Заявляемое техническое решение относится к области обработки материалов давлением и может быть использовано для прессования зарядов из порошкообразных термопластичных взрывчатых веществ (ВВ).
Известен гидравлический пресс для пороха и ВВ, содержащий ползун с силовым гидроцилиндром, в магистраль которого встроен клапан, регулирующий давление в цилиндре. В результате регулирования гидравлическое давление нарастает, а затем поддерживается постоянным. Регулировочный клапан приводится в действие с помощью кулачкового диска с приводом от двигателя. Давление в силовом цилиндре отслеживается механизмом, снабженным выключателем для останова двигателя кулачкового диска в момент достижения максимального давления (Франция, заявка №2427904, В30В 15/22, 11/26, 1972 г.).
При прессовании термопластичных ВВ должен быть выдержан ряд технологических условий, в частности: процесс прессования термопластичных ВВ должен сопровождаться ступенчатым ростом давления прессования с выдержкой времени на заданных ступенях давления; при достижении максимального давления в гидросистеме, которое рассчитывается исходя из удельного давления прессования данного вида ВВ, прессовка, во избежание ее возможного «роста» после снятия нагрузки, должна быть достаточно длительное время нагружена этим давлением; процесс разгружения (снижения давления в гидросистеме) также должен носить ступенчатый характер с интервалами выдержки на этих ступенях.
Недостатком вышеуказанного устройства является то, что оно не может обеспечить как ступенчатого набора, так и ступенчатого сброса давления, а длительное нагружение прессовки под давлением возможно лишь при условии непрерывной работы насосной установки гидроагрегата, что влечет за собой большие энергозатраты.
Кроме того, при использовании данного устройства не контролируется высота формируемого заряда в направлении прикладываемого усилия уплотнения, что не позволяет получать качественные заряды с фиксированными геометрическими размерами.
В связи с указанными недостатками данное устройство не может быть использовано при прессовании изделий из термопластичных ВВ.
Известен гидравлический пресс для прессования зарядов из порошкообразных термопластичных взрывчатых веществ, содержащий рабочий цилиндр с плунжером, подвижную плиту, гидростанцию, пневмогидронасос подпитки с электропневмопреобразователем, напорную магистраль рабочего цилиндра, цилиндры возврата и установленное в напорной магистрали рабочего цилиндра устройство дистанционного регулирования давления прессования, включающее клапан предохранительный с электроуправлением, отсечной гидрораспределитель с электромагнитными катушками, регулируемый дроссель, размещенный в линии слива, аналоговый датчик давления и программное управляющее устройство, содержащее блок задания программы, блок сравнения давления и блоки управления клапаном предохранительным с электроуправлением, отсечным гидрораспределителем, пневмогидронасосом подпитки, причем выход блока управления отсечным гидрораспределителем подключен к электромагнитным катушкам отсечного гидрораспределителя, а выход блока управления пневмогидронасосом подпитки - к электропневмопреобразователю пневмогидронасоса подпитки (RU 2279980 С1, 20.07.2006, В30В 1/32, 8 с. /1/ - прототип).
Указанный гидравлический пресс может быть применен для прессования термопластичных взрывчатых веществ, однако имеет недостатки, ограничивающие область его применения. Так, для получения качественных зарядов кумулятивных боеприпасов, необходимо контролировать не только давление, но и высоту формируемого заряда в направлении прикладываемого усилия уплотнения. При этом управление прессом ведется не только по давлению, но и по второму параметру, которым является высота заряда.
Прессование разрывных зарядов в отрасли снаряжения боеприпасов обусловлено рядом требований, связанных с обеспечением безопасности. В связи с этим технологический процесс производится в изолированной бронекабине в дистанционном автоматическом режиме с необходимыми мерами предосторожности. Применение датчика для контроля высоты заряда не должно приводить к снижению уровня безопасности и производительности за счет дополнительных операций в опасной зоне.
Задачей, на решение которой направлено заявляемое изобретение, является разработка гидропресса для прессования ВВ, который позволяет расширить технологические возможности прессования.
