Изобретение относится к снаряжательной промышленности и может быть использовано для формирования разрывного заряда (РЗ) из мощных взрывчатых составов (ВС), чувствительных к внешнему трению, непосредственно в корпусе боеприпаса (БП).
Известно традиционное устройство для снаряжения БП порошкообразными ВС, содержащее бункер, прессующий инструмент (ПИ) - шнек-винт, предназначенный для транспортировки ВС из бункера в корпус БП и последующего его уплотнения, привод холостого перемещения ПИ и привод его вращательного движения, гидроцилиндр, клапан противодавления и подвижную траверсу (Энергетические конденсированные системы. Краткий энциклопедический словарь под редакцией Жукова Б.П. - М: Янус-К, 1999, с. 584).
Данное устройство пригодно для уплотнения обычных бризантных ВС, но не пригодно для формирования РЗ из мощных ВС, т.к. при вращении шнек-винта преодолеваются значительные силы трения, работа которых вызывает нагрев ВС и его детонацию.
Для формирования РЗ из мощных высокочувствительных ВС используется устройство для прессования ВС малыми порциями, где осуществляется последовательная подача в корпус БП порций сыпучего ВС и уплотнение каждой порции до заданной плотности пуансоном, совершающим возвратно-поступательное и угловое перемещение вокруг своей оси (Кунин Н.Ф., Юрченко Б.Д. Шнекование взрывчатых веществ. М. Дом техники МОП СССР, 1957, с. 110). Это устройство содержит гидроцилиндр, к штоку которого крепится платформа с посадочным гнездом, пуансон (пресс-инструмент), снабженный приводами возвратно-поступательного и поворотного движений, дозатор и систему противодавления. Работа устройства осуществляется следующим образом: пустой корпус БП устанавливается очком вверх в гнездо платформы, срабатывает гидроцилиндр, и при подъеме платформы ПИ вводится в камеру снаряда. Далее включается кривошипно-шатунный привод и ПИ начинает совершать возвратно-поступательные движения. При подъеме вверх сыпучий ВС из дозатора самотеком поступает в камеру БП, а при опускании вниз ВС уплотняется торцевой поверхностью ПИ. Для равномерного уплотнения вещества по сечению камеры БП пуансон при каждом движении вверх поворачивается вокруг своей оси на определенный угол. В процессе уплотнения ВС усилия прессования, воспринимаемое гидросистемой через поршень цилиндра, создает в последней определенное давление, регулируя которое с помощью клапана противодавления, достигают необходимую плотность получаемого заряда.
Недостатком этого устройства являются его невысокая технологичность из-за гравитационного способа подачи ВС из бункера и его невысокая производительность. Кроме того, в данном устройстве отсутствует устройство контроля, обеспечивающее безопасность процесса формирования РЗ. Например, при прекращении подачи ВС в камеру БП или при отказе клапана противодавления прекращается поступательное перемещение вниз плунжера гидроцилиндра вместе с наполняемым корпусом БП, что неизбежно приведет к росту температуры под пятой ПИ и возможному тепловому взрыву.
Известен пресс для порошковых материалов, в тот числе для прессования порошковых ВС в артиллерийские снаряды. Пресс содержит трамбовочный механизм, дозатор сыпучего ВС, копирное устройство и механизм углового поворота корпуса снаряда. Трамбовочный механизм выполнен в виде вертикального гидроцилиндра двойного действия, к плунжерной штанге которого крепится пресс-инструмент. Дозатор снабжен мешалкой и устройством порционной подачи ВС по гибкому массопроводу к центральному отверстию ПИ. На основании станины пресса установлена поворотная платформа с гнездом, в которое устанавливается корпус снаряда. Платформа снабжена приводом углового перемещения от гидромотора (патент США 2.927.499 от 08.03.1960).
