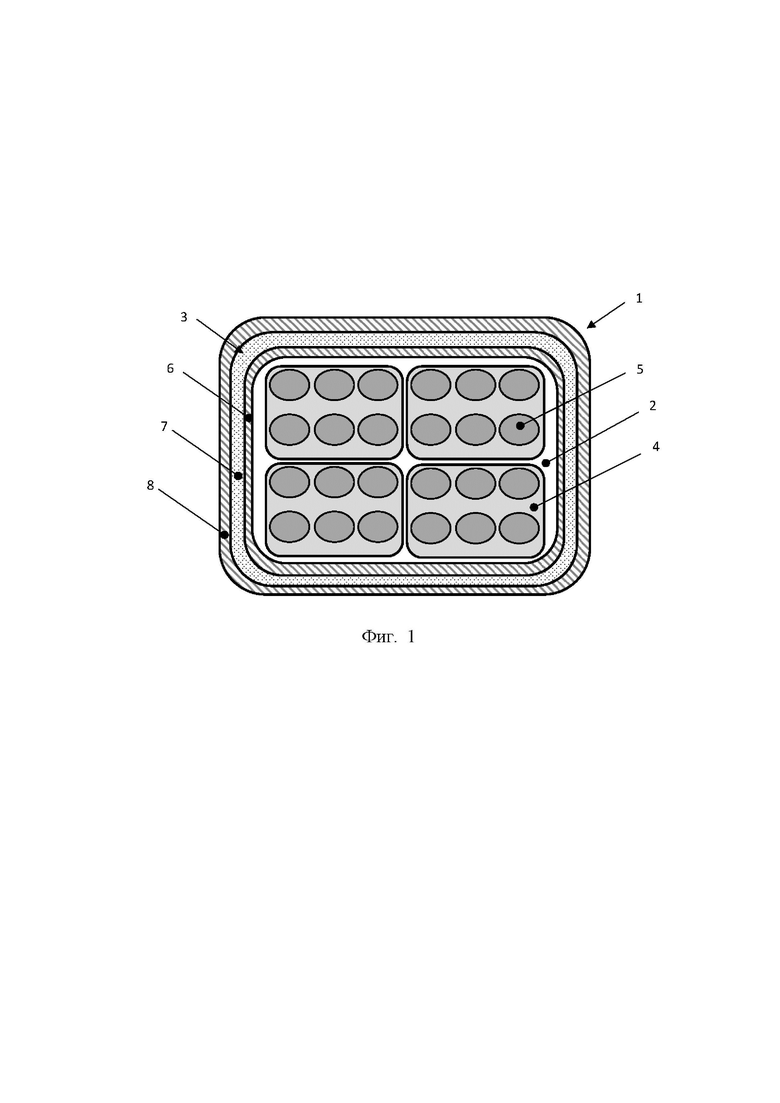
- на фиг. 1 - схематичное изображение провода обмоточного многожильного в поперечном разрезе;
- на фиг. 2 - продольный вид провода обмоточного многожильного.
Для подтверждения реализации изобретением своего назначения и достижения заявленного технического результата рассмотрим вариант исполнения провода обмоточного многожильного.
Заявляемый провод (1) обмоточный многожильный выполнен в виде токопроводящей скрученной и провальцованной до необходимого размера жилы (2) и многослойной изоляции (3). Жила (2) выполнена однонаправленно скрученной из стренг (4), которые в свою очередь скручены из проволок (5).
Провод (1), предпочтительно, имеет прямоугольную форму, что обеспечивает лучшее заполнение места при формировании обмотки катушек и простоту укладывания за счет того, что площадь соприкосновения витков прямоугольного провода больше площади соприкосновения круглого провода.
В обмоточном проводе (1), предпочтительно, используется мягкая медная проволока (5), например, проволока марки ММ ТУ 16-705.492-2005. Медные проволоки (5), при своей мягкости и податливости, обеспечивают устойчивость провода (1) к многократным сгибаниям без ломкости и небольшие потери в проводнике, ввиду небольшого сопротивления, в отличие, например, от алюминиевых проволок.
