Способ относится к машиностроению, в частности к формированию шлифовальных кругов с аксиально-смещенным режущим слоем, позволяющим снижать теплонапряженность процесса алмазно-абразивной обработки.
Известен способ формирования прерывистых шлифовальных кругов (снижающих теплонапряженность процесса алмазно-абразивной обработки, но имеющих ряд существенных недостатков) на бакелитовой связке, включающий рассев алмазно-абразивного зерна, приготовление массы, прессование, бакелизацию и контроль [1. Якимов А.В. Оптимизация процессов шлифования. - М.: Машиностроение, 1975-С.98…99. 2. Абразивные материалы и инструменты: Отрасл. кат. ВНИИАШ-М.: ВНИИТЭМР, 1990.-С.110…118].
Изготовление алмазно-абразивных кругов способом прессования ограничивается областью применения инструментов на бакелитовой связке, отсутствием специального технологического оборудования, а также сложностью конструкции пресс-формы для изготовления шлифовальных кругов с аксиально-смещенным режущим слоем.
Известен непрерывный способ формирования алмазно-абразивного режущего слоя на шлифовальной шкурке, включающий основные технологические операции [2. Абразивные материалы и инструменты: Отрасл. кат. ВНИИАШ-М.: ВНИИТЭМР, 1990.-С.126…128]:
нанесение основного слоя связки на рабочую сторону основы на клеенаносящей машине с последующим разравниванием слоя (щетками, ножом или валиками);
нанесение алмазно-абразивного режущего слоя на основу на гравитационной установке и вдавливание в слой связки вращающимся валиком;
предварительная сушка основного слоя связки в предварительной сушилке;
нанесение закрепляющего слоя связки на сторону основы с алмазно-абразивным режущим слоем на клеенаносящей машине;
сушка закрепляющего слоя в основной сушилке. Температура сушки от 30…140°С в зависимости от вида связки. Изготовление известным способом ограничивается областью применения инструментов на тканевой основе, отсутствием специального технологического оборудования, а также непригодность способа для изготовления шлифовальных кругов с аксиально-смещенным режущим слоем.
Задача изобретения - расширение технологических возможностей изготовления и восстановления шлифовальных кругов на вулканитовых, бакелитовых и глифталевых связках, снижение себестоимости изготовления кругов, не требующеего дорогого специального технологического оборудования и позволяющего получить сложнопрофильные, например, шлифовальные круги с аксиально-смещенным режущим слоем [3. Патент РФ №2275294, МПК B24D 5/02, В24В 55/02. Синусоидальный алмазно-абразивный круг. Степанов Ю.С., Катунин А.В., Афанасьев Б.И., Катунин А.А., Самойлов Н.Н., Фомин Д.С. Заявка 2004128013/02, 20.09.2004; 27.04.2006. Бюл. №12].
Поставленная задача решается предлагаемым способом формирования шлифовального круга в условиях раздельной подачи жидкой связки и шлифовального материала, при этом на непрерывно вращающуюся ось из легкоразрушаемого материала, на которой установлены легкоразрушаемые диски, определяющие высоту шлифовального круга, и расположенную в сушильной камере, наносят слой связки с последующим разравниванием ножом, причем количество наносимой связки регулируют изменением зазора между ножом и осью, затем подают шлифовальный материал с помощью сопла и воздушной струи под давлением из условия закрепления шлифовального материала в связке, при этом плотность нанесения шлифовальный материала регулируется количеством подаваемого шлифовального материала и скоростью вращения оси, причем незакрепленные в связке алмазно-абразивные зерна удаляются отбойным устройством, кроме того, скорость вращения оси назначают из условия предварительной сушки каждого слоя.
Особенности предлагаемого способа поясняются чертежами.
