Изобретение относится к машиностроению, а именно к алмазно-абразивной обработке материалов резанием комбинированным инструментом с регулируемым диаметром и углом наклона режущего слоя относительно оси вращения, и может быть использовано на машиностроительных предприятиях для эффективной чистовой обработки заготовок из различных материалов, предрасположенных к дефектообразованию.
Известен способ, осуществляемый прерывистым абразивным кругом с упругодемпфирующим элементом, выгодно отличающийся от обработки сплошными и др. абразивными кругами по производительности и качеству поверхностного слоя изделий [1]. Способ позволил обеспечить высокую однородность и прочность абразивных сегментов, назначить повышенные режимы резания по сравнению с традиционными абразивными кругами. Упругодемпфирующий элемент, введенный в конструкцию, демпфирует ударные импульсы, возникающие при входе и выходе сегментов из контакта с заготовкой, стабилизируя процесс обработки и ликвидируя вибрации, что в свою очередь повышает качество и производительность обработки [2].
Недостатками известного способа [1] является отсутствие широких технологических возможностей, позволяющих вести черновую, получистовую, чистовую и отделочную абразивную обработку, невозможность быстрого перехода с одного режима на другой, отсутствие возможности восстановления быстроизнашиваемого наружного диаметра инструмента, а также появление прижогов и шлифовочных микротрещин при повышении режимов резания и увеличении производительности.
Наиболее близким прототипом является комбинированный способ квазипрерывистой чистовой обработки, реализуемый с помощью комбинированной инструментальной головки [3]. Головка состоит из круга и диска с абразивными разжимными в радиальном направлении брусками, которые обкатывают в круговом направлении по обрабатываемой поверхности.
Недостатками известного способа являются отсутствие широких технологических возможностей, позволяющих вести черновую, получистовую, чистовую и отделочную абразивную обработку, невозможность быстрого перехода с одного режима на другой, отсутствие возможности восстановления изношенного наружного диаметра, а также появление прижогов и шлифовочных микротрещин при повышении режимов резания и увеличении производительности. При этом ударные импульсы, возникающие при входе и выходе брусков из контакта с заготовкой, дестабилизируют процесс обработки и приводят к вибрациям, что в свою очередь снижает качество и производительность обработки
Задача изобретения - повышение производительности, качества обработки и долговечности инструмента за счет быстрого восстановления наружного диаметра хона и изменения величины амплитуды аксиально-смещенного режущего слоя, стабилизация процесса обработки и ликвидация вибраций за счет введения в конструкцию упругодемпфирующего элемента и возможность на ходу без остановки процесса алмазно-абразивной обработки быстрого перехода с чернового режима на получистовой, чистовой и отделочный.
Поставленная задача решается предлагаемым комбинированным способом шлифохонингования, при котором для обработки поверхностей вращения заготовке и комбинированному инструменту с расположенными в нем шлифовальным кругом и хоном с рабочими элементами и устройством их крепления на оправке под острым углом к плоскости, перпендикулярной оси вращения, сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности, для обработки плоских поверхностей комбинированному инструменту сообщают вращательное движение и движение подачи поперек обрабатываемой поверхности, а заготовке - возвратно-поступательное движение вдоль обрабатываемой поверхности, причем хон состоит из отдельных алмазно-абразивных брусков с различной зернистостью, закрепленных на наружной поверхности торообразной упругой оболочки, при этом восстановление изношенного наружного диаметра хона осуществляют за счет подачи сжатого воздуха в упругую оболочку из условия увеличения диаметра до размеров диаметра шлифовального круга. Кроме того, для придания большей жесткости торообразной упругой оболочке внутренняя поверхность ее разделена перегородками на отсеки, сообщающиеся между собой, при этом перегородки располагаются под брусками с более крупными алмазно-абразивными зернами.
Кроме того, круг и хон установлены на оправке под острым углом α к плоскости, перпендикулярной оси вращения, с помощью косых шайб, расположенных с торцов инструмента, при этом угол α назначается по формуле
α<arctg(Bш/Dш),
где Dш и Вш - соответственно наружный диаметр и высота шлифовального круга.