В оптимальной конфигурации провода (1) используется проволока (5) диаметром 0,39-0,4 мм. Недостаток проволоки меньшего диаметра, например, 0,3 мм - это получение гибкого и легко изгибающегося провода, но который плохо держит форму. В то же время недостатком проволок диаметра большего, чем обозначенный диапазон, например, 0,49 мм, является получение провода, который хорошо держит форму, но тугой и недостаточно гибкий для формирования обмотки.
Для улучшения связи между проволоками и стренгами их скручивают, причем шаг скрутки должен быть одинаковым по всей длине провода. Кратность шага определяется шагом скрутки, то есть расстоянием вдоль оси стренги (4), на котором проволока (5) делает один полный виток. Например, кратность шага 35 при диаметре стренги 10 мм задает шаг скрутки в 350 мм. Иными словами, полный оборот проволок вокруг стренги диаметра 10 мм займет 350 мм длины стренги.
Предпочтительно проволоки (5) скручены в стренгу (4) с кратностью шага скрутки проволок (5) в диапазоне от 32 до 38 включительно, наиболее предпочтительна кратность шага в 35. Данное значение кратности шага скрутки получено опытным путем, в результате чего было выявлено, что если кратность шага скрутки меньше 32, то сформированный провод (1) чрезмерно жесткий и мало податливый, а если больше 38, то провод (1) недостаточно жесткий и плохо держит форму.
В предпочтительном варианте осуществления скрутка стренг (4) в жилу (2) выполняется с кратностью шага в диапазоне от 9 до 11 включительно, (наиболее предпочтительно - 10), что способствует гибкости и эластичности провода (1), необходимой для исключения транспонирования провода (1) при намотке. Скрутка стренг с меньшей или большей кратностью шага влечет за собой последствия, аналогичные негативному эффекту, описанному выше в отношении скрутки проволок.
Благодаря заявляемому конструктиву жилы (2), достигается оптимальное сочетание гибкого провода (1), податливого при намотке, и в тоже время хорошо сохраняющего заданную при намотке форму.
Изоляция (3) жилы (2) выполнена методом многослойной обмотки. А именно, изоляция (3) имеет три изоляционных слоя изоляционных лент:
- первый слой (6) выполнен из полимерной пленки, например, полиэтилентерефталатной пленки (ПЭТ-Э) в соответствии с ГОСТ 24234-80,
- второй слой (7) - из кабельной бумаги, например, К-080 или ТВНУ-085 по ГОСТ 23436-83 или ГОСТ 24874-91, соответственно,
- и третий слой (8) снова из полимерной пленки, например, полиэтилентерефталатной пленки (ПЭТ-Э) в соответствии с ГОСТ 24234-80.
За счет эластичности, долговечности и гибкости полимерной пленки применение ее в качестве изоляционного материала первого и третьего изоляционных слоев обеспечивает сохранение гибкости и податливости провода. В особенности, при толщине пленки не более 20 мкм, достигается оптимальное сочетание ее эластичности и надежности. Используемая полимерная пленка является хорошей изоляцией, обеспечивающей электрическую прочность, 220 кВ/мм, необходимую для надежной работы силового оборудования, в котором применяется провод (1), например, трансформаторов тока. Дополнительно при применении полиэтилентерефталатной (ПЭТ-Э) пленки обеспечивается оптимальное сочетание плотности, толщины и электрической прочности, обеспечивающими наилучшее показатели гибкости провода.
Второй слой (7) выполнен из кабельной бумаги и расположен между изоляционными слоями из полимерной пленки (6, 8), что позволяет определять, имеет ли место нарушение изоляционных слоев при намотке провода (1) благодаря видимости места разрыва бумаги при повреждении изоляции (3). Такое свойство кабельной бумаги дополнительно положительно влияет на надежность изоляции, позволяя своевременно обнаруживать и устранять ее повреждения. Кроме того, кабельная бумага имеет небольшую толщину, и плотность меньшую, чем, например, арамидная бумага НОМЕКС (по патенту RU 115973), что дополнительно благоприятно влияет на гибкость и эластичность провода (1).