При работе пресса плунжерная штанга опускается в нижнее положение и ПИ вводится в камеру снаряда. Далее гидросистема обеспечивает попеременное подключение полостей гидроцилиндра к напорной магистрали, за счет чего пресс-инструменту сообщается возвратно-поступательное перемещение. Сыпучий ВС из дозатора по гибкому массопроводу подается к центральному отверстию ПИ и гравитационным способом транспортируется под прессующую пятку ПИ. При опускании ПИ вниз происходит уплотнение поступившей порции ВС. При подъеме ПИ вверх включается привод углового перемещения платформы, и корпус снаряда переворачивается на определенный угол, обеспечивая тем самым равномерное уплотнение ВС в поперечном сечении снаряда.
Данное устройство, без сомнения, работоспособно и выполнено на хорошем техническом уровне, однако оно не лишено недостатков. Во-первых, высокая сложность гидравлической системы управления, которая должна обеспечивать не только холостые перемещения ПИ при его введении в камеру БП, но и сообщать ПИ возвратно-поступательные перемещения и одновременно поддерживать в верхней полости гидроцилиндра определенный уровень давления для обеспечения необходимой плотности формируемого снаряда. Эта сложность конструктивного оформления отражается также на технологических возможностях пресса, которые не позволят достичь высокой производительности. Во-вторых, поворот корпуса снаряда на определенный угол должен быть жестко синхронизирован по времени с моментом отрыва ПИ от прессуемого слоя ВС. В случае отказа какого-либо звена в цепи управления поворотом корпуса возможно одновременное прессование и поворот. Возникающие при этом силы трения вызывают локальный нагрев под пяткой ПИ и, как следствие, тепловой взрыв. В рассматриваемом устройстве поворот снаряда происходит от гидропривода и его жесткая синхронизация с перемещением ПИ отсутствует, что чревато возникновением аварийных ситуаций. В-третьих, для формирования РЗ из мощных ВС пресс должен быть оснащен устройствами контроля, обеспечивающими безопасность ведения процесса снаряжения, что в конструкции рассматриваемого пресса также отсутствует. Например, при зависании ВС в гибком массопроводе, что вполне вероятно, ПИ, не получая под прессующую поверхность новых порций ВС, постоянно воздействует на уже отпрессованный слой заряда, вызывая его разогрев. Это событие также может создать аварийную ситуацию.
Задачей, на решение которой направлено заявляемое изобретение, является создание устройства для снаряжения боеприпасов порошкообразными взрывчатыми веществами в корпусе боеприпаса, которое позволяет за счет упрощения конструкции и введения дополнительных устройств контроля повысить технологичность и безопасность процесса уплотнения чувствительных ВС.
Здесь необходимо отметить, что технологические операции, связанные с переработкой ВС, в данном случае прессование, относятся к разряду особоопасных и по этой причине осуществляются в бронекабинах. Для визуального контроля за процессом наполнения снарядов вне кабины устанавливается табло, на котором по макету боеприпаса отслеживается положение ПИ внутри корпуса.
К заявляемому устройству для снаряжения боеприпасов были предъявлены следующие технические требования:
- повысить технологичность процесса уплотнения ВС и, как следствие, производительность установки. Одним из направлений, обеспечивающих эти требования, может быть упрощение конструкции устройства.
- повысить безопасность ведения процесса уплотнения высокочувствительных ВС путем введения в конструкцию специальных устройств контроля.
Для достижения названных технических требований предлагается устройство для снаряжения боеприпасов порошкообразными ВС, чувствительными к внешнему трению, как и наиболее близкое к нему, пресс для порошковых материалов по патенту США 9.927.499, содержит прессующий (трамбовочный) механизм с гидроцилиндром, траверсу с кривошипно-шатунным приводом, установленную на вертикальных направляющих, механизм зажима и поворота корпуса БП, питатель с мешалкой и индикатор положения ПИ. В отличие от известных технических решений траверса жестко соединена с гидроцилиндром, привод штока которого выполнен в виде двух пневмоцилиндров, соединенных с последним горизонтальной плитой. В гнездо плиты устанавливается ПИ. Штоковая полость гидроцилиндра соединена гидромагистралью, включающей параллельно установленные отсечной гидрораспределитель и предохранительный клапан, с его поршневой полостью и компенсационной емкостью под рабочую жидкость. Последняя выполнена в виде цилиндра с поршнем, взаимодействующего с пневмомагистралью. Вал кривошипно-шатунного механизма связан через синусный механизм с храповой муфтой механизма поворота снаряда, а индикатор положения ПИ оснащен устройством контроля послойного роста снаряда.