К заявляемому гидропрессу были предъявлены следующие технические требования:
- обеспечить контроль высоты формируемого заряда в направлении прикладываемого усилия уплотнения в процессе прессования, а также возможность, наряду с прессованием изделия по заданному во времени закону изменения давления, прессовать заряды заданной высоты;
- измерение высоты заряда должно производиться так, чтобы настройку системы измерения можно было производить дистанционно, без вмешательства аппаратчика, т.е. безопасно и без снижения производительности.
Для достижения названных технических требований предлагается гидравлический пресс, который, как и наиболее близкий к нему известный по патенту №2279980, содержит рабочий цилиндр с плунжером, подвижную плиту, гидростанцию, пневмогидронасос подпитки с электропневмопреобразователем, напорную магистраль рабочего цилиндра, цилиндры возврата и установленное в напорной магистрали рабочего цилиндра устройство дистанционного регулирования давления прессования, включающее клапан предохранительный с электроуправлением, отсечной гидрораспределитель с электромагнитными катушками, регулируемый дроссель, размещенный в линии слива, аналоговый датчик давления и программное управляющее устройство, содержащее блок задания программы, блок сравнения давления и блоки управления клапаном предохранительным с электроуправлением, отсечным гидрораспределителем, пневмогидронасосом подпитки, причем выход блока управления отсечным гидрораспределителем подключен к электромагнитным катушкам отсечного гидрораспределителя, а выход блока управления пневмогидронасосом подпитки - к электропневмопреобразователю пневмогидронасоса подпитки. Кроме того, устройство дистанционного регулирования давления прессования снабжено аналоговым датчиком контроля высоты заряда, содержащим неподвижную измерительную линейку и маркирующий элемент, который установлен на подвижной плите с возможностью перемещения с последней бесконтактно относительно неподвижной измерительной линейки, и вторым регулируемым дросселем, установленным в линии слива параллельно упомянутому первому регулируемому дросселю и соединенным своим входом со вторым выходом отсечного гидрораспределителя, а программное управляющее устройство снабжено блоком сравнения высоты и блоком логики, причем первые входы блоков сравнения давления и высоты подключены к выходу блока задания программы, ко второму входу блока сравнения давления подключен выход аналогового датчика давления, ко второму входу блока сравнения высоты подключен выход аналогового датчика контроля высоты заряда, выход блока сравнения давления подключен к первым входам блоков управления клапаном предохранительным с электроуправлением, отсечным гидрораспределителем, пневмогидронасосом подпитки, а также к первому входу блока логики, второй вход которого соединен с выходом блока сравнения высоты, а выход - со вторыми входами упомянутых блоков управления, при этом выход блока управления клапаном предохранительным с электроуправлением подключен к электрическому входу упомянутого предохранительного клапана.
