Предпосылки изобретения
Перекрестная ссылка на родственную заявку
Настоящая заявка заявляет преимущество предварительной заявки на патент США, регистрационный № 60/511562, направленной на рассмотрение 15 октября 2003.
Область техники
Настоящая заявка в целом относится к системам и способам получения алифатических спиртов. В частности, варианты осуществления изобретения, описанные в работе, относятся к системам и способам получения разветвленных алифатических спиртов с использованием установок гидрирования и дегидрирования-изомеризации.
Описание уровня техники
Алифатические спирты являются важными соединениями, которые могут быть использованы в различных целях или могут быть превращены в другие химические соединения (например, в поверхностно-активные вещества, сульфаты). Поверхностно-активные вещества могут быть использованы в различных целях (например, в качестве детергентов, мыла, при регенерации масла).
Структура алифатического спирта может влиять на свойства производимого из алифатического спирта поверхностно-активного вещества и/или детергента (например, на растворимость в воде, способность к биологическому разложению и моющую способность в холодной воде). Например, на растворимость в воде можно влиять линейностью алифатической части алифатического спирта. С ростом линейности алифатической части растет, гидрофильность (то есть сродство к воде) поверхностно-активного вещества на основе алифатического спирта может падать. Таким образом, растворимость в воде и/или моющие свойства поверхностно-активного вещества на основе алифатического спирта могут уменьшаться. Введение разветвлений в алифатическую часть поверхностно-активного вещества на основе спирта может повышать растворимость в холодной воде и/или моющую способность поверхностно-активного вещества на основе спирта. Способность к биологическому разложению поверхностно-активных веществ на основе алифатических спиртов, однако, может уменьшаться, если разветвления в алифатической части спиртового поверхностно-активного вещества включают большое число четвертичных атомов углерода. Введение разветвлений с минимальным числом четвертичных атомов углерода в алифатическую часть поверхностно-активного вещества на основе алифатического спирта может повышать растворимость в холодной воде и/или моющую способность спиртовых поверхностно-активных веществ при сохранении способности к биологическому разложению детергентов.
Алифатическая часть алифатического спирта, используемого для производства поверхностно-активного вещества, может включать одну или несколько алифатических алкильных групп в качестве разветвлений. Алифатические алкильные группы, которые могут образовывать разветвления в алифатической части, могут представлять собой метильные, этильные, пропильные или высшие алкильные группы. Четвертичные или третичные атомы углерода могут присутствовать, если алифатическая часть разветвлена. Число четвертичных и третичных атомов углерода может быть результатом схемы разветвления в алифатической части. В данном изобретении выражение «алифатический четвертичный атом углерода» относится к атому углерода, который не связан ни с одним атомом водорода.
Способы получения композиций разветвленных первичных спиртов описаны в патенте США № 5849960 (Singleton et al.), под названием “Highly Branched Primary Alcohol Compositions and Biodegradable Detergents Made Therefrom”, а также в патенте США № 6150322 (Singleton et al.), под названием “Highly Branched Primary Alcohol Compositions and Biodegradable Detergents Made Therefrom”.
Суть изобретения
В одном из вариантов осуществления изобретения алифатические спирты могут быть получены способами, которые включают гидрирование олефинов до парафинов. Технологический поток сырья, поступающий на установку гидрирования, может включать линейные олефины и парафины со средним числом атомов углерода от 7 до 18. В одном из вариантов осуществления изобретения технологический поток сырья, поступающий на установку гидрирования, включает линейные олефины и парафины со средним числом атомов углерода от 10 до 17. В данном изобретении выражение «углеродное число или число атомов углерода» относится к общему числу атомов углерода в молекуле. Технологический поток сырья, поступающий на установку гидрирования, в некоторых вариантах осуществления, получен в процессе Фишера-Тропша.
На установке гидрирования, по меньшей мере, часть олефинов в потоке сырья может быть прогидрирована с получением парафинов. Полученный поток парафинового сырья может быть подан на установку дегидрирования-изомеризации. По меньшей мере, часть парафинов в потоке сырья может быть подвергнута дегидрированию с образованием олефинов. Установка дегидрирования-изомеризации также может изомеризовать, по меньшей мере, часть полученных олефинов и, по меньшей мере, часть олефинов, которые уже присутствуют в потоке исходного сырья. Олефины, полученные с установки дегидрирования-изомеризации, могут быть подвергнуты гидроформилированию с получением алифатических спиртов. По меньшей мере, часть алифатических спиртов может иметь разветвленную алифатическую структуру.
По меньшей мере, часть парафинов в потоке сырья может быть подвергнута дегидрированию с получением олефинов в установке дегидрирования-изомеризации. По меньшей мере, часть полученных олефинов и, по меньшей мере, часть олефинов, которые уже присутствуют в потоке сырья, также могут быть подвергнуты изомеризации на установке дегидрирования-изомеризации. Процесс изомеризации превращает линейные олефины (например, неразветвленные олефины) в разветвленные. Изомеризованные олефины могут быть подвергнуты гидроформилированию с получением соответствующих алифатических спиртов. После гидроформилирования олефинов непрореагировавшие компоненты могут быть отделены от полученных алифатических спиртовв. Парафины и непрореагировавшие олефины в отделенном потоке могут быть рециркулированы назад на установку дегидрирования-изомеризации.
Условия процесса в установке дегидрирования-изомеризации могут быть такими, что полученные разветвленные олефины имеют среднее число разветвлений на молекулу олефина от 0,7 до 2,5. Разветвленные олефины могут представлять собой, но без ограничения, метил- и/или этил-разветвленные олефины. Процесс изомеризации может давать разветвленные олефины, которые содержат менее чем 0,5% четвертичных алифатических атомов углерода. Установка дегидрирования-изомеризации может содержать катализатор, который выполняет две функции: дегидрирование парафинов до олефинов и изомеризацию олефинов в разветвленные олефины.
В одном из вариантов осуществления изобретения установка дегидрирования-изомеризации может включать большое количество зон, а именно первую реакционную зону и вторую реакционную зону. Первая реакционная зона может представлять собой зону дегидрирования. Вторая реакционная зона может представлять собой зону изомеризации. Поток углеводородов, состоящий из олефинов и парафинов, может поступать в зону дегидрирования. По меньшей мере, часть парафинов в потоке углеводородов может дегидрироваться до олефинов с получением обогащенного ими потока. Обогащенный олефинами поток может поступать в зону изомеризации. В зоне изомеризации, по меньшей мере, часть олефинов из обогащенного олефинами потока может быть подвергнута изомеризации до разветвленных олефинов. Разветвленные олефины могут быть превращены в алифатические спирты гидроформилированием. После гидроформилирования олефинов поток парафинов и непрореагировавших олефинов может быть отделен от полученных алифатических спиртовых продуктов. Поток парафинов и непрореагировавших олефинов может быть рециркулирован направлением, по меньшей мере, части потока парафинов и непрореагировавших олефинов на установку дегидрирования-изомеризации и/или в поток, поступающий на установку дегидрирования-изомеризации.
В одном из вариантов изобретения установка дегидрирования-изомеризации может иметь конфигурацию составного (сложенного) слоя, который может включать катализатор дегидрирования и катализатор изомеризации углеводородного потока. По меньшей мере, часть парафинов в углеводородном потоке может быть дегидрирована до олефинов с получением обогащенного ими потока. Обогащенный олефинами поток может поступать в зону изомеризации. В зоне изомеризации, по меньшей мере, часть олефинов в обогащенном олефинами потоке может изомеризоваться до разветвленных олефинов, которые могут быть превращены в алифатические спирты гидроформилированием. После гидроформилирования олефинов поток парафинов и непрореагировавших олефинов может быть отделен от полученных алифатических спиртовых продуктов. Поток парафинов и непрореагировавших олефинов может быть рециркулирован направлением, по меньшей мере, части потока парафинов и непрореагировавших олефинов назад на установку дегидрирования-изомеризации и/или в поток, поступающий на установку дегидрирования-изомеризации.
В некоторых вариантах осуществления, по меньшей мере, часть алифатических спиртов может быть сульфатирована с образованием алифатических сульфатов. В некоторых вариантах осуществления алифатические сульфаты могут содержать разветвленные алкильные группы.
В некоторых вариантах изобретения, по меньшей мере, часть полученных алифатических спиртов может быть оксиалкилирована с получением оксиалкиловых спиртов. В некоторых вариантах осуществления изобретения, по меньшей мере, часть полученных алифатических спиртов может содержать разветвленные алкильные группы. В некоторых вариантах изобретения, по меньшей мере, часть полученных разветвленных алифатических спиртов может быть этоксилирована с образованием разветвленных этоксиалкиловых спиртов. По меньшей мере, часть оксилакиловых спиртов может быть сульфатирована с образованием оксиалкилсульфатов. В некоторых вариантах изобретения оксиалкилсульфаты могут содержать разветвленные алкильные группы.
Краткое описание чертежей
Преимущества настоящего изобретения будут очевидны для специалиста в данной области техники при рассмотрении приведенного ниже подробного описания вариантов осуществления изобретения и при рассмотрении прилагаемых чертежей, где:
ФИГ.1 показывает принципиальную схему варианта осуществления системы для производства алифатических спиртов с использованием установки гидрирования и установки дегидрирования-изомеризации;
ФИГ.2 показывает принципиальную схему варианта осуществления системы для производства разветвленных алифатических спиртов с использованием установки гидрирования, установки дегидрирования-изомеризации и установки разделения для отделения разветвленных олефинов от линейных олефинов и парафинов;
ФИГ.3А-В показывают принципиальные схемы вариантов осуществления системы для производства разветвленных алифатических спиртов с использованием установки гидрирования и установки дегидрирования-изомеризации с двумя зонами;
ФИГ.3 показывает принципиальную схему варианта осуществления системы для производства разветвленных алифатических спиртов с использованием установки гидрирования и установки дегидрирования-изомеризации с конфигурацией катализатора в виде составного слоя.
Хотя настоящее изобретение допускает различные модификации и альтернативные формы, конкретные варианты осуществления изобретения представлены с помощью примера в чертежах и будут рассмотрены подробно. Следует понимать, что чертежи и подробное описание не предназначены для ограничения изобретения конкретной описанной формой, но напротив, изобретение должно охватывать все модификации, эквивалентные и альтернативные варианты, подпадающие под суть и объем настоящего изобретения, которое определено в прилагаемой формуле изобретения.
Подробное описание вариантов осуществления изобретения
Углеводородные продукты могут быть синтезированы из синтез-газа (то есть смеси водорода и монооксида углерода), используя процесс Фишера-Тропша. Синтез-газ может быть получен частичным сжиганием нефти (например, каменного угля, углеводородов), конверсией природного газа или за счет его частичного окисления. Процесс Фишера-Тропша каталитически превращает синтез-газ в смесь продуктов, которые включают насыщенные углеводороды, ненасыщенные углеводороды и незначительное количество кислородсодержащих продуктов. Продукты процесса Фишера-Тропша могут быть использованы для производства топлив (например, бензина, дизельного топлива), смазочных масел и восков.
Технологические потоки синтеза Фишера-Тропша также могут быть использованы для получения продуктов широкого потребления, которые имеют экономическое значение. Например, линейные олефины представляют собой продукты широкого назначения, которые могут быть использованы для получения поверхностно-активных веществ. Использование части технологического потока для получения линейных олефинов может повысить его экономичность.
Поверхностно-активные вещества, полученные из разветвленных олефинов, могут обладать другими свойствами, чем поверхностно-активные вещества, полученные из линейных олефинов. Например, поверхностно-активные вещества, полученные из разветвленных олефинов, имеют повышенную растворимость в воде и/или улучшенные моющие свойства по сравнению с поверхностно-активными веществами, полученными из линейных олефинов. На способность к биологическому разложению поверхностно-активного вещества, однако, может влиять наличие четвертичных атомов углерода в его разветвленной части. Поверхностно-активные вещества, полученные из разветвленных олефинов с минимальным числом четвертичных атомов углерода, могут обладать подобной способностью к биологическому разложению, что и поверхностно-активные вещества, полученные из линейных олефинов. Производство разветвленных олефинов из технологического потока Фишера-Тропша может повысить его экономическую ценность. В некоторых вариантах осуществления изобретения линейные олефины могут быть превращены в разветвленные олефины с минимальным числом четвертичных атомов углерода, используя катализатор изомеризации. Увеличение количества разветвленных олефинов, полученных из технологического потока Фишера-Тропша, может повысить его экономическую ценность.
Описаны способы повышения количества разветвленных олефинов, полученных из технологического потока, который включает определенное количество олефинов, что в результате повышает его экономическую ценность. Такие способы могут быть использованы как для технологических потоков Фишера-Тропша, так и потоков продуктов из других источников, которые содержат углеводороды.
Состав потока углеводородного сырья может включать парафины и олефины. По меньшей мере, часть углеводородного потока может состоять из линейных парафинов и олефинов, содержащих, по меньшей мере, от 4 до 10 атомов углерода. Поток углеводородного сырья может быть получен по процессам Фишера-Тропша или олигомеризации этилена. Катализаторы Фишера-Тропша и реакционные условия могут быть подобраны так, чтобы получить определенную смесь продуктов в потоке. Например, катализатор Фишера-Тропша и условия реакции могут быть подобраны так, чтобы увеличить количество олефинов и уменьшить количество парафинов и окисленных соединений в потоке. С другой стороны, катализатор и условия реакции могут быть подобраны так, чтобы увеличить количество парафинов и уменьшить количество олефинов и окисленных соединений в потоке.
Катализатор, используемый в процессе Фишера-Тропша, может представлять собой соединения Mo, W, элементов VIII группы или их комбинации. Соединения VIII группы включают, но не ограничиваются только ими, соединения железа, кобальта, рутения, родия, платины, палладия, иридия и осмия. Комбинации соединений Mo, W и элементов VIII группы могут быть получены в форме свободных металлов. В варианте осуществления изобретения комбинации соединений Mo, W и элементов VIII группы могут быть получены в виде сплавов. Комбинации соединений Mo, W и элементов VIII группы могут быть получены в некоторых вариантах изобретения в виде оксидов, карбидов или других соединений. В других вариантах осуществления изобретения комбинации соединений Mo, W и элементов VIII группы могут быть получены в виде солей. В качестве катализаторов Фишера-Тропша в промышленности используют катализаторы на основе железа и кобальта. Катализаторы рутения в условиях высокого давления способствуют предпочтительному образованию высокомолекулярных парафинов с высокой температурой плавления. Синтетические катализаторы Фишера-Тропша могут включать плавленое железо. В некоторых вариантах осуществления изобретения катализатор Фишера-Тропша на основе плавленого железа может включать промотор (например, калий или оксиды на подложке из диоксида кремния, подложке из оксида алюминия или подложке из алюмосиликата). В катализаторе Фишера-Тропша может быть использован металлический кобальт. При соответствующем выборе подложки, промоторов и комбинаций других металлов каталитическая система на основе кобальта может быть ориентирована на производство состава, обогащенного требуемыми углеводородами. Известно, что катализаторы на основе сплава железо-кобальт селективны в отношении получения олефинов. Катализаторы и комбинации для производства различных углеводородов с помощью процесса Фишера-Тропша в целом известны.
Хотя упоминается поток процесса Фишера-Тропша, может быть использован любой поток олефинов и насыщенных углеводородов. Большое число потоков Фишера-Тропша может содержать от 5 до 80% олефинов, причем остальное количество составляют насыщенные углеводороды, включающие парафины и другие соединения.
В некоторых вариантах осуществления изобретения потоки сырья, содержащие олефины и парафины, могут быть получены через крекинг высокомолекулярных парафинов или олигомеризацию олефинов. Промышленно полученные олефины, произведенные олигомеризацией этилена, продаются в Соединенных Штатах компаниями Chevron Phillips Chemical Company, Shell Chemical Company (как NEODENE®) и British Petroleum. Крекинг высокомолекулярных парафинов с получением α-олефинов и парафинового сырья описан в патенте США № 4579986 (Sie) под названием “Process for The Preparation of Hydrocarbons” и в патентной заявке США № 10/153955 (Ansorge et al.) под названием “Process for the Preparation of Linear Olefins and Use Thereof to Prepare Linear Alcohols”. Конкретные способы получения линейных олефинов из этилена описаны в патенте США № 3676523 (Mason) под названием “Alpha-Olefin Production”, патенте США № 3686351 (Mason) под названием “Alpha-Olefin Production”; в патенте США № 3737475 (Mason) под названием “Alpha-Olefin Production” и в патенте США № 4020121 (Kister et al.) под названием “Oligomerization Reaction System”. Большинство упомянутых выше процессов дают α-олефины. Высшие линейные внутренние олефины могут быть получены промышленным способом (например, хлорированием-дегидрохлорированием парафинов, дегидрированием парафинов, изомеризацией α-олефинов).