Конструктивно индикатор положения ПИ выполнен в виде указателя, установленного в корпусе с возможностью перемещения по направляющей штанге и снабженного фрикционной муфтой. В свою очередь с указателем взаимодействует водило, связанное гибкой передачей с ПИ.
Устройство контролер послойного роста заряда включает в себя бесконтактный датчик, закрепленный на указателе, перфорированную линейку, установленную в корпусе индикатора, и логическую схему.
Заявляемое устройство для снаряжения обладает следующими преимуществами:
оснащение устройства траверсой, имеющей кривошипно-шатунный привод и жестко связанной с гидроцилиндром прессующего механизма, шток которого в свою очередь связан с приводом двух пневмоцилиндров через горизонтальную плиту с закрепленным в ней ПИ, позволяет разделить два вида движения ПИ, участвующие в процессе снаряжения. Холостые перемещения ПИ, связанные с его вводом в камеру снаряда пред прессованием и выводом его в исходное верхнее положение после окончания прессования, осуществляются пневмоприводом от двух пневмоцилиндров. Рабочие (возвратно-поступательные) перемещения ПИ сообщаются последнему от кривошипно-шатунного привода через жесткую связь траверсы и гидроцилиндра. Такое разделение приводов движения ПИ позволяет упростить конструкцию устройства, а за счет механической связи привода возвратно-поступательного перемещения существенно увеличить число двойных ходов ПТ, что положительно сказывается на производительности устройства.
Соединение штоковой и поршневой полости гидроцилиндра магистралью, включающей параллельно установленные отсечной гидрораспределитель и предохранительный клапан, а также компенсационную емкость, выполненную в виде цилиндра с поршнем, взаимодействующим с пневмомагистралью, позволяет достаточно просто и надежно решить вопрос регулирования давления, создаваемого в поршневой полости гидроцилиндра при прессовании. За счет этого достигается необходимая плотность получаемого снаряда.
Выполнение индикатора положения ПИ в виде указателя, установленного в корпусе с возможностью перемещения вдоль шкалы и снабженного фрикционной муфтой, и взаимодействующего с ним водила, связанного гибкой передачей с подвижной плитой, позволяет визуально контролировать процесс наполнения боеприпаса.
Оснащение индикатора устройством контроля послойного роста заряда, которое включает в себя бесконтактный датчик, закрепленный на указателе, перфорированную линейку, установленную в корпусе, и логическую схему, позволяет решить задачу повышения безопасности процесса прессования заряда.
Следовательно, все существенные признаки заявляемого изобретения причинно-следственно связаны с достигаемым техническим результатом. Других технических решений, кроме прототипа, частично совпадающих с отличительными признаками заявляемого изобретения, не выявлено.
На фиг.1 изображена схема устройства для снаряжения боеприпасов порошкообразными ВС.
