(Л
со го
со
СП
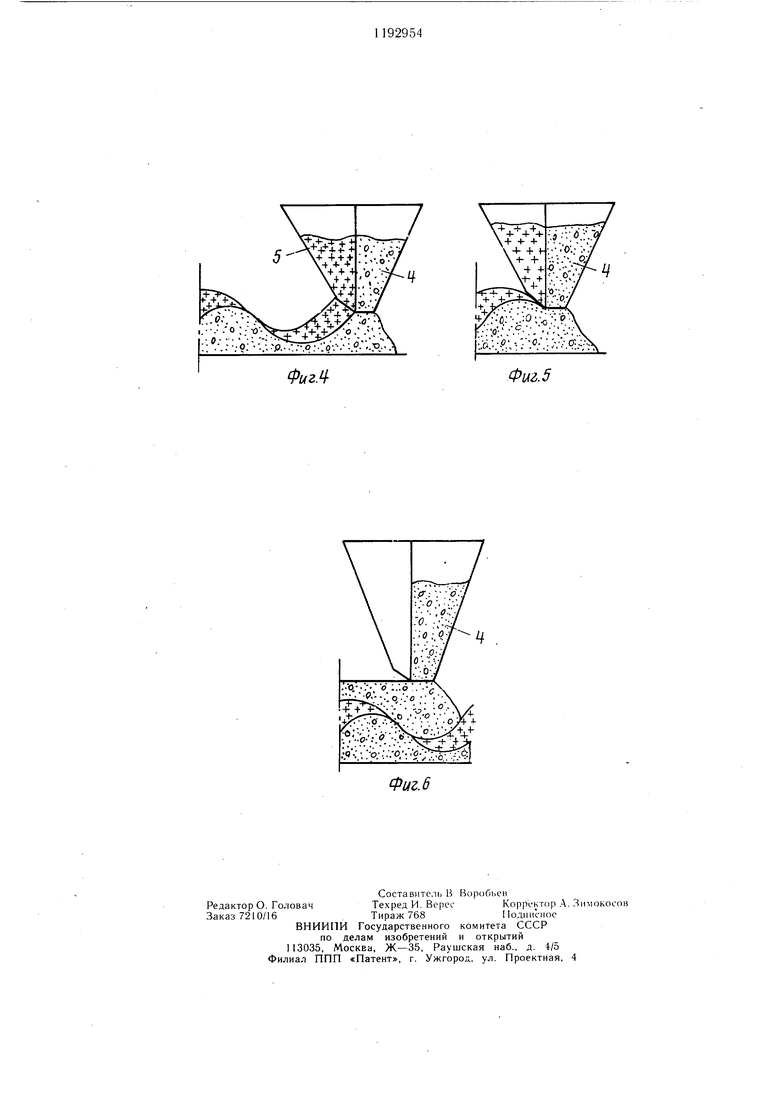
Изобретение относится к изготовлению абразивных кругов с чередующимися по высоте слоями, соприкасающиеся между собой поверхности которых имеют криволинейную форму, определяемую в цилиндрических концентрических сечениях синусоидой с равномерно уменьшающимся к оси круга периодом. Цель изобретения - повышение прочности круга путем увеличения площади контакта различных по абразивной способности слоев абразивной массы. На фиг. 1 изображена схема устройства для осуществления предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - схема образования слоев шлифовального круга при перемещении бункера вверх; на фиг. 5 - то же, при перемещении бункера вниз; на фиг. 6 завершающая стадия засыпки абразивной массы. , Устройство состоит из пресс-формы 1, бункера 2, разделенного радиальной перегородкой Зна две секции 4 и 5. Последние снабжены затворами 6 и 7. Устройство имеет копир 8. Способ осуществляется следующим образом. Секции 4 и 5 бункера 2 заполняют абразивными массами различных характеристик. При этом в секцию 4 загружают абразивную массу, которая должна образовать нижний слой шлифовального круга. Срез выходного отверстия секции 4 вь иолнен горизонтальным, а наклон и размеры среза выходного отверстия секции 5 определяются толщиной второго слоя изготавливаемого круга. Бункер опускают в пресс-форму, причем расстояние от среза выпускного отверстия секции 4 до дна пресс-формы равно минимальной высоте нижнего слоя изготавливаемого круга.