В одном из вариантов осуществления изобретения получают поток сырья для получения углеводородного потока, который содержит разветвленные олефины. Такие разветвленные олефины могут быть превращены в разветвленные алифатические спирты с использованием различных способов. Поток сырья может содержать парафины от 50 до 90 мас.% из расчета на поток сырья. В некоторых вариантах осуществления изобретения поток сырья может содержать парафинов больше, чем 90 мас.%. Поток сырья также может включать олефины. Содержание олефина в потоке сырья может составлять от 10 до 50 мас.%. В некоторых вариантах осуществления изобретения поток сырья может содержать олефинов больше, чем 90 мас.%.
Состав потока сырья может включать углеводороды со средним числом атомов углерода от 4 до 30. В некоторых вариантах осуществления изобретения среднее число атомов углерода в потоке сырья может находиться от 4 до 24. В других вариантах среднее число атомов углерода в потоке сырья может находиться от 4 до 18. Среднее среднее число атомов углерода в потоке сырья может находиться от 7 до 18. В некоторых вариантах осуществления изобретения среднее число атомов углерода в сырьевом потоке может находиться от 10 до 17. В некоторых вариантах осуществления изобретения среднее число атомов углерода в сырьевом потоке может находиться от 10 до 13. В других вариантах изобретения среднее число атомов углерода в сырьевом потоке может находиться от 14 до 17.
Олефины с разветвленными цепочками могут быть превращены в разветвленные алифатические спирты (например, разветвленные первичные спирты) гидроформилированием. Определение «гидроформилирование», используемое в данном случае, относится к производству спиртов из олефинов через процесс карбонилирования и гидрирования. Для производства алифатических спиртов из олефинов могут быть использованы и другие процессы. Примерами других процессов получения алифатических спиртов из олефинов являются, но не ограничиваются только ими, гидратация, окисление и гидролиз, сульфатирование и гидратация и эпоксидирование и гидратация. Состав потока спиртового продукта может включать алифатические спирты, имеющие среднее число атомов углерода от 5 до 31. В варианте осуществления изобретения среднее число атомов углерода алифатических спиртов в потоке спиртового продукта может находиться от 7 до 20. В некоторых вариантах осуществления изобретения среднее число атомов углерода алифатических спиртов в потоке спиртового продукта может находиться от 11 до 18. В некоторых вариантах изобретения среднее число атомов углерода алифатических спиртов в потоке спиртового продукта может находиться от 11 до 14. В других вариантах изобретения среднее число атомов углерода алифатических спиртов в потоке спиртового продукта может находиться от 15 до 18.
В некоторых вариантах изобретения первый углеводородный поток может содержать нежелательные соединения (например, оксигенаты и диены), которые могут снижать селективность катализатора в процессе, используемом для производства алифатических спиртов. Удаление нежелательных соединений может быть проведено гидрированием первого углеводородного потока. Гидрирование первого углеводородного потока в некоторых вариантах изобретения может давать углеводородный поток, содержащий более чем 90 мас.% парафинов. Гидрированный углеводородный поток может быть подвергнут дегидрированию с получением олефинового потока. Катализатор, используемый в процессе дегидрирования, может определять положение двойной связи. В некоторых вариантах изобретения олефиновый углеводородный поток может содержать олефины, из которых α-олефины с линейной структурой углеродного скелета составляют более чем 70 мас.%. В других вариантах изобретения поток олефиновых углеводородов может включать олефины, из которых более 50% представляют собой внутренние олефины.
Первый углеводородный поток может быть введен в установку гидрирования 110 через первый трубопровод 112, как это показано для системы 100 на ФИГ.1. Первый углеводородный поток включает олефины и парафины. В установке гидрирования 110, по меньшей мере, часть олефинов в первом углеводородном потоке может быть прогидрирована до парафинов с получением второго углеводородного потока.
Реакционные условия в установке гидрирования 110 можно контролировать для гидрирования олефинов и диенов и удаления оксигенатов. Рабочая температура установки гидрирования 110 может находиться от 100 до 300°С. В некоторых вариантах рабочая температура может находиться от 150 до 275°С. В других вариантах осуществления рабочая температура может находиться от 175 до 250°С. Рабочее давление может находиться от 5 до 150 атмосфер (от 506 до 1520 кПа). В некоторых вариантах рабочее давление может находиться от 10 до 500 атмосфер (от 1013 до 5065 кПа).
Процессы гидрирования могут быть проведены с использованием любого типа расположения каталитического слоя (например, кипящий слой, движущийся слой, слой суспендированной фазы или неподвижный слой). В некоторых вариантах может быть использован неподвижный слой. В системе с неподвижным слоем водород может быть подан на стадию гидрирования с часовой объемной скоростью газа от 100 нормальных литров газа/литр катализатора/час (нЛ/Л/час) до 1000 нЛ/Л/час. В некоторых вариантах водород может быть подан при часовой объемной скорости газа от 250 до 5000 нЛ/Л/час. Определение «часовая объемная скорость газа, выраженная в единицах нормальный литр/литр катализатора/час», используемое в описании, означает объем газа в литрах при стандартных условиях 0°С и давлении 760 мм рт.ст.
Большой ряд композиций катализаторов гидрирования в целом известен и коммерчески доступен. В некоторых вариантах осуществления катализатор гидрирования может содержать один или несколько металлов из группы VIB и VII Периодической таблицы элементов. В некоторых вариантах осуществления изобретения металлами являются, но не ограничиваются только ими, молибден, вольфрам, кобальт, никель, рутений, иридий, осмий, платина и палладий. Катализатор гидрирования может содержать тугоплавкий оксид или силикат в качестве связующего вещества.
Условия реакции гидрирования и катализаторы описаны в европейском патенте № 0583836 (Eilers et al.) под названием “Process for Preparation of Hydrocarbon Fuels”, европейском патенте № 0668342 (Eilers et al.) под названием “Lubricating Base Oil Preparation Process”. Условия реакции гидрирования и катализаторы также описаны в патенте США № 5371308 (Gosselink et al.) под названием “Process for Preparation of Lower Olefins”.
В некоторых вариантах осуществления изобретения второй углеводородный поток, который содержит парафины и олефины, может быть введен на установку дегидрирования-изомеризации. Установка дегидрирования-изомеризации может заменять две независимые установки (например, установку изомеризации и установку дегидрирования). Установка дегидрирования-изомеризации может дегидрировать парафины до олефинов и изомеризовать полученные олефины и/или исходные олефины, присутствующие в углеводородном потоке, до разветвленных олефинов. В варианте осуществления изобретения катализатор может осуществлять дегидрирование-изомеризацию углеводородов во втором углеводородном потоке. В некоторых вариантах осуществления катализатор может быть один. В некоторых вариантах осуществления катализатор может представлять собой смесь двух катализаторов (например, катализатор дегидрирования и катализатор изомеризации). В других вариантах осуществления изобретения два отдельных катализатора, расположенных в различных зонах или в конфигурации составного слоя в одной установке дегидрирования-изомеризации, могут осуществлять процесс дегидрирования-изомеризации. В данном случае определение «катализатор дегидрирования-изомеризации» может представлять собой один или несколько катализаторов.
В некоторых вариантах осуществления изобретения установка дегидрирования-изомеризации может иметь несколько точек ввода, чтобы обеспечивать подачу различных технологических потоков. Технологические потоки могут быть получены из других технологических установок и/или с установок-хранилищ. Примерами технологических потоков являются, но не ограничиваются только ими, разбавленный углеводородный поток и/или другие углеводородные потоки, которые включают олефины и парафины, полученные из других процессов. Используемое в данном случае определение «ввод на установку дегидрирования-изомеризации» относится к вводу технологических потоков на установку дегидрирования-изомеризации через одну или несколько точек ввода.
Второй углеводородный поток, включающий смесь олефинов и парафинов, может быть введен на установку дегидрирования-изомеризации 114 через второй трубопровод 116. В установке дегидрирования-изомеризации 114, по меньшей мере, часть парафинов во втором углеводородном потоке может быть подвергнута дегидрированию до олефинов. По меньшей мере, часть полученных олефинов и, по меньшей мере, часть олефинов, которая уже присутствовала в сырьевом потоке, может быть изомеризована с получением третьего углеводородного потока. Процесс изомеризации превращает линейные олефины (то есть неразветвленные олефины) в разветвленные олефины.
Катализатор, используемый для дегидрирования-изомеризации второго углеводородного потока, может быть получен на основе цеолитного катализатора, модифицированного одним или несколькими металлами или их соединениями. Катализатор, используемый в установке дегидрирования-изомеризации 114 для переработки олефинов во втором углеводородном потоке, может быть эффективен для скелетной изомеризации линейных олефинов в технологическом потоке в олефины, имеющие среднее число разветвлений на цепочку молекулы олефина более чем 0,7. В некоторых вариантах осуществления изобретения среднее число разветвлений на цепочку молекулы олефина от 0,7 до 2,5. В некоторых вариантах осуществления среднее число разветвлений на цепочку молекулы олефина от 1,0 до 2,2.
Катализатор дегидрирования-изомеризации может содержать цеолит, имеющий, по меньшей мере, один канал с кристаллографически свободным диаметром больше, чем 4,2 Å, или меньше, чем 7 Å, измеренный при комнатной температуре. В данном случае определение «диаметр канала или размер» относится к диаметру канала или размеру, эффективному для диффузии. Цеолит может не иметь каналов со свободным диаметром больше, чем 7 Å. Катализатор может содержать, по меньшей мере, один канал, имеющий кристаллографически свободный диаметр на входе больше, чем 4,2 Å, или меньше, чем 7 Å. Катализатор может не иметь канал с диаметром на входе, который превышает 7 Å верхней границы интервала. Цеолиты с диаметрами каналов больше, чем 7 Å, могут быть чувствительны к образованию нежелательных олефиновых побочных продуктов (например, к ароматизации, олигомеризации, алкилированию, коксованию). В некоторых вариантах осуществления цеолит может не содержать канал, имеющий свободный диаметр вдоль или х или y плоскостей больше, чем 4,2 Å. Небольшой размер каналов может препятствовать диффузии разветвленных олефинов и/или из каналов пор. Цеолит может иметь, по меньшей мере, один канал со свободным диаметром больше, чем 4,2 Е, и меньше, чем 7 Å.
В варианте осуществления изобретения молекула олефина благодаря высокой длине углеродной цепочки может не входить в канал цеолита, не диффундировать через него и не выходить через другой конец канала. Степень разветвления, обнаруженная при прохождении олефина через цеолит, может не соответствовать теоретической, при условии, что каждая молекула олефина прошла через каналы. Большинство олефинов может частично проникать в канал на расстояние, эффективное для разветвления части цепи внутри канала, и затем выходить из канала после изомеризации. В одном из вариантов способа, чтобы получить алифатические спирты, молекулы олефина в углеводородном потоке могут преимущественно иметь структуру, разветвленную по краям главной углеродной цепочки, и по существу является линейной относительно центра молекулы (например, по меньшей мере, 25% атомов углерода в центральной части являются неразветвленными).
В некоторых вариантах осуществления изобретения структура цеолитного катализатора может содержать каналы, имеющие свободные диаметры больше, чем 4,2 Å, и меньше, чем 7 Å, вдоль обеих плоскостей х и y в виде [001]. Цеолиты с конкретными размерами канала могут быть названы цеолитами со средними или промежуточными каналами и обычно имеют 10-Т элемент (или составной 12-Т элемент) кольцевой структуры канала на одном из видов и 9-Т элемент или меньше (небольшая пора) на другом виде, если он есть. В цеолите нет ограничений по числу каналов или по их ориентации (например, параллельные, взаимно не связанные пересечения или взаимосвязанные при любом угле).
Примерами цеолитов с размером каналов от 4,2 до 7 Å являются молекулярные сита, ферриерит, А1РО-31, SAPO-11, SAPO-31, SAPO-41, FU-9, NU-10, NU-23, ZSM-12, ZSM-22, ZSM-23, ZSM-35, ZSM-48, ZSM-50, ZSM-57, SUZ-4A, MeAPO-11, MeAPO-31, MeAPO-41, MeAPSO-31 и MeAPSO-41, MeAPSO-46, ELAPO-11, ELAPO-31, ELAPO-41, ELAPO-11, ELAPO-31 и ELAPO-41, лаумонтит, канкринит, оффретит, водородная форма стильбита, магниевая или кальциевая форма морденита и партхеита. Изотипические структуры цеолитных решеток, известные под другими названиями, также могут рассматриваться эквивалентными. Решетка цеолита, описанная Flanigen et al. в публикации “Aluminophospate Molecular Sieves and the Periodic Table”, New Development in Zeolite Science Technology, 1986, Kodansha Ltd., Tokyo, Japan.
Большое число природных цеолитов, таких как ферриерит, гейландит и стильбит, могут быть похожими на одномерные пористые структуры с размером пор около или немного меньше, чем 4,2 Å, в диаметре. В патенте США № 4795623 (Evans) под названием “Time Effective Method for Preparing Ferrierite” и в патенте США № 4942027 (Evans) под названием “Method for Preparing Ferrierite” описано превращение каналов в природных цеолитах в более крупные каналы. Каналы в природных цеолитах могут быть превращены в цеолиты с требуемыми более крупными каналами удалением связанного щелочного металла или щелочноземельного металла известными способами (например, обменом с аммониевым ионом, необязательно с последующим прокаливанием, с получением цеолита по существу в водородной форме). Заменяя связанный щелочной или щелочноземельный металл водородной формой, можно увеличить диаметр канала. В некоторых вариантах осуществления природные цеолиты (например, некоторые формы морденита) могут иметь размер канала больше, чем 7 Å. Размер канала может быть уменьшен за счет замещения щелочного металла более крупными ионами (например, более объемным щелочноземельным металлом).
В некоторых вариантах осуществления изобретения цеолиты могут иметь изотипическую (или гомеотипическую) структуру ферриерита. Существенными структурными признаками ферриерита, обнаруженными с помощью рентгенокристаллографии, могут быть параллельные каналы в алюмосиликатной решетке. Параллельные каналы могут иметь эллиптическое поперечное сечение. Цеолиты, имеющие изотипическую структуру решетки ферриерита, описаны в европейском патенте № 55529 (Seddon et al.) под названием “Zeolites” и в европейском патенте № 103981 (Whittam) под названием “Zeolites”. Цеолиты, имеющие изотипическую решетку ферриерита, также описаны в патенте США № 4016245 (Plank et al.), патенте США № 4578259 (Morimoto et al.) под названиями “Process for Preparing a Crystalline Aluminosilicate”, “Crystalline Zeolite and Method of Preparing Same” и в патенте США № 4375573 (Young et al.) под названием “Selective Production and Reaction of P-Disubstituted Aromatics Over Zeolite ZSM-48”.
В варианте осуществления изобретения водородную форму ферриерита (Н-ферриерит) можно рассматривать по существу как одномерную. Н-Ферриерит может иметь параллельные рабочие каналы. Н-Ферриерит может иметь эллиптические каналы, которые имеют свободные диаметры от 4,2 до 5,4 Å вдоль плоскостей х и y на виде [001]. Каналы могут быть достаточно большими, чтобы позволять входить линейным олефинам и диффундировать через канал метил-разветвленным изоолефинам. Каналы могут быть достаточно маленькими, чтобы замедлять образование коксовых отложений. Способы получения различных Н-ферриеритов описаны в патенте США № 5985238 (Pasquale et al.) под названием “Process for Preparing Ferrierite”, в патенте США № 4251499 (Nanne et al.) под названием “Process for Preparation of Ferrierite”, в патенте США № 4795623 (Evans) под названием “Time Effective Methods for Preparing Ferrierite” и в патенте США № 4942027 (Evans) под названием “Methods for Preparing Ferrierite”.
В некоторых вариантах осуществления изобретения катализатор дегидрирования-изомеризации может быть смешан с тугоплавким оксидом, который служит в качестве связующего материала. Подходящими тугоплавкими оксидами являются, но не ограничиваются только ими, природные глины (например, бентонит, монтмориллонит, аттапульгит и каолин), оксид алюминия, диоксид кремния, алюмосиликат, гидратированный оксид алюминия, оксид титана, оксид циркония или их смеси.
Примерами связующих веществ на основе оксида алюминия являются, но не ограничиваются только ими, псевдобемит, гамма-оксид алюминия и байерит. Связующие вещества на основе оксида алюминия могут быть коммерчески доступными (например, LaPoche Chemicals производит оксиды алюминия VERSAL® и Sasol производит оксиды алюминия CATAPAL®). В варианте осуществления изобретения высокодисперсные порошки оксида алюминия могут быть использованы в качестве связующих веществ на основе оксида алюминия, когда для получения катализатора используют экструзию. Высокодисперсные порошки оксида алюминия могут иметь степень дисперсности более чем 50% в водной дисперсии кислоты, имеющей содержание кислоты 0,4 миллиграмм-эквивалента кислоты (уксусной) на грамм порошка. Такие высокодисперсные оксиды алюминия могут быть представлены примером оксида алюминия CATAPAL®, производимого Sasol.