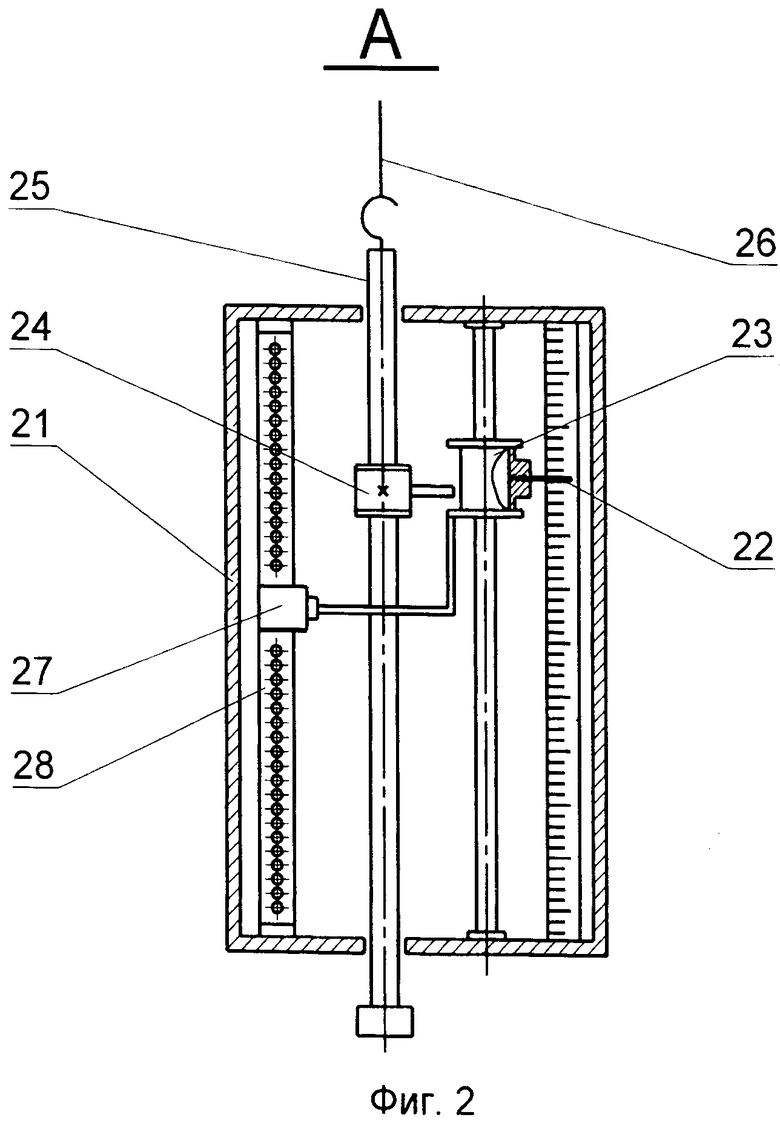
На фиг.2 - индикатор положения пресс-инструмента.
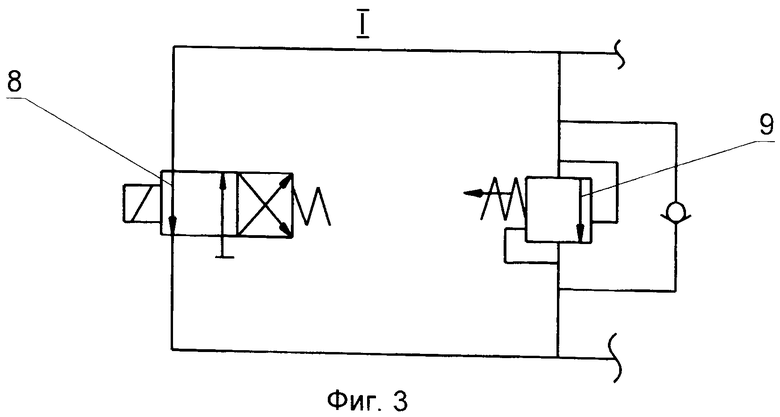
На фиг.3 - схема включения отсечного гидрораспределителя и предохранительного клапана.
Предлагаемое устройство представляет собой механический пресс с гидравлической системой противодавления, который размещается в бронекабине (на фиг.1 не показано) и содержит траверсу 1, установленную на четырех колоннах с возможностью возвратно-поступательного перемещения от кривошипно-шатунного привода 2. На траверсе жестко закреплен гидроцилиндр 3, шток которого соединен со штоками двух пневмоцилиндров 4 посредством подвижной плиты 5. В гнездо этой плиты устанавливается пресс-инструмент 6. Штоковая полость гидроцилиндра 3 связана с его поршневой полостью магистралью 7, содержащей параллельно включенные отсечной гидрораспределитель 8, предохранительный клапан 9 и компенсационную емкость, выполненную в виде цилиндра 10. Штоковая полость этого цилиндра связана с магистралью сжатого воздуха, а в гидромагистрали поршневой полости установлен напорный клапан 11. Пневмоцилиндры 4 осуществляют привод холостых перемещений ПИ 6, а предохранительный клапан 9 играет роль клапана противодавления, настройкой которого достигается требуемая плотность прессуемого заряда.
