Предметом изобретения является способ и устройство для изготовления ячеистой георешетки из двусторонне текстурированных, а при необходимости, даже и перфорированных лент из полиэтилена высокой плотности.
Ячеистые георешетки выполнены из нескольких десятков пластмассовых лент, соединенных сериями глубоких ультразвуковых сварок, расположенных перпендикулярно к продольным осям лент.
Они имеют форму пространственных структур, регулярных открытых решеток, похожих по своему строению на соты. Ячеистые георешетки - элементы систем укрепления и стабилизации грунта. Используемые в виде системы они образуют полужесткую плиту, значительно повышающую его стабильность.
Известные способы изготовления ячеистой георешетки основаны на соединении сваркой лент из пластмассы, помещенных на подвижном корпусе, при этом сварочное устройство закреплено на цоколе, прикрепленном к полу. Серии швов выполняются перпендикулярно к продольным осям лент.
Известен способ изготовления георешеток из термопластических прутов согласно изобретению «Георешетка большой поверхности и значительной выносливости на растяжение, способ и устройство для ее изготовления, а также ее применение как дренажного и арматурного элемента, и как ограждение» (см. патент PL №339183, опубл. 2000-10-09, кл. E02D 17/20).
Указанный способ заключается в том, что большое количество прутов размещено один за другим и рядом с другим, при этом место скрещивания прутов, сваривается поточным способом с одновременным применением техники вибрационной сварки. Вибрационное устройство для сварки характерно тем, что содержит не менее одной вибрационной единицы, при помощи которой можно одновременно сваривать не менее 100 мест скрещивания, предпочтительно до 500 мест скрещивания.
Существо заявляемого способа изготовления ячеистой георешетки из двусторонне текстурированных, или по мере необходимости из перфорированных лент полиэтилена высокой плотности, заключается в том, что ленты, изготовленные из смеси полиэтилена высокой плотности, полиэтилена низкой плотности, а также полиэтилена средней плотности с натуральными и химическими заполнителями, помещенные в неподвижном корпусе, сваривают при помощи комплекса подвижных сварочных аппаратов. Сварочные аппараты закреплены на тележках, передвигающихся вдоль оси несущей балки, размещенных, в свою очередь, над корпусом, вдоль его оси. Сварочная система состоит из ультразвукового генератора и пресса с конвертором, бустером и сонотродом. Ультразвуковой генератор образует электрические вибрации высокой частоты. Они преобразовываются в конвертере в механические вибрации. Конвертер соединен с бустером, трансформирующим постоянные вибрации, произведенные конвертером, и передает их в сонотрод. Сонотрод концентрирует и усиливает механические вибрации, идущие в продольном направлении, и передает их к пластифицированной зоне соединения. Ленты помещаются между сварочным аппаратом и двумя комплексами подвижных небольших платформ, которыми укомплектован корпус. Помещенные в корпусе в противоположных рядах платформы поддерживают попеременно ленты во время их сварки. Швы образуются по очередным циклам.
Каждый цикл состоит из прижима рабочих элементов сварочного аппарата к двум лентам, опирающимся попеременно комплексами платформ. Все платформы каждого комплекса прикреплены к консольному комплекту и одновременно подаются в корпус. При первом цикле сварки на платформы помещаются две ленты, а при последующих циклах на платформы подаётся по одной ленте. Сварочный аппарат продвигается вдоль корпуса с колебательными движениями. Амплитуда этих движений равняется половине промежутка между соседними швами.
Ленты локально пластифицируются вибрирующим сонотродом, что вместе с прижимом сонотрода, выполняемым пневматическим серводвигателем, вызывает возникновение соединения между ними.
После реализации серии из нескольких десятков швов, готовый пакет сваренных лент ячеистой георешетки извлекается из корпуса.
Ячеистая георешетка, изготовленная в соответствии с заявляемым изобретением, представлена на чертежах, а именно на фиг.1 проиллюстрирован вид сверху растянутой георешетки, на фиг.2 - вид ленты сбоку, после сложения в позицию для транспортировки. На обеих фигурах видны ленты 18, из которых изготовлена георешетка, а также места шва 19 лент 18.