Заявляемый гидравлический пресс обладает следующими преимуществами:
- оснащение устройства дистанционного регулирования давления прессования гидравлического пресса аналоговым датчиком контроля высоты заряда, содержащим неподвижную измерительную линейку и маркирующий элемент, который установлен на подвижной плите с возможностью перемещения с последней бесконтактно относительно неподвижной измерительной линейки, снабжение программного управляющего устройства блоком сравнения высоты и блоком логики, причем первые входы блоков сравнения давления и высоты подключены к выходу блока задания программы, ко второму входу блока сравнения давления подключен выход аналогового датчика давления, ко второму входу блока сравнения высоты подключен выход аналогового датчика контроля высоты заряда, выход блока сравнения давления подключен к первым входам блоков управления клапаном предохранительным с электроуправлением, отсечным гидрораспределителем, пневмогидронасосом подпитки, а также к первому входу блока логики, второй вход которого соединен с выходом блока сравнения высоты, а выход - со вторыми входами упомянутых блоков управления, при этом выход блока управления клапаном предохранительным с электроуправлением подключен к электрическому входу упомянутого предохранительного клапана - позволяет обеспечить контроль высоты формируемого заряда в направлении прикладываемого усилия уплотнения в процессе прессования, а также возможность, наряду с прессованием изделия по заданному во времени закону изменения давления, прессовать изделия заданной высоты. При этом блок задания программы генерирует требуемую (в соответствии с технологическим заданием) программу изменения давления прессования во времени, а также вводит предельно допустимые величины давления прессования и высоты заряда, предельное значение показаний датчика контроля высоты заряда. Блоки сравнения давления и высоты вырабатывают сигналы, пропорциональные разности между заданной и фактической (с датчиков давления и высоты) величинами давления и высоты заряда. В соответствии с выходным сигналом блока сравнения давления, блоки управления производят переключение отсечного гидрораспределителя и пневмогидронасоса и управляют работой предохранительного клапана с электроуправлением. Блок логики на конечном этапе прессования сравнивает текущие значения параметров прессования - давления и высоты, с предельно допустимыми и выдает команды на блоки управления на продолжение процесса прессования или его окончание, или отбраковку заряда в соответствии с таблицей истинности;
- оснащение устройства дистанционного регулирования давления прессования гидравлического пресса аналоговым датчиком контроля высоты заряда, содержащим неподвижную измерительную линейку и маркирующий элемент, который установлен на подвижной плите с возможностью перемещения с последней бесконтактно относительно неподвижной измерительной линейки, снабжение программного управляющего устройства блоком сравнения высоты и блоком логики, причем первый вход блока сравнения высоты подключен к выходу блока задания программы, ко второму входу блока сравнения высоты подключен выход аналогового датчика контроля высоты заряда, второй вход блока логики соединен с выходом блока сравнения высоты, а выход - со вторыми входами упомянутых блоков управления - позволяет производить измерение высоты заряда так, что настройку системы измерения можно производить дистанционно, без вмешательства аппаратчика, т.е. безопасно и без снижения производительности. Для этого непосредственно перед началом прессования осуществляют один холостой ход пресса. Плиту пресса поднимают до внешнего смыкания пуансона и матрицы при отсутствии сыпучего взрывчатого вещества в пресс-инструменте (пуансон своими плечиками садится на матрицу), а момент смыкания пресс-инструмента определяют по стабилизации показаний датчика контроля высоты заряда в диапазоне увеличения давления до расчетного заданного значения. При этом рабочий (внутренний) зазор между прессующей частью пуансона и матрицей выбирают равным минимально допустимой высоте заряда. Предельную величину показаний датчика, максимальную, а также минимально допустимую высоту заряда с помощью блока задания программы вводят в блок сравнения высоты. Прессование заряда ведут с навеской сыпучего взрывчатого вещества на том же пресс-инструменте «по давлению», т.е. при увеличиваемом до заданного значения давлении прессования и одновременном контроле высоты заряда. Причем блок сравнения высоты определяет высоту заряда как сумму минимально допустимой его высоты и превышения предельного значения показания датчика высоты заряда над его текущим показанием;
- оснащение устройства дистанционного регулирования давления прессования гидравлического пресса вторым регулируемым дросселем, установленным в линии слива параллельно упомянутому первому регулируемому дросселю и соединенным своим входом со вторым выходом отсечного гидрораспределителя, позволяет ограничивать максимальную скорость сброса давления (когда отсечной распределитель установлен в положение «сброс давления»).
Следовательно, все существенные признаки заявляемого изобретения причинно-следственно связаны с достигаемым техническим результатом.
Других технических решений, кроме прототипа, с признаками, частично совпадающими с отличительными признаками заявляемого изобретениями, не выявлено. На фиг.1 изображена схема гидравлического пресса, на фиг.2 показано размещение прессовой оснастки на рабочей позиции гидравлического пресса при настройке системы измерения высоты заряда, на фиг.3 - то же, при прессовании заряда.
Гидравлический пресс устанавливается в изолированной бронекабине (не указана) и содержит (фиг.1) рабочий цилиндр 1 плунжерного типа, возвратные цилиндры 2, гидростанцию 11, пневмогидронасос 4 подпитки с электропневмопреобразователем 5 и программное управляющее устройство. Гидростанция 11 подключена к напорной магистрали через трехпозиционный гидрораспределитель 10.