Первый слой (6) и второй слой (7) выполнены намотанными на жилу (2) в направлении ее повива, а третий слой (8) - в противоположном направлении. Такое наложение изоляционных слоев (6, 7, 8) на жилу (2) обеспечивает их надежное крепление, препятствуя разматыванию и, как следствие, нарушению изоляции (3). Опытным путем выявлено, что наложение третьего слоя (8) в противоположном направлении от первых двух слоев (6, 7) обуславливает податливость провода (1) при изгибании, то есть делает провод (1) более гибким без потерь в надежности изоляции (3). В случае наложения третьего слоя (8) по направлению повива жилы, аналогично первому слою (6) и второму слою (7), провод (1) сложно поддается укладке без нарушения изоляции, иными словами при изгибании провода (1) образуются зазоры в витках изоляционных слоев (6, 7, 8). Второй слой (7) выполнен из кабельной бумаги, что исключает необходимость дополнительного крепления изоляционного слоя, например такого, как клеевой слой по патенту RU 42129, способствуя большей гибкости и эластичности провода (1), то есть фиксирование второго слоя (7) происходит не только за счет натяжения бумаги, но еще и наложением поверх него третьего слоя (8), что дополнительно увеличивает надежность изоляции (3).
Перекрытие витков ленты каждого изоляционного слоя по ширине обеспечивает гибкую, надежную изоляцию без зазоров, в то же время позволяющую избегать транспонирования провода при формировании первичного окна.
В предпочтительном варианте осуществления изобретения перекрытие витков ленты изоляционного слоя по ширине при наложении каждого изоляционного слоя (6, 7, 8) на токопроводящую жилу (2) должно быть не менее 25% и не более 35% включительно от ширины ленты изоляционного слоя (6, 7, 8). Указанный диапазон перекрытия изоляционного слоя (6, 7, 8) установлен опытным путем, в результате чего было выявлено, что, если процент перекрытия ленты изоляционного слоя менее 25% от ее ширины, то наложение ленты может быть недостаточным, и при формировании первичного окна жила (2) может оголяться, что приводит к нарушению изоляции (3) на проводнике. Если перекрытие ленты изоляционного слоя больше 35% от ее ширины, то имеет место излишнее наложение изоляции (3), провод (1) становится более жестким, теряется гибкость и эластичность.
Таким образом, диапазон перекрытия ленты каждого изоляционного слоя (6, 7, 8) от 25% до 35% от ее ширины включительно, дополнительно обеспечивает легкое и надежное формирование провода (1), сохранение гибкости провода (1), и его покрытие изоляционными слоями (6, 7, 8) без образования зазоров.
Заявляемый провод предпочтительно изготавливается следующим образом.
Проволоку (5), предпочтительный диаметр которой от 0,39 мм до 0,4 мм, изготавливают методом волочения. Диаметр проволоки определен опытным путем, в результате чего было установлено, что провод из проволок меньшего диаметра, например, диаметром в 0,3 мм, будет гибким, но не держит форму, а провод из проволок большего диаметра, например, диаметром 0,49 мм, держит форму, но не гибкий.
После производства проволоки (5) скручивают в стренги (4), предпочтительно, с кратностью шага скрутки в диапазоне от 32 до 38 включительно. Причем количество проволок (5) в стренге (4) задается в зависимости от параметров электрического сопротивления, определенных в технических характеристиках оборудования, для которого изготавливается провод (1). После этого стренги (4) скручиваются в жилу (2), предпочтительно, с кратностью шага скрутки в диапазоне от 9 до 11 включительно. Количество стренг (4) в жиле (2) предварительно задается в зависимости от диаметра провода, требуемого для оборудования, в котором применяется провод (1). Сформированная таким способом жила (2) имеет круглое сечение. Для придания жиле (2) прямоугольной формы, ее прокатывают через прямоугольные ролики, которые формируют предварительно заданные конструктором габариты, требуемые для оборудования, к которому изготавливается провод (1).
На сформированную жилу (2) прямоугольного сечения наматывают изоляционные слои (6, 7, 8). Сначала по направлению повива жилы (2) наматывают первый изоляционный слой (6) из полимерной пленки с предпочтительным перекрытием ленты изоляционного слоя в диапазоне от 25% до 35% от ее ширины включительно. На первый слой в том же направлении наматывают второй изоляционный слой (7) из кабельной бумаги с аналогичным наложением ленты изоляционного слоя по ширине. Третий изоляционный слой (8) из полимерной пленки наматывают поверх второго (7) в противоположном направлении с наложением ленты изоляционного слоя в предпочтительном диапазоне от 25% до 35% от ее ширины включительно.