Массовое отношение цеолита к связующему материалу может находиться от 10:90 до 99,5:0,5. В некоторых вариантах изобретения массовое отношение может находиться от 75:25 до 99:1. В других вариантах изобретения массовое отношение цеолита к связующему материалу может находиться от 80:20 до 98:2. В некоторых вариантах массовое отношение цеолита к связующему материалу может находиться от 85:15 до 95:5 в расчете на безводную основу.
В некоторых вариантах изобретения катализатор дегидрирования-изомеризации может быть получен с одной или несколькими монокарбоновыми кислотами и/или неорганическими кислотами. Помимо монокарбоновых и/или неорганических кислот может быть использована, по меньшей мере, одна органическая кислота, по меньшей мере, с двумя карбоксильными группами (поликарбоновая кислота). Монокарбоновые кислоты могут иметь замещенные или незамещенные углеводородные группы, содержащие от 1 до 20 атомов углерода. Углеводородные группы могут быть алифатическими, циклическими или ароматическими. Примерами монокарбоновых кислот, содержащих от 1 до 20 атомов углерода, являются, но не ограничиваются только ими, уксусная кислота, муравьиная кислота, пропионовая кислота, масляная кислота, капроновая кислота, гликолевая кислота, молочная кислота, гидроксимасляная кислота, гидроксициклопентановая кислота, салициловая кислота, миндальная кислота, бензойная кислота и жирные кислоты. Примерами неорганических кислот являются, но не ограничиваются только ими, азотная кислота, фосфорная кислота, серная кислота и соляная кислота.
Поликарбоновая кислота в некоторых вариантах изобретения может представлять собой органическую кислоту с двумя или более карбоксильными группами, присоединенными через соединение углерод-углеродной связи к углеводородному сегменту. Соединение может находиться в любом положении углеводородного сегмента. Поликарбоновая кислота может иметь углеводородный сегмент с менее чем 10 атомами углерода. Углеводородный сегмент может быть алифатическим, циклическим или ароматическим. Углеводородный сегмент может не иметь атомов углерода в случае щавелевой кислоты с двумя карбоксильными группами, прикрепленными через связь углерод-углерод. Примерами поликарбоновых кислот являются, но не ограничиваются только ими, винная кислота, лимонная кислота, малеиновая кислота, щавелевая кислота, адипиновая кислота, малоновая кислота, галактаровая кислота, 1,2-циклопентан-дикарбоновая кислота, малеиновая кислота, фумаровая кислота, итаконовая кислота, фталевая кислота, терефталевая кислота, фенилмалоновая кислота, гидроксифталевая кислота, дигидроксифумаровая кислота, трикарбаллиловая кислота, бензол-1,3,5-трикарбоновая кислота, изолимонная кислота, слизевая кислота и глюкаровая кислота. Поликарбоновые кислоты могут представлять собой любые изомеры перечисленных кислот. В некоторых вариантах осуществления поликарбоновые кислоты могут представлять собой любые стереоизомеры приведенных выше кислот. В одном из вариантов изобретения используются поликарбоновые кислоты, по меньшей мере, с двумя карбоксильными группами и, по меньшей мере, с одной гидроксильной группой. В одном из вариантов изобретения в качестве поликарбоновых кислот могут быть использованы лимонная кислота, винная кислота и яблочная кислота.
Металлы, введенные в катализатор дегидрирования-изомеризации, могут быть металлами, которые способствуют окислению кокса в присутствии кислорода при температуре выше 250°С и дегидрированию парафинов. Определение «металл(ы)», используемое в данном случае, относится к металлам в нулевой степени окисления и/или более высоких степенях окисления (например, к оксидам металлов). В данном описании определение «кокс» относится к продукту термического разложения более крупных молекул до более мелких молекул.
Металлы, используемые в катализаторе дегидрирования-изомеризации, могут представлять собой переходные и редкоземельные металлы. Металлы, ускоряющие окисление кокса, представляют собой, но не ограничиваются только ими, металлы групп IB, VB, VIB, VIIB, VIII переходных металлов Периодической таблицы и/или их комбинации. В некоторых вариантах изобретения в катализаторе дегидрирования-изомеризации могут быть использованы Pd, Pt, Ni, Co, Mn, Ag, Cr и/или их комбинации. В других вариантах изобретения оксиды металлов, такие как, но без ограничения только ими, оксид хрома, оксид железа, благородные металлы и их смеси, могут присутствовать в катализаторе в качестве соединений окисляющих кокс.
Количество введенного металла может составлять от 5 частей на миллион (ч/млн) и до 15 мас.%. В некоторых вариантах количество металла может составлять от 5 ч/млн до 10 мас.%. В некоторых вариантах количество металла может составлять от 5 ч/млн до 5 мас.%.
Благородные металлы (например, платина и/или палладий) могут быть использованы в более низких количествах, чем другие металлы, введенные в цеолит и/или связующее вещество. Определение «благородные металлы», используемое в данном случае, относится к металлам группы, которая включает платину, палладий, иридий, рутений, осмий и родий. В некоторых вариантах осуществления количество благородного(ых) металла(ов) может находиться от 5 ч/млн до 2 мас.% металла в расчете на конечный катализатор. В некоторых вариантах количество благородного(ых) металла(ов) может составлять от 5 до 1000 ч/млн металла в расчете на конечный катализатор. В других вариантах количество благородного(ых) металла(ов) может составлять от 5 до 3000 ч/млн металла в расчете на конечный катализатор. Количество благородного(ых) металла(ов), используемое в катализаторе дегидрирования-изомеризации, в некоторых вариантах осуществления может составлять от 5 до 2000 мас. ч/млн металла в расчете на конечный катализатор. Количество благородного(ых) металла(ов), достаточное для ускорения регенерации без ухудшения свойств катализатора, может составлять от 30 до 100 ч/млн. Более высокие количества платины и/или палладия (например, больше, чем 2 мас.%) могут оказывать отрицательное влияние на катализатор (например, длительность работы, активность при изомеризации олефинов, селективность).
В варианте осуществления изобретения порошок цеолита и порошок оксида алюминия могут быть смешаны (например, сформованы в виде пасты) с водой и одним или несколькими соединениями металла катализатора. Полученную смесь можно формовать в гранулы. Катализаторы, полученные путем формования пасты, могут обладать отличными свойствами по изомеризации олефинов в сравнении с катализаторами, полученными пропиткой. Определение «формование пасты», относится к смешению порошков, к которым добавлено достаточное количество воды, чтобы получить густую пасту и где смешение проводится путем нарезания пасты. Могут быть использованы коммерчески такие доступные машины для формования пасты, как Lancaster Mix Muller и Simpson Mix Muller.
В некоторых вариантах осуществления изобретения гранулы могут быть получены экструзией. Одна или несколько пептизирующих кислот (например, азотная кислота, уксусная кислота, лимонная кислота или их смеси) могут быть добавлены к смеси, и можно использовать необязательные экструзионные добавки, такие как производные целлюлозы (например, METHOCEL® F4M, гидроксипропилметилцеллюлоза, производство The Dow Chemical Company). Количество используемой пептизирующей кислоты для получения пластичного экструдируемого материала может быть определено с помощью обычных опытов. Определение «гранулы», используемое в описании, относится к любой конфигурации или форме объединенного материала.
В некоторых вариантах осуществления изобретения благородный металл, такой как платина и/или палладий, может быть добавлен к цеолитному катализатору после получения гранул. Обычные способы введения металла, известные специалистам в данной области (например, пропитка, ионный обмен благородного металла и совместное формование в пасту), могут быть использованы для получения рабочих катализаторов, которые полезны при дегидрировании-изомеризации парафинов. Добавление благородных металлов к катализатору может способствовать реакции дегидрирования парафинов. Гранулы, содержащие благородные металлы, могут быть прокалены при температуре от 250 до 700°С. В некоторых вариантах изобретения температура прокаливания может составлять от 300 до 600°С. В некоторых вариантах изобретения температура прокаливания может составлять от 450 до 525°С.
Катализатор дегидрирования-изомеризации может быть введен в контакт со вторым углеводородным потоком в установке дегидрирования-изомеризации 114 при различных условиях, чтобы дегидрировать, по меньшей мере, часть парафинов до олефинов, изомеризовать, по меньшей мере, часть полученных олефинов. В установке дегидрирования-изомеризации 114 реакционные температуры могут составлять от 300 до 700°С. В некоторых вариантах реакционные температуры могут составлять от 350 до 550°С. Суммарное давление в установке дегидрирования-изомеризации 114 во время реакции может составлять от 0,010 до 25,0 атмосфер (от 1 до 2534 кПа). В одном из вариантов изобретения суммарное давление в установке дегидрирования-изомеризации 114 во время реакции может составлять от 0,010 до 15,0 атмосфер (от 1 до 1520 кПа). В одном из вариантов изобретения общее давление в установке дегидрирования-изомеризации 114 во время реакции может составлять от 1 до 5,0 атмосфер (от 101 до 507 кПа). Чтобы предотвратить коксование, водород может подаваться вместе со вторым углеводородным потоком. Газообразный водород и парафины, присутствующие во втором углеводородном потоке, могут быть поданы при мольном отношении газообразного водорода к парафину от 0,1 до 20. В некоторых вариантах осуществления изобретения мольное отношение газообразного водорода к парафину может находиться от 1 до 10.
Время пребывания в установке дегидрирования-изомеризации 114 может быть выбрано так, чтобы степень превращения парафинов в олефины оставалась ниже 40 мол.%. В одном из вариантов изобретения степень превращения составляет от 5 до 30 мол.%. За счет сохранения низкой степени превращения побочные реакции (например, образование диенов и реакции циклизации) могут быть сведены к минимуму. Степень превращения олефинов можно повысить за счет изменения условий реакции (например, температуры, времени пребывания) до тех пор, пока побочные реакции остаются ниже допустимых пределов. Олефины, полученные в установке дегидрирования-изомеризации 114, могут иметь более высокие степени разветвления, чем парафин, подаваемый на установку дегидрирования-изомеризации. Следует понимать, что концентрация олефинов, полученных через установку дегидрирования-изомеризации 114, может быть ограничена термодинамическим равновесием олефинов и парафинов при данной температуре реакции. Условия для изомеризации олефинов в установке дегидрирования-изомеризации 114 можно изменять так, чтобы число атомов углерода в олефинах до и после изомеризации по существу было одинаковым.
Разветвленные олефины, полученные в установке дегидрирования-изомеризации 114, могут содержать в качестве разветвлений метил, этил и/или более длинные углеродные цепочки. Может быть проведена спектроскопия ядерного магнитного резонанса на протонах (1Н-ЯМР) композиции изомеризованных олефинов. Разветвленные олефины могут содержать четвертичные и/или третичные алифатические атомы углерода. В некоторых вариантах изобретения количество алифатических атомов углерода, полученных в установке дегидрирования-изомеризации, можно свести к минимуму. Спектроскопия 1Н-ЯМР олефинов может показать степень изомеризации олефинов в углеводородном потоке. Спектроскопия 1Н-ЯМР способна идентифицировать широкий спектр олефиновых структур.
В одном из вариантов осуществления изобретения среднее число разветвлений на молекулу олефина, присутствующее в полученном составе разветвленных олефинов, может составлять более чем 0,7. В некоторых вариантах среднее число разветвлений на молекулу олефина, присутствующее в полученном составе разветвленных олефинов, составляет от 0,7 до 2,5. В некоторых вариантах среднее число разветвлений на молекулу олефина, присутствующее в полученном составе разветвленных олефинов, составляет от 0,7 до 2,2. В некоторых вариантах среднее число разветвлений на молекулу олефина, присутствующее в полученном составе разветвленных олефинов, составляет от 1,0 до 2,2. Степень разветвления в продукте можно контролировать изменением условий процесса на установке дегидрирования-изомеризации. Например, высокие температуры и более низкие скорости подачи сырья могут привести к более высокой степени разветвления. Метильные разветвления могут составлять от 20 до 99% от их общего числа. В некоторых вариантах осуществления метильные разветвления могут составлять больше, чем 50% от общего числа разветвлений, присутствующих в молекулах олефинов. Число этильных разветвлений в молекулах олефинов может составлять в некоторых вариантах изобретения менее чем 30% от общего числа разветвлений. В других вариантах изобретения число этильных разветвлений, если они присутствуют, может составлять от 0,1 до 2% от общего числа разветвлений. Разветвления, отличные от метила и этила, если они присутствуют, могут составлять менее чем 10% от общего числа разветвлений.
Алифатические четвертичные атомы углерода, присутствующие в составе разветвленных олефинов, могут составлять менее чем 2% от числа присутствующих атомов углерода. В одном из вариантов изобретения число присутствующих алифатических четвертичных атомов углерода составляет менее чем 1% от числа присутствующих атомов углерода. В случае применения, при котором значение имеет способность к биологическому разложению, число алифатических четвертичных атомов углерода может составлять менее чем 0,5% от числа присутствующих атомов углерода. В одном из вариантов осуществления изобретения число алифатических четвертичных атомов углерода составляет менее чем 0,3% от числа присутствующих атомов углерода. В другом варианте изобретения число присутствующих алифатических четвертичных атомов углерода в композиции разветвленных олефинов составляет от 0,01 до 0,3% от числа присутствующих атомов углерода.
Третий углеводородный поток может выходить с установки дегидрирования-изомеризации 114 и передаваться на другие технологические установки (например, установку гидроформилирования, установки разделения, установки алкилирования) через третий трубопровод 118. По меньшей мере, часть третьего углеводородного потока может выходить с установки дегидрирования-изомеризации 114 и может быть введена на установку гидроформилирования 120 через третий трубопровод 118. В установке гидроформилирования 120, по меньшей мере, часть олефинов в третьем углеводородном потоке может быть превращена в олефины. По меньшей мере, часть полученных спиртов и, по меньшей мере, часть непрореагировавших компонентов третьего углеводородного потока могут образовывать поток реакции гидроформилирования.
В одном из вариантов изобретения олефины могут быть отделены, если это требуется, от углеводородного потока с известными способами в данной области техники (например, посредством перегонки, с помощью молекулярных сит, экстракцией, адсорбцией, абсорбцией/десорбцией и/или с помощью мембран). Отделение, по меньшей мере, части разветвленных олефинов от линейных олефинов и парафинов может повысить их концентрацию при поступлении на установку гидроформилирования. Кроме того, отделение, по меньшей мере, части разветвленных олефинов от линейных олефинов и парафинов может повлиять на отношение линейных олефинов к разветвленным олефинам, полученным на установке гидроформилирования.
Что касается ФИГ.2, то третий углеводородный поток может выходить с установки дегидрирования-изомеризации 114 и поступать на установку разделения 122 через разделительный трубопровод 124. Установка разделения 122 может давать, по меньшей мере, два потока, поток разветвленных олефинов и поток линейных олефинов и парафинов. На установке разделения 122 третий углеводородный поток может быть введен в контакт с органическими и/или неорганическими молекулярными ситами (например, цеолитами или мочевиной) с подобранным размером пор для разветвленных олефинов и/или линейных олефинов и парафинов. Последующая десорбция (например, десорбция растворителем), по меньшей мере, части разветвленных олефинов и/или, по меньшей мере, части линейных олефинов и парафинов из молекулярных сит может давать, по меньшей мере, два потока (например, поток разветвленных олефинов и поток линейных олефинов и парафинов).
Установка разделения 122 может включать неподвижный слой, содержащий адсорбент для разделения третьего углеводородного потока с получением потока, содержащего разветвленные олефины и парафины, и потока, содержащего линейные олефины и парафины. Температуры разделения на установке разделения 122 могут находиться от 100 до 400°С. В некоторых вариантах изобретения температуры разделения могут находиться от 180 до 380оС. Разделение на установке разделения 122 может быть проведено при давлении от 2 до 7 атмосфер (от 202 до 710 кПа). В некоторых вариантах осуществления изобретения предварительная обработка третьего углеводородного потока может быть проведена с целью предупреждения отравления адсорбента. Примером процесса адсорбции/десорбции является процесс Молекс (Molex) с использованием технологии разделения Sorbex® (процесс UOP, UOP, Des Plaines, IL). Процессы адсорбции/десорбции описаны в патенте США № 6225518 (Sohn et al.) под названием “Olefinic Hydrocarbon Separation Process”, в патенте США № 5292990 (Kantner et al.) под названием “Zeolite Compositions for use in olefinic separations” и в патенте США № 5276246 (McCulloch et al.) под названием “Process for Separating Normal Olefins from non-normal Olefins”.