Механизм зажима 12 предназначен для фиксирования корпуса боеприпаса на позиции прессования. Подвижная платформа этого механизма снабжена приводом от двух пневмоцилиндров 13, штоки которых жестко связаны со станиной пресса. На платформе установлен питатель 14 с мешалкой 15. Питатель снабжен затвором с приводом от пневмоцилиндра16.
Корпус снаряда устанавливается своей донной частью в коническую чашку поддона 17, угловое перемещение которому сообщается синусным механизмом 18 через зубчатую рейку 19 и храповой механизм 20. Синусный механизмом 18 в свою очередь получает движение от главного привода через систему зубчатых колес (на фиг.1 не показано). Снаружи бронекабины установлен индикатор положения пресс-инструмента 21 для визуального наблюдения за процессом наполнения камеры БП. Визуальный контроль осуществляется по положению стрелки-указателя 22 (фиг.3) относительно корпуса БП. Указатель снабжен фрикционной муфтой 23 и установлен на штанге с возможностью поступательного перемещения вдоль нее при взаимодействии с водилом 24. В свою очередь водило через скалку 25 и тросовую передачу 26 связано с подвижной плитой 5. Индикатор 21 оснащен устройством контроля послойного роста заряда, который включает в себя бесконтактный датчик 27, закрепленный на указателе 22, и перфорированную линейку 28, установленную в корпусе индикатора.
Устройство для снаряжения БП работает следующим образом: пустой корпус снаряда специальным устройством (на чертеже не показано) транспортируется на позицию наполнения и устанавливается в чашку поддона 17. Далее включается пневмопривод 13, и подвижная платформа механизма зажима 12 конусной втулкой опускается на очко снаряда, поджимая его корпус к поддону 17. Срабатывает пневмоцилиндр 16, и открывается затвор питателя 14. Порошкообразный ВС самотеком подается из бункера питателя в камеру снаряда. Одновременно с этим включаются пневмоприводы 4, и подвижная плита 5, связанная со штоком гидроцилиндра 3, опускается вниз. При этом рабочая жидкость (масло) из нижней полости гидроцилиндра перетекает в поршневую полость через открытый гидрораспределитель 8. При опускании плиты 5 ПИ 6 вводится в камеру снаряда, а ВС поступает в камеру через кольцевой зазор между бункерной втулкой и ПИ и по его продольному каналу.
В нижнем положении ПИ отключаются пневмоприводы 4, закрывается распределитель 8 и включается кривошипно-шатунный привод 2. При этом пресс-инстументу сообщаются возвратно-поступательные движения «вверх - вниз», а корпусу снаряда - угловые перемещения от синусного механизма 18, рейку 19 и храповик 20. При движении ПИ «вниз» корпус снаряда стоит неподвижно и происходит уплотнение ВС под пяткой ПИ (прессование в тонком слое), а при движении «вверх» и отрыве ПИ от спрессованного слоя корпус поворачивается на определенный угол, обеспечивая последующее равномерное уплотнение в поперечном сечении боеприпаса.
В процессе уплотнения ВС осевое усилие, воспринимаемое ПИ, передается через поршень гидроцилиндра 3 на рабочую жидкость, за счет чего давление в гидромагистрали 7 поднимается (визуальный контроль по манометру). При достижении давлением значения, при котором плотность прессуемого заряда достигает заданного значения, открывается настроенный на это давление предохранительный клапан 9 и перепустит порцию рабочей жидкости в штоковую полость цилиндра и компенсационную емкость 10. После окончания процесса формирования заряда отключается питатель 15, останавливается привод возвратно-поступательного движения 2 и открывается гидрораспределитель 8. Далее срабатывает пневмопривод 4, и ПИ эвакуируется в исходное верхнее положение.