Напорная магистраль рабочего цилиндра 1 оснащена системой дистанционного регулирования давления прессования. Эта система содержит клапан 6 предохранительный с электроуправлением, отсечной гидрораспределитель 7, аналоговый датчик 3 давления, аналоговый датчик высоты заряда, состоящий из маркирующего элемента 19 (фиг.2) и измерительной линейки 20, и программное управляющее устройство, включающее блок 17 (фиг.1) задания программы, два блока 13 и 12 сравнения, блок 18 логики, блок 15 управления отсечным гидрораспределителем 7, блок 14 управления пневмогидронасосом 4, блок 16 управления клапаном 6 предохранительным с электроуправлением. Выход клапана 6 предохранительного с электроуправлением подключен к входу отсечного гидрораспределителя 7, имеющего на обоих выходах параллельно установленные регулируемые дроссели 8 и 9, выходы которых объединены со сливной линией.
Выход датчика 3 давления подключен к первому входу блока 13 сравнения давления, ко второму входу которого подключен выход блока 17 задания, а выход соединен с первым входом блока 18 логики. Электрический выход измерительной линейки 20 датчика высоты заряда подключен к первому входу блока 12 сравнения высоты, ко второму входу которого подключен выход блока 17 задания, а выход соединен с вторым входом блока 18 логики, к выходу которого подключены входы блоков 14, 15, 16 управления.
Выход блока 16 управления подключен к электрическому входу клапана 6 предохранительного, выход блока 15 управления - к электрокатушкам гидрораспределителя 7 отсечного, выход блока 14 управления - к электропневмопреобразователю 5 пневмогидронасоса 4.
Позиции устройства фиг.2 и фиг.3 следующие: 21 - пуансон, 22 - матрица, 23 - рабочее пространство пресс-инструмента (зазор, образуемый пресс-инструментом при смыкании и заполняемый взрывчатым веществом при наличии навески), 24 - поддон, 25 - подвижная плита плунжера пресса, 19 - маркирующий элемент датчика контроля высоты заряда, 20 - неподвижная измерительная линейка (измерительная часть датчика высоты заряда), 3 - датчик давления в гидросистеме пресса, 26 - неподвижная плита пресса.
Работа гидропресса осуществляется следующим образом.
В исходном положении напорная магистраль рабочего цилиндра отключена гидрораспределителем 10 от гидростанции 11, пневмогидронасос 4 отключен электропневмопреобразователем 5 от пневмомагистрали (на фиг.1 не показана), подвижная плита 25 пресса занимает нижнее положение. Сборка пресс-инструмента (21, 22, 24) размещается на подвижной плите 25 пресса, и подается команда на включение пресса в работу.
Гидрораспределитель 10 перемещается влево, соединяя через обратный клапан напорную магистраль рабочего цилиндра с напорной линией гидростанции 11, а цилиндры 2 возврата - со сливом. Отсечной гидрораспределитель 7 перемещается влево (набор давления) и соединяет выход клапана 6 предохранительного с электроуправлением с линией слива через регулируемый дроссель 8.
Подвижная плита 25 пресса, поднимаясь, обеспечивает силовое замыкание пресс-инструмента о неподвижную плиту 26, причем давление в гидросистеме, регистрируемое датчиком 3 давления, определяется исходным положением клапана 6. Маркирующий элемент 19 датчика высоты заряда, перемещаясь бесконтактно относительно измерительной линейки 20, возбуждает сигнал, пропорциональный величине перемещения, который поступает на первый вход блока 12 сравнения.