л-л
S-B Открывают затворы 6 и 7 секций и сообщают бункеру одновременно вращательное и возвратно-поступательное осевое перемещение. Соотнощение.скоростей вращательного и возвратно-поступательного перемещений, а также величина осевого перемещения определяются характером изменения синусоидальной поверхности изготавливаемого круга. При совместном вращательном и осевом возвратно-поступательном перемещении бункера абразивная масса из секции 4 укладывается на дно пресс-формы таким образом, что верхняя поверхность слоя имеет криволинейную форму, определяемую в цилиндрических концентрических сечениях синусоидой с равномерно уменьшающимся к оси круга периодом. Абразивная масса из секции 5 при перемещении бункера вверх накладывается на первый слой только на восходящей ветви синусоиды. При движении бункера вниз, т. е. по нисходящей ветви синусоиды, уложенная масса первого слоя запирает выходное отверстие секции 5 и препятствует выходу массы из этой секции. После завершения полного оборота закрывают затвор 7 секции 5 и сообщают бункеру еще один оборот без осевого вертикального перемещения. Абразивная масса из секции 4 заполняет впадины в предыдущих слоях. После укладки массы в пресс-форму круг прессуют, бакелизируют и обрабатывают традиционными способами. Предлагаемый пример осуществления способа не исчерпывает всех вариантов, воз.можно изготовление щлифовальных кругов с большим числом чередующихся слоев, также кругов г нерабочей частью. В а последнем случае засыпку массы производят бункером, имеющим, кроме радиальной, тангенциальную перегородку в соответствии с расположением нерабочей части.
:L
i
Фиг.З
Ф1Аг.5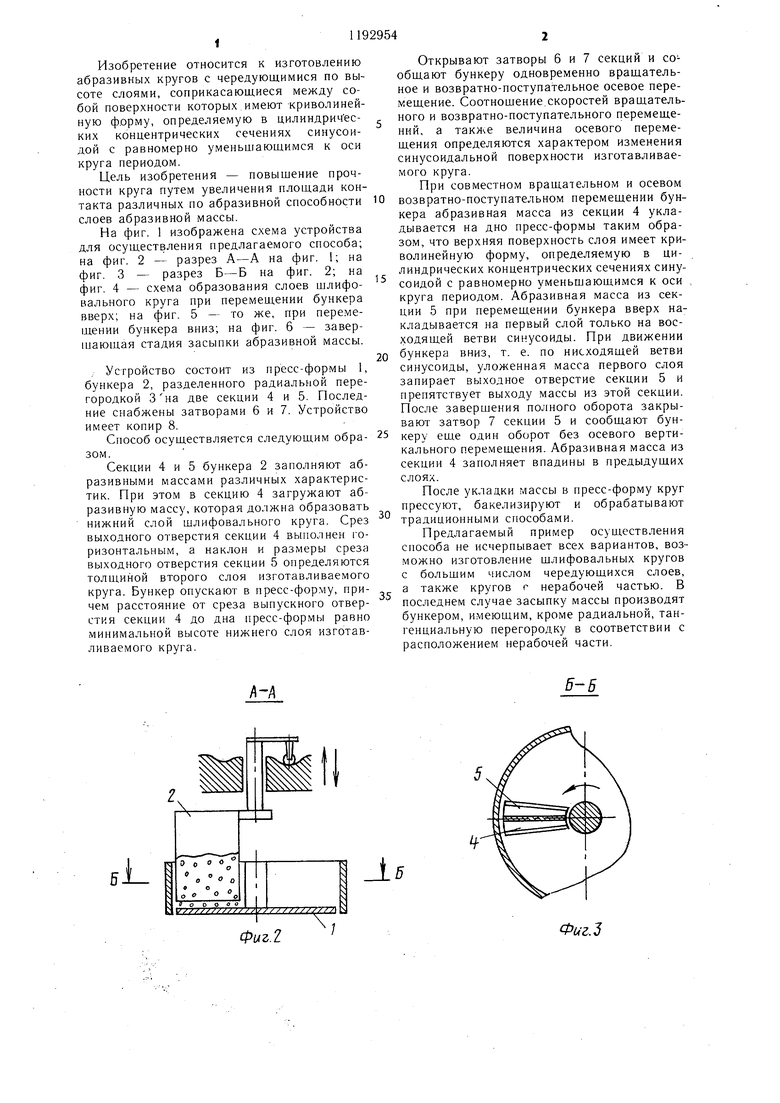
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных кругов | 1978 |
|
SU781043A1 |
| Способ изготовления абразивных кругов | 1981 |
|
SU965752A2 |
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| Шлифовальный круг | 1983 |
|
SU1144863A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ НА КЕРАМИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2539254C1 |
| Устройство для засыпания и разравнивания массы в формах для прессования шлифовальных кругов | 1947 |
|
SU71723A2 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ПРЕРЫВИСТЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215636C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| Прибор для автоматической заточки спиральных сверл | 1930 |
|
SU25062A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА, при котором из вращающегося бункера в пресс-форму послойно засыпают абразивные массы различных характеристик, отличающийся тем, что, с целью повышения прочности круга, берут двухсекционный бункер, в каждую из его секций помещают абразивную массу соответствующей характеристики, а засыпку прессформы осуществляют одновременно из двух секций, при этом бункеру дополнительно сообщают возвратно-поступательное перемещение вдоль оси пресс-формы.
Фиг. 6
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 1971 |
|
SU427851A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