Комбинированный способ позволяет черновую обработку производить только кругом без участия в работе хона при диаметре последнего меньше диаметра круга на величину натяга N.
При этом получистовую обработку производят одновременно кругом и хоном при диаметре хона больше диаметра круга на величину натяга N, с которым инструмент прижимается к заготовке.
Кроме того, чистовую обработку производят только хоном при его диаметре больше диаметра круга на величину натяга N, причем все бруски хона участвуют в резании, а шлифовальный круг не касается обрабатываемой поверхности, благодаря тому что инструмент прижимается к заготовке на половину величины натяга - N/2.
Комбинированный способ позволяет вести отделочную обработку, которую производят только хоном при его диаметре больше диаметра круга на величину натяга N, причем в резании участвуют только мелкозернистые бруски хона, расположенные на упругой оболочке в местах без перегородок, а шлифовальный круг и крупнозернистые бруски хона не касаются обрабатываемой поверхности.
При этом в комбинированном способе глубину врезания хона задают путем изменения давления в торообразной упругой оболочке.
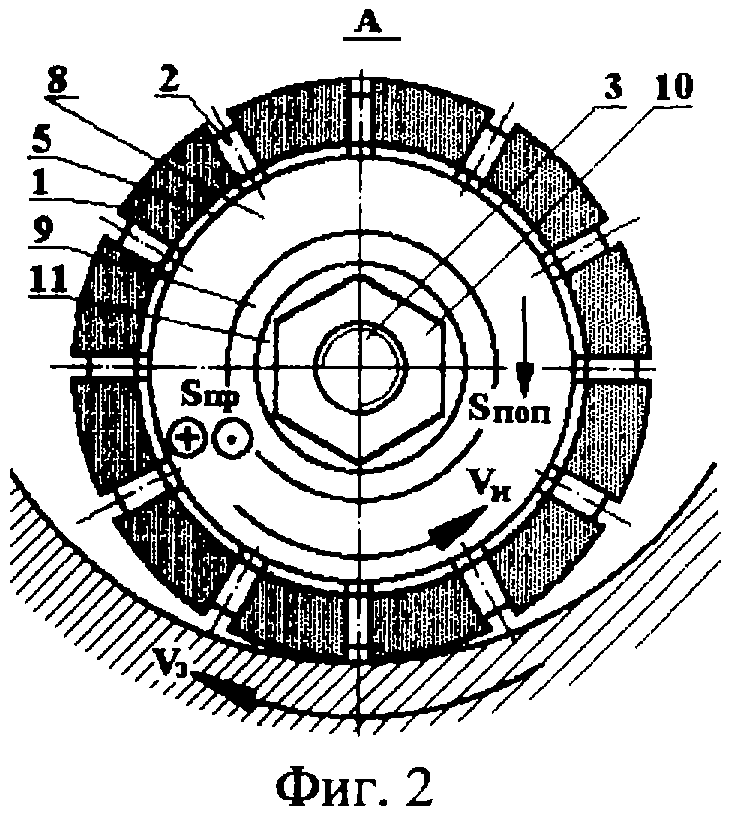
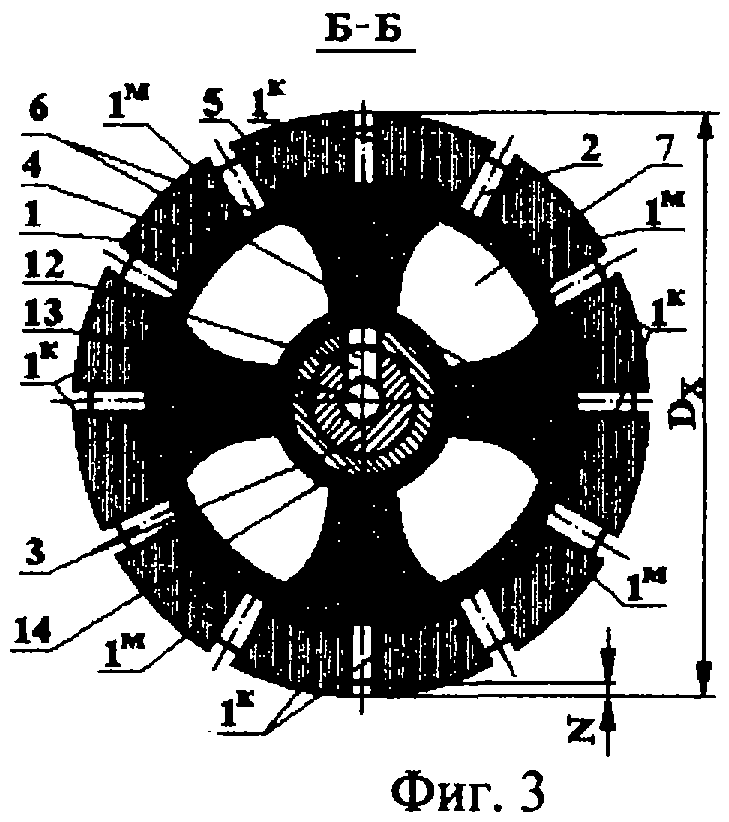