Блок 17 задания генерирует требуемую (в соответствии с технологическим заданием) программу изменения давления прессования во времени, а также вводит предельно допустимые величины давления прессования и высоты заряда, предельное значение показаний датчика контроля высоты заряда. Блоки 13 и 12 сравнения вырабатывают сигналы, пропорциональные разности между заданной и фактической (с датчиков 3 и 20 давления и высоты заряда соответственно) величинами давления и высоты заряда. Причем блок 12 сравнения высоты определяет текущую высоту заряда как сумму минимально допустимой его высоты и превышения предельного значения показаний датчика высоты заряда над его текущим показанием. В соответствии с выходным сигналом блока 13 сравнения давления блоки 15, 14, 16 управления производят переключение гидрораспределителя 7 отсечного и пневмогидронасоса 4 и управляют работой клапана 6 предохранительного с электроуправлением. Блок логики 18 на конечном этапе прессования сравнивает текущие значения параметров прессования - давления и высоты, с предельно допустимыми и выдает команды на блоки управления на продолжение или завершения прессования, или отбраковку изделия в соответствии с таблицей истинности (см. табл.).
В зависимости от исполнения клапана 6 с электроуправлением:
- непрямого действия с регулировочным винтом, управляемым от реверсивного электродвигателя (см. прототип),
- непрямого действия с электромагнитным управлением гидрораспределителем разгрузки,
- в виде клапана предохранительного с пропорциональным управлением, -
блок управления 16 может реализовать регулирование давления по закону широтно-импульсной, или частотно-импульсной модуляции, или пропорционально разности между заданным и текущим давлением прессования.
Настройкой дросселя 8 обеспечивается максимальная скорость набора давления.
После достижения максимального давления прессования, определяемого технологическим регламентом, гидростанция 11 отключается с целью экономии энергозатрат и увеличения ресурса ее работы. При этом отсечной гидрораспределитель 7 переводится в среднее положение (стоп), запирая выход клапана 6 предохранительного, предупреждая возможное скачкообразное падение давления за счет возмущения, возникающего в момент отключения гидроагрегата 11. На этапе выдержки при максимальном давлении возможно снижение давления ниже заданного вследствие утечек в гидросистеме, которые компенсируются за счет подкачки от пневмогидронасоса 4 подпитки путем кратковременного включения электропневмопреобразователя 5.
На этапе сброса давления вновь включается в работу клапан 6 предохранительный так, как и на этапе набора давления. При этом отсечной гидрораспределитель 7 перемещается в правое положение (сброс), подключая выход клапана 6 предохранительного к линии слива через регулируемый дроссель 9, настройкой которого определяется максимальная скорость снижения давления. Отсечной гидрораспределитель 7 и регулируемый дроссель 9 гарантируют поддержание давления в соответствии с заданным значением.
Непосредственно перед прессованием партии зарядов нового типоразмера (высоты) производится настройка системы измерения высоты заряда. При прессовании следующего заряда из этой партии настройки системы уже не требуется.
Настройка системы измерения высоты заряда (фиг.2) производится дистанционно при совершении холостого хода пресса. При этом плита 25 пресса поднимается до смыкания пуансона 21 и матрицы 22 («на упор») при отсутствии сыпучего взрывчатого вещества в пресс-инструменте (пуансон своими плечиками садится на матрицу). Перемещение плиты пресса 25 измеряется с помощью бесконтактного датчика контроля высоты заряда, маркирующий элемент 19 которого установлен на подвижной плите и перемещается вместе с ней бесконтактно относительно неподвижной измерительной линейки 20. Момент смыкания пресс-инструмента определяется по стабилизации показаний датчика - L в диапазоне увеличения давления до расчетного заданного значения, а итоговая предельная величина перемещения -
L пред. запоминается в программном управляющем устройстве. При этом величина рабочего зазора между прессующей частью пуансона и матрицей выбирается равной минимально допустимой высоте будущего заряда Н min, определяется конструктивным размером пресс-инструмента и заводится в программное управляющее устройство.
Собственно прессование (см. фиг.3) ведется с навеской сыпучего взрывчатого вещества на том же пресс-инструменте, «по давлению», т.е. при увеличиваемом до заданного значения давлении прессования и одновременном контроле высоты заряда Н. Очевидно, что, если высота заряда в процессе прессования:
Н=Hmin+Δ,
то показания датчика L=Lпред-Δ,
где Δ - текущее превышение минимального значения высоты.