Устройство для изготовления ячеистой георешетки, в состав которого входят: корпус с вырезами (можно использовать термин «ниша») в боковых стенках, платформы, подаваемые в вырезы (в ниши), сварочный аппарат, а также системы питания электроэнергией и сжатым воздухом, при этом над корпусом, вдоль его оси на опорах закреплена несущая балка. К балке, посредством тележек, прикреплены сварочные аппараты, состоящие из генератора и пресса. Прессы укомплектованы:
конвертором, бустером и сонотродом. Корпус устройства неподвижен и имеет два противоположно расположенные ряда платформ. Каждый ряд платформ включен в комплект с кронштейнами, передним и задним, двигающимися посредством пневматических серводвигателей.
Противоположно размещенные ряды платформ установлены по отношению друг к другу через отрезок, равный половине промежутка между соседними швами лент. У тележек есть собственный привод. Все функции устройства по изобретению контролируются системой автоматики на основании PLC.
Устройство в соответствии с изобретением представлено на чертежах, где на фиг.3 показано вертикальное сечение устройства, на фиг.4 представлен вид сбоку пресса, а на фиг.5 - вид сверху корпуса.
Устройство состоит из корпуса 1 с вырезами (нишами) 17 в боковых стенках корпуса 1, несущей балки 3, закрепленной над корпусом 1 на опорах 2 и проходящих вдоль оси корпуса 1, а также прикрепленных к несущей балке 3 посредством тележек 4 сварочных аппаратов 5, состоящих из генераторов 6 и прессов 7. Прессы 7 укомплектованы конвертером 8, бустером 9 и сонотродом 10. Корпус 1 неподвижен и имеет два противоположных ряда платформ 11, 12. Каждый ряд платформ 11 и 12 включен в комплект кронштейнов заднего 14 и переднего 13, передвигаемых при помощи пневматических серводвигателей 15. Тележки 4 имеют свой привод 16.
Устройство работает следующим образом. Тележки 4 вместе с прикрепленными к ним сварочными аппаратами 5 перемещаются с колебательным движением по очередным местам сварки. Амплитуда этого движения равна половине промежутка между соседними швами.. Противоположно размещенные ряды платформ 11 и 12 перемещают по отношению друг к другу на промежуток, равный половине расстояния между соседними швами ячеистой георешетки. Опирающиеся на соответствующие вырезы 17 в корпусе 1, в противоположных рядах платформы 11, 12 направляют попеременно ленты во время их сварки. Все платформы каждого комплекта кронштейнов 13, 14 подаются в вырезы 17 корпуса 1 одновременно. Все функции устройства контролируются при помощи системы автоматики, основанной на драйвере PLC. После начала оператором процесса сварки с уровня одной консоли управления, рабочее плечо пресса 7, поддерживающее конвертер 8, бустер 9 и сонотрод 10, опускается в направлении лент, предусмотренных для сварки. После прижима сонотрода 10 к свариваемым лентам запускается генератор 6, обеспечивающий ток высокой частоты, заменяемый конвертером 8 на механические вибрации. Механические вибрации, производимые конвертером 8, трансформируются и направляются в сонотрод 10 через бустер 9. Сонотрод направляет механические вибрации в пластифицированную зону шва лент. После цикла работы генератором 6, рабочее плечо пресса 7 поднимается вверх. Устройство готово к проведению очередной серии швов.
Способ изготовления ячеистой георешетки из двусторонне текстурированных или, по мере необходимости, тоже из перфорированных лент из полиэтилена высокой плотности осуществляется следующим образом. Указанные ленты, изготовленные из смеси полиэтилена высокой плотности, полиэтилена низкой плотности, а также полиэтилена средней плотности вместе с естественными и химическими заполнителями, помещенные в неподвижном корпусе 1, свариваются при помощи комплекса подвижных сварочных аппаратов 5. Сварочные аппараты 5 закреплены на тележках 4, передвигающихся вдоль оси несущей балки 3, закрепленной в свою очередь над корпусом 1, вдоль его оси. Генератор 6 создает электрические вибрации высокой частоты. Они преобразуются в конвертере 8 в механические вибрации. К конвертеру 8 закреплен бустер 9, трансформирующий постоянные вибрации, произведенные конвертером 8, и направляет их в сонотрод 10. Сонотрод 10 концентрирует и усиливает механические вибрации, идущие в продольном направлении, и направляет их к пластифицированной зоне соединения. Ленты помещаются между сварочным аппаратом 5 и двумя комплексами подвижных небольших платформ 11 и 12, которыми укомплектован корпус. Помещенные в корпусе в противоположных рядах платформы, поддерживают попеременно ленты во время их сварки. Швы образуются по очередным циклам.