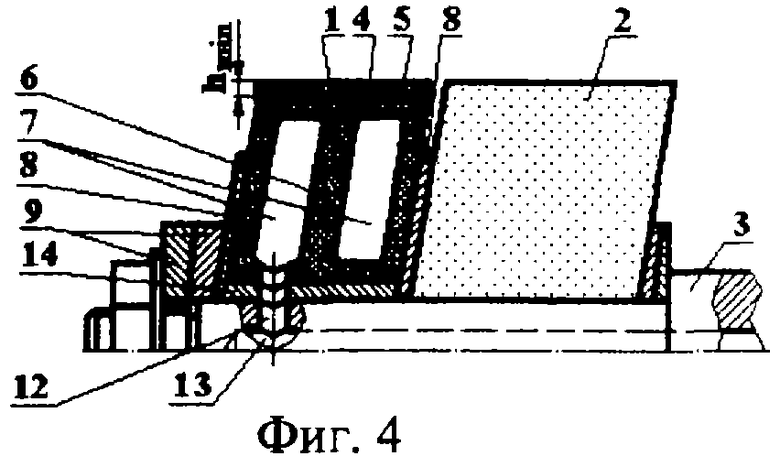
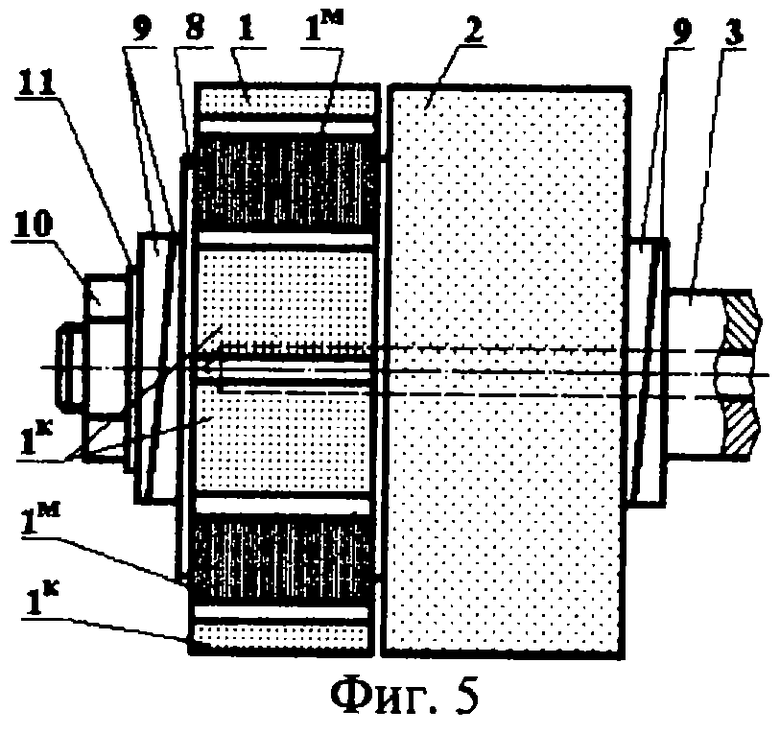
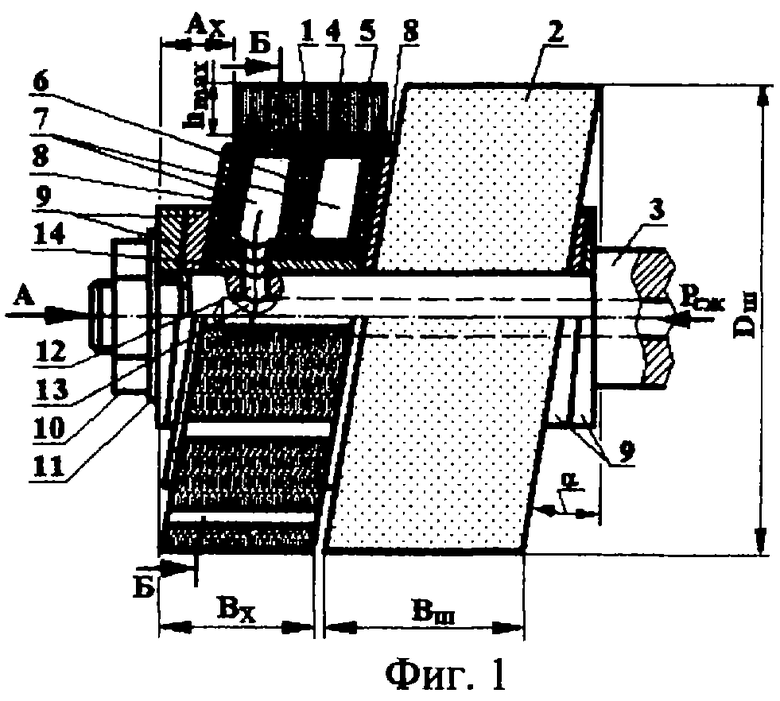
На фиг.1 изображена конструкция комбинированного шлифохонинговального инструмента, реализующая предлагаемый комбинированный способ шлифохонингования, частичный продольный разрез; на фиг.2 - вид А на фиг.1; на фиг.3 - поперечное сечение Б-Б на фиг.1; на фиг.4 - частичный продольный разрез инструмента с максимально изношенным хоном; фиг.5 - общий вид инструмента с нулевым углом наклона режущих слоев; на фиг.6 - схема чистовой обработки только хоном; на фиг.7 - положение хонинговальных брусков при работе хона в режиме отделочной обработки; на фиг.8 - развертка следа комбинированного инструмента на обработанной поверхности, работающего в режиме получистовой обработки.
Предлагаемый комбинированный способ шлифохонингования осуществляется инструментом, позволяющим вести совместную и последовательную обработку шлифовальным кругом и хонинговальными брусками, имеющими периферийный аксиально-смещенный режущий слой.