По меньшей мере, часть потока линейных олефинов и парафинов может быть передана на другие технологические установки или может храниться на месте. В одном из вариантов изобретения, по меньшей мере, часть потока линейных олефинов и парафинов может быть смешана с первым углеводородным потоком в трубопроводе 112 через трубопровод рецикла линейного олефина и парафина 126. Объединенный поток может поступать на установку гидрирования 110 через первый трубопровод 112, чтобы продолжить процесс получения алифатических спиртов. В одном из вариантов осуществления изобретения поток линейных олефинов и парафинов может быть введен непосредственно на установку гидрирования 110.
По меньшей мере, часть потока разветвленных олефинов может быть передана и использована в других технологических потоках и/или передана на хранение на месте через трубопровод разветвленных олефинов 128. В некоторых вариантах осуществления изобретения, по меньшей мере, часть потока разветвленных олефинов может поступать на установку разделения 122 и может быть введена в третий трубопровод 118 через трубопровод разветвленных олефинов 128. В другом варианте изобретения, по меньшей мере, часть потока разветвленных олефинов может выходить с установки разделения 122 и может быть введена непосредственно на установку гидроформилирования.
Что касается ФИГ.1, то третий углеводородный поток может выходить с установки дегидрирования-изомеризации и поступать на установку гидроформилирования 120 через третий трубопровод 118. Установка гидроформилирования 120 может иметь несколько точек ввода, чтобы обеспечить ввод дополнительных технологических потоков. Используемое в описании выражение «поток, поступающий на установку гидроформилирования» определяется как поступление технологических потоков на установку гидроформилирования через одну или несколько точек ввода. Примерами таких технологических потоков являются, но не ограничиваются только ими, дополнительные потоки из установки дегидрирования-изомеризации 114, поток разбавителя углеводорода, потоки газов и/или других углеводородов, которые могут включать олефины и парафины, полученные в других процессах.
В процессе гидроформилирования олефины превращаются в альдегиды, спирты или их смеси за счет взаимодействия, по меньшей мере, части олефинов с монооксидом углерода и водородом в соответствии с оксо-процессом. В данном описании определение «оксо-процесс» относится к реакции олефина с монооксидом углерода и водородом в присутствии металлического катализатора (например, кобальтового катализатора) с получением спирта, содержащего на один атом углерода больше, чем исходный олефин. В других процессах гидроформилирования используется «модифицированный оксо-процесс». В данном описании «модифицированный оксо-процесс» относится к оксо-процессу, в котором используют модифицированный фосфиновым, фосфитным, арсиновым или пиридиновым лигандом кобальтовый или родиевый катализатор. Получение и применение модифицированного оксо-катализатора описано в патенте США № 3231621 (Slaugh) под названием «Reaction Rates in Catalytic Hydroformylation», в патенте США № 3239566 (Slaugh et al.) под названием “Hydroformylation of Olefins”, в патенте США № 3239569 (Slaugh et al.) под названием “Hydroformylation of Olefins”, в патенте США № 3239570 (Slaugh et al.) под названием “Hydroformylation of Olefins”, в патенте США № 3239571 (Slaugh et al.) под названием “Hydroformylation of Olefins”, в патенте США № 3400163 (Mason et al.) под названием “Bicyclic Heterocyclic Sec- and tert-Phoshines”, в патенте США № 3420898 (Van Winkle et al.) под названием “Single Stage Hydroformylation of Olefins to Alcohols Single Stage Hydroformylation of Olefins to Alcohols”, в патенте США № 3440291 (Van Winkle et al.) под названием “Single Stage Hydroformylation of Olefins to Alcohols”, в патенте США № 3448157 (Slaugh et al.) под названием “Hydroformylation of Olefins”, в патенте США № 3488158 (Slaugh et al.) под названием “Hydroformylation of Olefins”, в патенте США № 3496203 (Morris et al.) под названием “Tertiary Organophosphine-Cobalt-Carbonyl Complexes”; в патенте США № 3496204 (Morris et al.) под названием “Tertiary Organophosphine-Cobalt-Carbonyl Complexes”; в патенте США № 3501515 (Van Winkle et al.) под названием “Bicyclic Heterocyclic Terteriary Phoshine-Cobalt-Carbonyl Complexes”; в патенте США № 3527818 (Mason et al.) под названием “Oxo Alcohols Using Catalysts Comprising Ditertiary Phosphines”; в патентной заявке США, регистрационный № 10/075682 под названием “A Process for Preparing a Branched Olefin, a Method of Using the Branched Olefin for Making a Surfactant and a Surfactant” и в патентной заявке США, регистрационный № 10/167209 под названием “Process for Preparing of a Highly Linear Alcohol Composition”. Способы получения спирта также описаны Othmer в публикации “Encyclopedia of Chemical Technology” 2000, Fourth Edition; и Wickson в публикации “Monohydric Alcohols; Manufacture, Applications and Chemistry”, Ed. Am. Chem. Soc., 1981.
Катализатор гидроформилирования, используемый в установке гидроформилирования 130, может включать металл из группы VIII Периодической таблицы. Примерами металлов группы VIII являются кобальт, родий, никель, палладий или платина. Металл группы VIII может быть использован в виде комплексного соединения. Комплексное соединение может представлять собой металл группы VIII, объединенный с лигандом. Примерами лигандов являются, но не ограничиваются только ими, фосфиновый, фосфитный, арсиновый, стибиновый или пиридиновый лиганд. Примерами катализаторов гидроформилирования являются, но не ограничиваются только ими, катализатор кобальт-гидрокарбонил, катализатор кобальт-фосфиновый лиганд, катализатор родий-фосфиновый лиганд или их комбинации.
В установке гидроформилирования 120 олефины в третьем углеводородном потоке могут быть подвергнуты гидроформилированию с использованием непрерывного, полупериодического или периодического процесса. В случае непрерывной схемы работы часовые объемные скорости жидкости могут находиться от 0,1 до 10 час-1. При работе установки гидроформилирования 120 в виде периодического процесса время реакции может меняться от 0,1 до 10 час или даже больше.
Температуры в установке гидроформилирования 120 составляют от 100 до 300°С. В некоторых вариантах изобретения могут быть использованы температуры в установке гидроформилирования от 125 до 250°С. Давление в установке гидроформилирования 120 может находиться от 1 до 300 атмосфер (от 101 до 30398 кПа). В одном из вариантов изобретения может быть использовано давление от 20 до 150 атмосфер (от 2027 до 15199 кПа). Количество катализатора относительно количества олефина в третьем углеводородном потоке может составлять от 1:1000 до 10:1. В некоторых вариантах может быть использовано соотношение от 1:10 до 5:1. В одном из вариантов изобретения может быть добавлен поток разбавителя в установку гидроформилирования 120 с целью контроля реакционных условий. Поток разбавителя может включать растворители, которые по существу не мешают целевой реакции. Примерами таких растворителей являются, но не ограничиваются только ими, спирты, простые эфиры, ацетонитрил, сульфолан и парафины.
В установке гидроформилирования 120 может быть достигнута селективность по одноатомным спиртам, по меньшей мере, 90% и даже, по меньшей мере, 92%. Кроме того, степень превращения олефинов в алифатические спирты может составлять от 50 мас.% до более чем 95 мас.%. В некоторых вариантах изобретения степень превращения олефинов в алифатические спирты может составлять более чем 75% масс. В некоторых вариантах изобретения степень превращения олефинов в алифатические спирты может составлять более чем 99 мас.%.
Выделение алифатических спиртов, полученных по реакции гидроформилирования потока продуктов, может быть достигнуто обычными известными способами. В одном из вариантов изобретения выделение алифатических спиртов включает первую перегонку полученных алифатических спиртов, омыление, промывку водой и повторную перегонку.
Поток смеси реакции гидроформилирования может поступать в сепаратор 130 через четвертый трубопровод 132. В сепараторе 130 поток продукта реакции гидроформилирования может быть подвергнут первой перегонке (например, однократной быстрой перегонке или молекулярной перегонке). В одном из вариантов осуществления молекулярная перегонка может быть использована для получения, по меньшей мере, двух потоков, нижнего потока и головного потока. В некоторых вариантах, по меньшей мере, часть нижнего потока может быть рециркулирована на установку гидроформилирования 120 через трубопровод рецикла нижнего потока 134. Головной поток может содержать, но без ограничения, парафины, непрореагировавшие олефины и сырой продукт, содержащий алифатические спирты.
В одном из вариантов осуществления изобретения головной поток может быть подвергнут омылению для удаления любых присутствующих кислот и сложных эфиров. Омыление может быть проведено взаимодействием головного потока с водным раствором гидроксидного основания (например, гидроксида натрия или гидроксида калия) при повышенных температурах при перемешивании. Омыление можно провести взаимодействием головного потока с 0,5-10%-ным водным раствором гидроксида при соотношении сырой спирт/вода от 10:1 до 1:1. Используемое количество гидроксида может зависеть от оцененного количества присутствующих сложных эфиров и кислот.
Омыление головного потока можно проводить периодически или непрерывно. Головной поток может быть подвергнут одному или нескольким процессам омыления. Температуры реакции омыления могут составлять от 40 до 99°С. В одном из вариантов изобретения температуры омыления могут находиться от 60 до 95°С. Смешение головного потока со слоем основной воды может быть проведено во время процесса омыления. Отделение головного потока от слоя основной воды может быть осуществлено с использованием известных способов. Головной поток после отделения может быть подвергнут промывке водой с целью удаления любых присутствующих солей натрия. Головной поток может быть разделен с использованием обычных известных методик (например, фракционной перегонкой) с получением, по меньшей мере, двух потоков, потока сырого спиртового продукта и потока парафинов и непрореагировавших олефинов. Используемое в описании определение «фракционная перегонка» относится к перегонке жидкостей и последующему сбору фракций, определяемых по температуре кипения. Поток парафинов и непрореагировавших олефинов может быть рециркулирован, подан на другие установки для переработки, может храниться на месте, передан на другое предприятие и/или продан.
В некоторых вариантах изобретения поток сырого продукта алифатического спирта может содержать нежелательные побочные продукты (например, альдегиды, полуацетали). Побочные продукты могут быть удалены за счет того, что поток сырого спиртового продукта подвергается стадии гидроочистки с получением потока алифатического спирта. Используемое в данном случае определение «гидроочистка» относится к реакции гидрирования, проводимой в относительно мягких условиях. Гидроочистка может быть проведена с использованием обычных процессов гидрирования. Обычные процессы гидрирования могут представлять собой пропускание сырого спиртового сырья вместе с потоком водорода над слоем подходящего катализатора. Поток продукта может содержать больше, чем 50 мас.%, полученных алифатических спиртов. В некоторых вариантах изобретения поток продукта может содержать больше, чем 80 мас.%, полученных алифатических спиртов. В некоторых вариантах осуществления изобретения поток продукта может содержать больше, чем 95 мас.%, полученных алифатических спиртов. Поток продукта может содержать разветвленные алифатические первичные спирты. Полученные алифатические спирты в потоке продукта можно продавать, передавать на другое предприятие, хранить на месте и/или направлять на использование в других технологических установках через трубопровод продукта 136.
Состав потока продукта алифатического спирта может содержать углеводороды со средним числом атомов углерода от 8 до 19. В некоторых вариантах среднее число атомов углерода в потоке продукта алифатического спирта может составлять от 10 до 17. В некоторых вариантах изобретения среднее число атомов углерода сырьевого потока может составлять от 10 до 13. В других вариантах изобретения среднее число атомов углерода сырьевого потока может составлять от 14 до 17. В некоторых вариантах изобретения разветвленные алифатические спиртовые продукты могут быть использованы в качестве предшественника для производства анионных сульфатов, в том числе алифатических сульфатов и оксиалкилсульфатов и оксиалкиловых спиртов.
Алифатические спирты могут иметь немного более высокое алифатическое разветвление и немного более высокое число четвертичных атомов углерода в качестве олефинового предшественника. В некоторых вариантах изобретения алифатическое разветвление может включать метильные и/или этильные разветвления. В других вариантах изобретения алифатическое разветвление может содержать метильные, этильные и более высокомолекулярные алифатические разветвления. В некоторых вариантах изобретения число четвертичных атомов углерода в алифатическом спиртовом продукте может составлять менее чем 0,5. В других вариантах изобретения число четвертичных атомов углерода в алифатическом спиртовом продукте может быть меньше, чем 0,3. Разветвления спиртового продукта могут быть определены с помощью спектроскопии 1Н ЯМР. Число четвертичных атомов углерода может быть определено с помощью спектроскопии 13С ЯМР. Метод 13С ЯМР определения четвертичных атомов углерода для разветвленных алифатических спиртов описан в патенте США № 6150322 (Singleton et al.) под названием “Highly Branched Primary Alcohol Compositions and Biodegradable Detergents Made Therefrom”.
В некоторых вариантах изобретения, по меньшей мере, часть потока парафинов и непрореагировавших олефинов может быть объединена со вторым потоком углеводородов во втором трубопроводе 116 с получением объединенного потока через пятый трубопровод 138. Объединенный поток может быть введен в установку дегидрирования-изомеризации 114 через второй трубопровод 116. По меньшей мере, часть олефинов в объединенном потоке может быть изомеризована до разветвленных олефинов. В некоторых вариантах изобретения, по меньшей мере, часть потока парафинов и непрореагировавших олефинов вводится непосредственно на установку дегидрирования-изомеризации 114 через одну или несколько точек ввода. Так как поток парафинов и непрореагировавших олефинов, содержащий парафины и непрореагировавшие олефины, может быть рециркулирован на установку дегидрирования-изомеризации 114 в виде одного потока, процесс может быть более эффективен, обеспечивая более высокую суммарную производительность. Более высокая производительность будет увеличивать общий выход алифатических спиртов.
В некоторых вариантах изобретения, по меньшей мере, часть потока парафинов и непрореагировавших олефинов может быть введена на установку гидрирования 110 через пятый трубопровод 138. В некоторых вариантах изобретения, по меньшей мере, часть потока парафинов и непрореагировавших олефинов может быть объединена с первым углеводородным потоком в трубопроводе 112 через пятый трубопровод 138. Объединенный поток может поступать на установку гидрирования 110 и продолжать процесс получения алифатических спиртов.
В некоторых вариантах осуществления изобретения концентрация олефинов и парафинов в установке гидроформилирования 120 может быть отрегулирована в зависимости от источника потока олефинов, поступающего на установку гидроформилирования. Четвертый поток углеводородов может быть добавлен перед вводом на установку гидроформилирования 120 с получением объединенного потока. В другом варианте изобретения четвертый углеводородный поток может быть введен непосредственно на установку гидроформилирования 120 через одну или несколько точек. Четвертый углеводородный поток может быть введен в третий трубопровод 118 через шестой трубопровод 140 с получением объединенного потока. Объединенный поток может поступать на установку гидроформилирования 120 через третий трубопровод 118, чтобы продолжить процесс получения алифатических спиртов.
Четвертый углеводородный поток может происходить из того же источника, что и первый углеводородный поток. В некоторых вариантах изобретения четвертый углеводородный поток может представлять собой поток, содержащий олефины, парафины и/или углеводородные растворители, полученные из другого источника. Четвертый углеводородный поток может содержать олефины и парафины. В некоторых вариантах изобретения среднее число атомов углерода в четвертом углеводородном потоке от 7 до 18. В некоторых вариантах изобретения содержание парафинов в четвертом углеводородном потоке может составлять от 60 до 90 мас.%. В других вариантах изобретения содержание парафинов в четвертом углеводородном потоке может составлять более чем 90 мас.%.
В одном из вариантов изобретения содержание олефинов в четвертом углеводородном потоке находится от 1 до 99% относительно суммарного содержания углеводородов. В некоторых вариантах содержание олефинов в четвертом углеводородном потоке может составлять от 45 до 99 мас.%. В других вариантах изобретения концентрация олефинов в четвертом углеводородном потоке может быть более чем 80 мас.%.
В некоторых вариантах изобретения установка дегидрирования-изомеризации 114 может быть разделена на большое число зон с целью контроля реакционных температур и/или предупреждения нежелательных побочных реакций (например, образования диенов и/или реакций циклизации). Первый углеводородный поток, содержащий парафины и непрореагировавшие олефины, может быть введен на установку гидрирования 110 через первый трубопровод 112, как это показано в случае системы 200 на ФИГ.3А. Гидрирование олефинов может протекать так, как и в ранее описанной установке гидрирования 110, с получением второго углеводородного потока. Второй углеводородный поток может выходить с установки гидрирования 110 через второй трубопровод 116 и поступать на установку дегидрирования-изомеризации 114. Установка дегидрирования-изомеризации 114 может быть разделена на большое число зон. Большое число зон может включать, но без ограничения, первую реакционную зону, переходную зону и вторую реакционную зону. В первой реакционной зоне 210, по меньшей мере, часть парафинов во втором углеводородном потоке может быть дегидрирована до олефинов. Затем технологический поток может поступать на вторую реакционную зону 212. Во второй реакционной зоне 212, по меньшей мере, часть олефинов в технологическом потоке может быть изомеризована до разветвленных олефинов с получением третьего углеводородного потока.