Жила (2), покрытая многослойной изоляцией (3), образует гибкий и эластичный провод (1), стойкий к механическим повреждениям, податливый при формировании первичного окна обмотки и изгибов при намотке в целом. Изоляционные слои, наложенные с перекрытием витков ленты изоляционного слоя, как доказано опытным путем, дополнительно упрощают формирование изгибов провода (1), поддержание заданной формы, и снижают риск образования зазоров в изоляции (3).
Готовый обмоточный провод (1), режут на заданную в зависимости от количества витков обмотки длину, например, 1120 мм, 3430 мм, 4000 мм, либо иную длину.
Изготовленный провод обмоточный применяют при формировании обмотки электрических машин, например, трансформаторов, следующим образом.
Производят зачистку концов провода (1) и их крепление к медной шине. Далее начинают намотку провода (1), формируют первичное окно обмотки, что является ключевым этапом в намотке провода (1) обмоточного, который служит основанием для обмотки силового оборудования в целом.
Особенно важным на этапе формирования первичного окна является эластичность, податливость и гибкость провода (1), позволяющая избегать его транспонирования. В то же время, для обеспечения должного качества силового оборудования сформированное первичное окно обмотки должно держать форму, то есть не распадаться при намотке провода (1). Упомянутые результаты достигаются благодаря наличию первого изоляционного слоя из полимерной пленки и второго изоляционного слоя из бумаги, наложенных по направлению повива жилы, и третьего изоляционного слоя из полимерной пленки, наложенного против направления повива жилы.
Если происходит повреждение изоляции (3) в процессе намотки, может возникнуть разрыв в изоляционных слоях (6, 8), представляющих собой прозрачную пленку, повреждения которой сложно заметить. При этом бумажный изоляционный слой (7) также повреждается и хорошо виден, а его разрыв легко заметить и, соответственно, можно своевременно устранить прорыв изоляции провода. При этом плотность и толщина кабельной бумаги, из которой выполнен изоляционный слой (7) позволяет сохранять высокие показатели гибкости и эластичности провода.
Дополнительно улучшает достигаемый эффект выполнение проволок медными и имеющими диаметр 0,39-0,4 мм, собранными в стренгу с кратностью шага скрутки в диапазоне от 32 до 38 включительно, стренги, скрученные в жилу с кратностью шага скрутки в диапазоне от 9 до 11 включительно, разнонаправленная многослойная изоляция с перекрытием ленты каждого изоляционного слоя в диапазоне от 25% до 35% от ее ширины.
После того как первичное окно сформировано, приступают к намотке предварительно заданного количества витков провода (1), формируя обмотку электрического оборудования.
Таким образом, заявляемый провод обмоточный многожильный является гибким и податливым при формировании обмотки силового оборудования, легко и быстро укладывается, формируя первичное окно обмотки с необходимыми изгибами. При этом провод является устойчивым к механическим повреждениям, а также позволяет обнаружить нарушение какого-либо слоя изоляции на этапе намотки и своевременно его устранить, обеспечивая надежную работу оборудования, в котором планируется его применение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОДОВ | 1994 |
|