При этом для обработки поверхностей вращения заготовке и комбинированному инструменту с расположенными в нем шлифовальным кругом и хоном с рабочими элементами и устройством их крепления на оправке под острым углом к плоскости, перпендикулярной оси вращения, сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности, а для обработки плоских поверхностей комбинированному инструменту сообщают вращательное движение и движение подачи поперек обрабатываемой поверхности, а заготовке - возвратно-поступательное движение вдоль обрабатываемой поверхности.
Комбинированный шлифохонинговальный инструмент, реализующий способ, содержит хон 1 и шлифовальный круг 2, закрепленные на одной оправке 3.
Хон 1 является сборным и состоит из отдельных алмазно-абразивных брусков, закрепленных на наружной поверхности торообразной упругой оболочки 4 посредством пластин 5. Для придания большей жесткости торообразной упругой оболочке 4 внутренняя поверхность ее разделена перегородками 6 на отсеки 7, сообщающиеся между собой [2]. Такое устройство крепления сборного хона 1 позволяет быстро, на ходу восстанавливать изношенный наружный диаметр хона путем подачи сжатого воздуха Рсж в упругую оболочку 4 из условия увеличения диаметра Dx до размера больше, равного или меньше диаметра Dш шлифовального круга 2 на величину натяга N, с которым инструмент прижимается к детали, в зависимости от выбранного режима обработки.