В первой реакционной зоне 210 катализатор дегидрирования может быть выбран из широкого спектра типов катализаторов. Например, катализатор может быть на основе металла или соединения металла, нанесенного на пористую подложку. Металл или соединение металла могут быть выбраны, но без ограничения только ими, из оксида хрома, оксида железа и благородных металлов.
Способы приготовления катализаторов для проведения стадии дегидрирования и для проведения сопутствующих им стадий разделения известны в данной области. Например, подходящие способы получения катализаторов и проведения стадии дегидрирования описаны в патенте США № 5012021 (Vora et al.) под названием “Process for Production of AlkylAromatic Hydrocarbons Using Solid Catalysts”, в патенте США № 3274287 (Moore et al.) под названием “Hydrocarbon Conversion Process and Catalyst”, в патенте США № 3315007 (Abell et al.) под названием “Dehydrogenetion of Saturated Hydrocarbons Over Noble-Metal Catalyst”, в патенте США № 3315008 (Abell et al.) под названием “Dehydrogenetion of Saturated Hydrocarbons Over Noble-Metal Catalyst”, в патенте США № 3745112 (Rausch) под названием “Platinum-Tin Uniformly Dispersed Hydrocarbon Conversion Catalyst and Process”, в патенте США № 4506032 (Imai et al.) под названием “Dehydrogenation Catalyst Composition” и в патенте США № 4430517 (Imai et al.) под названием “Dehydrogenation Process Using a Catalytic Composition”.
Температуры в первой реакционной зоне 210 могут составлять от 300 до 600°С. В некоторых вариантах изобретения реакционная температура в первой реакционной зоне 210 может составлять от 450 до 550°С. Суммарное давление в первой реакционной зоне 210 может составлять от 0,010 до 25,0 атмосфер (от 1 до 2534 кПа). В некоторых вариантах общее давление в первой реакционной зоне 210 может составлять от 0,010 до 15,0 атмосфер (от 1 до 1520 кПа). В некоторых вариантах изобретения вместе с непрореагировавшим вторым углеводородным потоком может быть подан водород, чтобы предотвратить коксование. Водород и парафины, присутствующие в непрореагировавшем втором углеводородном потоке, могут быть поданы при мольном отношении водорода к парафину от 0,1 до 20. В одном из вариантов изобретения мольное отношение водорода к парафину может находиться от 1 до 10.
Время пребывания в первой реакционной зоне 210 может быть выбрано так, чтобы степень превращения парафинов в олефины составляла ниже 50 мол.%. В некоторых вариантах изобретения степень конверсии парафинов в олефины можно поддерживать от 10 до 20 мол.%. При сохранении низких значений степени превращения можно предупредить побочные реакции (например, образование диенов и реакции циклизации). В некоторых вариантах изобретения олефиновый углеводородный поток может выходить из первой реакционной зоны 210, проходить через переходную зону 214 и поступать во вторую реакционную зону 212. Переходная зона 214 может содержать теплообменник 216. Теплообменник 216 может понижать температуру потока олефиновых углеводородов. В одном из вариантов изобретения первая реакционная зона 210 и вторая реакционная зона 212 установки дегидрирования-изомеризации 114 могут представлять собой отдельные установки, как показано на ФИГ.3В, с теплообменником 216, расположенным между ними.
После того как олефиновый углеводородный поток поступает на вторую реакционную зону 212, по меньшей мере, часть олефинов изомеризуется до разветвленных олефинов с получением третьего углеводородного потока. Состав и степень разветвления третьего углеводородного потока могут быть определены с помощью спектроскопии 1Н ЯМР. В одном из вариантов олефиновый поток может выходить из первой реакционной зоны 210 и непосредственно поступать во вторую реакционную зону 212, где, по меньшей мере, часть олефинов в олефиновом потоке подвергается изомеризации до разветвленных олефинов.
Катализатор, используемый для изомеризации олефинов до разветвленных олефинов, может представлять собой тот же катализатор, что описан в патенте США № 5648584 (Murray) под названием “Process for Isomerizing Linear Olefins to Isoolefins” и в патенте США № 5648585 (Murray et al.) под названием “Process for Isomerizing Linear Olefins to Isoolefins”.
В варианте изобретения линейные олефины во втором углеводородном потоке изомеризуются во второй реакционной зоне 212 за счет взаимодействия, по меньшей мере, части олефинового потока с цеолитным катализатором. Цеолитный катализатор может иметь, по меньшей мере, один канал с кристаллографически свободным диаметром от более чем 4,2 Å до менее чем 7 Å. Цеолитный катализатор может иметь достаточной большой размер эллиптических пор, чтобы обеспечить вход линейного олефина и, по меньшей мере, частичную диффузию разветвленного олефина. Размер пор цеолитного катализатора также может быть достаточно маленьким, чтобы замедлить образование кокса.
Температура во второй реакционной зоне 212 может составлять от 200 до 500°С, чтобы подвергнуть изомеризации линейные олефины до разветвленных олефинов. В некоторых вариантах изобретения реакционные температуры в первой реакционной зоне и во второй реакционной зоне по существу являются одинаковыми. В таких вариантах применение теплообменника не требуется. Однако обычно реакционная температура второй реакционной зоны 212 меньше, чем реакционная температура первой реакционной зоны. Использование теплообменника снижает температуру потока, выходящего из первой реакционной зоны, до температуры, соответствующей для реакции во второй реакционной зоне. Парциальное давление углеводорода во второй реакционной зоне может составлять от 0,1 до 10 атмосфер (от 10 до 1013 кПа).
В некоторых вариантах изобретения третий углеводородный поток может выходить из второй реакционной зоны и поступать на установку разделения. На установке разделения разветвленные олефины могут быть отделены от линейных олефинов и парафинов, как показано ранее при рассмотрении ФИГ.1. Что касается ФИГ.3А, то третий углеводородный поток может выходить из второй реакционной зоны 212 через третий трубопровод 118 и поступать на установку гидроформилирования 120. По меньшей мере, часть олефинов в третьем углеводородном потоке может быть подвергнута гидроформилированию с получением потока реакции гидроформилирования, как это описано для системы 100 на ФИГ.1. По меньшей мере, часть реакционного потока гидроформилирования может быть разделена на нижний поток и головной поток с использованием обычных известных способов. Поток сырого продукта алифатического спирта может быть дополнительно очищен так, как описано для системы 100, с получением потока парафинов и непрореагировавших олефинов и потока продукта алифатического спирта. Поток продукта алифатического спирта может содержать разветвленные алифатические спирты (например, разветвленные первичные алифатические спирты). Поток продукта алифатического спирта может быть рециркулирован, передан на другие технологические установки, продан и/или передан в емкости-хранилища.
Поток смеси реакции гидроформилирования может поступать в сепаратор 130 через четвертый трубопровод 132. В сепараторе 130, по меньшей мере, три потока, нижний поток, поток парафинов и непрореагировавших олефинов и поток продукта алифатического спирта, может быть получен при использовании методик, ранее описанных для системы 100. По меньшей мере, часть нижнего потока может быть рециркулирована на установку гидроформилирования через трубопровод рецикла нижнего потока 134. По меньшей мере, часть потока парафинов и непрореагировавших олефинов может быть рециркулирована, объединена с другими технологическими потоками, передана на другую установку и/или направлена на хранение на месте. Поток продукта алифатического спирта может быть передан через трубопровод 136 для хранения на месте, промышленной реализации, передачи на другое предприятие и/или на использование в других технологических установках.
В одном из вариантов, по меньшей мере, часть потока парафинов и непрореагировавших олефинов может быть объединена со вторым потоком углеводородов с получением объединенного потока углеводородов через пятый трубопровод 138. Поток объединенных углеводородов может поступать на первую реакционную зону 210 и подвергаться процессу дегидрирования-изомеризации и процессу гидроформилирования с получением алифатических спиртов. За счет рециркулирования потока парафинов и непрореагировавших олефинов выход продукта может быть максимально увеличен. В одном из вариантов изобретения поток парафинов и непрореагировавших олефинов может быть непосредственно введен на установку дегидрирования-изомеризации 114 через одну или несколько точек ввода.
В некоторых вариантах изобретения концентрация олефинов и парафинов в установке гидроформилирования 120 может применяться в зависимости от источника олефинового потока, поступающего на установку гидроформилирования, как это ранее было описано для системы 100. По меньшей мере, часть четвертого потока гидроформилирования может быть введена в третий трубопровод 118 поступающего потока установки гидроформилирования 120 через шестой трубопровод 140. Объединенный поток может быть введен в установку гидроформилирования 120 через третий трубопровод 118. По меньшей мере, часть олефинов в объединенном потоке может быть подвергнута гидроформилированию с получением алифатических спиртов. В одном из вариантов осуществления изобретения третий углеводородный поток может быть введен непосредственно на установку гидроформилирования 120 через одну или несколько точек ввода.
Четвертый углеводородный поток может быть использован для оптимизации концентрации олефинов в установке гидроформилирования 120 при концентрации, достаточной, чтобы гидроформилирование олефина было максимальным. Кроме того, четвертый углеводородный поток может оптимизировать отношение линейных групп к разветвленным алифатическим группам в алифатическом спирте. Четвертый углеводородный поток может представлять собой, но без ограничения, углеводородный поток, содержащий олефины, парафины и/или углеводородные растворители.
В одном из вариантов осуществления изобретения катализатор в установке дегидрирования-изомеризации 114 может быть использован в конфигурации составного слоя. Конфигурация составного слоя допускает использование в реакторе одного или нескольких катализаторов. Катализатор дегидрирования парафинов и катализатор изомеризации олефинов могут повышать селективность каталитической системы и/или процесса. Конфигурация составного слоя установки дегидрирования-изомеризации 114 показана для системы 300 на ФИГ.3. Рабочие условия конфигурации составного слоя могут быть такими же, как для системы из двух зон, описанной в случае системы 200. Второй поток углеводородов может поступать в зону дегидрирования 310 через второй трубопровод 116.
Катализатор дегидрирования, используемый в конфигурации составного слоя, может иметь некислотные свойства. Определение «некислотные свойства», используемое в данном случае, относится к катализатору, который проявляет незначительную активность по изомеризации скелета. Катализатор дегидрирования может содержать благородный металл, компонент группы IVA, компонент щелочного или щелочноземельного металла, галогеновый компонент и/или пористый материал-носитель.
В некоторых вариантах изобретения благородный металл может быть распределен по всему катализатору дегидрирования. Количество благородного металла может находиться от 0,01 до 5 мас.% в расчете на элемент и в расчете на конечный катализатор дегидрирования. В некоторых вариантах изобретения катализатор дегидрирования содержит от 0,1 до 1 мас.% платины. Благородный металл может быть введен в каталитическую систему с помощью способов, известных в данной области (например, совместным осаждением, совместным гелеобразованием, ионным обменом, пропиткой, осаждением из паровой фазы или из источника атомов) до введения других каталитических компонентов. В некоторых вариантах изобретения благородный металл может быть введен в каталитическую систему во время пропитки другими каталитическими компонентами. В других вариантах изобретения благородный металл может быть введен в каталитическую систему после введения других каталитических компонентов. В некоторых вариантах изобретения благородный металл может быть введен пропиткой материала-носителя раствором или суспензией подвергающегося разложению соединения благородного металла. Например, платина может быть добавлена к подложке катализатора извлечением платины из водного раствора платинохлористоводородной кислоты. В другом варианте необязательные компоненты (например, азотная кислота) могут быть добавлены к пропиточному раствору, чтобы содействовать распределению или фиксации благородного металла в конечном каталитическом компоненте.
Компонент группы IVA может представлять собой германий, олово, свинец или их комбинацию. В некоторых вариантах изобретения компонент группы IVA может существовать в пределах катализатора в более окисленном состоянии, чем благородный металл. Компонент группы IVA может присутствовать в виде оксида. В некоторых вариантах осуществления изобретения компонент группы IVA может быть объединен с материалом-носителем. В некоторых вариантах изобретения компонент группы IVA может быть объединен с другими каталитическими компонентами. В других вариантах изобретения компонент группы IVA может быть распределен по всему катализатору. Компонент группы IVA может находиться от 0,01 до 5 мас.% в расчете на элемент и на конечную каталитическую систему. В некоторых вариантах катализатор содержит от 0,2 до 2 мас.% олова.
Компонент группы IVA может быть введен в каталитическую систему в соответствии с обычными известными способами (например, совместным осаждением, совместным гелеобразованием, ионным обменом и пропиткой) до введения других каталитических компонентов. В некоторых вариантах изобретения компонент группы IVA может быть введен совместно с другими каталитическими компонентами. В других вариантах осуществления изобретения компонент группы IVA может быть введен после введения других каталитических компонентов. В некоторых вариантах компонент олова может быть введен с помощью совместного гелеобразования с пористым материалом-носителем. Олово может быть объединено с алюмооксидным материалом-носителем смешением растворимого соединения олова (например, дихлорида или тетрахлорида олова) с гидрозолем оксида алюминия. Гелеобразующий агент (например, гексаметилен-тетраамин) может быть добавлен к смеси олово-(гидрозоль оксида алюминия). Смесь олово-(гидрозоль оксида алюминия) можно добавлять по каплям в масляную баню с образованием сфер, содержащих оксид алюминия и олово. В некоторых вариантах изобретения компонентом германия может быть пропитан материал-носитель с помощью раствора или суспензии способного к разложению соединения германия (например, тетрахлорида германия, растворенного в спирте). В других вариантах изобретения компонент свинца может быть нанесен пропиткой из раствора нитрата свинца в воде.
В некоторых вариантах изобретения компонент щелочного или щелочноземельного металла может быть введен в катализатор дегидрирования. Компонент щелочного или щелочноземельного металла может представлять собой, но без ограничения, цезий, рубидий, калий, натрий, литий, барий, стронций, кальций и магний или их смеси. Компонент щелочного или щелочноземельного металла может присутствовать в конечном каталитическом композите в состоянии окисления выше, чем благородный металл. Компонент щелочного или щелочноземельного металла может присутствовать в виде оксида. В некоторых вариантах изобретения щелочной или щелочноземельный металл могут быть объединены с материалом-носителем. В некоторых вариантах изобретения щелочной или щелочноземельный металл могут быть объединены с другими каталитическими компонентами дегидрирования.
В других вариантах изобретения компонент щелочного или щелочноземельного металла может быть распределен по всей каталитической системе. Количество щелочного или щелочноземельного компонента может составлять от 0,01 до 15 мас.% в расчете на элемент и на конечный каталитический композит. В других вариантах осуществления изобретения катализатор дегидрирования содержит от 1 до 3 мас.% калия. В некоторых вариантах атомное отношение щелочного или щелочноземельного компонента в благородном металле составляет, по меньшей мере, больше, чем 10.
Щелочной или щелочноземельный компонент может быть введен в каталитическую систему по известным в целом методикам (например, совместным осаждением, совместным гелеобразованием, ионным обменом и пропиткой) до введения других каталитических компонентов. В некоторых вариантах изобретения компонент щелочного или щелочноземельного металла может быть введен совместно с другими каталитическими компонентами. В других вариантах осуществления изобретения щелочной или щелочноземельный компонент может быть введен после введения других каталитических компонентов. Например, калий может быть введен пропиткой материала-носителя с помощью раствора нитрата калия. Атомное отношение щелочного или щелочноземельного компонента к благородному металлу может составлять, по меньшей мере, 10. В некоторых вариантах изобретения атомное отношение щелочного или щелочноземельного компонента к благородному металлу может находиться от 15 до 25.
Пористый материал-носитель, используемый в катализаторе дегидрирования, может представлять собой пористую абсорбирующую подложку с высокой удельной площадью поверхности от 25 до 500 м2/г. Пористый материал-носитель имеет температуру плавления больше, чем температура в зоне дегидрирования. Примерами материалов-носителей являются, но не ограничиваются только ими, активированный уголь, кокс, уголь, диоксид кремния, силикагель, карбид кремния, синтетически полученные и/или существующие в природе глины и силикаты, тугоплавкие неорганические оксиды, кристаллические цеолитные алюмосиликаты, существующие в природе или полученные синтетическим путем морденит и/или фожазит, шпинель или их комбинации. В некоторых вариантах изобретения материал-носитель может представлять собой γ- или β-оксид алюминия. В некоторых вариантах глины и силикаты могут быть или не быть обработаны кислотой (например, аттапульгит, фарфоровая глина, диатомовая земля, фуллерова земля, каолин, кизельгур, керамика, фарфор, измельченный огнеупорный кирпич, боксит). Примерами тугоплавких неорганических оксидов являются оксид алюминия, диоксид титана, диоксид циркония, оксид хрома, оксид бериллия, оксид ванадия, оксид церия, оксид гафния, оксид цинка, оксид магния, оксид бора, оксид тория, алюмосиликат, магниевосиликат, алюмохромат, алюмоборат и циркониевосиликат. Цеолитные алюмосиликаты в некоторых вариантах могут находиться в водородной форме. В других вариантах цеолитные алюмосиликаты могут находиться в форме, которая может быть обменена с катионами металлов. Примерами шпинелей являются, но без ограничения, MgAl2O4, FeAl2O4, ZnAl2O4, CaAl2O4 и другие подобные соединения, имеющие формулу MO-Al2O3, в которой М представляет собой металл, имеющий валентность 2.