Каждый цикл состоит из прижима рабочих элементов сварочного аппарата 5 к двум лентам, опирающимся попеременно комплексами платформ 11 и 12. Все платформы 11 и 12 каждого комплекса прикреплены к консольному комплекту 13 и 14 и подаются одновременно в вырезы 17 в корпусе 1. При первом цикле сварки на платформы 11 и 12 помещаются две ленты, а при очередных циклах на платформы 11 и 12 передвигаются по одной ленте. Сварочный аппарат 5 продвигается вдоль корпуса 1 с колебательным движением. Амплитуда этого движения равняется половине промежутка между соседними швами.
Ленты локально пластифицируются вибрирующим сонотродом 10, что вместе с прижимом сонотрода 10, выполняемым пневматическим серводвигателем, вызывает возникновение соединения между ними.
После реализации нескольких десятков серий швов, готовый пакет сваренных лент ячеистой георешетки извлекается из корпуса 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ГЕОРЕШЕТКИ НЕОГРАНИЧЕННОЙ ДЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2654108C1 |
| АРМИРУЮЩАЯ ГЕОРЕШЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2796953C1 |
| РЕШЕТКА С ЯЧЕИСТОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2129189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ГЕОТЕХНИЧЕСКОЙ | 2010 |
|
RU2437986C1 |
| Георешетка для армирования откосов и склонов | 2023 |
|
RU2819028C1 |
| УКЛАДЧИК ГЕОРЕШЕТКИ С ОБОРУДОВАНИЕМ ДЛЯ ХРАНЕНИЯ ГЕОРЕШЕТКИ И ЕЕ РАСПРАВЛЕНИЯ ПРИ УКЛАДКЕ | 2012 |
|
RU2505640C1 |
| БЕСШОВНАЯ ГЕОРЕШЕТКА С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТА И ЗАГОТОВКА ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 2015 |
|
RU2601642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2322551C1 |
| Георешетка для укрепления склонов и откосов | 2018 |
|
RU2689962C1 |
| СПОСОБ АРМИРОВАНИЯ СЛАБЫХ ГРУНТОВ ОСНОВАНИЙ И ОТКОСОВ (ВАРИАНТЫ) И ГЕОРЕШЕТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2228479C1 |
Изобретение относится к способу и устройству для изготовления ячеистой георешетки из двусторонне текстурированных и перфорированных лент из полиэтилена высокой плотности. Способ изготовления ячеистой георешетки в соответствии с настоящим изобретением характеризуется тем, что ленты из пластмассы, помещенные в неподвижном корпусе, свариваются посредством комплекса подвижных сварочных аппаратов. Устройство для изготовления ячеистой георешетки в соответствии с настоящим изобретением состоит из неподвижного корпуса с вырезами в боковых стенах, несущей балки, закрепленной над корпусом на опорах и проходящей вдоль оси корпуса. К несущей балке посредством тележек прикреплены сварочные аппараты. Неподвижный корпус имеет два противоположно расположенных ряда платформ. Результатом изобретения является возможность получения ячеистой георешетки из нескольких десятков пластмассовых лент, соединенных сериями глубоких ультразвуковых сварок, расположенных перпендикулярно к продольным осям лент. 2 н. и 6 з.п. ф-лы, 5 ил.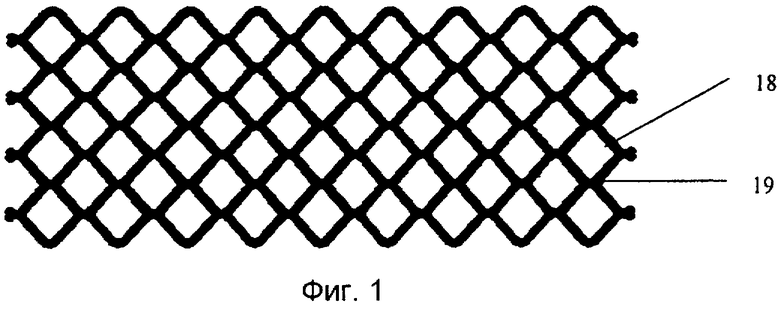