Алмазно-абразивные бруски хона 1 берут на гибкой, например каучуковой, основе и крепление их к пластинам 5 осуществляют посредством приклеивания, при этом сами пластины 5 крепят на торообразной упругой оболочке 4 путем вулканизации. Хон 1 составляют из отдельных алмазно-абразивных брусков с различной зернистостью. Бруски с более крупными алмазно-абразивными зернами 1к для чистовой обработки располагают над перегородками 6 торообразной упругой оболочки 4, а мелкозернистые бруски 1м для отделочной обработки - над отсеками 7 без перегородок (фиг.3, 5).
Торообразная упругая оболочка 4 установлена на клею на оправке 3 с помощью ограничительных шайб 8, косых шайбы 9 и закреплена гайкой 10 с шайбой 11.
Приведение в рабочее состояние торообразной упругой оболочки 4 осуществляется путем подачи в оболочку через поперечное 12 и центральное продольное 13 отверстия, расположенные в оправке 3, штуцер и ниппель (не показаны) под давлением Рсж сжатого воздуха.
Благодаря косым шайбам 9, расположенным попарно с торцов комбинированного инструмента, хон 1 и круг 2 устанавливают под острым углом α к плоскости, перпендикулярной оси вращения, при этом угол α может меняться от нуля (фиг.5) до значения, назначаемого по формуле
α<arctg(Вш/Dш),
где Dш и Вш - соответственно наружный диаметр и высота шлифовального круга.
Сборка инструмента осуществляется следующим образом.
Косые шайбы 9 располагаются на оправке 3 максимальной толщиной в диаметрально противоположных местах с каждого торца инструмента по две штуке. После установки круга 2 и ограничительной шайбы 8 на оправку 3 устанавливают распорную втулку 14 и совмещают отверстие в ней с отверстием 12. На втулку 14 закрепляют приклеиванием торообразную упругую оболочку 4, предварительно собранную с пластинами 5 и брусками 1. Собранный таким образом на оправке 3 комбинированный инструмент закрепляют гайкой 10 через шайбы 8, 9 и 11.
Работа по предлагаемому способу осуществляется следующим образом.
Инструмент устанавливается на оправке, которой сообщается вращение, и подводится к обрабатываемой поверхности. При круглом шлифохонинговании инструменту сообщают продольную и поперечную подачу, а заготовке - вращение. При плоском шлифохонинговании инструменту сообщают поперечную подачу, а заготовке - продольную подачу и подачу врезания.
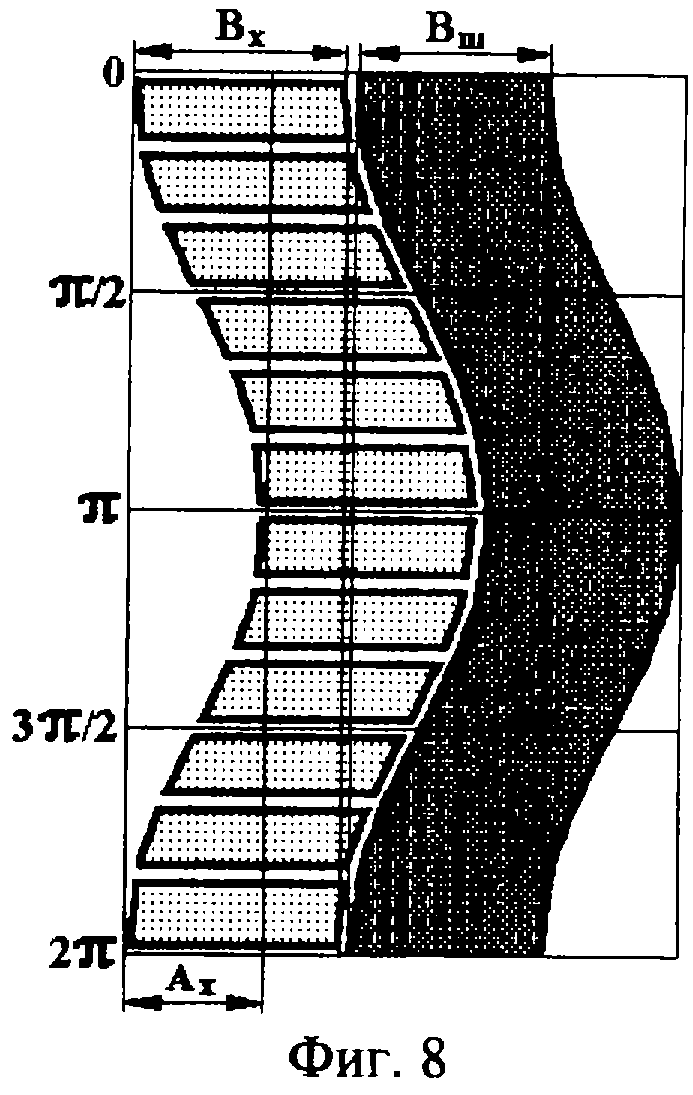
За полный оборот хона 1 и шлифовального круга 2 их зоны резания, находящиеся на периферии, совершат перемещения вдоль оси вращения, равные величине амплитуды Ах (фиг.8).