В некоторых вариантах изобретения алюмооксидный материал-носитель, используемый в катализаторе дегидрирования, может быть получен соответствующим способом из синтетического или существующего в природе сырьевого материала. Алюмооксидный материал-носитель может быть получен в любой требуемой форме (например, в виде сфер, шариков, лепешек, экструдатов, порошков, гранул). Алюмооксидный носитель может быть использован в форме любых частиц. В некоторых вариантах может быть использован в форме сфер. Частицы могут иметь в диаметре размер 1/16 дюйма. В некоторых вариантах может быть использован диаметр частиц меньше, чем 1/32 дюйма.
Алюмооксидные сферы могут быть получены в некоторых вариантах превращением металлического алюминия в золь оксида алюминия. Золь оксида алюминия может быть получен реакцией металлического алюминия с подходящей пептизирующей кислотой и водой. Полученный золь оксида алюминия и гелеобразующий агент могут быть добавлены по каплям в масляную баню с получением сферических частиц алюмооксидного геля. Полученный алюмооксидный гель может быть превращен в материал-носитель на основе γ- или β-оксида алюминия с использованием известных технологий (например, путем вызревания, сушки и прокаливания).
В других вариантах изобретения могут быть получены цилиндры из оксида алюминия путем замешивания в пасту порошка оксида алюминия с водой и подходящим пептизирующим агентом (например, с азотной кислотой) с получением экструдируемой композиции. Композицию можно экструдировать через головку подходящего размера, затем нарезать с образованием экструдата. Другие формы материала-носителя на основе оксида алюминия могут быть получены обычными способами. После формования частиц оксида алюминия они могут быть высушены и прокалены. В процессе приготовления алюмооксидный носитель может быть подвергнут промежуточным обработкам (например, промывке водой или раствором гидроксида аммония).
Катализатор дегидрирования может содержать галоген. Галоген может представлять собой, но без ограничения, фтор, хлор, бром, йод или их смеси. Галоген может присутствовать в объединенном состоянии с пористым материалом-носителем. В некоторых вариантах изобретения компонент галогена может быть распределен по всей каталитической системе. Галоген может составлять от 0,2 до 15 мас.% в расчете на элемент и на конечную каталитическую систему. В некоторых вариантах катализатор дегидрирования содержит от 1 до 3 мас.% хлора.
В некоторых вариантах изобретения каталитическая система может содержать, по меньшей мере, 0,2 мас.%, в расчете на элемент, галогена. Галоген в катализаторе может улучшить активность в случае дегидрирования углеводородов. В некоторых вариантах активный галогеновый компонент подавляет образование углерода на катализаторе во время дегидрирования. Преимущество каталитической системы может состоять в том, что побочные реакции нежелательной изомеризации или образования кокса могут быть замедлены. В некоторых вариантах изобретения галоген может повысить активность катализатора. Активность может быть понижена за счет обработки паром катализатора дегидрирования с целью удаления избытка галогена из катализатора дегидрирования.
Галоген может быть введен в каталитическую систему любым подходящим способом. Введение галогена может быть проведено до получения материала-носителя. В некоторых вариантах введение галогена может быть осуществлено во время введения других компонентов. В других вариантах введение галогена может быть осуществлено после введения других каталитических компонентов. В некоторых вариантах изобретения алюмооксидный зольный носитель содержит галоген, который может обеспечивать, по меньшей мере, некоторую часть содержания галогена в конечном катализаторе. В некоторых вариантах изобретения содержание галогена или часть его могут быть добавлены к каталитической системе во время объединения материала-носителя с другими каталитическими компонентами (например, при использовании платинохлористоводородной кислоты для введения пропиткой платинового компонента). В других вариантах изобретения галогеновый компонент или часть его могут быть добавлены к каталитической системе введением катализатора в контакт с галогеном. В некоторых вариантах осуществления галоген может быть добавлен к катализатору в виде соединения, раствора, суспензии или дисперсии, содержащей галоген (например, соляной кислоты), до или после объединения других каталитических компонентов с материалом-носителем. В некоторых вариантах галоген или его часть могут быть введены контактированием катализатора с соединением, раствором, суспензией или дисперсией, содержащей галоген, на последующей стадии регенерации катализатора. На стадии регенерации углерод, осажденный на катализаторе в виде кокса во время применения катализатора на стадии превращения углеводородов, может быть выжжен из катализатора. Благородный металл на катализаторе может быть снова распределен, чтобы получить регенерированный катализатор с характеристиками, аналогичными характеристикам свежего. Галоген может быть добавлен во время стадии отжима углерода или во время стадии повторного распределения благородного металла (например, введением катализатора в контакт с газообразным хлористым водородом). В некоторых вариантах осуществления изобретения галоген может быть добавлен к каталитической системе добавлением галогена или соединения, раствора, суспензии или дисперсии, содержащей галоген (например, пропилендихлорид), к потоку углеводородного сырья. В других вариантах изобретения галоген может быть добавлен к рециркулируемому газу во время работы установки дегидрирования.
В некоторых вариантах изобретения катализатор дегидрирования может содержать серу от 0,01 до 10 мас.% в расчете на элемент и на конечную каталитическую композицию. Сера может быть введена в каталитическую систему любым подходящим способом. В некоторых вариантах изобретения сера или соединение, содержащее серу (например, сульфид водорода или более низкомолекулярный меркаптан), могут быть введены в контакт с каталитической системой в присутствии водорода при температуре от 10 до 540°С, в безводных условиях. Отношение водорода к сере в некоторых вариантах может составлять 100.
Катализатор дегидрирования в некоторых вариантах изобретения может содержать другие дополнительные компоненты или их смеси, которые действуют отдельно или во взаимодействии, как модификаторы, для улучшения каталитической активности, селективности или стабильности каталитической системы. Примерами модификаторов катализатора являются, но не ограничиваются только ими, сурьма, мышьяк, бериллий, висмут, кадмий, кальций, хром, кобальт, медь, галлий, золото, индий, железо, литий, магний, молибден, никель, рений, скандий, серебро, тантал, таллий, титан, вольфрам, ураний, цинк и цирконий. Модификаторы катализатора могут быть добавлены любым подходящим способом к материалу-носителю во время получения катализатора дегидрирования. В других вариантах изобретения модификаторы катализатора могут быть добавлены любым подходящим способом после приготовления катализатора дегидрирования. В некоторых вариантах изобретения модификаторы катализатора могут быть добавлены любым подходящим способом к каталитической системе до введения других каталитических компонентов. В некоторых вариантах изобретения модификаторы катализатора могут быть добавлены совместно с другими каталитическими компонентами. В других вариантах изобретения модификаторы катализатора могут быть добавлены после введения других компонентов катализатора. Описание катализатора дегидрирования может быть найдено в патенте США № 4506032 (Imai et al.) под названием “Dehydrogenation Catalyst Composition”.
Поток олефиновых углеводородов может поступать в зону изомеризации 312. В некоторых вариантах осуществления изобретения может быть необходимо понижение температуры от зоны дегидрирования 310 до зоны изомеризации 312, чтобы предупредить крекинг потока олефиновых углеводородов при поступлении в зону изомеризации. Холодный водород-газ может быть введен в зону дегидрирования 310 через газовый трубопровод 314, чтобы контролировать температуры в зоне дегидрирования 310. В зоне изомеризации 312, по меньшей мере, часть олефинов в потоке олефиновых углеводородов может быть изомеризована до разветвленных олефинов с получением третьего углеводородного потока.
В некоторых вариантах изобретения катализатор изомеризации может быть тем же катализатором, что описан для изомеризации олефинов в системе 200. Описание катализатора изомеризации можно найти в патенте США № 5510306 (Murray) под названием “Process for Isomerizing Linear Olefins to Isoolefins”. В некоторых вариантах изобретения к катализатору изомеризации, используемому в конфигурации составного слоя, может быть добавлено от 0,01 до 5 мас.% благородного металла для повышения дегидрирующей активности цеолитного катализатора. Могут быть использованы обычные способы введения металла (например, пропитка, ионный обмен благородного металла, совместное замешивание в пасту) для введения благородного металла (например, платины, палладия) в цеолит для получения рабочего катализатора, который можно использовать при дегидрировании-изомеризации парафинов.
Третий углеводородный поток может выходить из зоны изомеризации 312 и поступать на установку гидроформилирования 120 через третий трубопровод 118. По меньшей мере, часть олефинов в третьем углеводородном потоке может быть подвергнута гидроформилированию с получением потока реакции, как это описано для системы 100. По меньшей мере, часть потока реакции гидроформилирования может быть разделена на нижний поток и головной поток при использовании в целом известных способов. Головной поток может быть очищен и разделен так, как описано для системы 100, с получением потока парафинов и непрореагировавших олефинов и потока сырого продукта алифатических спиртов. Поток сырого продукта алифатических спиртов может быть дополнительно очищен так, как описано в случае системы 100, с получением потока продукта алифатического спирта. Поток смеси реакции гидроформилирования может поступать на сепаратор 130 через четвертый трубопровод 132. В сепараторе 130, по меньшей мере, два потока, нижний поток и головной поток, могут быть получены так, как ранее описано для системы 100. Нижний поток можно рециркулировать на установку гидроформилирования 120 через трубопровод рецикла нижнего потока 134. Головной поток может быть очищен и разделен, по меньшей мере, на два потока, поток парафинов и непрореагировавших олефинов и поток сырого продукта алифатических спиртов. По меньшей мере, часть потока парафинов и непрореагировавших олефинов может быть рециркулирована, объединена с другими технологическими потоками, направлена на другие технологические установки и/или направлена в хранилища. Поток сырого продукта алифатических спиртов может быть дополнительно очищен так, как описано в случае системы 100, с получением потока продукта алифатического спирта. Поток продукта может содержать разветвленные алифатические спирты (например, разветвленные первичные алифатические спирты). Поток продукта алифатического спирта может быть передан через трубопровод продукта 136, чтобы его можно было хранить на месте, коммерчески продавать, передавать на другие предприятия и/или использовать на других технологических установках.
По меньшей мере, часть потока парафинов и непрореагировавших олефинов может быть объединена со вторым углеводородным потоком во втором трубопроводе 116 с получением объединенного потока углеводородов через пятый трубопровод 138. Объединенный поток углеводородов может поступать в зону дегидрирования 310 установки дегидрирования-изомеризации 114 через второй трубопровод 116. Объединенный поток углеводородов, поступающий в зону дегидрирования 310, вступает в процессы дегидрирования-изомеризации и гидроформилирования с получением алифатических спиртов. За счет рециркулирования потока парафинов и непрореагировавших олефинов выход продукта может быть максимально увеличен. В одном из вариантов изобретения поток парафинов и непрореагировавших олефинов может быть непосредственно введен на установку дегидрирования-изомеризации 114 через одну или несколько точек ввода.
В некоторых вариантах изобретения концентрация олефинов и парафинов в установке гидроформилирования 120 может регулироваться в зависимости от источника олефинового потока, поступающего на установку гидроформилирования. По меньшей мере, часть четвертого потока углеводородов может быть введена в третий трубопровод 118 перед входом на установку гидроформилирования, как это ранее описано для системы 100. Объединенный поток может быть введен на установку гидроформилирования 120 через трубопровод 118. По меньшей мере, часть олефинов в объединенном потоке может быть гидроформилирована с получением алифатических спиртов.
Алифатические спирты, производимые в системах 100, 200 и 300, могут быть превращены в оксо-спирты, сульфаты или другие промышленные продукты. По меньшей мере, часть алифатических спиртов в потоке алифатических продуктов может быть введена в реакцию в установке оксиалкилирования с помощью эпоксидов (например, этиленоксида, пропиленоксида, бутиленоксида) в присутствии основания с получением оксиалкилового спирта. Конденсация спирта с эпоксидами дает возможность спиртовой функциональности увеличиваться в размерах за счет одной или несколько окси-групп. Количество окси-групп может находиться от 3 до 12. Например, реакция спирта с этиленоксидом может давать спиртовые продукты, имеющие от 3 до 12 этокси-групп. Реакция спирта с этиленоксидом и пропиленоксидом может давать спирты с этокси/пропокси-отношением этокси-групп к пропокси-группам от 4:1 до 12:1. В некоторых вариантах изобретения значительная часть спиртовых фрагментов объединяется с более чем тремя этиленоксидными фрагментами. В других вариантах изобретения приблизительно равные части могут быть смешаны с менее чем тремя этиленоксидными фрагментами. В типичной смеси продуктов оксиалкилирования может присутствовать небольшая часть непрореагировавшего спирта. В варианте осуществления изобретения, по меньшей мере, часть потока продукта алифатического спирта может быть получена конденсацией С5-С31-алифатического спирта с эпоксидом. В некоторых вариантах разветвленные первичные С5-С15-спирты могут быть конденсированы с этиленоксидом и/или пропиленоксидом. В других вариантах разветвленные первичные С11-С17-спирты могут быть конденсированы с этиленоксидом и/или пропиленоксидом. Полученные оксиалкиловые спирты могут продаваться коммерчески, передаваться на другие предприятия, храниться на месте и/или использоваться на других технологических установках. В некоторых вариантах оксиалкиловый спирт может быть сульфирован с получением анионного поверхностно-активного вещества.
В одном из вариантов изобретения, по меньшей мере, часть спиртов в потоке продукта алифатического спирта может быть добавлена к основанию. Основание может представлять собой гидроксид щелочного металла или щелочноземельного металла (например, гидроксид натрия или гидроксид калия). Основание может действовать в качестве катализатора для реакции оксиалкилирования. Для оксиалкилирования спирта может быть использовано количество от 0,1 до 0,6 мас.% основания в расчете на общую массу спирта. В одном из вариантов изобретения массовый процент основания может составлять от 0,1 до 0,4 мас.% в расчете на суммарное количество спирта. Реакция спирта с основанием может привести к получению алкоксида. Полученный алкоксид может быть высушен для удаления присутствующей воды. Высушенный алкоксид может быть введен в реакцию с эпоксидом. Количество используемого эпоксида может составлять от 1 до 12 молей на моль алкоксида. Полученная смесь (алкоксид-эпоксид) должна реагировать до тех пор, пока не израсходуется эпоксид. Понижение общего реакционного давления может указывать на то, что реакция закончилась.
Температуры в установке оксиалкилирования составляют от 120 до 220°С. В одном из вариантов реакционные температуры могут составлять от 140 до 160°С. Реакционное давление может быть достигнуто введением в реакционный сосуд требуемого количества эпоксида. Эпоксиды имеют высокое давление паров при требуемой температуре реакции. С точки зрения безопасности процесса парциальное давление эпоксидных реагентов должно быть ограничено, например, до менее чем 4 атмосфер (413 кПа). Другие меры безопасности могут включать разбавление реагентов инертным газом, таким как азот. Например, разбавление инертным газом может привести к концентрации паровой фазы реагентов 50% или менее. В некоторых вариантах изобретения реакция спирт-эпоксид может быть безопасно осуществлена при более высокой концентрации реагента, более высоком суммарном парциальном давлении и более высоком парциальном давлении эпоксида, если подходящие, в целом известные меры безопасности предпринимаются, чтобы контролировать взрывобезопасность. Что касается этиленоксида, то может быть использовано суммарное давление от 3 до 7 атмосфер (от 304 до 709 кПа). Суммарное давление этиленоксида от 1 до 4 атмосфер (от 101 до 415 кПа) может быть использовано в некоторых вариантах изобретения. В одном из вариантов изобретения может быть использовано общее давление от 1,5 до 3 атмосфер (от 150 до 304 кПа) относительно этиленоксида. Давление служит мерой степени протекания реакции. Реакцию можно рассматривать по существу оконченной, когда давление во времени не падает.