Следовательно - текущая высота заряда определяется как:
Н=Hmin+(Lпред-L).
Т.е. она определяется исходя из текущего перемещения плиты пресса L и из зафиксированного на первом этапе показания датчика контроля высоты заряда при ее конечном положении Lпред с учетом минимально допустимой высоты будущего заряда Hmin. При этом точность определения высоты заряда не зависит от того, соответствует ли «ноль» датчика точке начала прессования (соприкосновению пуансона и порции сыпучего ВВ) или исходному положению подвижной плиты пресса, т.е. насколько точно он выставлен, а также от исходной высоты порции сыпучего ВВ, которая может меняться в зависимости от погрешности взятия навески или насыпной плотности прессуемого взрывчатого вещества.
Величина давления прессования pmin, необходимого для получения данного заряда, определяется исходя из удельного давления прессования - pуд, значение которого соответствует типу прессуемого взрывчатого вещества (см. Кунин Н.Ф., Юрченко Б.Д. Прессование взрывчатых веществ. Москва. Дом техники Министерства общего машиностроения, 1957 г., стр.17) и задается технологическим регламентом для данного вида изделий. В свою очередь удельное давление прессования - pуд определяет требуемую величину плотности прессовки ρ. Предельные величины параметров прессования определены техническим регламентом с учетом требований безопасности процесса и конструктивных соображений:
- максимальная величина давления прессования: pmax=pmin+Δ p,
- максимальная величина высоты заряда: Нmax=Нmin+ΔН,
где Δp, ΔН - допустимые отклонения давления прессования и высоты заряда.
Процесс прессования можно считать законченным, когда одновременно будут выполняться условия
Pmin≤р≤рmax
и Hmin≤Н≤Нmax.
Исходя из этого блок логики 18 на конечном этапе прессования сравнивает текущие значения параметров прессования - давления и высоты, с предельно допустимыми и выдает команды на блоки управления 14, 15, 16 для продолжения или завершения прессования, или отбраковки изделия в соответствии с таблицей истинности:
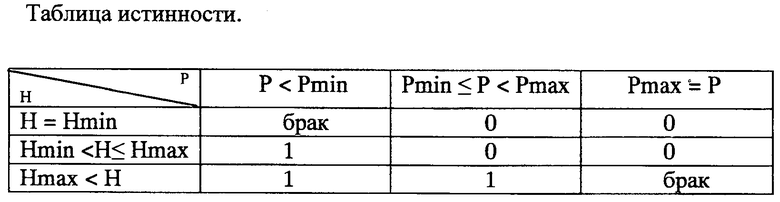
Где: - «1» означает, что на блоки управления подаются команды для продолжения прессования с увеличением давления в диапазоне от p min до p max,
- «0» означает, что на блоки управления подаются команды отключения, прессование успешно завершено;
- «брак» означает, что на блоки управления подаются команды для прекращения прессования, заряд забракован по параметрам.
Таким образом, для контроля высоты прессуемого заряда может быть выбран датчик - измеритель пути, например, фирмы Balluff (Германия) типа BTL5 с измерительной линейкой, длина которой (из стандартного ряда) определяется величиной хода подвижной плиты в процессе прессования. Применение короткой линейки позволяет уменьшить погрешность измерения (±0,02% от номинальной длины) и сократить ее стоимость. Закрепленный на подвижной плите маркирующий элемент датчика представляет собой постоянный магнит, который движется относительно неподвижной измерительной линейки бесконтактно с зазором около 10 мм, что исключает защемление и способствует повышению безопасности процесса, который ведется в присутствии ВВ. Возбуждающийся при этом в линейке электромагнитный сигнал усиливается, соответствующим образом обрабатывается и передается в программное управляющее устройство.
В качестве блока задания 17 может быть использовано автоматизированное рабочее место оператора на базе ПЭВМ, а остальные блоки программного управляющего устройства могут быть реализованы с помощью программируемого контроллера.