Благодаря такому аксиальному смещению рабочего режущего слоя круга и хона на участке Ах в поперечном сечении наблюдается прерывистое шлифование и хонингование, которое сопровождается низкой температурой резания по сравнению с традиционным шлифованием и хонингованием и которое гарантирует бесприжоговую алмазно-абразивную обработку.
Кроме того, бесприжоговой обработкой отличается работа хона, так как его рабочая режущая поверхность прерывистая, которая позволяет снижать температуру поверхностного слоя в момент прерывания процесса резания.
Шлифование кругом является непрерывным процессом резания, обеспечивающим осцилляцию теплового поля вследствие прироста длины контакта круга 2 и заготовки на величину амплитуды Ах, зависящей от угла α наклона круга и его наружного диаметра Dш.
Угол наклона круга позволяет увеличить количество алмазно-абразивных зерен, участвующих в резании [3].
Вслед за обработкой поверхности шлифованием ведется алмазно-абразивная обработка подвижно закрепленными, хонинговальными брусками, имеющими возможность радиального перемещения и прижимаемыми к обрабатываемой поверхности с определенным усилием, которое может быть постоянным или изменяться в зависимости от давления Рсж сжатого воздуха, подаваемого в торообразную упругую оболочку.
Комбинированный способ может быть реализован в нескольких режимах с быстрым переходом с одного режима на другой без остановки процесса:
- черновую обработку производят только шлифовальным кругом без участия в работе хона при диаметре последнего меньше диаметра круга на величину натяга N, т. е. при Dx<Dш. Для этого прекращают подачу сжатого воздуха в торообразную упругую оболочку и перепускают его в атмосферу;
- получистовую обработку производят одновременно кругом и хоном при диаметре хона больше диаметра круга на величину натяга N, с которым инструмент прижимается к заготовке, т.е. при Dx>Dш. Для этого повышают давление сжатого воздуха в торообразной упругой оболочке;
- чистовую обработку производят только хоном при его диаметре больше диаметра круга на величину натяга N, т.е. при Dx>Dш. Причем все бруски хона участвуют в резании, а шлифовальный круг не касается обрабатываемой поверхности благодаря тому, что инструмент прижимается к заготовке на половину величины натяга - N/2 (фиг.6);
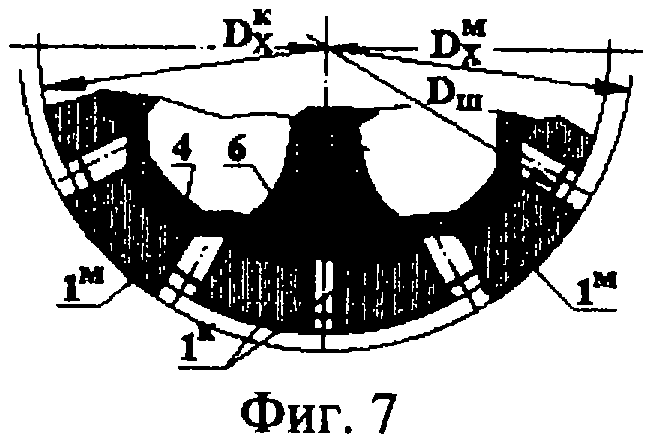
- отделочную обработку производят только хоном при его диаметре больше диаметра круга на величину натяга N, т.е. при Dx>Dш. Причем в резании участвуют только мелкозернистые бруски хона, расположенные на упругой оболочке в местах без перегородок, а шлифовальный круг и крупнозернистые бруски хона не касаются обрабатываемой поверхности (фиг.7). Мелкозернистые бруски располагаются на большем диаметре  , чем крупнозернистые (на
, чем крупнозернистые (на  ), по причине того, что они находятся на упругой оболочке, не связанной с перегородкой, в связи с тем, что последняя менее эластична.