Алифатические спирты и оксиалкиловые спирты могут быть дериватизированы с получением композиций (например, сульфонатов, сульфатов, фосфатов), которые могут быть использованы в рецептурах коммерческих продуктов (например, детергентов, поверхностно-активных веществ, масляных добавок, рецептур смазочных масел). Например, спирты могут быть сульфированы с помощью SO3 с получением сульфатов. Определение «сульфированы» относится к атому серы или серосодержащей функциональности, добавленной к атому углерода или кислорода. Процессы сульфирования описаны в патенте США № 6462215 (Jacobson et al.) под названием “Sulfonation, Sulfation and Sulfamation”, в патенте США № 6448435 (Jacobson et al.) под названием “Sulfonation, Sulfation and Sulfamation”, в патенте США № 3462525 (Levinsky et al.) под названием “Dental Compositions Comprising Long-Chain Olefin Sulfonates”, в патенте США № 3428654 (Rubinfeld et al.) под названием “Alkene Sulfonation Process and Products”, в патенте США № 3420875 (DiSalvo et al.) под названием “Olefin Sulfonates”, в патенте США № 3506580 (Rubinfeld et al.) под названием “Heat-Treatment of Sulfonated Olefin Products” и в патенте США № 3579537 (Rubinfeld) под названием “Process for Separation of Sulfones from Alkenyl Sulfonic Acids”.
Общий класс сульфатов алифатических спиртов можно охарактеризовать химической формулой: (R-O-(A)x-SO3)nМ. R представляет собой алифатический остаток. «А» представляет собой остаток алкиленоксида; х соответствует среднему числу остатков «А» на остаток R-О и может находиться от 0 до 15; и n представляет собой число, зависящее от валентности катиона М. Примерами катиона М являются, но не ограничиваются только ими, ионы щелочного металла, ионы щелочноземельного металла, аммонийные ионы и/или их смеси. Примерами катионов являются, но не ограничиваются только ими, магний, калий, моноэтаноламин, диэтаноламин или триэтаноламин.
Алифатические и оксиалкиловые спирты могут быть сульфатированы на установке. Процесс сульфатирования включает реакцию триоксида серы (SO3), хлорсульфоновой кислоты (ClSO3H), сульфаминовой кислоты (NH2SO3H) или серной кислоты со спиртом. В одном из вариантов изобретения триоксид серы в концентрированной (например, дымящей) серной кислоте может быть использован для сульфатирования спиртов. Концентрированная серная кислота может иметь концентрацию от 75 до 100 мас.%. В одном из вариантов серная кислота может иметь концентрацию от 85 до 98 мас.%. Количество триоксида серы может находиться от 0,3 до 1,3 молей триоксида серы на моль спирта. В некоторых вариантах изобретения триоксид серы может находиться от 0,4 до 1,0 моля триоксида серы на моль спирта.
В одном из вариантов изобретения методика сульфатирования триоксидом серы может включать взаимодействие жидкого спирта или оксиалкилового спирта и газообразного триоксида серы в сульфаторе со стекающей пленкой с получением сложного эфира серной кислоты и спирта. Реакционная зона установки сульфатирования со стекающей пленкой может работать при атмосферном давлении и при температуре от 25 до 70°С. Эфир серной кислоты и спирта может выходить из установки сульфатирования со стекающей пленкой и поступать в реактор нейтрализации. Сернокислый эфир может быть нейтрализован раствором щелочного металла с получением алкилсульфатной соли или оксиалкилсульфатной соли. Примерами растворов щелочного металла являются растворы гидроксида натрия или калия.
Дериватизированные спирты могут найти широкое применение. Примерами таких вариантов применения являются моющие препараты. Моющие препараты представляют собой, но без ограничения, гранулированные и жидкие моющие препараты для стирки белья, жидкие моющие препараты для мытья посуды и другие препараты. Примерами других препаратов могут быть очищающие агенты общего назначения, жидкие мыла, шампуни и жидкие чистящие средства.
Гранулированные моющие препараты для стирки белья могут включать ряд компонентов помимо дериватизированных спиртов (например, поверхностно-активные вещества, модифицирующие добавки, сопутствующие модифицирующие добавки, отбеливающие агенты, активаторы отбеливающих агентов, регуляторы пенообразования, ферменты, средство против обесцвечивания, оптические бескообразователи и стабилизаторы). Примерами поверхностно-активных веществ могут быть ионные, неионные, амфотерные или катионные поверхностно-активные вещества.
Жидкие моющие препараты для стирки белья включают те же самые компоненты, что и гранулированные моющие препараты для стирки белья. В некоторых вариантах изобретения жидкие моющие препараты для стирки белья могут включать меньше компонента неорганического модифицирующего агента, чем гранулированные моющие препараты для стирки белья. В жидких моющих препаратах могут присутствовать гидротропные соединения. Очищающие агенты общего назначения могут включать другие поверхностно-активные вещества, модифицирующие агенты, пенорегуляторы, гидротропы и солюбилизирующие спирты.
ПРИМЕРЫ
Пример 1: Изомеризация олефинов в углеводородном потоке, полученном в процессе Фишера-Тропша
Монооксид углерода и водород вводят в реакцию в условиях процесса Фишера-Тропша с получением углеводородной смеси из линейных парафинов, линейных олефинов, незначительного количества диенов и незначительного количества оксигенатов. Углеводородный поток Фишера-Тропша разделяют на различные углеводородные потоки с использованием фракционной перегонки. Получают углеводородный поток, содержащий олефины и парафины со средним числом атомов углерода от 8 до 10. Состав полученного С8-С10-углеводородного потока анализируют с помощью газовой хроматографии, полученные результаты представлены в таблице 1.
Цеолитный катализатор, используемый для изомеризации линейных олефинов в углеводородном потоке, получают следующим образом. Аммоний-ферриерит (645 г), дающий потерю веса 5,4% при прокаливании и имеющий следующие свойства: мольное отношение диоксида кремния к оксиду алюминия 62:1, удельная площадь поверхности 369 кв. метров на грамм (Р/Р0=0,03), содержание соды 480 ч/млн и сорбционную емкость по н-гексану 7,3 г на 100 г аммоний-ферриерита, загружают в смеситель для замешивания пасты Lancaster. Оксид алюминия CATAPAL® D (91 г), дающий потерю веса при прокаливании 25,7%, добавляют в смеситель для замешивания пасты. В течение пятиминутного периода замешивания к смеси оксид алюминия/аммоний-ферриерит добавляют 152 мл деионизированной воды. Затем к смеси оксид алюминия/аммоний-ферриерит в смесителе для замешивания пасты медленно добавляют смесь 6,8 г ледяной уксусной кислоты, 7,0 г лимонной кислоты и 152 мл деионизированной воды для пептизации оксида алюминия. Полученную смесь оксид алюминия/аммоний-ферриерит/кислота замешивают в течение 10 мин. Через 15 мин к замешанной смеси оксид алюминия/аммоний-ферриерит/кислота медленно добавляют смесь 0,20 г нитрата тетрааминпалладия в 153 г деионизированной воды. Полученная смесь имеет отношение цеолита к оксиду алюминия 90:10 и потерю при прокаливании 43,5%. Смесь цеолит/оксид алюминия формуют путем экструдирования смеси через матричный диск из нержавеющей стали (отверстия 1/16”) 2,25-дюймового экструдера Боннота (Bonnot).
Влажный экструдат цеолит/оксид алюминия сушат при 125°С в течение 16 час. После сушки экструдат цеолит/алюминий вторично разбивают вручную. Экструдат цеолит/оксид алюминия прокаливают в токе воздухе при 200°С в течение 2 час. Температуру повышают до максимальной температуры 500°С и экструдат цеолит/оксид алюминия прокаливают в течение еще двух часов с получением катализатора изомеризации. Катализатору изомеризации дают остыть в дессикаторе в атмосфере азота.
В качестве реактора изомеризации используют трубку из нержавеющей стали с наружным диаметром 1 дюйм, внутренним диаметром 0,6 дюймов и длиной 26 дюймов. Измерительный канал для ввода термопар выступает на 20 дюймов от верхней части реакторной трубки из нержавеющей стали. Для загрузки реакторной трубки ее опрокидывают и кусочек стекловаты перемещают вниз стенки реакторной трубки по измерительному каналу для ввода термопары и размещают в нижней части реакторной трубки, чтобы он выполнял функцию заглушки реакторной трубки. В реакторную трубку добавляют карбид кремния (20 меш) до глубины приблизительно 6 дюймов. Второй кусочек стекловаты помещают над карбидом кремния. Смесь 6,0 г частиц катализатора изомеризации (6-10 меш) и 45 г свежего карбида кремния (60-80 меш) добавляют к реакторной трубке в две части. Добавление двумя частями распределяет катализатор изомеризации равномерно в реакторной трубке и дает слой катализатора изомеризации длиной приблизительно 10 дюймов. Третий кусочек стекловаты добавляют на верхнюю часть катализатора в реакторной трубке. Карбид кремния (20 меш) накладывают слоем на третий кусочек стекловаты. Четвертый кусочек стекловаты размещают над карбидом кремния, и он служит в качестве заглушки для нижней части реакционной трубки. Чтобы наблюдать за температурой реакции в различных точках реакторной трубки, многоконтактную термопару вводят в измерительный канал для ввода термопары реакторной трубки. Контролируют температуру выше, ниже и в трех различных частях слоя катализатора. Реакторную трубку переворачивают и устанавливают в печи. Реакторную трубку нагревают до рабочей температуры 280°С в течение четырех часов при пропускании азота. По достижении температуры 280°С реакторную трубку выдерживают при рабочей температуре в течение еще двух часов для кондиционирования катализатора изомеризации.
После кондиционирования катализатора изомеризации насосом через реакторную трубку подают углеводородный поток со скоростью 60 г/час. Азот со скоростью 6 л/час пропускают над катализатором изомеризации одновременно с углеводородным потоком. Углеводородный поток переходит в газообразное состояние перед взаимодействием с катализатором изомеризации. Реакторная трубка работает при давлении на выходе 20 кПа выше атмосферного давления.
В таблице 2 представлены массовые проценты С8-С10-разветвленных олефинов, C8-С10-линейных олефинов и С8-С10-парафинов в углеводородном потоке при 0 часов и потоке, выходящем из реакторной трубки через 24 и 48 часов изомеризации. Более чем 90% линейных олефинов в углеводородном потоке превращается в разветвленные олефины в реакторе изомеризации. Во время стадии изомеризации небольшое количество вещества, кипящего ниже С8, образуется по побочной реакции расщепления. Кроме того, часть С9-С11-спиртов, присутствующих в сырье, подвергается дегидрированию, давая дополнительное количество олефинов в продукте. Среднее число алкильных разветвлений на C8-С10-олефинах в продукте, как установлено, составляет 1,0 при оценке с помощью спектроскопии 1Н-ЯМР.
Пример 2: Изомеризация 1-додецена
1-Додецен получают от Shell Chemical Со. В таблице 3 приведен состав 1-додецена, определенный с помощью газовой хроматографии.
Таблица 3
1-Додецен изомеризуют с использованием той же конструкции реакторной трубки и того же способа получения катализатора изомеризации, которые описаны в примере 1. Поток 1-додецена подают насосом через реакторную трубку со скоростью 90 г/час. Азот со скоростью 6 л/час пропускают над катализатором изомеризации одновременно с потоком 1-додецена. Поток додецена переходит в газообразное состояние перед взаимодействием с катализатором изомеризации. Реакторная трубка работает при давлении на выходе 20 кПа выше атмосферного давления и при температуре 290°С.
В таблице 4 приведены массовые проценты молекул меньше, чем С10, С10-С14, и больше, чем С14, в 1-додецене через 0 час и в потоке, выходящем из реакторной трубки, через 168 и 849 час. Линейные С10-С14-олефины превращаются с выходом 94% в разветвленные С10-С14-олефины через 168 час технологического времени. Во время стадии изомеризации менее чем 3 мас.% вещества, кипящего ниже С10, образуется из-за побочной реакции расщепления. Среднее число алкильных разветвлений на С10-С14-олефинах в продукте, как установлено, составляет 1,3 по результатам оценки с помощью спектроскопии 1Н-ЯМР.
Пример 3: Дегидрирование додекана
Додекан получают от Aldrich Chemical Company и хранят в атмосфере азота до переработки. В таблице 5 указан состав додекана, определенный с помощью газовой хроматографии.
Катализатор дегидрирования парафинов получают в соответствии с примером 1 (катализатор А) патента США №4430517 (Imai et al.) под названием "Dehydrogenation Process Using a Catalytic Composition". Полученный катализатор содержит 0,8 мас.% платины, 0,5 мас.% олова, 2,7 мас.% калия и 1,3 мас.% хлора на гамма-алюминооксидной подложке. Атомное отношение калия к палладию для данного катализатора составляет 16,8.
Катализатор дегидрирования готовят растворением по существу чистых гранул алюминия в растворе соляной кислоты. Добавляют количество хлорида четырехвалентного олова к полученному раствору, чтобы получить конечную каталитическую систему, содержащую 0,5 мас.% олова, и перемешивают для распределения олова равномерно по всей смеси. К полученной смеси с оловом добавляют гексаметилентетрамин и полученную олово-аминную смесь добавляют по каплям в масляную баню таким образом, чтобы получить сферические частицы, имеющие средний диаметр частиц приблизительно 1/6 дюйма. Сферы выдерживают, промывают аммиачным раствором, сушат и прокаливают, получают сферический материал-носитель из гамма-оксида алюминия. Полученные сферы содержат приблизительно 0,5 мас.% олова в форме оксида олова. Более подробно способ получения алюмооксидного материала-носителя описан в патенте США № 2620314 (Hoesktra) под названием “Spheroidal Alumina”.
Композит олово-(оксид алюминия) вводят в контакт с деионизированным раствором платинохлористоводородной кислоты и соляной кислоты (2 мас.% в расчете на массу оксида алюминия) в роторной сушилке в течение 15 мин при комнатной температуре. Количество используемой платинохлористоводородной кислоты представляет собой количество, необходимое для введения 0,8 мас.% платины в композит олово-(оксид алюминия). Затем раствор нагревают и продувают азотом, чтобы удалить воду с получением композита платина-хлор-олово-(оксид алюминия). Введенный хлор удаляют нагреванием композита платина-хлор-олово-(оксид алюминия) до 550°С и обработкой композита смесью воздух/80°С пар (50:50) при часовой объемной скорости газа (GHSV) 300 час-1. После обработки смесью воздух/пар композит платина-олово-(оксид алюминия) содержит менее чем 0,1 мас.% хлора.
Композит платина-олово-(оксид алюминия) вводят в контакт с раствором нитрата калия в деионизированной воде. Используемое количество нитрата калия составляет количество, необходимое для введения в композит платина-олово-(оксид алюминия) 2,7 мас.% калия. Воду из композита платина-олово-калий-(оксид алюминия) удаляют нагреванием композита до 100°С при продувке сухим воздухом (GHSV 1000 час-1) в течение 0,5 час. Температуру повышают до 525°С и композит платина-олово-калий-(оксид алюминия) обрабатывают потоком соляной кислоты (12 куб.см/час, 0,9 М HCl) и потоком смеси воздух/80°С пар (50:50) (GHSV 300 час -1) для введения хлора в композит платина-олово-калий-(оксид алюминия). Композит платина-олово-калий-хлор-(оксид алюминия) сушат при 525°С при продувке сухим воздухом (GHSV 1000 час-1). Полученные сферы катализатора имеют средний диаметр частиц 1/16 дюйма, и перед испытанием их измельчают и доводят до размера частиц 6-20 меш.
В качестве реактора изомеризации используют трубку из нержавеющей стали с наружным диаметром 1 дюйм, внутренним диаметром 0,6 дюйма и длиной 26 дюймов. Измерительный канал для ввода термопары выступает на 20 дюймов от верхней части реакторной трубки из нержавеющей стали. Для загрузки реакторной трубки ее опрокидывают и кусочек стекловаты перемещают вниз по стенке реакторной трубки по измерительному каналу для ввода термопары и размещают в нижней части реакторной трубки, чтобы он выполнял функцию заглушки реакторной трубки. В реакторную трубку добавляют карбид кремния (20 меш) до глубины приблизительно 6 дюймов. Второй кусочек стекловаты помещают над карбидом кремния. Смесь 6,0 г частиц катализатора платина-олово на оксиде алюминия (6-20 меш) и 45 г свежего карбида кремния (60-80 меш) добавляют в реакторную трубку в две части. Добавление в виде двух частей распределяет катализатор равномерно в реакторной трубке и дает слой катализатора длиной приблизительно 10 дюймов. Третий кусочек стекловаты добавляют на верхнюю часть катализатора в реакторной трубке. Карбид кремния (20 меш) накладывают слоем на третий кусочек стекловаты. Четвертый кусочек стекловаты размещают над карбидом кремния, и он служит в качестве заглушки для нижней части реакторной трубки. Чтобы наблюдать за температурой реакции в различных точках реакторной трубки, многоконтактную термопару вводят в измерительный канал для ввода термопары реакторной трубки. Контролируют температуру выше, ниже и в трех различных частях слоя катализатора. Реакторную трубку переворачивают и устанавливают в печи. Реакторную трубку продувают азотом. Реакторную трубку нагревают до рабочей температуры 425°С в течение четырех часов при пропускании азота (250 стандартных литров в час). По достижении температуры 425°С реакторную трубку выдерживают при рабочей температуре в течение еще двух часов. Катализатор подвергают предварительному осернению пропусканием через реакторную трубку 1%-ной смеси газообразного сульфида водорода в водороде при 425°С в течение пяти минут. Через 5 мин сульфид водорода в потоке газообразного водорода переключают, чтобы через реакторную трубку пропускать поток водорода.