RU2087959C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| Способ изготовления силового кабеля и кабель, изготавливаемый данным способом | 2023 |
|
RU2808049C1 |
| МОНТАЖНЫЙ ЭЛЕКТРИЧЕСКИЙ ПРОВОД | 2016 |
|
RU2651874C2 |
| Кабель грузонесущий комбинированный для подводного применения | 2021 |
|
RU2763164C1 |
| ГЕРМЕТИЗИРОВАННЫЕ ПАРА И ТРОЙКА, И КАБЕЛИ МОНТАЖНЫЕ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЕ, ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ С СЕРДЕЧНИКОМ ИЗ ГЕРМЕТИЗИРОВАННЫХ ПАР ИЛИ ТРОЕК (ВАРИАНТЫ) | 2022 |
|
RU2787357C1 |
Изобретение относится к электротехнике и может быть использовано в производстве трансформаторов, электродвигателей в качестве обмоточных проводов, в частности, для изготовления обмотки трансформаторов тока. Технический результат заключается в повышении гибкости и эластичности обмоточного провода, стойкого к механическим повреждениям. Технический результат достигается тем, что обмоточный провод содержит жилу, скрученную из стренг, которые скручены из проволок, и многослойную изоляцию. Изоляция включает в себя три слоя, причем каждый слой выполнен с перекрытием витков ленты изоляционного слоя по ширине. Первый слой выполнен из полимерной пленки и наложен по направлению повива жилы, второй - из кабельной бумаги и наложен по направлению повива жилы, и третий - из полимерной пленки и наложен в направлении, противоположном повиву жилы. 10 з.п. ф-лы, 2 ил.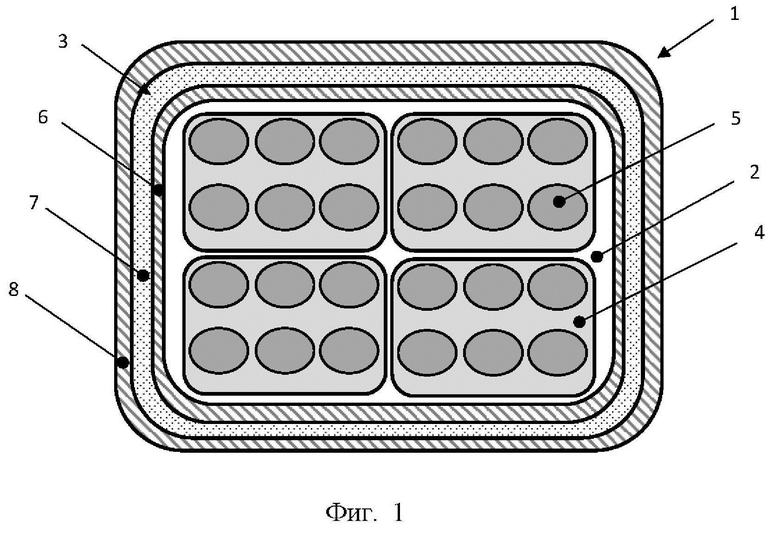
1. Провод обмоточный многожильный, содержащий жилу, скрученную из стренг, скрученных из множества проволок, и многослойную изоляцию, характеризующийся тем, что изоляция включает в себя три изоляционных слоя, каждый из которых выполнен с перекрытием витков ленты изоляционного слоя по ширине, при этом:
первый слой выполнен из полимерной пленки и наложен по направлению повива жилы;
второй слой выполнен из кабельной бумаги и наложен по направлению повива жилы; и
третий слой выполнен из полимерной пленки и наложен в направлении, противоположном повиву жилы.
2. Провод по п. 1, характеризующийся тем, что кратность шага скрутки проволок в стренгу находится в диапазоне от 32 до 38 включительно.
3. Провод по п. 2, характеризующийся тем, что кратность шага скрутки равна 35.
4. Провод по п. 1, характеризующийся тем, что кратность шага скрутки стренг в жилу находится в диапазоне от 9 до 11 включительно.
5. Провод по п. 4, характеризующийся тем, что кратность шага скрутки стренг в жилу равна 10.
6. Провод по п. 1, характеризующийся тем, что толщина каждого изоляционного слоя из полимерной пленки составляет не более 20 мкм.
7. Провод по п. 1, характеризующийся тем, что перекрытие витков ленты изоляционного слоя по ширине находится в диапазоне от 25% до 35% от ширины ленты изоляционного слоя включительно.
8. Провод по п. 1, характеризующийся тем, что диаметр проволок составляет от 0,39 мм до 0,4 мм.
9. Провод по п. 1, характеризующийся тем, что проволоки выполнены из меди.
10. Провод по п. 1, характеризующийся тем, что полимерная пленка является политилентерефталатной пленкой.
11. Провод по п. 1, характеризующийся тем, что провод выполнен прямоугольным.
| CN 219163036 U, 09.06.2023 | |||
| CN 118098686 A, 28.05.2024 | |||
| JP 7558374 B1, 30.09.2024 | |||
| СТАНОК ДЛЯ СВАРКИ ПОЛИМЕРНОЙ ПЛЕНКИ | 0 |
|
SU210354A1 |
| 0 |
|
SU161726A1 | |