), по причине того, что они находятся на упругой оболочке, не связанной с перегородкой, в связи с тем, что последняя менее эластична.
Во всех режимах, где работает хон, глубину хонингования можно изменять и регулировать величиной давления Рсж сжатого воздуха, подаваемого в торообразную упругую оболочку.
Комбинированный шлифохонинговальный инструмент, работающий по предлагаемому способу, позволяет вести обработку с использованием всей периферийной рабочей части инструмента и сохранением преимуществ процессов прерывистого шлифования и хонингования.
Производительность обработки повышается в 2...2.5 раза, а шероховатость поверхности - на 1...2 класса, при этом расход алмазно-абразивного материала снижается на 25...30%.
Промышленные испытания проводились на внутришлифовальном станке мод. 3К228В, где шлифовали сквозное отверстие диаметром Dз=60 Н7 (+0.03) и длиной l=60 мм. Параметр шероховатости обрабатываемой поверхности Ra=0,63 мкм. Припуск на сторону h=0,2 мм. Материал заготовки - сталь 45, закаленная, твердость HRC 45. Станок оснащен устройством для активного контроля обрабатываемых заготовок. Полная характеристика шлифовального круга, рекомендуемого для этой стали, - 24А25ПС25К8А. При внутреннем шлифовании рекомендуется Dk/Dз=0,8,...0,9. Поэтому был взят круг диаметром Dk=50 мм. Обработка проводилась при следующих режимах резания. Частоту вращения инструмента принимали пк~13000 мин-1; частоту вращения заготовки - пз=200 мин-1. Продольная подача согласно рекомендации была установлена Sм=5390 мм/мин.
Поперечная подача для обычных кругов рекомендуется St дв.х=0,004 мм/дв.ход. Для данного специального инструмента принимали St дв.x=0,006 мм/дв.ход.
Абразивные бруски: крупнозернистые - материал зерна 63С, зернистость М40, твердость СМ1, связка - бакелитовая, количество брусков - 3, длина брусков - 30 мм, ширина брусков - 16 мм; мелкозернистые - материал зерна 63С, зернистость М20, твердость M1, связка - бакелитовая, количество брусков - 3, длина брусков - 30 мм, ширина брусков - 16 мм.
Охлаждающая жидкость - эмульсия.
Обработка осуществлялась за 20 проходов: из них
- 8 проходов в режиме чернового шлифохонингования,
- 6 проходов в режиме получистового шлифохонингования,
- 4 прохода в режиме чистового шлифохонингования,
- 2 прохода в режиме отделочного шлифохонингования.
Угол наклона шлифовального круга и хона с абразивными брусками α=10°. Амплитуда при этом составляла А=8 мм. Радиальное давление в торообразной упругой оболочке составляло 0,4...0,6 МПа.
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени То=0,6 мин, что в 2 раза быстрее, чем при обычном шлифовании. Применение комбинированного способа шлифохонингования позволило исключить операции получистового шлифования и хонингования благодаря улучшению шероховатости поверхности на 1-2 класса. При этом расход абразивного инструмента снизился на 30%.