Использование предлагаемого гидравлического пресса позволяет обеспечить контроль высоты формируемого заряда в направлении прикладываемого усилия уплотнения в процессе прессования, а также возможность, наряду с прессованием заряда по заданному во времени закону изменения давления, прессовать заряды заданной высоты. Настройка системы измерения высоты производится дистанционно, без вмешательства аппаратчика, т.е. безопасно и без снижения производительности. Данный пресс может быть использован при прессовании зарядов сложной геометрической формы из порошкообразных термопластичных взрывчатых веществ, что позволяет расширить технологические возможности существующих гидравлических прессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2006 |
|
RU2334619C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2004 |
|
RU2279980C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2008 |
|
RU2393091C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2005 |
|
RU2307738C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2017 |
|
RU2657034C1 |
| ГИДРОПРИВОД ПРЕССА | 1999 |
|
RU2169665C2 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ БОЕПРИПАСОВ ПОРОШКООБРАЗНЫМИ ВЗРЫВЧАТЫМИ СОСТАВАМИ | 2010 |
|
RU2520585C1 |
| Пресс гидравлический для изготовления клееного бруса | 2022 |
|
RU2795614C1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССА | 2003 |
|
RU2250828C1 |
| Устройство для автоматического регулирования давления жидкости в камере | 2020 |
|
RU2755839C1 |
Изобретение относится к области обработки материалов давлением и может быть использовано при прессовании зарядов из порошкообразных термопластичных взрывчатых веществ. Гидравлический пресс для прессования зарядов содержит рабочий цилиндр с плунжером, подвижную плиту, гидростанцию, пневмогидронасос подпитки с электропневмопреобразователем, цилиндры возврата и устройство дистанционного регулирования давления прессования. Упомянутое устройство включает клапан предохранительный, отсечной гидрораспределитель с электромагнитными катушками, два регулируемых дросселя, аналоговый датчик давления, программное управляющее устройство и аналоговый датчик контроля высоты заряда. Последний содержит неподвижную измерительную линейку и маркирующий элемент. Программное управляющее устройство содержит блок задания программы, блок сравнения давления, блоки управления клапаном предохранительным, отсечным гидрораспределителем, пневмогидронасосом подпитки, блок сравнения высоты и блок логики. В результате обеспечивается расширение технологических возможностей пресса. 3 ил., 1 табл.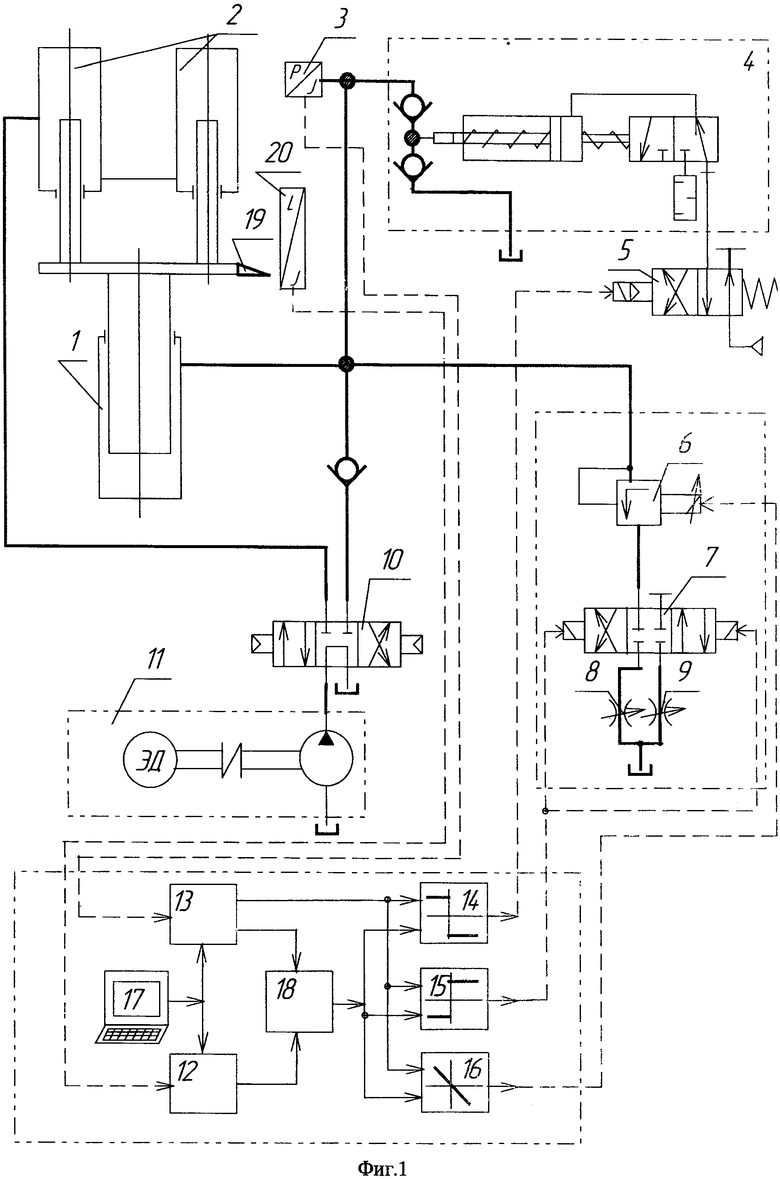