На фиг.1 представлена схема формирования шлифовального круга с аксиально-смещенным режущим слоем, имеющим ступицу и синусоидальную периферийную поверхность, вид сбоку; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сушильная камера с формированными шлифовальными кругами с аксиально-смещенным режущим слоем, вид сверху, верхняя крышка условно снята; на фиг.4 - элемент Б на фиг.2, разравнивание ножом первого слоя связки; на фиг.5 - сечение В-В на фиг.1, нанесение первого слоя шлифматериалов и вдавливание их в слой связки; на фиг.6 - элемент Б на фиг.2 после двух оборотов с нанесенными двумя слоями связки и шлифматериала; на фиг.7 - шлифовальный круг с аксиально-смещенным режущим слоем, имеющий ступицу и синусоидальную периферийную поверхность, вид сбоку, частичный продольный разрез [3. Патент РФ №2275294, МПК B24D 5/02, В24В 55/02. Синусоидальный алмазно-абразивный круг. Степанов Ю.С., Катунин А.В., Афанасьев Б.И., Катунин А.А., Самойлов Н.Н., Фомин Д. С. Заявка 2004128013/02, 20.09.2004; 27.04.2006. Бюл. №12]; на фиг.8 - общий вид шлифовального круга с аксиально-смещенным режущим слоем, имеющего ступицу и синусоидальную периферийную поверхность.
Предлагаемый способ служит для формирования обычных, прерывистых и с аксиально-смещенным режущим слоем дисковых шлифовальных кругов, а также для восстановления первоначального рабочего размера изношенных кругов, основанный на наращивании алмазно-абразивных слоев на жидкой консистентной связке с последующим затвердеванием в сушильной камере.
Перед началом процесса формирования изготовляют из легкоразрушаемого материала (например, из картона, пластмассы и т.п.) ось 1 и боковые диски 2, определяющие высоту L и наружный диметр D формируемого шлифовального круга. Собранный каркас, состоящий из оси 1 и дисков 2, для изготовления нескольких кругов 3 (согласно фиг.2 и 3 для четырех кругов) устанавливают в сушильной камере 4 с возможностью вращения со скоростью Уф формирования инструмента.
Основные технологические переходы совершаются с помощью двух сопл, ножа и отбойного устройства при непрерывном вращении оси 1 с дисками 2.
Для подачи жидкой связки из отдельной емкости (не показана) используется сопло 5, ширина l которого зависит от высоты L круга за вычетом боковых зазоров Z. Сопло 5 совершает радиальную подачу Sp, равную толщине одного слоя, наносимого за один оборот оси 1, и продольную Sпр подачу, равную амплитуде Ас синусоидального круга.
Для разравнивания слоя консистентной связки используется нож 6, совершающий движения подач SP и Sпр синхронно движению сопла 5. Количество наносимой связки регулируют изменением зазора между ножом 6 и предыдущим слоем связки, а также при формировании обычных кругов функции ножа 6 может выполнять сопло 5.
Для подачи шлифматериала из отдельной емкости (не показана) используется сопло 7, ширина l которого зависит от высоты L круга за вычетом боковых зазоров Z. Сопло 7 совершает радиальную подачу SP, равную толщине одного слоя, наносимого за один оборот оси 1, и продольную Sпр подачу при формировании синусоидальных кругов. Подача шлифматериала осуществляется с помощью воздушно-абразивной струи под давлением из условия закрепления алмазно-абразивных зерен в связке.
Закрепление алмазно-абразивных зерен происходит в сушильной камере 4, куда попадает очередной слой связки с внедренными в него алмазно-абразивными зернами при непрерывном вращении оси, где связка затвердевает. Незакрепленные в связке алмазно-абразивные зерна, пройдя сушильную камеру, удаляются отбойным устройством 8.