Визуально контроль за ходом наполнения корпуса БП осуществляется по индикатору 22. При штатном течении процесса стрелка указателя 22 после каждого двойного хода ПИ «вниз - вверх» поднимается вверх по штанге на величину «ГП», равную толщине спрессованного слоя ВС. В этом случае на выходе датчика 27, взаимодействующего с перфорированной линейкой 28, формируются последовательные равночередующиеся импульсы. При нарушении нормального хода процесса (прекращении поступления ВС, отказ предохранительного клапана) датчик 27 прекращает свое поступательное перемещение относительно линейки. В этом случае логическая схема формирует команду на прерывание процесса прессования, за счет чего ликвидируется опасность развития аварийной ситуации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2017 |
|
RU2657034C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2016 |
|
RU2651712C2 |
| СПОСОБ ФОРМИРОВАНИЯ РАЗРЫВНОГО ЗАРЯДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446378C1 |
| СПОСОБ РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ | 1994 |
|
RU2081389C1 |
| Способ формирования разрывного заряда | 2015 |
|
RU2627862C2 |
| Устройство для прессования порошкообразных взрывчатых веществ в корпус боеприпаса | 1971 |
|
SU1841260A1 |
| УСТАНОВКА ГИДРОКАВИТАЦИОННОГО РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ | 2008 |
|
RU2362967C1 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА БОЕПРИПАСА | 2009 |
|
RU2405761C1 |
| Способ окончательной сборки артиллерийских боеприпасов унитарного заряжания, станок патронирования артиллерийского выстрела и станок обжима гильзы артиллерийского выстрела | 2021 |
|
RU2783996C1 |
Изобретение относится к снаряжательной промышленности и может быть использовано для формирования разрывных зарядов из мощных взрывчатых составов, чувствительных к внешнему трению, непосредственно в корпусе боеприпаса.
Устройство для снаряжения боеприпасов порошкообразными взрывчатыми составами содержит прессующий механизм с гидроцилиндром и пресс-инструментом, траверсу с кривошипно-шатунным приводом, механизм зажима и поворота корпуса боеприпаса, питатель с мешалкой и индикатор перемещения пресс-инструмента. Штоковая полость гидроцилиндра соединена с поршневой гидромагистралью через параллельно установленные отсечной гидрораспределитель, предохранительный клапан и компенсационную