Гидравлический пресс для прессования зарядов из порошкообразных термопластичных взрывчатых веществ, содержащий рабочий цилиндр с плунжером, подвижную плиту, гидростанцию, пневмогидронасос подпитки с электропневмопреобразователем, напорную магистраль рабочего цилиндра, цилиндры возврата и установленное в напорной магистрали рабочего цилиндра устройство дистанционного регулирования давления прессования, включающее клапан предохранительный с электроуправлением, отсечной гидрораспределитель с электромагнитными катушками, регулируемый дроссель, размещенный в линии слива, аналоговый датчик давления и программное управляющее устройство, содержащее блок задания программы, блок сравнения давления и блоки управления клапаном предохранительным с электроуправлением, отсечным гидрораспределителем, пневмогидронасосом подпитки, причем выход блока управления отсечным гидрораспределителем подключен к электромагнитным катушкам отсечного гидрораспределителя, а выход блока управления пневмогидронасосом подпитки - к электропневмопреобразователю пневмогидронасоса подпитки, отличающийся тем, что устройство дистанционного регулирования давления прессования снабжено аналоговым датчиком контроля высоты заряда, содержащим неподвижную измерительную линейку и маркирующий элемент, который установлен на подвижной плите с возможностью перемещения с последней бесконтактно относительно неподвижной измерительной линейки, и вторым регулируемым дросселем, установленным в линии слива параллельно упомянутому первому регулируемому дросселю и соединенным своим входом со вторым выходом отсечного гидрораспределителя, а программное управляющее устройство снабжено блоком сравнения высоты и блоком логики, причем первые входы блоков сравнения давления и высоты подключены к выходу блока задания программы, ко второму входу блока сравнения давления подключен выход аналогового датчика давления, ко второму входу блока сравнения высоты подключен выход аналогового датчика контроля высоты заряда, выход блока сравнения давления подключен к первым входам блоков управления клапаном предохранительным с электроуправлением, отсечным гидрораспределителем, пневмогидронасосом подпитки, а также к первому входу блока логики, второй вход которого соединен с выходом блока сравнения высоты, а выход - со вторыми входами упомянутых блоков управления, при этом выход блока управления клапаном предохранительным с электроуправлением подключен к электрическому входу упомянутого предохранительного клапана.
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2004 |
|
RU2279980C1 |
| ГИДРОПРИВОД ПРЕССА | 1999 |
|
RU2169665C2 |
| US 4116122 A1, 26.09.1978 | |||
| DE 2064353 A, 13.07.1972. | |||