Операция формирования шлифовальных кругов осуществляется непрерывным способом путем последовательного заполнения каждого из отсеков, образованных дисками 2 (на фиг.3 можно различить четыре отсека, т.е. сформировано четыре алмазно-абразивных круга), и состоит из следующих переходов:
нанесение слоя связки на ось 1 между разделительными дисками 2 с последующим разравниванием слоя ножом 6. Количество наносимой связки регулируется изменением зазора между осью 1 и соплом 5 для первого слоя и предыдущим слоем и соплом 5 для последующих слоев;
нанесение шлифматериала на слой связки производится механическим способом с помощью сжатого воздуха, подаваемого под давлением в сопло 7, при непрерывно вращающейся оси. Нанесение шлифматериала на слой связки с помощью сжатого воздуха может производиться электростатическим способом, при котором шлифматериал под воздействием сил электростатического поля ориентируется так, что большая ось абразивных зерен располагается радиально оси круга. Таким образом, на ось наносится слой радиально расположенных зерен, в результате чего повышается режущая способность круга. Плотность нанесения шлифматериала механическим способом с помощью сжатого воздуха регулируется количеством подаваемого из питателя (не показан) шлифматериала и давлением сжатого воздуха при электростатическом способе - напряжением на электродах (не показаны) и расстоянием между ними. Незакрепленные в связке абразивные зерна, прошедшие сушильную камеру, удаляются при помощи отбойного устройства;
сушка очередного слоя связки с внедренными алмазно-абразивными зернами в сушильной камере при непрерывном вращении оси. Температура сушки - от 30°С до 130°С в зависимости от вида связки.
После достижения нужного наружного диаметра заготовки окончательно сушатся в сушильной камере 4…5 часов при температуре 90…130°С.
По окончании сушки пакета его разделяют путем поломки оси и боковых дисков и полученные круги подвергают контролю на отсутствие трещин, сколов, пузырей и других дефектов. Далее производят измерение фактической твердости кругов и их маркировку.
Пример. По предлагаемому способу и разработанной технологии были изготовлены алмазно-абразивные круги с аксиально-смещенным режущим слоем (АРС) размерами 350×40×127 мм для шлифования серого чугуна СЧ 15. Круги твердостью СМ изготовлены из шлифовального зерна ЭБ 15-25 с наполнителем из пульвербакелита.
В обычных кругах, полученных традиционным способом прессованием, чем больше диаметр круга, тем труднее получить равномерную плотность во всех его частях. Частицы шихты под давлением прессования практически не перемешиваются в плоскостях, перпендикулярных к направлению прессования. Этот недостаток устраняется при формировании кругов с АРС предлагаемым способом.
Сравнительные испытания изготовленных кругов с АРС показали, что они имеют достаточный запас прочности и вполне безопасны в работе. Условия их эксплуатации ничем не отличаются от обычных. Перед установкой на шпиндель шлифовального станка круги с АРС подвергались статической и динамической балансировке. В процессе шлифования и правки алмазно-металлическим карандашом не наблюдалось поломок и скалываний режущих синусоидальных выступов.
Способ позволяет легко переходить на изготовление кругов с аксиально-смещенным режущим слоем различного диаметра D, амплитуды ас и шага синусоиды t, а также традиционных типов ПП, К, 3П, 2П, ПВ, ЧЦ, ПВД, ПВДС, ЧК, Т, 1T, ПВК, ПВДК, ПН, отрезных кругов и др.
Способ позволяет изготовлять круги с различной зернистостью по глубине с целью совмещения чернового и чистового шлифования путем подачи в сопло воздушно-абразивной струи с зернами различной зернистости за каждый оборот диска с периферийным режущим слоем.
Способ позволяет восстанавливать первоначальные рабочие размеры изношенных кругов, основанный на наращивании алмазно-абразивных слоев на жидкой консистентной связке на оставшейся первоначальной ступице с последующим затвердеванием в сушильной камере.