1. Способ изготовления ячеистой георешетки из двусторонне текстурированных или перфорированных лент, выполненных из полиэтилена высокой плотности, включающий соединение пакета лент сериями швов, причем перпендикулярные к оси лент швы выполнены посредством ультразвукового сварочного аппарата по очередным циклам, каждый из которых состоит из прижима рабочей части сварочного аппарата к двум лентам, перемещения пакета лент в позицию очередной сварки, отличающийся тем, что пакет лент, включающий ленты, выполненные из смеси полиэтилена высокой плотности, полиэтилена низкой плотности и полиэтилена средней плотности, с натуральным и химическим заполнителями, размещают в неподвижном корпусе, а швы выполняют комплексом передвижных сварочных аппаратов, закрепленных посредством тележки к несущей балке, размещенной над корпусом вдоль его оси, причем швы выполняют по очередным циклам, при этом каждый из них состоит из прижима рабочих частей сварочных аппаратов к двум лентам, опирающихся попеременно к двум комплексам подвижных платформ, установленных в корпусе в противоположных рядах.
2. Способ по п.1, отличающийся тем, что сварочные аппараты, закрепленные посредством тележек к несущей балке, перемещают с колебательными движениями, амплитуда которых равняется половине промежутка между соседними швами лент.
3. Способ по п.1, отличающийся тем, что каждый комплекс подвижных платформ прикреплен к комплекту кронштейнов, а промежуток между платформами обоих рядов равен промежутку между соседними швами лент, причем платформы каждого ряда подают в корпус одновременно.
4. Устройство для изготовления ячеистой георешетки, состоящее из корпуса, сварочных аппаратов и систем питающих электроэнергией и сжатым воздухом, отличающееся тем, что над корпусом (1), вдоль его оси закреплена на опорах (2) несущая балка (3) с тележками (4) и прикрепленными к каждой из них сварочными аппаратами (5), состоящими из генератора (6) и пресса (7), в комплекте с конвертером (8), бустером (9) и сонотродом (10), причем корпус (1) неподвижен и включает два противоположных ряда платформ (11) и (12), а также вырезы в боковых стенах.
5. Устройство по п.4, отличающееся тем, что ряды платформ (11) и (12) содержат в комплекте передний (13) и задний (14) кронштейны, передвигаемые посредством пневматических серводвигателей (15).
6. Устройство по п.4, отличающееся тем, что противоположно расположенные ряды платформ (11) и (12) имеют сдвиг относительно друг друга равный половине промежутка между соседними швами лент.
7. Устройство по п.4, отличающееся тем, что тележки (4) имеют собственный привод (16).
8. Устройство по п.4, отличающееся тем, что все функции контролируются посредством системы автоматики на основе PLC.
| DE 10147562 A1, 10.04.2003 | |||
| US 5397408 A1, 14.03.1995 | |||
| Способ ультразвуковой сварки термопластов | 1979 |
|
SU856829A1 |
| СЕТКА ДЛЯ АРМИРОВАНИЯ ГРУНТА, ИМЕЮЩАЯ БОЛЬШУЮ ПЛОЩАДЬ ПОВЕРХНОСТИ И ВЫСОКИЙ ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2189317C2 |
| Устройство для запарки коконов | 1934 |
|
SU40751A1 |
| РЕШЕТКА ДЛЯ ЛОКАЛИЗАЦИИ МАТЕРИАЛА | 1999 |
|
RU2151843C1 |