емкость. Вал кривошипно-шатунного привода связан через синусный механизм с храповой муфтой механизма поворота. Индикатор положения пресс-инструмента содержит указатель с фрикционной муфтой, шкалу, водило и устройство контроля послойного роста заряда. Последнее содержит датчик и перфорированную линейку. В результате обеспечивается повышение производительности и безопасности процесса формирования разрывных зарядов из мощных взрывчатых составов. 2 з.п. ф-лы, 3 ил.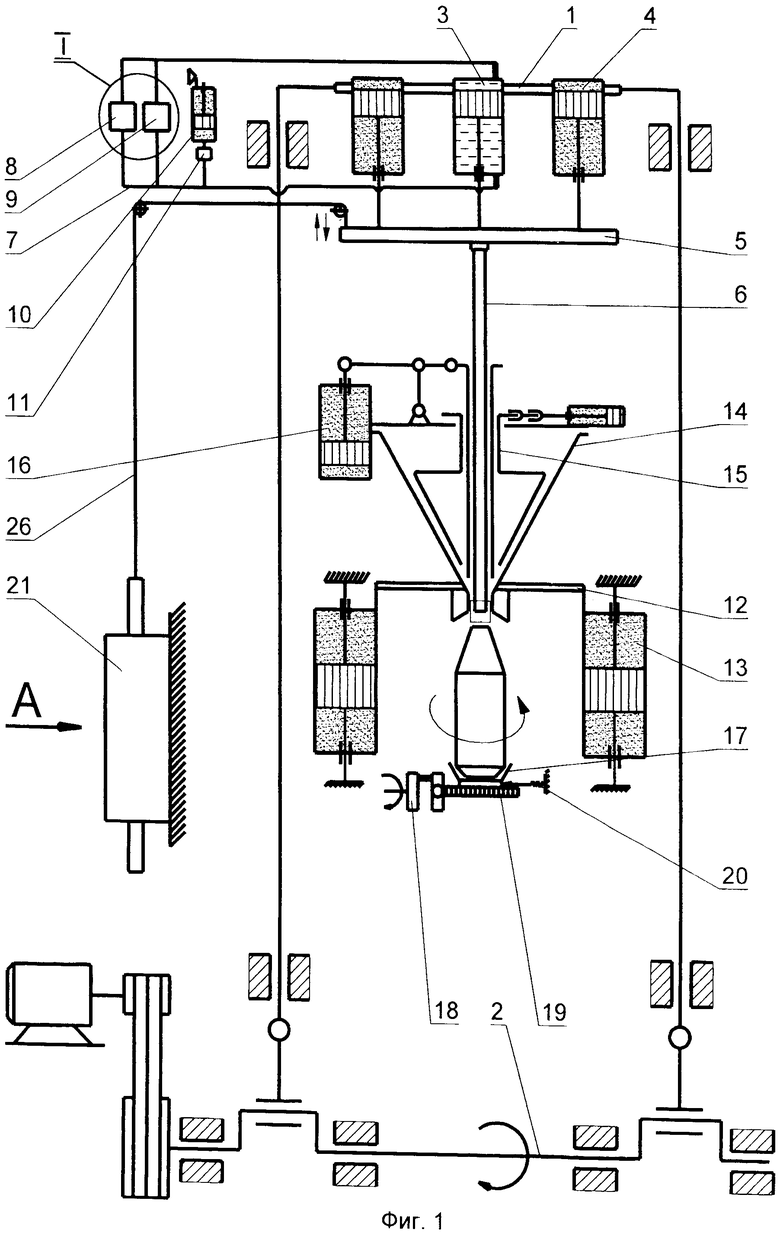
1. Устройство для снаряжения боеприпасов порошкообразными взрывчатыми составами, содержащее прессующий механизм с гидроцилиндром и пресс-инструментом, траверсу с кривошипно-шатунным приводом, установленную на направляющих колоннах, механизмы зажима и поворота корпуса боеприпаса, питатель с мешалкой и индикатор положения пресс-инструмента, отличающееся тем, что траверса жестко соединена с гидроцилиндром, привод штока которого выполнен в виде двух пневмоцилиндров, соединенных со штоком горизонтальной плитой с закрепленным в ней пресс-инструментом, штоковая полость гидроцилиндра соединена гидромагистралью, включающей параллельно установленные отсечной гидрораспределитель и предохранительный клапан, с поршневой полостью и компенсационной емкостью, выполненной в виде цилиндра с поршнем, взаимодействующим с пневмомагистралью, вал кривошипно-шатунного механизма связан через синусный механизм с храповой муфтой механизма поворота, а индикатор оснащен устройством контроля послойного роста заряда.
2. Устройство по п.1, отличающееся тем, что индикатор положения пресс-инструмента выполнен в виде указателя, установленного в корпусе с возможностью перемещения по направляющей вдоль шкалы и снабженного фрикционной муфтой, и взаимодействующего с ним водила, связанного гибкой передачей с подвижной плитой.
3. Устройство по п.1, отличающееся тем, что устройство контроля послойного роста заряда выполнено в виде бесконтактного датчика, закрепленного на указателе, и перфорированной линейки, установленной неподвижно в корпусе индикатора.
| US 2927499 A, 08.03.1960 | |||
| US 4020736 A, 03.05.1977 | |||
| МНОГОПОЗИЦИОННОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ПРЕССОВАНИЯ | 0 |
|
SU312664A1 |
| Вертикальный шнек-аппарат | 1958 |
|
SU119102A1 |
| Машина для патронирования взрывчатых веществ | 1958 |
|
SU118064A1 |