Исследования показали, что предложенный способ и инструмент при сочетании большой скорости вращения и синусоидального осциллирования в продольном направлении теплового поля интенсифицирует процесс обработки вследствие прироста длины дуги контакта инструмента и заготовки, наличия угла пересечения траектории движения шлифовального круга и хона с направлением исходной шероховатости, обуславливая сетку следов и характер микрогеометрни как при хонинговании, шлифохонинговании с наложением вибраций (фиг.8). Улучшаются условия самозатачиваемости шлифовального круга и хона.
Использование предлагаемого комбинированного способа позволяет повысить эффективность шлифохонинговального инструмента в целом, а также части его - хона с подвижным креплением алмазно-абразивных брусков за счет использования торообразной упругой оболочки. Выполнение инструмента сборным позволило обеспечить высокую однородность и прочность абразивных сегментов, назначить повышенные режимы резания по сравнению с традиционными абразивными кругами. Упругодемпфирующий элемент, введенный в конструкцию, демпфирует ударные импульсы, возникающие при входе и выходе сегментов из контакта с заготовкой, стабилизируя процесс обработки и ликвидируя вибрации, что в свою очередь повышает качество и производительность обработки. Быстрый переход с одного режима обработки на другой за счет изменения давления в упругой оболочке позволяет высокопроизводительно и качественно удалять значительные припуски, т.е. работать в тяжелых условиях.
Комбинированный способ шлифохонингования расширяет технологические возможности обработки благодаря совмещению хонингования и шлифования, сокращает вспомогательное время, повышает в 2...2,5 раза производительность обработки, улучшает качество и шероховатость обрабатываемой поверхности, а инструмент прост по конструкции, надежен в эксплуатации.
Источники информации
1. А.с. 446408 СССР, МКИ В 24 D 13/02. Прерывистый абразивный круг. Игнатов С.Н., Тришин В.М., Нижних И.В. и др. Заявка № 1871 201/25-8, заяв. 15.01.73; опуб. 15.10.74. Бюл. № 38.
2. Патент Франции 2654027, МКИ В 24 В 9/14. Инструмент для обработки поверхности, автоматически принимающий соответствующую форму. Заяв. 06.11.1989, опуб. 05.10.1991. ВИНИПИ № 19.
3. Патент 2120368 РФ, МКИ В 24 В 5/00, 1/00. Способ комбинированной квазипрерывистой чистовой обработки. Степанов Ю.С., Афанасьев Б.И. и др. Заявка 96116348/02, заявл. 07.08.96; опубл. 20.10.98. Бюл. № 29 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2004 |
|
RU2252123C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
Изобретение относится к области машиностроения и может быть использовано для эффективной чистовой алмазно-абразивной обработки заготовок из различных металлов, предрасположенных к дефектообразованию. Для осуществления способа используют комбинированный инструмент, содержащий шлифовальный круг и хон с устройством их крепления на оправке под острым углом к плоскости, перпендикулярной оси вращения. При обработке поверхностей вращения заготовке и комбинированному инструменту сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности. При обработке плоских поверхностей комбинированному инструменту сообщают вращательное движение и движение подачи поперек обрабатываемой поверхности, а заготовке - возвратно-поступательное движение вдоль обрабатываемой поверхности. Используют хон, состоящий из отдельных алмазно-абразивных брусков с различной зернистостью, закрепленных на наружной поверхности торообразной упругой оболочки. Восстановление изношенного наружного диаметра хона осуществляют за счет подачи сжатого воздуха в упругую оболочку из условия увеличения его диаметра до размеров диаметра шлифовального круга. Такие действия повышают производительность и качество обработки, долговечность инструмента и обеспечивают быстрый переход с одного режима обработки на другой без остановки процесса. 7 з.п. ф-лы, 8 ил.
α<arctg(Bш/Dш),
где Dш и Вш - соответственно наружный диаметр и высота шлифовального круга.
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| АЛМАЗНЫЙ КРУГ | 0 |
|
SU274680A1 |
| ХОНИНПОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU302228A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА БИОЛОГИЧЕСКУЮ ТКАНЬ ПОТОКОМ ПЛАЗМЫ | 1997 |
|
RU2183480C2 |