После предварительного осернения катализатора реакторную трубку выдерживают при 425°С в течение восьми часов. Через восемь часов давление в реакторной трубке повышают до 25 фунт/кв.дюйм с помощью газообразного водорода. Через реакторную трубку насосом подают додекан со скоростью 40 г/час со скоростью водорода 125 стандартных литров в час. Через 4 часа поток додекана увеличивают до 80 г/час. После получения скорости потока 80 г/час температуру в реакторной трубке повышают до 460°С. После достижения рабочей температуры 460°С из реакторной трубки отбирают образцы каждые восемь часов.
Через двадцать четыре часа массовый процент додекана составляет 11,4 мас.%, как это показано в таблице 6. При температуре 479°С превращение додекана в олефины составляет 16 мас.% через двадцать четыре часа. Из полученных олефинов 84 мас.% составляют моноолефины, 4,1 мас.% составляют ароматические соединения и 7,5 мас.% составляют диолефины. Из суммарного числа образовавшихся олефинов 6% составляют разветвленные олефины, по результатам анализа с помощью спектроскопии 1Н-ЯМР.
Пример 4: Дегидрирование-изомеризация додекана
Додекан получают от Aldrich Chemical Company и хранят в атмосфере азота до переработки. В таблице 5 указан состав додекана, определенный с помощью газовой хроматографии.
Катализатор дегидрирования-изомеризации готовят следующим образом. Аммоний-ферриерит (645 г), дающий потерю при прокаливании 5,4% и имеющий следующие характеристики: мольное отношение диоксида кремния к оксиду алюминия 62:1, удельная площадь поверхности 369 кв. метров на грамм (Р/Р0=0,03), содержание соды 480 ч/млн и сорбционную емкость по н-гексану 7,3 г на 100 г аммоний-ферриерита, загружают в смеситель для замешивания пасты Lancaster. Оксид алюминия CATAPAL® D (91 г), проявляющий потерю при прокаливании 25,7%, добавляют к смесителю для замешивания пасты. В течение пятиминутного периода замешивания к смеси оксид алюминия/аммоний-ферриерит добавляют 152 мл деионизированной воды. Затем к смеси оксид алюминия/аммоний-ферриерит в смесителе для замешивания пасты медленно добавляют смесь 6,8 г ледяной уксусной кислоты, 7,0 г лимонной кислоты и 152 мл деионизированной воды для пептизации оксида алюминия. Полученную смесь оксид алюминия/аммоний-ферриерит/кислота замешивают в течение 10 мин. Через 15 мин к замешанной смеси оксид алюминия/аммоний-ферриерит/кислота медленно добавляют смесь 0,20 г нитрата тетрааминпалладия в 153 г деионизированной воды. Полученная смесь имеет отношение цеолита к оксиду алюминия 90:10 и потерю при прокаливании 43,5%. Смесь цеолит/оксид алюминия формуют экструдированием смеси через матричный диск из нержавеющей стали (отверстия 1/16”) 2,25-дюймового экструдера Боннота (Bonnot).
Шесть граммов полученной смеси цеолит/оксид алюминия пропитывают водным раствором гексагидрата гексахлорплатината натрия (IV) для введения 0,8 мас.% платины в 1/16 дюймовый экструдат. Влажный экструдат цеолит/оксид алюминия, пропитанный платиной, сушат при 125°С в течение 2 час в токе воздуха. Температуру повышают до максимальной температуры 500°С и экструдат цеолит/оксид алюминия, пропитанный платиной, прокаливают, получают катализатор дегидрирования-изомеризации. Прокаленный катализатор измельчают и до проведения испытаний доводят до размера частиц 6-20 меш.
Додекан подвергают дегидрированию и изомеризации с использованием той же конструкции реакторной трубки, которая описана в примере 3. Степень превращения додекана в олефины 16,1 мас.% наблюдается через двадцать четыре часа при 459°С. Как показано в таблице 7, из образовавшихся олефинов 86 мас.% составляют моноолефины, 1,2 мас.% составляют ароматические соединения и 6,8 мас.% составляют диолефины. Из суммарного количества образовавшихся олефинов 86% составляют разветвленные олефины, как это определено с помощью спектроскопии 1Н-ЯМР.
Пример 5: Катализатор дегидрирования-изомеризации
Цеолитную часть катализатора дегидрирования-изомеризации готовят, как в примере 4. Шесть грамм полученной смеси цеолит/оксид алюминия пропитывают водным раствором тетраамина нитрата палладия для введения 0,8 мас.% палладия в 1/16 дюймовый экструдат.
Влажный пропитанный палладием экструдат цеолит/оксид алюминия сушат при 125оС в течение 2 час в токе воздуха. Температуру повышают до максимальной 500°С и пропитанный палладием экструдат цеолит/оксид алюминия прокаливают с получением катализатора дегидрирования-изомеризации. Прокаленный катализатор тщательно измельчают и перед испытанием доводят до размера частиц 6-20 меш.
Пример 6: Катализатор дегидрирования-изомеризации
Катализатор дегидрирования-изомеризации готовят в соответствии со способом получения катализатора D патента США № 5648585 (Murray et al.) под названием “Process for Isomerizing Linear Olefins to Isoolefins”.
Используют аммоний-ферриерит, имеющий мольное отношение диоксида кремния к оксиду алюминия 62:1, удельная площадь поверхности 369 кв. метров на грамм (Р/Р0=0,03), содержание соды 480 ч/млн и сорбционную емкость по н-гексану 7,3 г на 100 г цеолита. Компоненты катализатора замешивают в пасту с использованием смесителя для замешивания пасты Lancaster. Замешанный каталитический материал экструдируют с использованием штифтового барабанного экструдера Боннота. В качестве связующего вещества используют оксид алюминия CATAPAL® D от Sasol. В качестве экструзионной добавки используют METHOCEL® F4M, гидроксипропилметилцеллюлозу, от Dow Chemical Company.
В смеситель для замешивания пасты Lancaster загружают 632 г аммоний-ферриерита (потеря при прокаливании 3,4%) и 92 г оксида алюминия CATAPAL® D (потеря при прокаливании 26,2%). Оксид алюминия смешивают с ферриеритом пять минут и за это время добавляют 156 мл деионизированной воды. Смесь 6,8 г ледяной уксусной кислоты и 156 мл деионизированной воды медленно добавляют в смеситель для замешивания пасты, чтобы пептизировать оксид алюминия. Смесь перемешивают-замешивают 10 мин. Добавляют в смеситель для замешивания пасты тетраамин нитрата платины и тетраамин нитрата палладия, чтобы получить катализатор, который содержит 0,25 мас.% палладия и 0,55 мас.% платины. Добавляют десять граммов гидроксиметилцеллюлозы METHOCEL® F4M и цеолит/оксид алюминия замешивают еще в течение 15 мин. Экструдат переносят в штифтовый барабанный экструдер Боннота и экструдируют с использованием матричного диска из нержавеющей стали (отверстия 1/16 дюйма). Экструдат сушат при 120°С в течение 16 часов, затем прокаливают в воздухе при 500°С в течение 2 час. Прокаленный катализатор тщательно измельчают и перед испытанием доводят до размера 6-20 меш.
Настоящее изобретение относится к способу получения алифатических спиртов, которые могут быть использованы для получения поверхностно-активных веществ, сульфатов. Способ включает введение углеводородного потока Фишера-Тропша, содержащего олефины и парафины, причем указанный углеводородный поток Фишера-Тропша содержит от 5 до 80% олефинов, имеющих среднее число атомов углерода от 10 до 17, и парафины, в установку гидрирования, где установка гидрирования выполнена так, чтобы гидрировать, по меньшей мере, часть олефинов в углеводородном потоке Фишера-Тропша до парафинов, и где, по меньшей мере, часть непрореагировавших компонентов углеводородного потока Фишера-Тропша и, по меньшей мере, часть гидрированных олефинов образуют второй углеводородный поток; введение второго углеводородного потока в установку дегидрирования-изомеризации, где установка дегидрирования-изомеризации выполнена так, чтобы дегидрировать, по меньшей мере, часть парафинов во втором углеводородном потоке до олефинов, и где установка дегидрирования-изомеризации также выполнена так, чтобы изомеризовать, по меньшей мере, часть линейных олефинов до разветвленных олефинов в присутствии катализатора дегидрирования - изомеризации, содержащего водородную форму цеолита, имеющего изотопическую решетчатую структуру ферриерита, и где время пребывания является таким, что превращение парафинов в олефины находится ниже 40 мол.%, и где, по меньшей мере, часть непрореагировавших компонентов второго углеводородного потока и, по меньшей мере, часть продуктов реакций дегидрирования и изомеризации образуют третий углеводородный поток, причем третий углеводородный поток содержит олефины и парафины, и где, по меньшей мере, часть олефинов в третьем углеводородном потоке представляет собой разветвленные олефины; и введение, по меньшей мере, части третьего углеводородного потока в установку гидроформилирования, где установка гидроформилирования выполнена так, чтобы гидроформилировать, по меньшей мере, часть олефинов в третьем углеводородном потоке с получением алифатических спиртов со средним числом атомов углерода от 11 до 18, и где, по меньшей мере, часть полученных алифатических спиртов содержит разветвленную алкильную группу. 17 з.п. ф-лы, 7 табл., 3 ил.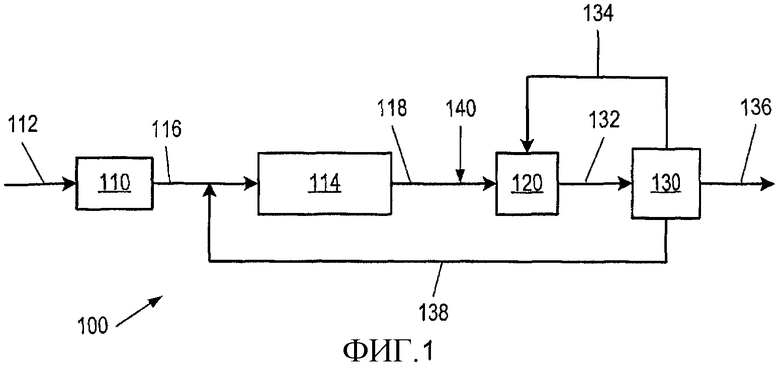
1. Способ получения алифатических спиртов, включающий:
введение углеводородного потока Фишера-Тропша, содержащего олефины и парафины, причем указанный углеводородный поток Фишера-Тропша содержит от 5 до 80% олефинов, имеющих среднее число атомов углерода от 10 до 17, и парафины, в установку гидрирования, где установка гидрирования выполнена так, чтобы гидрировать, по меньшей мере, часть олефинов в углеводородном потоке Фишера-Тропша до парафинов и где, по меньшей мере, часть непрореагировавших компонентов углеводородного потока Фишера-Тропша и, по меньшей мере, часть гидрированных олефинов образуют второй углеводородный поток;
введение второго углеводородного потока в установку дегидрирования-изомеризации, где установка дегидрирования-изомеризации выполнена так, чтобы дегидрировать, по меньшей мере, часть парафинов во втором углеводородном потоке до олефинов, и где установка дегидрирования-изомеризации также выполнена так, чтобы изомеризовать, по меньшей мере, часть линейных олефинов до разветвленных олефинов в присутствии катализатора дегидрирования - изомеризации, содержащего водородную форму цеолита, имеющего изотопическую решетчатую структуру ферриерита, и где время пребывания является таким, что превращение парафинов в олефины находится ниже 40 мол.%, и где, по меньшей мере, часть непрореагировавших компонентов второго углеводородного потока и, по меньшей мере, часть продуктов реакций дегидрирования и изомеризации образуют третий углеводородный поток, причем третий углеводородный поток содержит олефины и парафины, и где, по меньшей мере, часть олефинов в третьем углеводородном потоке представляет собой разветвленные олефины; и
введение, по меньшей мере, части третьего углеводородного потока в установку гидроформилирования, где установка гидроформилирования выполнена так, чтобы гидроформилировать, по меньшей мере, часть олефинов в третьем углеводородном потоке с получением алифатических спиртов со средним числом атомов углерода от 11 до 18, и где, по меньшей мере, часть полученных алифатических спиртов содержит разветвленную алкильную группу.
2. Способ по п.1, где установка гидрирования работает в температурном интервале приблизительно от 175 до 250°С.
3. Способ по п.1 или 2, где установка гидрирования работает при расходе водорода приблизительно от 250 до 5000 нл/л/ч.
4. Способ по п.1 или 2, где установка гидрирования работает в интервале давлений приблизительно от 10 до 50 атмосфер.
5. Способ по п.1 или 2, где установка дегидрирования-изомеризации работает в температурном интервале приблизительно от 300 до 500°С.
6. Способ по п.1 или 2, где установка дегидрирования-изомеризации выполнена так, чтобы она работала в интервале давлений приблизительно от 0,010 до 15 атмосфер.
7. Способ по п.1 или 2, где установка гидроформилирования выполнена так, чтобы получать приблизительно более 50% алифатических спиртов.
8. Способ по п.1 или 2, где установка гидроформилирования работает в интервале реакционных температур приблизительно от 100 до 300°С.
9. Способ по п.1 или 2, который дополнительно включает:
образование потока реакции гидроформилирования, где поток реакции гидроформилирования содержит, по меньшей мере, часть непрореагировавших компонентов третьего углеводородного потока, и, по меньшей мере, часть полученных алифатических спиртов;
отделение алифатических спиртов от потока реакции гидроформилирования с получением потока парафинов и непрореагировавших олефинов и потока продукта алифатических спиртов;
введение, по меньшей мере, части потока парафинов и непрореагировавших олефинов в установку дегидрирования-изомеризации.
10. Способ по п.9, где введение, по меньшей мере, части потока парафинов и непрореагировавших олефинов, в установку дегидрирования-изомеризации включает объединение, по меньшей мере, части потока парафинов и непрореагировавших олефинов, по меньшей мере, с частью второго углеводородного потока с получением объединенного потока перед установкой дегидрирования-изомеризации и введение, по меньшей мере, части объединенного потока в установку дегидрирования-изомеризации.
11. Способ по п.1 или 2, где установка дегидрирования-изомеризации содержит катализатор дегидрирования-изомеризации, дополнительно включающий высокоплавкий оксид в качестве связующего вещества, окисляющие кокс металл или соединение металла, и стимулирующие дегидрирование парафинов металл или соединение металла.
12. Способ по п.1 или 2, где установка дегидрирования-изомеризации включает большое число зон, где большое число зон включает первую реакционную зону и вторую реакционную зону, где первая реакционная зона выполнена так, чтобы дегидрировать, по меньшей мере, часть парафинов до олефинов, и где вторая реакционная зона выполнена так, чтобы изомеризовать, по меньшей мере, часть линейных олефинов до разветвленных олефинов, и где, по меньшей мере, часть непрореагировавших компонентов второго углеводородного потока и, по меньшей мере, часть продуктов реакций дегидрирования и изомеризации образуют третий углеводородный поток.
13. Способ по п.12, где первая реакционная зона работает в температурном интервале приблизительно от 300 до 600°С.
14. Способ по п.12, где первая реакционная зона работает при суммарном реакционном давлении приблизительно от 0,01 до 25,0 атмосфер.
15. Способ по п.12, где вторая реакционная зона работает в температурном интервале приблизительно от 200 до 500°С.
16. Способ по п.12, где вторая реакционная зона работает при парциальном давлении углеводородов приблизительно от 0,1 до 10 атмосфер.
17. Способ по п.12, который дополнительно включает введение, по меньшей мере, части второго углеводородного потока, выходящего из первой реакционной зоны, в теплообменник, где теплообменник выполнен так, чтобы отводить тепло от части второго углеводородного потока перед его поступлением во вторую реакционную зону.
18. Способ по п.1 или 2, где установка дегидрирования-изомеризации содержит катализатор в конфигурации составного слоя, где катализатор в виде составного слоя содержит катализатор дегидрирования и катализатор изомеризации.
| US 5849960А, 15.12.1998 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 4438287 A, 20.03.1984 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 6414199 B1, 02.07.2002 | |||
| СПОСОБ ПОЛУЧЕНИЯ СМЕСИ С-СПИРТОВ ДЛЯ ПЛАСТИФИКАТОРОВ | 1992 |
|
RU2094420C1 |