Предлагаемый способ расширяет технологические возможности изготовления и восстановления шлифовальных кругов на вулканитовых, бакелитовых и глифталевых связках, снижает себестоимость изготовления кругов, не требует дорогого специального технологического оборудования и позволяет получать сложнопрофильные шлифовальные круги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2366564C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2357851C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| ПОКРЫТЫЙ ШЛИФОВАЛЬНЫЙ МАТЕРИАЛ | 1993 |
|
RU2078789C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
Изобретение относится к области машиностроения и может быть использовано при формировании шлифовальных кругов, в частности с аксиально-смещенным режущим слоем на вулканитовых, бакелитовых и глифталевых связках. Непрерывно вращающуюся ось из легкоразрушаемого материала, на которой установлены легкоразрушаемые диски, определяющие высоту шлифовального круга, располагают в сушильной камере. Наносят на ось слой связки с последующим разравниванием ножом, количество которой регулируют изменением зазора между ножом и осью. Затем подают шлифовальный материал с помощью сопла и воздушной струи под давлением из условия закрепления шлифовального материала в связке. Плотность нанесения шлифовального материала регулируют количеством подаваемого шлифовального материала и скоростью вращения оси. Незакрепленные в связке алмазно-абразивные зерна удаляют отбойным устройством. Скорость вращения оси выбирают из условия обеспечения предварительной сушки каждого слоя. В результате расширяются технологические возможности за счет обеспечения возможности получения и сложнопрофильных шлифовальных кругов и снижается себестоимость их изготовления. 8 ил.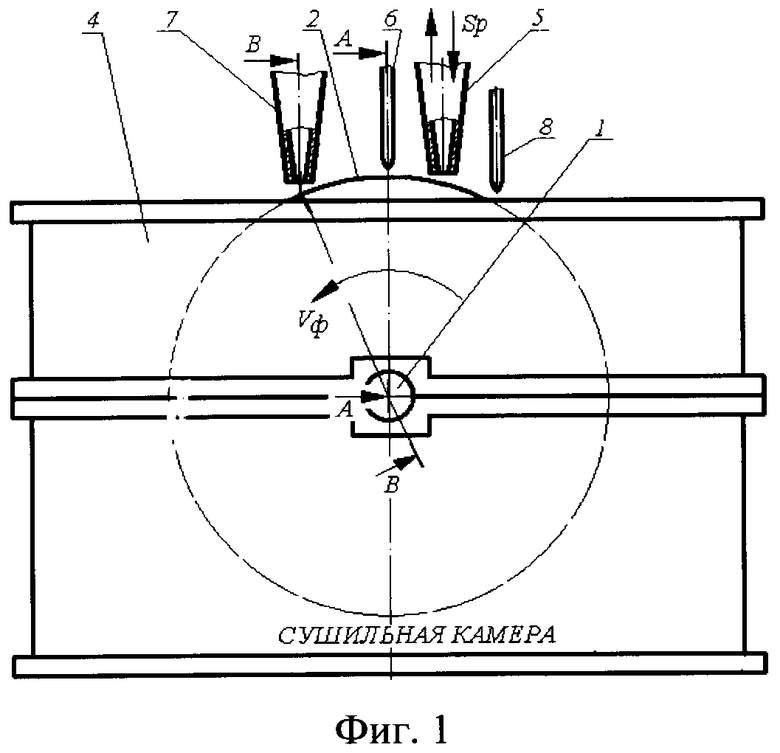
Способ формирования шлифовального круга, включающий раздельную подачу жидкой связки и шлифовального материала, отличающийся тем, что непрерывно вращающуюся ось из легкоразрушаемого материала, на которой установлены легкоразрушаемые диски, определяющие высоту шлифовального круга, располагают в сушильной камере, наносят на ось слой связки с последующим разравниванием ножом, количество которой регулируют изменением зазора между ножом и осью, затем подают шлифовальный материал с помощью сопла и воздушной струи под давлением из условия закрепления алмазно-абразивных зерен шлифовального материала в связке, при этом плотность нанесения шлифовального материала регулируют количеством подаваемого шлифовального материала и скоростью вращения оси, которую выбирают из условия обеспечения предварительной сушки каждого слоя, а незакрепленные в связке алмазно-абразивные зерна удаляют отбойным устройством.
| Абразивные материалы и инструменты | |||
| Отраслевой каталог ВНИИАШ | |||
| - М.: ВНИИТЭМР, 1990, с.126-128 | |||
| Устройство для изготовления абразивного инструмента | 1987 |
|
SU1495107A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1250449A1 |
| Способ изготовления шлифовального круга | 1984 |
|
SU1192954A1 |
| US 3742655 A, 03.07.1973. | |||

